Ukuran keluaran yang stabil bukanlah sekadar "hal yang bagus untuk dimiliki." Ini adalah hal yang melindungi tiga hal yang Anda rasakan setiap shift: kapasitas produksi, energi, dan kualitas di tahap selanjutnya. Ketika ukuran partikel berubah, saringan akan memuat secara tidak merata, arus listrik meningkat, dan langkah selanjutnya (jalur pencucian, klasifikasi udara, granulasi, peletisasi, atau penyortiran) mulai berjuang melawan variasi alih-alih berjalan stabil.
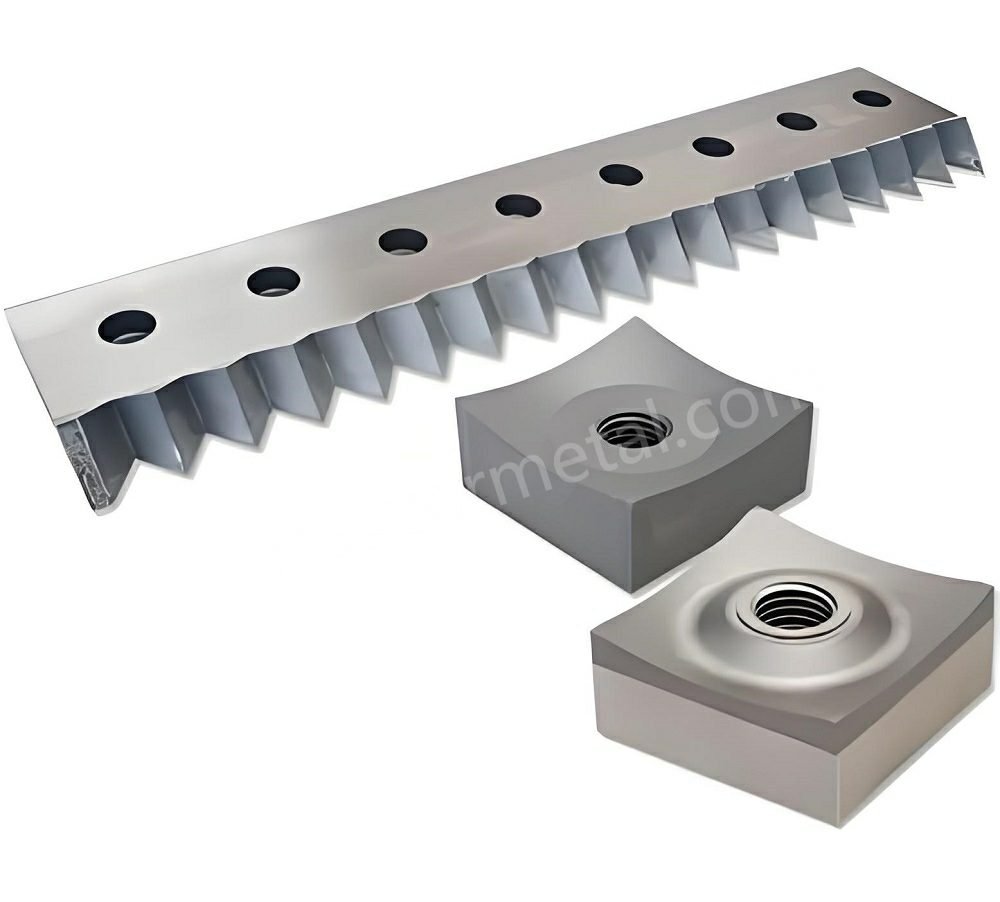
Mata pisau penghancur kertas pengganti mengubah lebih dari sekadar "seberapa tajam mesin terasa." Mata pisau tersebut mengubah geometri pemotongan yang sebenarnya Anda jalankan: lingkaran pemotongan, susunan dudukan pisau, ketebalan pisau, dan celah antara pisau dan penahan yang menentukan apakah Anda memotong dengan bersih—atau merobek, mengoleskan, dan menghasilkan serpihan halus.
Panduan ini dibuat untuk membantu Anda memilih pisau pengganti dan pisau penyeimbang yang menjaga output tetap stabil pada platform poros tunggal umum seperti Vecoplan, WEIMA, dan Lindner. Tujuannya sederhana: ukuran yang dapat diprediksi, kWh/ton yang dapat diprediksi, dan waktu operasional yang dapat diprediksi.
Konfirmasikan kesesuaian dan toleransi
| Apa yang perlu diperiksa | Mengapa hal ini penting untuk ukuran output yang stabil? | Cara memverifikasi (praktis) | Rekam agar dapat diulang. |
|---|---|---|---|
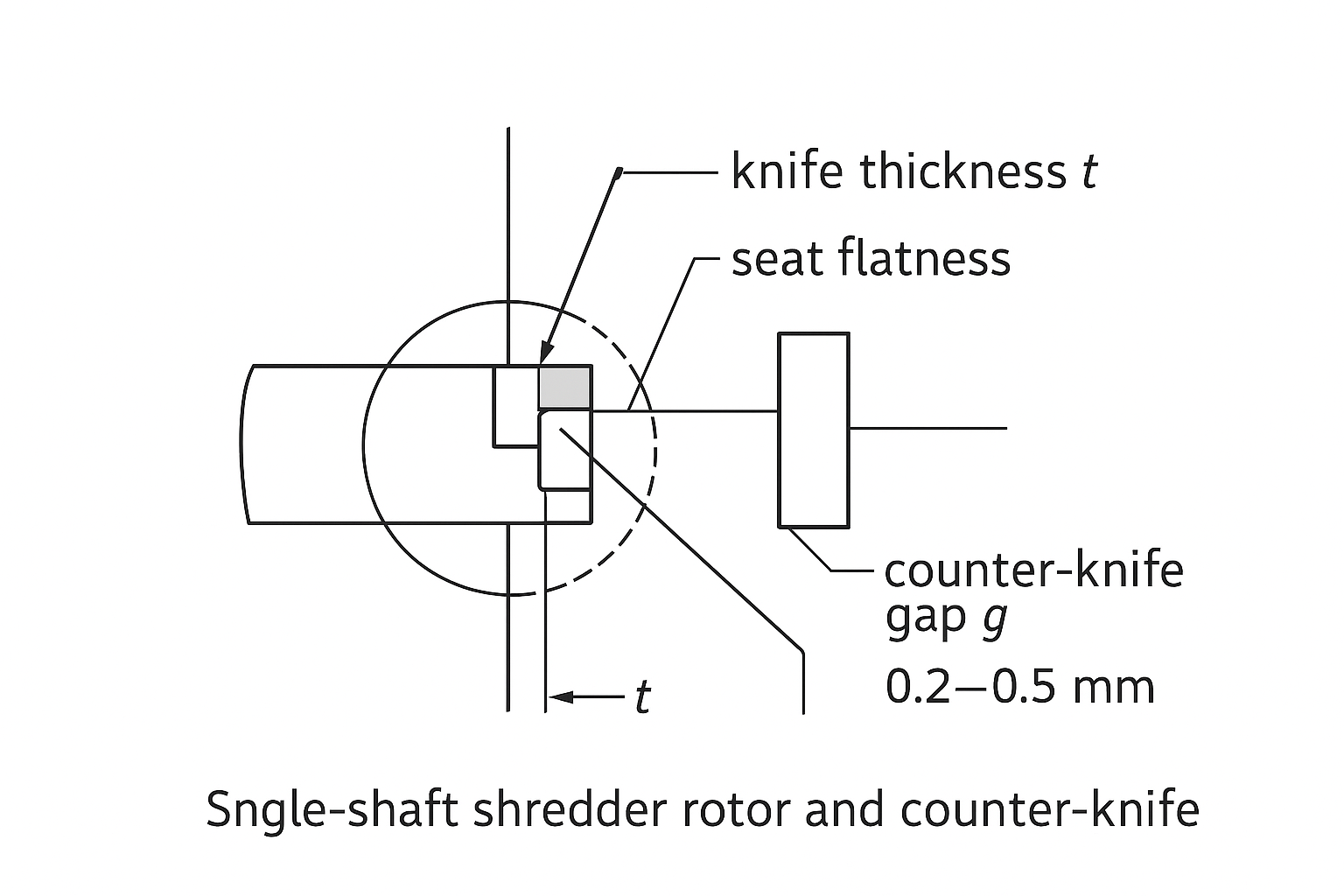
| Ketebalan pisau (masing-masing pisau) | Ketebalan menggeser lingkaran pemotongan dan mengubah celah pemotongan yang dapat dicapai. | Ukur dengan mikrometer; kelompokkan ke dalam set yang cocok. | Rentang ketebalan per set; set mana yang terpasang |
| Kerataan + kontak dudukan | Pengangkatan mikro menciptakan variasi celah di seluruh lebar rotor dan menyebabkan pembebanan yang tidak merata. | Pemeriksaan kontak batu ringan + pewarna biru/penanda pada dudukan; pemeriksaan getaran untuk memastikan tidak ada goyangan. | Catatan kondisi tempat duduk; tindakan perbaikan |
| Posisi lubang/slot dan titik acuan saku | Pergeseran datum kecil menggeser ujung pisau relatif terhadap pisau lawan. | Pemeriksaan cepat menggunakan alat ukur dibandingkan dengan gambar/sampel; verifikasi pengencangan baut. | ID laporan inspeksi; catatan ketidaksesuaian |
| Gaya dan posisi pisau counter | Datum stasioner menentukan garis geser; ketidaksesuaian menyebabkan robekan/serpihan halus. | Verifikasi gaya (bertingkat/lurus) dan pemasangan; konfirmasikan keselarasan. | ID bagian pisau counter; catatan posisi |
| Celah pemotongan (multi-titik di sepanjang lebar) | Konsistensi kesenjangan lebih penting daripada angka nominal. | Gunakan feeler gauge atau dial indicator di beberapa titik; verifikasi setelah pengencangan torsi. | Pembacaan celah berdasarkan stasiun/tanggal |
| Tumpukan shim per stasiun | Shim adalah bagian yang terkontrol dalam tumpukan toleransi. | Ukur ketebalan shim; simpan bundel per stasiun. | Rencana Shim + peta stasiun |
| Kondisi baut + metode torsi | Kehilangan torsi mengubah celah di bawah beban dan dapat menjadi risiko kegagalan. | Kunci momen terkalibrasi; pola pengencangan yang berulang; periksa kembali setelah masa pemakaian awal jika pabrikan menentukannya. | Spesifikasi/sumber torsi; tanggal kalibrasi alat |
| Laporan kekerasan + ketertelusuran perlakuan panas | Kekerasan campuran menyebabkan mode kegagalan yang beragam (aus vs retak). | Minta peta kekerasan + ID batch; lakukan pengecekan acak jika diperlukan. | Nomor MTC/panas/batch; ID laporan kekerasan |
Catatan: Selalu konfirmasikan target celah dan torsi spesifik mesin dalam manual OEM Anda dan susunan pengukuran Anda. Daftar periksa di atas dimaksudkan untuk meningkatkan pengulangan, bukan untuk menggantikan pengaturan OEM.
Jika stabilitas ukuran adalah KPI Anda, kecocokan bukan hanya soal "apakah bisa terpasang dengan benar." Kecocokan adalah apakah setiap pisau berada di lingkaran pemotongan yang sama, mempertahankan torsi, dan menjaga celah yang konsisten di seluruh rotor.
Mencocokkan model dan antarmuka (toleransi mata pisau penghancur)
Mulailah dengan detail antarmuka mekanis yang mengontrol pengulangan:
- Jenis pisau rotor (padat vs dapat diindeks/sisipan) dan cara pisau dijepit (baji, batang penjepit, baut).
- Pola lubang dan geometri alur (lubang tetap vs alur memanjang untuk penyesuaian).
- Desain kantong/tempat pisau (tempat datar, tempat bertingkat, atau kantong dengan fitur penempatan).
- Gaya pisau counter (pisau counter tunggal atau ganda; pisau counter bertingkat vs lurus).
Jika Anda membandingkan mesin Vecoplan/WEIMA/Lindner, jangan berasumsi bahwa "panjang yang sama" berarti "kecocokan yang sama." Dua pisau dapat memiliki panjang/lebar yang sama tetapi berperilaku berbeda jika titik acuan dudukan, pola baut, atau geometri saku menggeser lingkaran pemotongan sebesar sepersepuluh milimeter.
Kontrol ketebalan dan kerataan
Ketebalan pisau dan kerataan dudukan adalah pengali toleransi.
- Variasi ketebalan Mengubah lingkaran pemotongan efektif dan celah yang dapat Anda capai. Mencampur ketebalan pisau dalam satu rotor adalah salah satu cara tercepat untuk mendapatkan penyimpangan ukuran (dan getaran).
- Kebosanan Hal ini penting karena pisau yang tidak terpasang rata tidak dapat menahan torsi secara merata. Pengangkatan mikro di satu ujung menyebabkan variasi celah di sepanjang lebar rotor.
Pemeriksaan praktis yang mencegah sakit kepala:
- Ukur ketebalan setiap pisau dan kelompokkan ke dalam beberapa set (jangan mencampur pisau yang "hampir sama").
- Periksa permukaan dudukan pisau dan dudukan pisau penahan untuk melihat adanya penyok, korosi, dan gerigi yang menonjol.
- Perlakukan shim sebagai komponen yang terkontrol, bukan "apa pun yang cocok". Catat ketebalan shim per stasiun.
Atur lingkaran pemotong dan celah
Stabilitas ukuran output Anda bergantung pada dua lingkaran dan satu celah:
- Lingkaran pemotongan: radius maksimum yang disapu oleh pisau yang berputar.
- Posisi pisau lawan: data ujung pemotong yang tetap.
- Memotong celah: jarak antara ujung pisau yang berputar dan pisau penahan.
Celah yang konsisten dihasilkan dari susunan yang terkontrol—ketebalan pisau, kondisi dudukan, shim, dan posisi pisau penahan semuanya akan mengarahkan Anda ke target.
Poin PentingJika Anda tidak dapat mempertahankan celah pemotongan yang stabil di sepanjang lebar rotor penuh, Anda tidak akan dapat mempertahankan ukuran keluaran yang stabil—tidak peduli layar apa pun yang Anda pasang.
Pilih baja dan kekerasannya

Pemilihan baja sebenarnya adalah keputusan tentang mode kegagalan. Apakah Anda menginginkan mata pisau aus secara bertahap (dapat diprediksi), atau retak/pecah (mendadak), atau mengembang/menggulung (lonjakan energi + perubahan ukuran)? Pilih material dan kekerasan sehingga mode kegagalan dominan sesuai dengan kebutuhan Anda.
D2 untuk aliran abrasif
D2 (dan baja perkakas berkadar karbon dan kromium tinggi serupa) adalah pilihan umum ketika abrasi menjadi masalah utama:
- Ketahanan aus yang baik untuk plastik kotor, RDF/SRF, kayu dengan butiran kasar, dan daur ulang campuran di mana kontaminasi mineral adalah hal yang normal.
- Cenderung gagal karena keausan tepi progresif alih-alih deformasi plastis.
Masalah yang mungkin timbul dari D2 adalah dampaknya. Jika aliran air Anda sering mengandung logam asing atau inklusi keras (WEEE, kontaminasi logam campuran), Anda mungkin akan melihat pengelupasan pada tingkat kesadahan yang lebih tinggi.
H13 di mana aturan dampak
H13 adalah keluarga material andalan ketika ketangguhan dan ketahanan terhadap benturan menjadi prioritas:
- Lebih baik dalam menyerap beban kejut (inklusi keras, benturan logam sesekali) tanpa retak.
- Seringkali pilihan yang lebih baik ketika pisau Anda saat ini rusak karena bagian sudutnya patah daripada hanya "aus".
Konsekuensinya adalah masa pakai pada aliran yang sangat abrasif. Jika abrasi mendominasi, H13 dapat kehilangan ketajamannya lebih cepat dan meningkatkan konsumsi kWh/ton karena ketajamannya menurun.
Baja PM untuk umur panjang
Baja perkakas metalurgi serbuk (PM) dapat memberikan masa pakai yang lebih lama dan mata pisau yang lebih stabil ketika Anda menjalankan lini produksi dengan throughput tinggi dan menginginkan lebih sedikit pergantian.
Di mana hal itu masuk akal:
- Anda memiliki bahan baku yang dapat diulang dan Anda dapat membenarkan biaya pisau yang lebih tinggi dengan mengurangi waktu henti.
- Anda melacak tonase antar rotasi dan dapat membuktikan bahwa interval yang lebih panjang menurunkan total biaya.
Hal-hal yang dapat mengecewakan dari mereka:
- Arus sungai tersebut sulit diprediksi (peristiwa benturan mendominasi).
- Dudukan, bantalan, atau penyesuaian celah tidak dapat dikontrol—karena baja premium tidak dapat memperbaiki susunan yang buruk.
Menstabilkan ukuran dan energi
Stabilitas ukuran keluaran adalah perilaku sistem. Bilah, celah, layar, dan pengaturan pengoperasian saling memperkuat—atau saling bertentangan.
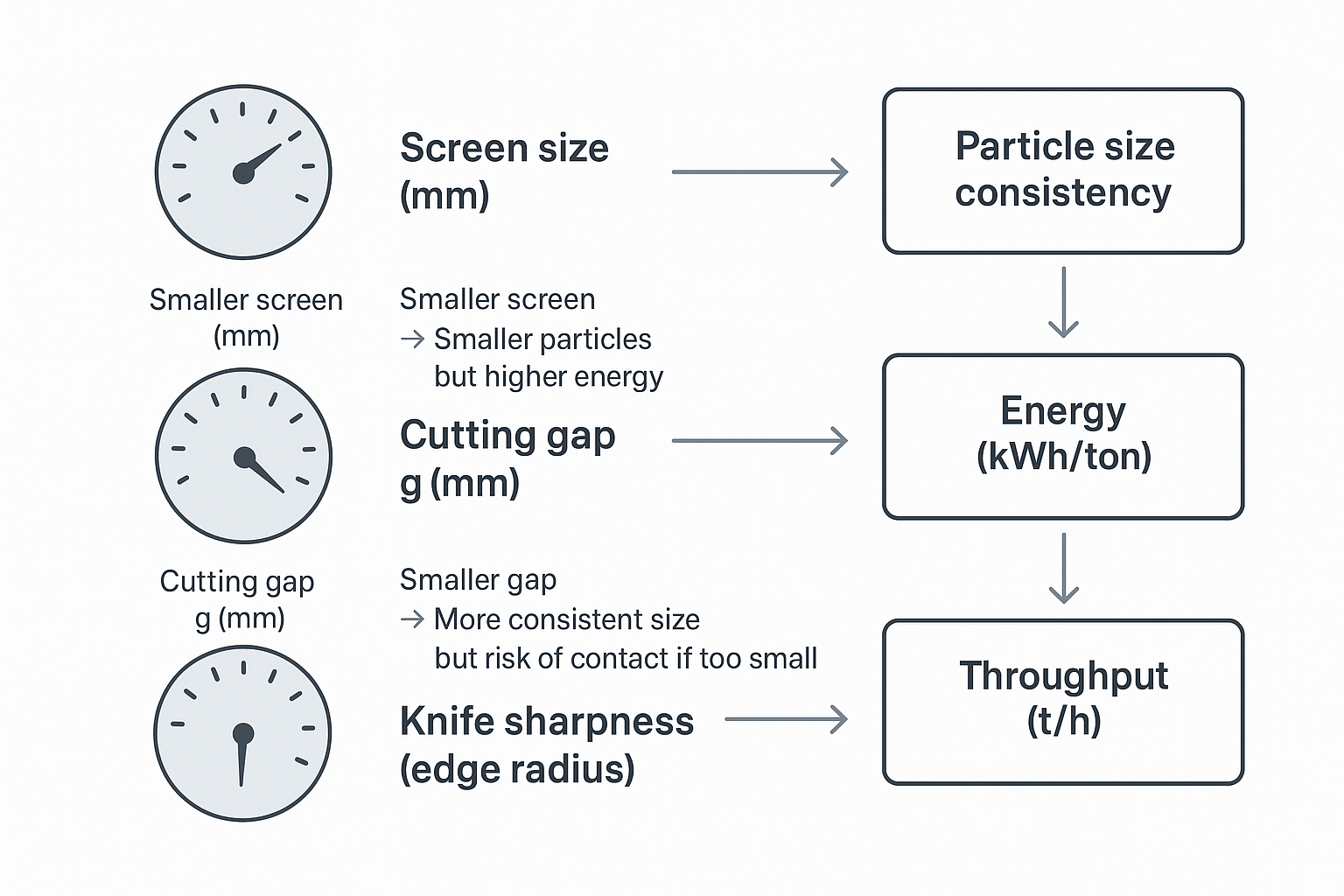
Interaksi antara layar dan ketajaman
Layar adalah pembatas utama ukuran maksimum. Namun, seiring tumpulnya pisau, mesin beralih dari pemotongan bersih ke arah merobek dan mendorong.
Pergeseran itu tampak sebagai:
- lebih banyak partikel halus dan lebih banyak "serat" (tergantung pada polimer dan suhu),
- sirkulasi ulang lebih banyak di layar,
- arus dan panas yang lebih tinggi,
- throughput efektif yang lebih rendah.
Jika ukuran hasil cetak Anda berubah seiring waktu, seringkali bukan layarnya yang berubah—melainkan ketajaman dan jarak antar gambar yang berubah akibat penggunaan.
Target celah pemotongan (0,2–0,5 mm)
Celah pemotongan yang kecil berulang kali ditekankan oleh OEM dan operator sebagai hal penting untuk kinerja pemotongan dan hasil yang homogen. Misalnya, komunikasi produk Vecoplan menekankan pentingnya menjaga celah pemotongan tetap kecil dan dapat disesuaikan untuk mempertahankan kinerja dan kualitas hasil (lihat liputan RecyclingInside tahun 2022 tentang pembaruan VAZ Vecoplan: Vecoplan memperbarui solusi penghancuran VAZ yang telah terbukti (2022)).
Sebagai tolok ukur praktis, salah satu panduan industri menyebutkan 0,2–0,5 mm sebagai target jarak celah pisau ke layar untuk penghancur poros tunggal (Wiscon, 2025: Target celah pisau ke layar (0,2–0,5 mm)). Anggap rentang seperti ini sebagai titik awal—lalu verifikasi apa yang diizinkan oleh manual OEM Anda dan susunan terukur Anda.
Yang penting untuk stabilitas ukuran bukanlah angkanya itu sendiri—melainkan apakah Anda dapat:
- Pertahankan jarak secara konsisten di seluruh lebar rotor,
- Pertahankan setelah pengencangan dan setelah siklus termal,
- Pulihkan kembali dengan cepat setelah rotasi/penggilingan ulang.
Kecepatan ujung dan kedalaman gigitan
Bahkan dengan pisau yang "tepat", Anda dapat mengacaukan ukuran (dan energi tusukan) jika mesin dipaksa untuk menggigit terlalu dalam.
Pikirkan dalam dua hal:
- Kecepatan ujung (diatur oleh RPM rotor dan lingkaran pemotongan): memengaruhi cara pisau berinteraksi dan seberapa cepat pisau dapat membersihkan material.
- Kedalaman gigitan (jumlah material yang diproses per lintasan pisau): dipengaruhi oleh kecepatan pemakanan, tekanan pendorong, dan geometri material.
Ketika kedalaman gigitan menjadi terlalu agresif untuk kondisi tepi dan celah:
- rotor terisi beban,
- Mesin tersebut merobek, bukan menggunting.
- partikel menjadi kurang seragam,
- kWh/ton meningkat.
Jika sistem kontrol Anda memungkinkan, stabilkan kedalaman gigitan terlebih dahulu (konsistensi umpan, tekanan pendorong, menghindari "pemberian umpan yang tidak teratur"), kemudian sesuaikan saringan dan celahnya.
Rencanakan waktu operasional dan pemeliharaan.
Ukuran yang stabil paling mudah dicapai jika perawatan direncanakan, dapat diulang, dan didokumentasikan. Saat rotasi dan penyetelan menjadi "pengetahuan turun-temurun," hasil produksi Anda akan bergeser—biasanya tepat saat lini produksi sedang paling sibuk.
Siklus penggilingan ulang dan rotasi
Buat rencana rotasi yang sesuai dengan bagaimana pisau Anda sebenarnya mengalami kerusakan:
- Jika Anda melihat keausan bertahap (pertumbuhan radius tepi), rencanakan interval pengasahan ulang berdasarkan tonase dan tren energi (pertumbuhan kWh/ton merupakan sinyal awal).
- Jika Anda melihat adanya pengelupasan, kurangi paparan benturan (magnet, pemetikan, disiplin pemasukan) dan periksa kembali baja/kekerasannya.
Salah satu referensi publik menyebutkan penggunaan pisau pada interval tonase (misalnya, 200–600 ton tergantung pada aliran) sebagai pemicu perawatan praktis (Wiscon, 2025). Interval sebenarnya Anda harus berasal dari data jalur Anda.
Paket dan bantalan ganti cepat
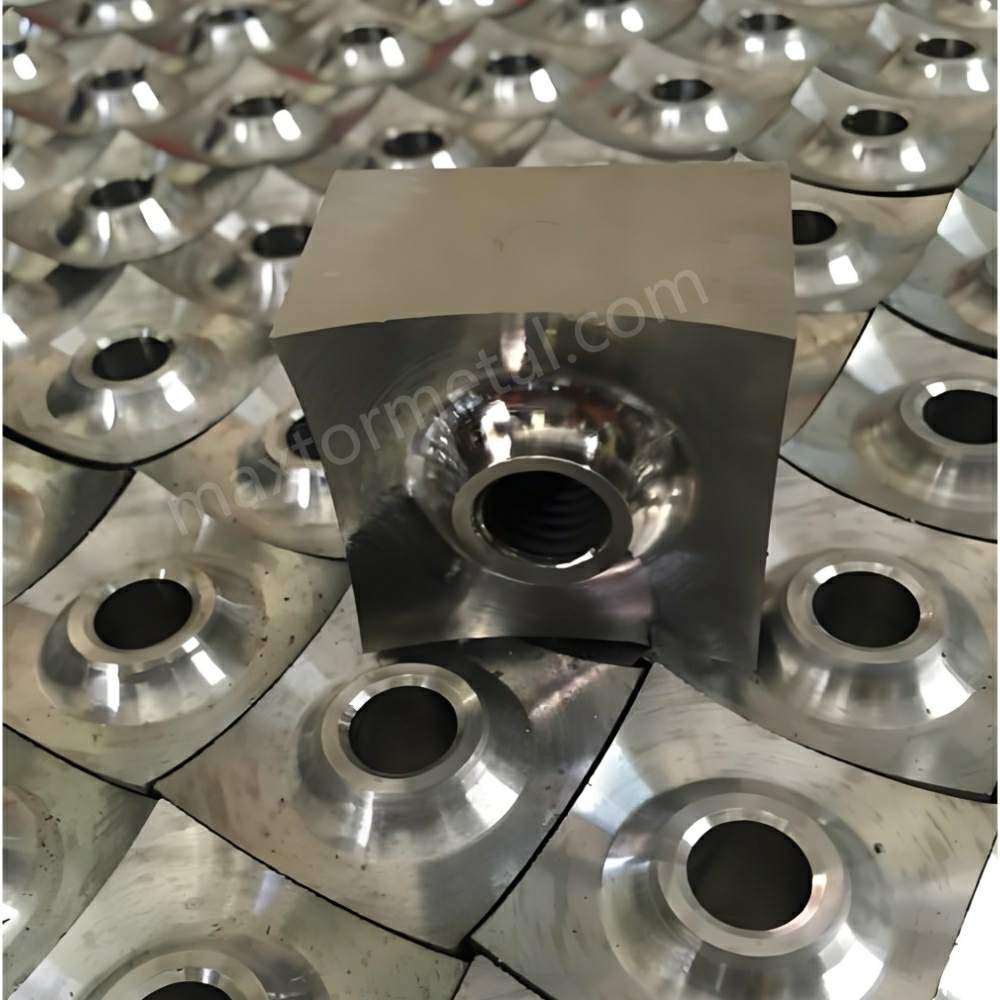
Jika Anda ingin ukuran output kembali "sama" setelah perubahan, perlakukan pisau dan shim seperti satu set yang cocok.
Pendekatan praktis untuk perubahan cepat:
- Buat set pisau yang sudah diukur sebelumnya (kelompok ketebalan yang sama) untuk seluruh rotor.
- Setiap set dilengkapi dengan tumpukan shim yang tepat untuk mencapai lingkaran pemotongan dan celah yang ditargetkan.
- Sertakan lembar inspeksi sederhana: rentang ketebalan, pemeriksaan kerataan, ID laporan kekerasan, dan daftar periksa torsi.
Di sinilah proses pemasok dapat mengurangi variabilitas tanpa berubah menjadi jargon penjualan. Misalnya, LOGAM MAXTOR Mereka mendukung program penggantian di mana satu set pisau dapat dipasok sebagai paket terukur (rencana pisau + shim) dengan dokumen QC pendukung, dan mereka dapat mengoordinasikan pengiriman lintas batas dan langkah-langkah impor sehingga pengadaan tidak perlu memulai proses dari awal setiap kali ada pemesanan ulang (lihat terminologi dan cakupan pisau mereka di penghancur poros tunggal pisau tetap halaman).
Keselamatan, torsi, perawatan jok
Stabilitas ukuran dimulai dengan perakitan yang aman dan dapat diulang.
- Nonaktifkan dan verifikasi kondisi energi nol (mekanis, hidraulik, energi tersimpan).
- Bersihkan dan asah dudukan secara perlahan jika perlu; hilangkan gerigi yang menyebabkan torsi palsu.
- Gunakan alat torsi yang terkalibrasi dan pola pengencangan yang dapat diulang.
- Periksa kembali torsi setelah masa pemakaian awal yang singkat jika prosedur pabrikan Anda mengharuskan demikian.
⚠️ PeringatanDudukan pisau yang "sedikit terangkat" pertama-tama merupakan masalah celah, dan kedua merupakan risiko kegagalan baut/pisau. Perlakukan kondisi dudukan sebagai komponen penting, bukan masalah kosmetik.
Verifikasi QC dan kepatuhan
Masalah pengadaan biasanya muncul pada mesin sebagai masalah proses. Jika Anda menginginkan ukuran output yang stabil, mintalah bukti bahwa pisau yang Anda pasang konsisten.
Laporan MTC dan kekerasan
Setidaknya, mintalah:
- MTC (Sertifikat Uji Pabrik) untuk jenis baja.
- Catatan perlakuan panas atau identifikasi batch.
- Laporan kekerasan dengan lokasi pengukuran.
Tujuannya adalah pengulangan di seluruh batch, bukan satu "angka tinggi" tunggal. Kekerasan tanpa kontrol proses sering menghasilkan mode kegagalan campuran (beberapa pisau aus, yang lain retak).
Pemeriksaan dimensi
Mintalah titik inspeksi dimensi yang terkait langsung dengan geometri pemotongan:
- ketebalan (dengan min/max dan rencana pengambilan sampel)
- kebosanan
- posisi lubang / geometri slot
- konsistensi geometri tepi (jika berlaku)
Kemudian verifikasi saat diterima dengan pengecekan masuk yang cepat (pengukuran di tempat + pengecekan kontak dudukan secara visual). Anda tidak memerlukan laboratorium metrologi—hanya metode yang disiplin.
Ketertelusuran dan REACH/RoHS
Ketertelusuran adalah hal yang memungkinkan Anda mengisolasi masalah dengan cepat:
- nomor batch/produksi untuk set pisau
- ID laporan inspeksi
- label kemasan yang sesuai dengan dokumen
Bagi banyak pabrik, REACH/RoHS hanyalah formalitas kualifikasi pemasok. Lebih mudah untuk selalu memperbarui berkas tersebut daripada mengejar kepatuhan setelah terjadi penghentian produksi.
Perhitungan waktu tunggu dan TCO (Total Cost of Ownership) untuk pisau penghancur kertas pengganti.
Jika Anda hanya mengevaluasi mata pisau penghancur kertas pengganti berdasarkan harga beli, Anda akan mengabaikan faktor-faktor biaya yang sebenarnya penting: jam waktu henti dan energi.
Stok vs. dibuat sesuai pesanan
Pembagian praktis:
- Saham Hal ini masuk akal untuk geometri standar yang sering Anda ubah.
- Dibuat sesuai pesanan Hal ini masuk akal ketika kecocokan sangat penting (kursi khusus, pola baut khusus) atau ketika material/perlakuan panas disesuaikan dengan aliran tertentu.
Risikonya bukanlah "kustomisasi." Risikonya adalah mengubah geometri tanpa mengontrol susunan lapisan dan dokumentasi.
Model TCO dan uji coba ROI
Model TCO sederhana per ton:
- Biaya pisau per ton = (biaya set pisau) / (ton yang diproses per masa pakai mata pisau)
- Biaya waktu henti per ton = (jam pergantian × biaya lini per jam) / (tonase antara pergantian)
- Biaya energi per ton = (kWh/ton × tarif listrik)
Uji coba ROI Anda tidak perlu rumit:
- Gunakan satu set pisau terkontrol dengan kelompok ketebalan yang terdokumentasi dan rencana penyegelan.
- Pertahankan tampilan layar dan pengaturan pengoperasian tetap konstan.
- Bandingkan tren kWh/ton, kapasitas produksi, dan distribusi ukuran pada rentang tonase yang sama.
Data yang harus Anda catat
Catat hal-hal yang akan Anda sesali di kemudian hari:
- ID set pisau + tingkat baja + rentang kekerasan
- memasang celah pemotongan (per stasiun jika diperlukan) dan tumpukan shim.
- jenis layar dan ukuran apertur
- ton yang diproses, kWh/ton, kapasitas produksi (t/jam)
- catatan mode kegagalan (keausan, pengelupasan, pengguliran, baut longgar)
Inilah yang mengubah ungkapan “terasa membosankan” menjadi interval perawatan yang dapat Anda rencanakan.
Referensi dan bacaan lebih lanjut
- Daur Ulang di Dalam (2022), Vecoplan memperbarui solusi penghancuran VAZ yang telah terbukti keandalannya.
- Wisconsin (2025), Panduan lengkap untuk mesin penghancur lembaran industri (target celah antara pisau dan saringan 0,2–0,5 mm)
Jika Anda memerlukan pengaturan khusus mesin (celah, torsi, konfigurasi rotor), mintalah manual servis OEM terbaru untuk model dan revisi yang tepat (Vecoplan, WEIMA, Lindner, dll.).
Kesimpulan
Ukuran output yang stabil berasal dari pengendalian geometri yang Anda jalankan—bukan hanya dengan membeli "pisau baru". Jalur yang dapat diulang adalah:
- Konfirmasikan kecocokan pada antarmuka (model, saku, gaya pisau lipat)
- mengontrol ketebalan dan kerataan agar lingkaran pemotongan konsisten.
- Atur dan pertahankan celah pemotongan yang stabil, lalu sesuaikan ukuran layar dan ketajaman dengan ukuran target.
Menyeimbangkan masa pakai, waktu operasional, dan energi adalah keputusan TCO (Total Cost of Ownership). Pisau terbaik untuk lini produksi Anda adalah pisau yang kegagalannya dapat diprediksi, dapat diperbaiki dengan cepat (rotasi/pengasahan ulang), dan mencegah peningkatan kWh/ton sementara saringan Anda tetap berfungsi dengan baik.
Sebelum Anda melakukan pemesanan, verifikasi apa yang dapat Anda ukur dan apa yang dapat Anda dokumentasikan: laporan MTC dan kekerasan, titik inspeksi dimensi yang terkait dengan geometri pemotongan, dan ketertelusuran yang memungkinkan Anda mengulangi batch yang baik—atau mengisolasi batch yang buruk dengan cepat.
Jika Anda ingin mempersingkat pergantian berikutnya dan mengurangi risiko ketidaksesuaian, langkah praktis selanjutnya adalah menyiapkan paket gambar dan sampel kesesuaian (pisau + pisau penahan + target shim) dan meminta satu set pisau yang sesuai dengan dokumen QC yang dibutuhkan oleh pabrik Anda—sehingga mesin dapat kembali beroperasi dengan celah dan ukuran output yang sama.
Tommy Tang adalah seorang Senior Sales Engineer di Industri Logam Nanjing Dengan pengalaman 12 tahun dalam mendukung pemilihan mata pisau industri, program penggantian, dan dokumentasi QC untuk aplikasi daur ulang dan pengurangan ukuran. Sertifikasi: CSE, CME, Six Sigma Green Belt, PMP.
Untuk pertanyaan mengenai penggantian mata pisau penghancur kertas (pisau + pisau penahan + target shim) dan paket dokumentasi QC, hubungi [email protected].