Eine stabile Ausgabegröße ist kein bloßer Vorteil. Sie schützt drei Dinge, die Sie bei jeder Schicht spüren: Durchsatz, Energieverbrauch und Produktqualität. Wenn die Partikelgröße schwankt, werden die Siebe ungleichmäßig beladen, der Stromverbrauch steigt, und der nächste Prozessschritt (Waschanlage, Windsichtung, Granulierung, Pelletierung oder Sortierung) muss gegen diese Schwankungen ankämpfen, anstatt konstant zu laufen.
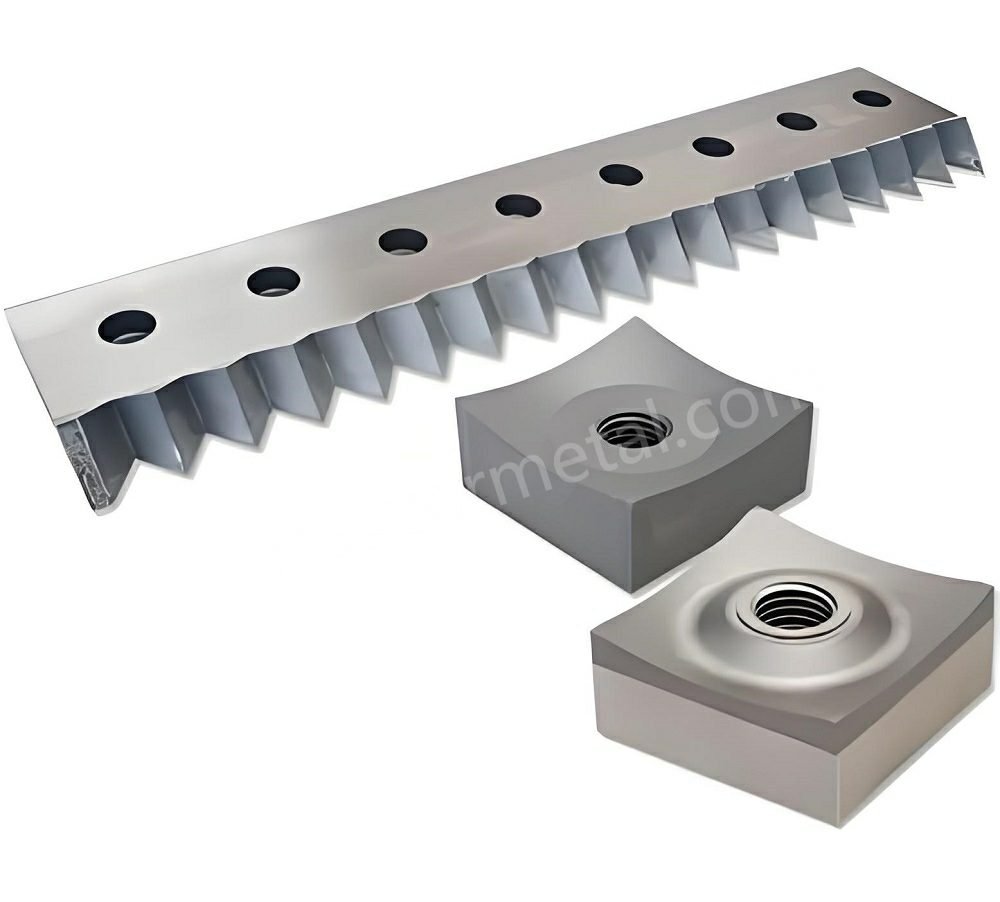
Ersatzmesser für Aktenvernichter verändern mehr als nur das „Schärfgefühl der Maschine“. Sie verändern die tatsächliche Schneidgeometrie: Schneidkreis, Messersitzanordnung, Messerstärke und den Gegenmesserspalt, der darüber entscheidet, ob Sie sauber schneiden – oder reißen, verschmieren und feine Partikel erzeugen.
Dieser Leitfaden soll Ihnen bei der Auswahl von Ersatzmessern und Gegenmessern helfen, die eine stabile Leistung auf gängigen Einwellenplattformen wie Vecoplan, WEIMA und Lindner gewährleisten. Das Ziel ist einfach: planbare Größe, planbarer Stromverbrauch (kWh/Tonne), planbare Betriebszeit.
Passgenauigkeit und Toleranzen prüfen
| Was zu überprüfen ist | Warum dies für eine stabile Ausgabegröße wichtig ist | Wie man dies überprüft (praktisch) | Aufzeichnen, um es wiederholbar zu machen |
|---|---|---|---|
| Messerstärke (pro Messer) | Die Materialstärke verschiebt den Schnittkreis und verändert den erreichbaren Schnittspalt. | Mit einem Mikrometer messen; in zusammengehörige Gruppen sortieren | Dickenbereich pro Set; welches Set wurde installiert |
| Planheit + Sitzkontakt | Mikrolift erzeugt Spaltvariationen über die Rotorbreite und verursacht ungleichmäßige Belastung | Leichte Stein- und Blaufärbung/Markierungskontaktprüfung am Sitz; Fühlerprüfung auf Wackeln | Anmerkungen zum Sitzzustand; Korrekturmaßnahmen |
| Loch-/Schlitzposition und Taschenbezugspunkt | Kleine Verschiebungen des Bezugspunktes verändern die Schneide des Messers relativ zum Gegenmesser. | Schneller Lehrenvergleich mit Zeichnung/Muster; Schraubeneingriff prüfen. | Prüfbericht-ID; Abweichungsvermerke |
| Gegenmesserstil und -position | Ein stationäres Bezugssystem definiert die Scherlinie; eine Abweichung führt zu Rissen/Feinanteilen. | Stil (gestuft/gerade) und Montageart prüfen; Ausrichtung bestätigen | Gegenmesser-Teil-ID; Positionshinweise |
| Schnittspalt (mehrpunktweise über die Breite) | Die Konsistenz der Lücke ist wichtiger als die nominale Zahl. | Fühlerlehre oder Messuhr an mehreren Messpunkten verwenden; nach dem Anziehen des Drehmoments prüfen. | Lückenmesswerte nach Station/Datum |
| Unterlegscheibenstapel pro Station | Ausgleichsscheiben sind Bauteile, die im Toleranzstapel kontrolliert werden. | Unterlegscheibendicke messen; stationsweise Bündel aufbewahren | Shim-Plan + Stationsplan |
| Schraubenzustand + Drehmomentmethode | Drehmomentverluste verändern den Spalt unter Last und können zu einem Ausfallrisiko werden. | Kalibrierter Drehmomentschlüssel; wiederholbares Anzugsmuster; nach dem Einlaufen erneut prüfen, falls vom Originalhersteller vorgeschrieben | Drehmomentvorgabe/Quelle; Datum der Werkzeugkalibrierung |
| Härtebericht + Rückverfolgbarkeit der Wärmebehandlung | Gemischte Härte führt zu unterschiedlichen Ausfallarten (Verschleiß vs. Absplitterung). | Härtekarte und Chargen-ID anfordern; ggf. Stichproben durchführen | MTC-/Chargen-/Schmelznummer; Härtebericht-ID |
Hinweis: Überprüfen Sie stets die maschinenspezifischen Spalt- und Drehmomentvorgaben in Ihrem OEM-Handbuch und Ihren gemessenen Messwerten. Die obige Checkliste dient der Verbesserung der Wiederholgenauigkeit und ersetzt nicht die OEM-Einstellungen.
Wenn Größenstabilität Ihr wichtigster Leistungsindikator ist, geht es bei der Passform nicht nur darum, ob sich das Teil anschrauben lässt. Passform bedeutet vielmehr, ob jedes Messer im gleichen Schneidkreis landet, das Drehmoment hält und einen wiederholbaren Spalt über die gesamte Rotorfläche beibehält.
Modelle und Schnittstellen abgleichen (Toleranzen der Zerkleinerungsmesser)
Beginnen Sie mit den Details der mechanischen Schnittstelle, die die Wiederholgenauigkeit steuern:
- Rotormessertyp (massiv vs. indexierbar/Einsätze) und Art der Messerklemmung (Keil, Klemmleiste, Schrauben).
- Lochmuster und Schlitzgeometrie (feste Löcher vs. längliche Schlitze zur Justierung).
- Design der Messertasche/des Messersitzes (flacher Sitz, gestufter Sitz oder Tasche mit Positionierungselementen).
- Kontermesserstil (einzelnes oder mehrere Kontermesser; gestuftes Kontermesser vs. gerades Kontermesser).
Beim Vergleich von Vecoplan/WEIMA/Lindner-Maschinen sollte man nicht davon ausgehen, dass „gleiche Länge“ auch „gleiche Passform“ bedeutet. Zwei Messer können zwar die gleiche Länge und Breite aufweisen, sich aber dennoch unterschiedlich verhalten, wenn die Auflagefläche des Messersitzes, das Schraubenmuster oder die Geometrie der Messertasche den Schneidkreis um Zehntelmillimeter verschiebt.
Dicke und Ebenheit kontrollieren
Messerstärke und Sitzebenheit sind Toleranzmultiplikatoren.
- Dickenvariation Die effektive Schnittkreisgröße und der erreichbare Spalt verändern sich. Unterschiedliche Messerstärken in einem Rotor zu verwenden, ist eine der schnellsten Methoden, Maßabweichungen (und Vibrationen) zu verursachen.
- Ebenheit Das ist deshalb wichtig, weil ein Messer, das nicht plan aufliegt, das Drehmoment nicht gleichmäßig überträgt. Ein minimaler Hub an einem Ende führt zu einer Spaltvariation über die Rotorbreite.
Praktische Maßnahmen zur Vorbeugung von Kopfschmerzen:
- Messen Sie die Dicke jedes Messers und sortieren Sie es in Sets (mischen Sie nicht „fast gleiche“ Messer).
- Prüfen Sie die Sitzflächen der Messer und die Sitzflächen der Gegenmesser auf Beschädigungen, Korrosion und abstehende Grate.
- Unterlegscheiben sind als kontrollierte Teile zu behandeln, nicht als „was auch immer passt“. Die Dicke der Unterlegscheiben ist pro Station zu dokumentieren.
Schneidekreis und Spalt einstellen
Die Stabilität Ihrer Ausgabegröße hängt von zwei Kreisen und einer Lücke ab:
- Schneidekreis: der maximale Radius, der von den rotierenden Messern überstrichen wird.
- Gegenmesserposition: die stationäre Schneidkantenbezugsfläche.
- Schneidespalt: der Abstand zwischen der rotierenden Messerschneide und dem Gegenmesser.
Ein wiederholbarer Spalt entsteht durch eine kontrollierte Anordnung der Komponenten – Messerstärke, Sitzbeschaffenheit, Unterlegscheiben und Gegenmesserposition führen alle zum gewünschten Ergebnis.
Wichtigste ErkenntnisWenn Sie keinen stabilen Schnittspalt über die gesamte Rotorbreite aufrechterhalten können, können Sie keine stabile Ausgabegröße erreichen – egal welches Sieb Sie einbauen.
Stahl und Härtegrad auswählen

Die Wahl des Stahls hängt im Wesentlichen vom Versagensmodus ab. Soll die Schneide allmählich (vorhersehbar), absplittern/reißen (plötzlich) oder sich pilzförmig/rollen (Energieanstieg + Größenabweichung) verformen? Wählen Sie Material und Härte so, dass der vorherrschende Versagensmodus zu Ihrem Anwendungsfall passt.
D2 für abrasive Ströme
D2 (und ähnliche hochkohlenstoffhaltige, hochchromhaltige Werkzeugstähle) ist eine gängige Wahl, wenn Abrieb das Hauptproblem darstellt:
- Gute Verschleißfestigkeit gegenüber verschmutzten Kunststoffen, Ersatzbrennstoffen (RDF/SRF), Holz mit Sandanteilen und gemischten Recyclingmaterialien, bei denen mineralische Verunreinigungen üblich sind.
- Neigt dazu, zu scheitern, fortschreitender Kantenverschleiß statt plastischer Verformung.
Das Problem bei D2 liegt in den Stoßbelastungen. Enthält Ihr Material häufig Fremdmetalle oder harte Einschlüsse (Elektro- und Elektronikaltgeräte, Mischmetallverunreinigungen), kann es bei höheren Härtegraden zu Absplitterungen kommen.
H13, wo Aufprallregeln
Die H13-Familie ist die erste Wahl, wenn Robustheit und Stoßfestigkeit Priorität haben:
- Bessere Absorption von Stoßbelastungen (harte Einschlüsse, gelegentliche Metalltreffer) ohne Absplitterungen.
- Oft eine bessere Wahl, wenn Ihre aktuellen Messer eher durch Eckenbruch als durch bloßen Verschleiß versagen.
Der Kompromiss liegt in der Verschleißfestigkeit bei stark abrasiven Medien. Bei dominierendem Abrieb kann H13 seine Schneidleistung schneller verlieren und die Energieeffizienz (kWh/Tonne) aufgrund der sinkenden Schärfe erhöhen.
PM-Stähle für lange Lebensdauer
Pulvermetallurgische (PM) Werkzeugstähle bieten eine längere Lebensdauer und stabilere Schneiden, wenn Sie Produktionslinien mit hohem Durchsatz betreiben und weniger Umrüstungen wünschen.
Wo sie Sinn machen:
- Sie verfügen über wiederholbare Rohstoffe und können höhere Messerkosten durch reduzierte Ausfallzeiten rechtfertigen.
- Sie erfassen die Tonnage zwischen den Umdrehungen und können nachweisen, dass längere Intervalle die Gesamtkosten senken.
Wo sie enttäuschen können:
- Der Strom ist unberechenbar (Aufprallereignisse dominieren).
- Sitze, Unterlegscheiben oder Spaltanpassungen werden nicht kontrolliert – denn hochwertiger Stahl kann eine schlechte Stapelung nicht ausgleichen.
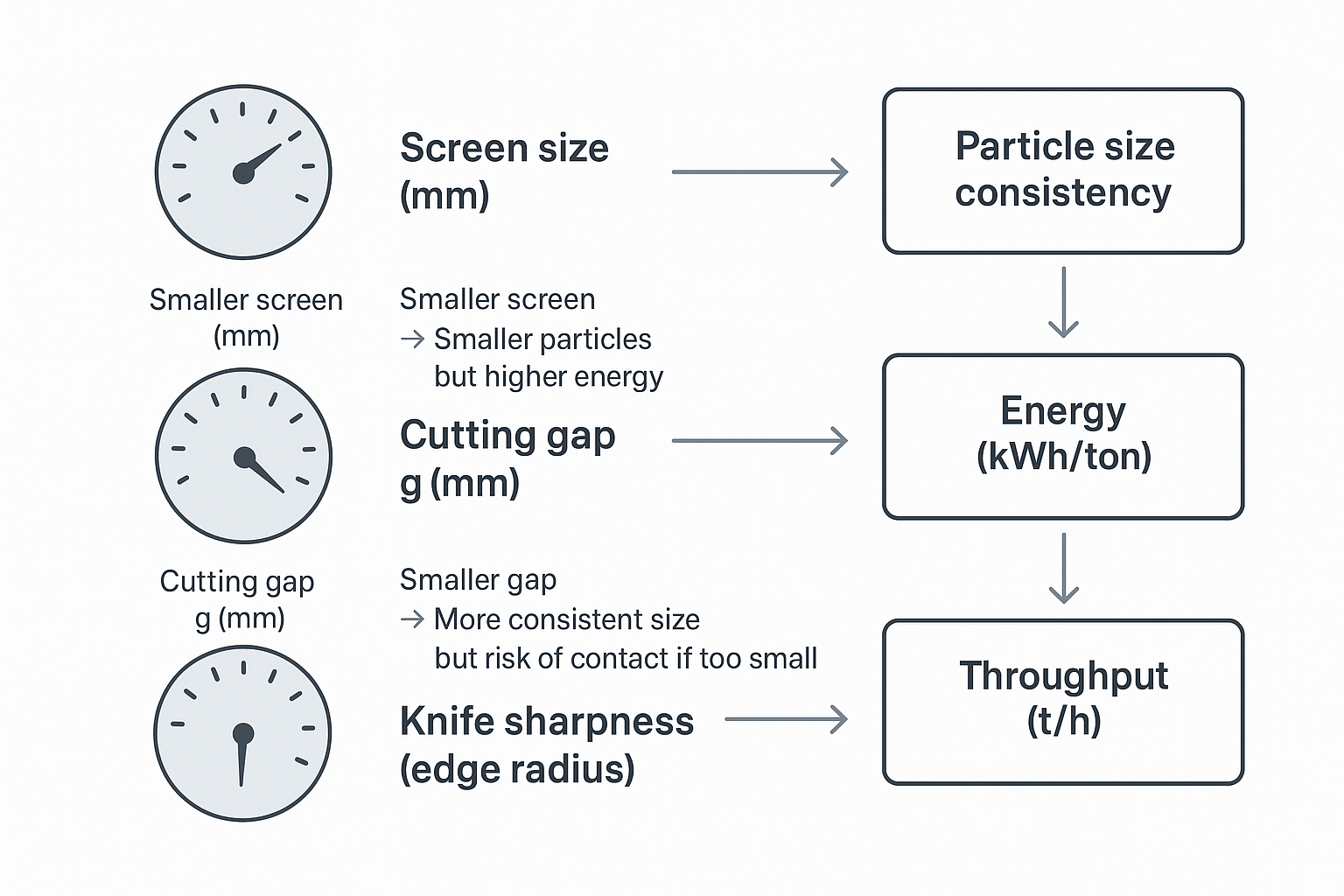
Größe und Energie stabilisieren
Die Stabilität der Ausgabegröße ist ein Systemverhalten. Flügel, Spalt, Sieb und Betriebseinstellungen verstärken sich entweder gegenseitig – oder sie wirken gegeneinander.
Zusammenspiel von Bildschirm und Schärfe
Das Sieb setzt der maximalen Größe einen festen Grenzwert. Doch mit zunehmender Abnutzung der Messerklingen wechselt die Maschine von sauberem Schneiden hin zu Reißen und Schieben.
Diese Verschiebung zeigt sich wie folgt:
- mehr Feinanteile und mehr „Fasern“ (abhängig vom Polymer und der Temperatur),
- mehr Luftzirkulation am Bildschirm,
- höhere Stromstärke und Wärmeentwicklung,
- geringerer effektiver Durchsatz.
Wenn sich die Ausgabegröße im Laufe der Zeit verändert, liegt das oft nicht an einer Veränderung des Bildschirms selbst, sondern an einer Veränderung der Schärfe und des Abstands zwischen den Bildern aufgrund von Abnutzung.
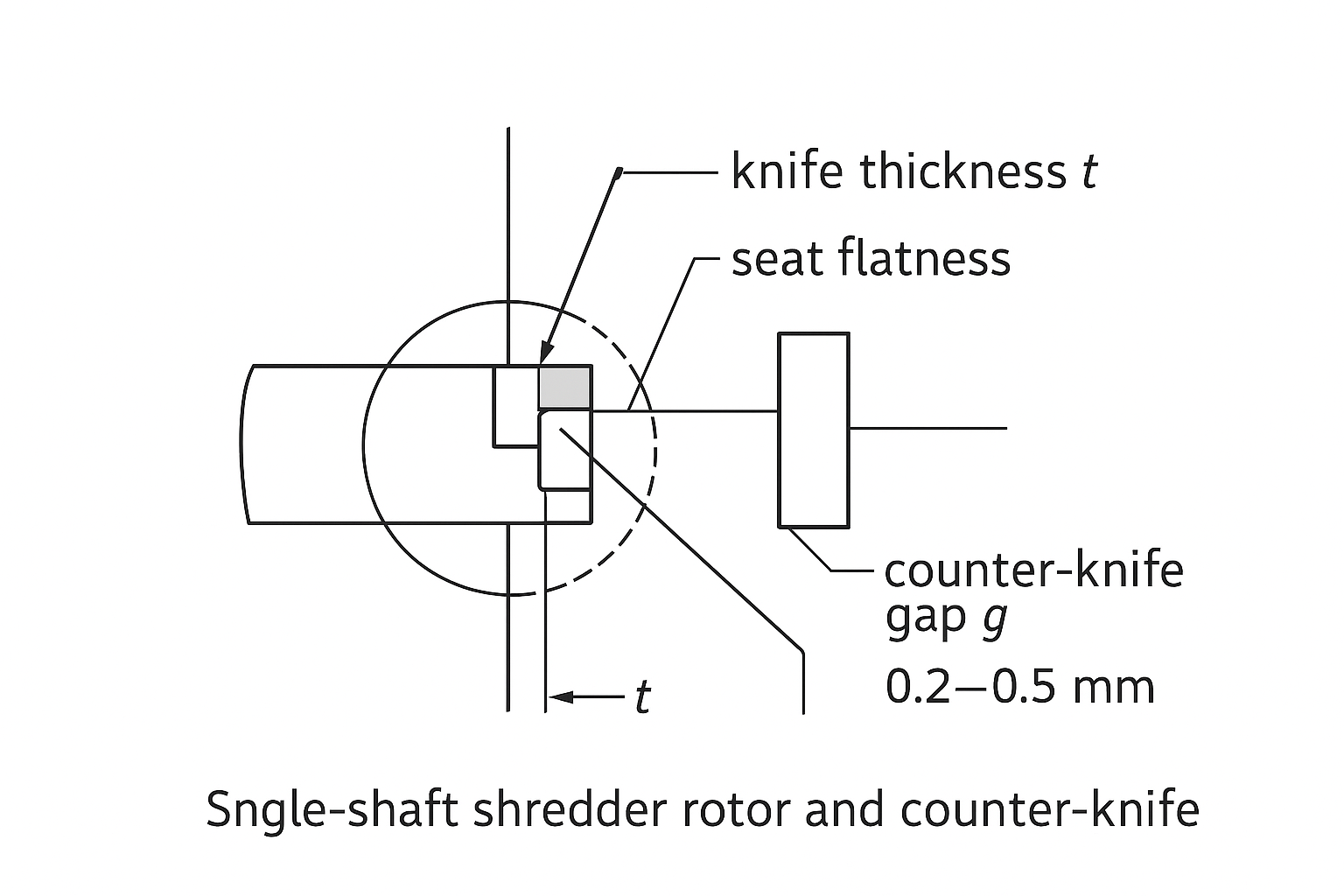
Schnittspaltvorgaben (0,2–0,5 mm)
Ein geringer Schneidspalt wird von OEMs und Anwendern immer wieder als zentral für die Schneidleistung und ein gleichmäßiges Ergebnis hervorgehoben. So betont beispielsweise Vecoplan in seiner Produktkommunikation, wie wichtig ein kleiner und einstellbarer Schneidspalt ist, um Leistung und Ausgabequalität zu gewährleisten (siehe RecyclingInside-Berichterstattung 2022 zum VAZ-Update von Vecoplan: Vecoplan überarbeitet seine bewährte VAZ-Schredderlösung (2022).).
Als praktischen Richtwert nennt ein Branchenleitfaden Folgendes: 0,2–0,5 mm als Zielbereich für den Abstand zwischen Messer und Sieb bei Einwellen-Häckslern (Wisconsin, 2025): Zielwert für den Spalt zwischen Messer und Sieb (0,2–0,5 mm)Betrachten Sie solche Bereiche als Ausgangspunkte – überprüfen Sie dann, was Ihr OEM-Handbuch und Ihre gemessene Stapelung zulassen.
Für die Stabilität der Größe ist nicht die Zahl selbst entscheidend – sondern ob man dazu in der Lage ist:
- Den Spalt über die gesamte Rotorbreite gleichmäßig halten.
- Auch nach dem Anziehen mit Drehmoment und nach thermischen Zyklen beibehalten.
- Nach Rotationen/Nachschleifen schnell wiederherstellen.
Spitzengeschwindigkeit und Bisstiefe
Selbst mit den „richtigen“ Messern kann man die Größe (und die Spike-Energie) destabilisieren, wenn die Maschine gezwungen wird, zu tief einzudringen.
Denken Sie in zwei Begriffen:
- Spitzengeschwindigkeit (eingestellt durch Rotordrehzahl und Schnittkreis): beeinflusst, wie das Messer eingreift und wie schnell es Material abtragen kann.
- Bisstiefe (wie viel Material pro Messerdurchgang zugeführt wird): abhängig von Vorschubgeschwindigkeit, Vorschubdruck und Materialgeometrie.
Wenn die Bisstiefe für die Kantenbeschaffenheit und den Spalt zu aggressiv wird:
- Der Rotor belastet sich.
- Die Maschine reißt statt zu scheren.
- Die Partikel werden weniger einheitlich.
- Der kWh/Tonne-Preis steigt.
Sofern Ihr Steuerungssystem dies zulässt, stabilisieren Sie zuerst die Bisstiefe (Gleichmäßigkeit des Zufuhrguts, Druck des Schiebers, Vermeidung von „Schrotzufuhr“), und justieren Sie anschließend die Siebe und den Spalt.
Planen Sie Betriebszeit und Wartung
Eine stabile Größe lässt sich am einfachsten erreichen, wenn die Wartung geplant, wiederholbar und dokumentiert ist. Sobald Drehungen und Ausgleichsscheiben zur Routine werden, driftet die Produktionsleistung ab – meist genau dann, wenn die Linie am stärksten ausgelastet ist.
Nachschleif- und Rotationszyklen
Erstellen Sie einen Rotationsplan, der dem tatsächlichen Versagen Ihrer Messer entspricht:
- Bei allmählichem Verschleiß (Vergrößerung des Kantenradius) sollten die Nachschleifintervalle auf Basis der Tonnage und des Energietrends geplant werden (ein schleichender Anstieg des Energieverbrauchs in kWh/Tonne ist ein frühes Anzeichen).
- Sollten Sie Absplitterungen feststellen, reduzieren Sie die Belastung durch Stöße (Magnet, Auslesen, Zuführungsdisziplin) und überprüfen Sie erneut die Stahlsorte/Härte.
Eine öffentliche Quelle nennt das Umdrehen von Messern in Tonnageintervallen (z. B. 200–600 Tonnen, abhängig vom Förderstrom) als praktischen Wartungsauslöser (Wiscon, 2025). Ihr tatsächliches Intervall sollte sich aus den Daten Ihrer Förderanlage ergeben.
Schnellwechsel-Zylinderpakete und Unterlegscheiben
Wenn Sie möchten, dass die Ausgabegröße nach einer Änderung wieder „die gleiche“ ist, behandeln Sie Messer und Unterlegscheiben wie ein zusammengehöriges Set.
Ein praktischer Schnellwechselansatz:
- Fertigen Sie vorab abgemessene Messersätze (gleiche Dickengruppe) für den gesamten Rotor an.
- Jedes Set sollte mit dem exakt benötigten Unterlegscheibenstapel kombiniert werden, um den Ziel-Schnittkreis und -Spalt zu erreichen.
- Fügen Sie ein einfaches Prüfprotokoll bei: Dickenbereich, Ebenheitsprüfung, Härteprüfbericht-ID und eine Drehmoment-Checkliste.
Hier kann der Lieferantenprozess die Variabilität reduzieren, ohne in Verkaufsgespräche abzudriften. Zum Beispiel: MAXTOR METAL Sie unterstützen Austauschprogramme, bei denen ein Messerset als abgemessene Packung (Messer + Unterlegscheibe) mit den entsprechenden Qualitätskontrolldokumenten geliefert werden kann, und sie koordinieren grenzüberschreitende Versand- und Importvorgänge, sodass die Beschaffung den Prozess nicht bei jeder Nachbestellung neu erfinden muss (siehe ihre Terminologie und die Abdeckung der Klingen auf der Website). Einwellen-Häcksler mit feststehender Klinge Seite).
Sicherheit, Drehmoment, Sitzpflege
Größenstabilität beginnt mit einer sicheren und wiederholbaren Montage.
- Sperren und Überprüfen des Nullenergiezustands (mechanische, hydraulische, gespeicherte Energie).
- Sitze bei Bedarf leicht reinigen und mit einem Schleifstein bearbeiten; Grate entfernen, die ein falsches Drehmoment erzeugen.
- Verwenden Sie kalibrierte Drehmomentwerkzeuge und ein wiederholbares Anzugsmuster.
- Überprüfen Sie das Drehmoment nach einer kurzen Einlaufphase erneut, falls dies in den Herstellervorgaben vorgeschrieben ist.
⚠️ WarnungEin leicht angehobener Messersitz stellt in erster Linie ein Spaltproblem und in zweiter Linie ein Risiko für Schrauben- oder Messerbruch dar. Behandeln Sie den Zustand des Sitzes als kritisches Bauteil und nicht als kosmetisches Problem.
Qualitätskontrolle und Konformität prüfen
Beschaffungsprobleme äußern sich üblicherweise als Prozessprobleme an der Maschine. Um eine gleichbleibende Ausgabemenge zu gewährleisten, ist der Nachweis erforderlich, dass die eingesetzten Messer von gleichbleibender Qualität sind.
MTC- und Härteberichte
Bitten Sie mindestens Folgendes:
- MTC (Werksprüfzeugnis) für die Stahlsorte.
- Aufzeichnungen zur Wärmebehandlung oder Chargenkennzeichnung.
- Härtebericht mit Messpunkten.
Ziel ist die Wiederholbarkeit über verschiedene Chargen hinweg, nicht eine einzelne „hohe Zahl“. Härte ohne Prozesskontrolle führt oft zu gemischten Ausfallarten (einige Messer verschleißen, andere splittern).
Maßprüfungen
Fordern Sie Maßprüfpunkte an, die in direktem Zusammenhang mit der Schnittgeometrie stehen:
- Dicke (mit Min-/Max-Angaben und Probenahmeplan)
- Ebenheit
- Lochposition / Schlitzgeometrie
- Konsistenz der Kantengeometrie (sofern zutreffend)
Prüfen Sie die Ware anschließend bei Erhalt durch eine schnelle Wareneingangskontrolle (Stichprobenmessungen + Sichtprüfung des Sitzkontakts). Sie benötigen kein Metrologielabor – nur eine systematische Vorgehensweise.
Rückverfolgbarkeit und REACH/RoHS
Die Rückverfolgbarkeit ermöglicht es, Probleme schnell zu isolieren:
- Chargen-/Heiznummer zum Messersatz
- Inspektionsbericht-IDs
- Verpackungsetiketten, die zu den Dokumenten passen
Für viele Werke ist REACH/RoHS lediglich eine Checkliste zur Lieferantenqualifizierung. Es ist einfacher, diese Dokumentation aktuell zu halten, als nach einem Produktionsstopp die Einhaltung der Vorschriften zu verfolgen.
Lieferzeit und Gesamtbetriebskostenberechnung für Ersatzmesser für Aktenvernichter
Wenn Sie Ersatzmesser für Aktenvernichter nur nach dem Kaufpreis beurteilen, übersehen Sie die Kostenfaktoren, die tatsächlich von Bedeutung sind: Ausfallzeiten und Energieaufwand.
Lagerware vs. Sonderanfertigung
Eine praktische Aufteilung:
- Aktie Das macht Sinn bei Standardgeometrien, die man häufig ändert.
- Auf Bestellung gefertigt Dies macht Sinn, wenn es auf die Passform ankommt (Sonderanfertigungen, spezielle Schraubenmuster) oder wenn Material/Wärmebehandlung auf einen bestimmten Anwendungsbereich abgestimmt ist.
Das Risiko liegt nicht in der „Anpassung“. Das Risiko besteht darin, die Geometrie zu ändern, ohne den Schichtaufbau und die Dokumentation zu kontrollieren.
TCO-Modell und ROI-Studie
Ein einfaches TCO-Modell pro Tonne:
- Messerkosten pro Tonne = (Kosten des Messersatzes) / (verarbeitete Tonnen pro Schneidestandzeit)
- Ausfallkosten pro Tonne = (Umrüststunden × Linienkosten pro Stunde) / (Tonnen zwischen den Umrüstungen)
- Energiekosten pro Tonne = (kWh/Tonne × Strompreis)
Ihre ROI-Studie muss nicht kompliziert sein:
- Führen Sie einen kontrollierten Messersatz mit dokumentierter Dickengruppe und Unterlegscheibenplan durch.
- Bildschirm- und Betriebseinstellungen konstant halten.
- Vergleichen Sie den Trend der kWh/Tonne, den Durchsatz und die Größenverteilung über das gleiche Tonnagefenster.
Daten, die Sie protokollieren sollten
Notieren Sie, was Sie später bereuen werden:
- Messerset-ID + Stahlsorte + Härtebereich
- Schneidspalt (bei Bedarf stationsweise) und Ausgleichsscheibenstapel installiert
- Bildschirmtyp und Blendengröße
- verarbeitete Tonnen, kWh/Tonne, Durchsatz (t/h)
- Hinweise zu Ausfallarten (Verschleiß, Absplitterungen, Abrollung, Lockerung von Schrauben)
Genau das macht aus „es fühlt sich langweilig an“ ein planbares Wartungsintervall.
Literaturhinweise und weiterführende Literatur
- RecyclingInside (2022), Vecoplan überarbeitet seine bewährte VAZ-Schredderlösung
- Wiscon (2025), Ultimativer Leitfaden für industrielle Blechzerkleinerer (Zielspalt zwischen Messer und Sieb: 0,2–0,5 mm)
Falls Sie maschinenspezifische Einstellungen benötigen (Spalt, Drehmoment, Rotorkonfiguration), fordern Sie das neueste OEM-Servicehandbuch für Ihr genaues Modell und Ihre Revision an (Vecoplan, WEIMA, Lindner usw.).
Fazit
Eine stabile Ausgabegröße wird durch die Kontrolle der Geometrie des verwendeten Werkzeugs erreicht – nicht durch den bloßen Kauf „neuer Messer“. Der wiederholbare Ablauf ist:
- Passgenauigkeit an der Schnittstelle prüfen (Modell, Taschenformat, Messertyp).
- Dicke und Ebenheit kontrollieren, um einen gleichmäßigen Schnittkreis zu gewährleisten.
- Stellen Sie einen stabilen Schnittspalt ein und halten Sie ihn konstant, dann passen Sie Sieb und Schärfe an die Zielgröße an.
Die Balance zwischen Verschleißfestigkeit, Betriebszeit und Energieverbrauch ist eine Entscheidung, die die Gesamtbetriebskosten beeinflusst. Das beste Messer für Ihre Produktionslinie ist dasjenige, das vorhersehbar ausfällt, schnell repariert werden kann (Drehen/Nachschleifen) und den Energieverbrauch pro Tonne während des Betriebs Ihres Siebs konstant hält.
Bevor Sie eine Bestellung aufgeben, prüfen Sie, was Sie messen und dokumentieren können: MTC- und Härteprüfungsberichte, dimensionale Prüfpunkte in Verbindung mit der Schnittgeometrie und Rückverfolgbarkeit, die es Ihnen ermöglicht, die gute Charge zu wiederholen – oder die schlechte Charge schnell zu isolieren.
Wenn Sie die nächste Umrüstung verkürzen und das Passungsrisiko reduzieren möchten, ist ein praktischer nächster Schritt die Vorbereitung eines Zeichnungs- und Musterpassungspakets (Messer + Gegenmesser + Ausgleichsscheiben) und die Anforderung eines passenden Messersatzes zusammen mit den von Ihrem Werk benötigten QC-Dokumenten – damit die Maschine mit dem gleichen Spalt und der gleichen Ausgabegröße wieder in Betrieb genommen werden kann.
Tommy Tang ist Senior Sales Engineer bei Nanjing METAL Industrie Mit 12 Jahren Erfahrung in der Unterstützung der Auswahl industrieller Klingen, Austauschprogrammen und der Qualitätssicherungsdokumentation für Recycling- und Zerkleinerungsanwendungen. Zertifizierungen: CSE, CME, Six Sigma Green Belt, PMP.
Bei Fragen zu Ersatzmessern für Aktenvernichter (Messer + Gegenmesser + Ausgleichsscheiben) und QC-Dokumentationspaketen wenden Sie sich bitte an uns. [email protected].