Lithium-ion battery (LIB) size reduction is one of those operations where the “mechanical” and “chemical” worlds collide in the worst way: high stored electrical energy, flammable electrolyte vapors, conductive dust, and corrosive off-gases.
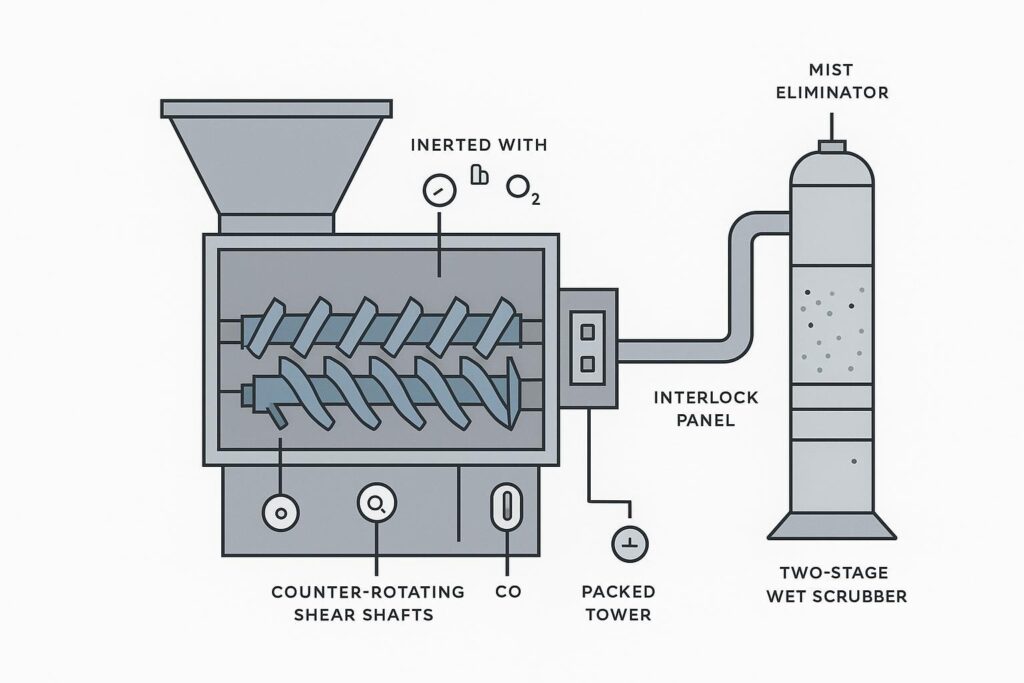
This guide focuses on a safety-by-design approach that many facilities are converging on: low-speed, counter-rotating shear in a controlled atmosphere (often inerted, sometimes submerged), backed by interlocks, monitoring, and HF treatment. It’s written in the same documentation-first voice Maxtor Metal uses when discussing shredder knife quality and verification practices, because the details that keep a line running are usually the same details that keep it safe.
Early in commissioning, teams often find that the same “boring” variables that drive uptime—knife geometry, clearance discipline, and QA documentation—also shape hazard outcomes. If you need a reference point for how precision inspection and tolerance language is typically specified for shredder knives, the Maxtor Metal shredder blades / shredding knife page is one practical example.
Quick Answer:
- Why low-speed shear reduces ignition energy and dust Low-speed shear limits impact energy, reduces frictional heating compared with high-speed fragmentation, and tends to create a coarser, more controlled cut. In practice, that can mean fewer hot spots and less airborne conductive fines—both of which matter when damaged cells can vent flammable gases. In a typical low-speed shear shredder, the goal is to cut predictably, not to pulverize.
- The risk profile: thermal runaway, HF corrosion, uptime and compliance The high-consequence events are not just fires. Thermal runaway can propagate; HF can injure people and corrode equipment; and an incident can stop production, trigger reporting obligations, and jeopardize permits.
- What this guide covers (controls, materials, monitoring) and what it avoids (proprietary settings) You’ll get a layered view of prevention, detection, and treatment controls, plus materials choices for HF exposure. What you won’t get are proprietary setpoints, vendor-specific recipes, or “magic numbers” that should be determined by your AHJ, your process hazards analysis (PHA), and validation testing.
Compliance essentials
Shredding only at destination facilities
If you’re managing batteries under the federal universal waste framework, EPA has explicitly clarified that shredding is not an allowable management activity for universal waste handlers—it’s a destination-facility activity. In EPA’s own words, batteries can be shredded for recycling at a destination facility (e.g., a hazardous waste recycler or a RCRA-permitted TSDF), and after arrival the batteries are no longer regulated as universal waste in the same way.EPA’s lithium battery recycling regulatory status FAQ (PDF)
Key Takeaway: If you’re writing SOPs for universal waste lithium battery shredding, treat shredding as a destination-facility operation and document the handoff and acceptance criteria accordingly.
Universal waste limits and roles
Universal waste is designed to streamline collection and management for common hazardous wastes (including batteries) while still requiring handling that prevents releases. The regulatory structure and definitions live in 40 CFR Part 273 universal waste standards. Because state programs can be more stringent, treat Part 273 as the federal baseline, then verify your state’s adopted (or expanded) requirements.
OSHA/NIOSH guidance for HF exposure
Hydrogen fluoride (HF) is a process hazard because it can appear during battery damage, overheating, or fire, and because it creates both acute injury risk and long-term corrosion challenges.
From a worker-protection standpoint:
| Source | Metric | Value / reference |
|---|---|---|
| OSHA | Permissible Exposure Limit (Ceiling) | 3 ppm hydrogen fluoride (ceiling) — see OSHA hydrogen fluoride exposure limits |
| NIOSH | Emergency Response Card | Health effects & recommended limits — see NIOSH emergency response card for hydrogen fluoride |
| NIOSH | IDLH | Immediately Dangerous to Life or Health value — see NIOSH IDLH value for hydrogen fluoride |
⚠️ Warning: HF injury can be severe and sometimes delayed. Treat monitoring, PPE selection, emergency eyewash/shower readiness, and medical response planning as part of the process design—not as “EHS add-ons.”
In short: battery shredding is a destination-facility activity under universal waste rules, and OSHA/NIOSH HF exposure limits should be treated as core process-design inputs, not just EHS paperwork.
Lithium-ion battery shredding hazards

Thermal runaway triggers and propagation
Thermal runaway can be initiated by internal short circuits, mechanical abuse, overheating, or defects. In a size-reduction environment, the relevant triggers are usually mechanical and electrical: crushing or shearing that bridges electrodes, damaged separators, and residual state-of-charge. Once venting starts, flammable gases can ignite if oxygen is present and there’s an ignition source.
NFPA’s public guidance on lithium-ion batteries is written for broader audiences, but the key point translates directly to recycling operations: batteries can ignite and create serious fire events, and they require dedicated handling rather than “standard waste” assumptions. NFPA guidance on lithium‑ion battery fire risk.
LiPF6 hydrolysis to HF and corrosion
Many LIB electrolytes use LiPF6. When moisture is present (humidity, wash water, fire suppression water, or damp feedstock), LiPF6 can hydrolyze and generate HF. For facilities, this is both a human exposure issue and an asset integrity issue: HF attacks glass, many elastomers, and can accelerate corrosion and pitting in susceptible alloys.
Mechanical and electrical hazards during size reduction
Even with “low-speed,” shredding creates classic industrial hazards:
- Mechanical pinch points and ejection risks at feed openings
- Stored-energy hazards from trapped modules that can spring or shift
- Electrical shock/arc risks from residual voltage and conductive debris
- Dust explosibility/flash hazards when fine conductive particles accumulate in the wrong place
A useful way to manage this is to treat the shredder cell as a controlled process unit—not a “machine”—with defined boundaries, sensors, and interlocks.
In short: LIB shredding hazards span thermal runaway, HF-forming corrosion, and standard mechanical/electrical risks—treating the shredder cell as a controlled process unit is what ties them together.
Engineering controls that prevent ignition
Atmosphere control: inert or submerged
If you take one design lesson from battery incidents, it’s that oxygen management is strategy, not tactic.
Two common architectures are:
- Inerted enclosure: The shredding chamber and immediate transfer volumes are sealed and inerted (often with nitrogen) so that vented electrolyte vapors are less likely to find an ignitable mix.
- Submerged / wet processing: Some lines keep the cut zone submerged or flooded to absorb heat, limit airborne dust, and reduce vapor-phase ignition potential.
Neither approach is “set and forget.” The practical requirement is verification: demonstrate that atmosphere control is actually maintained during transient events (feed changes, jams, door openings, maintenance states).
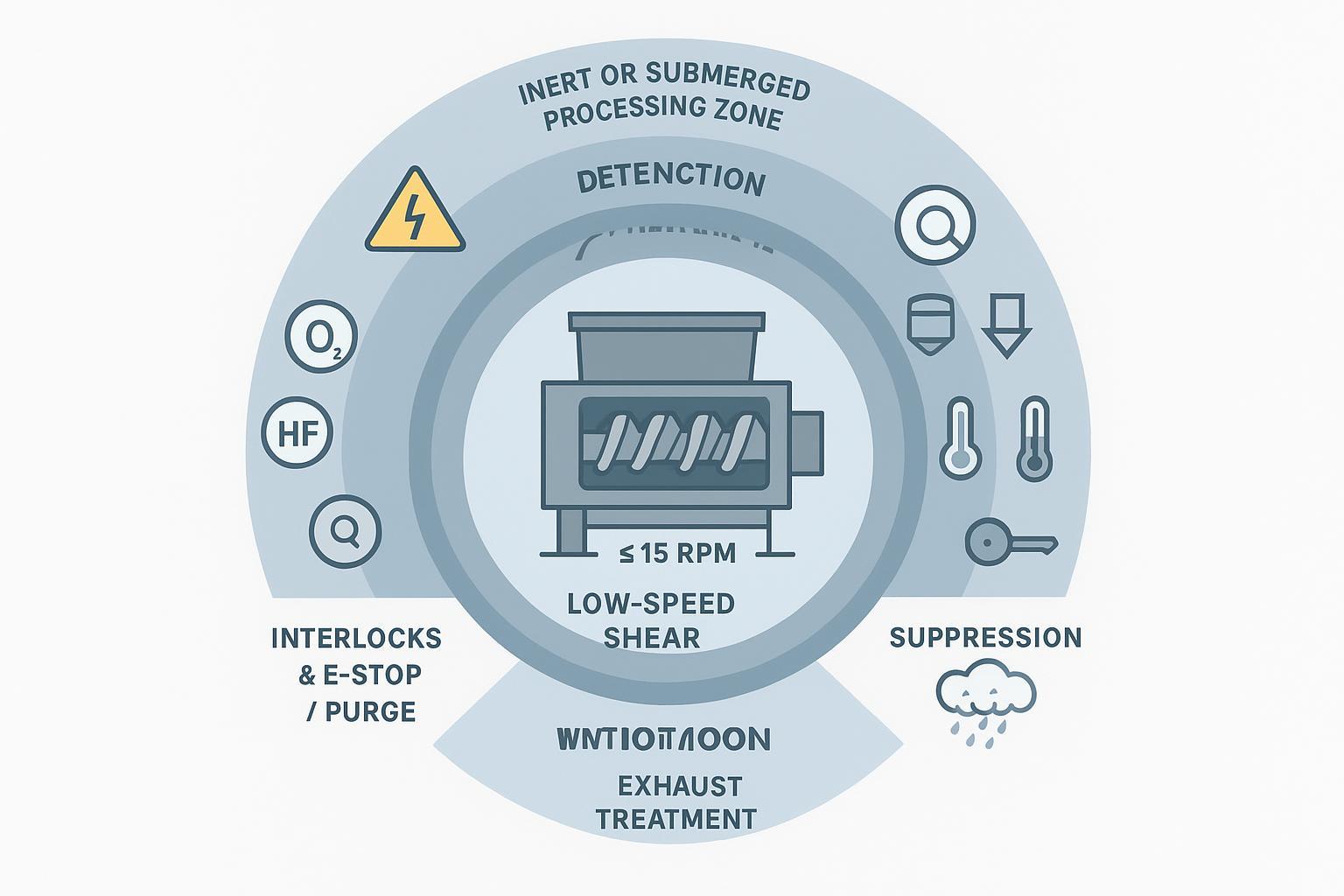
≤15 RPM counter-rotating shear and clearance
Why the outline’s ≤15 RPM emphasis matters: low shaft speed limits kinetic energy transfer and reduces the likelihood that you turn the process into impact milling. But the more subtle control is clearance discipline.
Low-speed shear works when:
- The process favors controlled cutting rather than violent rupture
- The shredder doesn’t “hammer” intact cells repeatedly
- Knife-to-knife and knife-to-counterknife clearances are consistent, verified, and maintained
The tolerance chain behind that clearance consistency—including GD&T callouts, spacer selective fit, and post-assembly TIR verification—is covered in Multi-shaft Blade Tolerance Stacking: GD&T Controls, Spacer Selective Fit, and Post-assembly TIR Verification.
Key Takeaway: For LIBs, “slow” is not a safety control by itself; slow + controlled shear geometry + controlled clearances + atmosphere control is the package.
Detection, interlocks, and water/mist suppression
Detection is what turns a hazardous process into a managed process.
A practical monitoring/interlock stack often includes:
- O2 monitoring (to verify inerting and detect air ingress)
- CO monitoring (early combustion indicator)
- HF monitoring (to protect people and to confirm scrubbing performance where installed)
- Temperature at key points (chamber, bearings, exhaust, downstream transfer)
- Motor current / torque trend (jam and abnormal friction indicator)
Interlocks should be designed around outcomes, not alarms:
- Alarm → controlled stop or feed inhibit
- Alarm → inert purge / isolation sequence
- Alarm → activation of water/mist or deluge (where the facility’s fire strategy supports it)
Maxtor Metal’s shredder knife documentation follows a similar trend-based logic: wear and clearance data are tracked across each maintenance cycle rather than verified only once at commissioning.
EPA’s guidance for used lithium-ion batteries emphasizes a practical reality: lithium batteries can cause fires during handling and transport, so prevention and separation are central.EPA guidance on used lithium‑ion batteries.
Response playbook (non-numeric)
To keep this guide actionable without publishing unsafe “magic numbers,” use trend- and state-based triggers tied to clear operator actions.
If O₂ trends up / chamber pressure shifts (possible air ingress)
- Inhibit feed; hold the line in a controlled state
- Verify door seals, inspection ports, and sampling-line integrity
- Restore inerting and confirm stability before resuming
If CO appears or rises (early combustion indicator)
- Stop feed and upstream conveying
- Follow the site’s escalation path (operator → EHS → incident response)
- Execute the predefined isolation / purge / suppression sequence for the shredder cell
If HF alarms or acid mist is suspected (exposure + corrosion risk)
- Stop feed; keep personnel out of the cell boundary until conditions are verified
- Confirm scrubber + mist eliminator function; inspect sample conditioning (filters, moisture separators)
- Resume only after the cause is identified and controls are restored
If chamber temperature rises abnormally (process upset)
- Stop feed; verify no mechanical binding or repeated “hammering” of intact cells
- Check bearing temperatures and exhaust temperature trends; inspect for abnormal friction sources
If motor current / torque becomes unstable (jam / abnormal friction)
- Stop feed; execute the jam-recovery procedure (do not force restart)
- Require post-event inspection and supervisor authorization before resuming
Note: Treat transient states—door opening/closing, restart, material transition, and blockage recovery—as the highest-risk scenarios for drift, air ingress, and control-logic gaps. Validate interlocks specifically in these states during FAT/SAT and recurring EHS drills.
In short: no single control is sufficient—low-speed shear, clearance discipline, atmosphere control, and outcome-based interlocks function together as one layered system.
Materials and knife selection

AISI 440C: wear benefits, HF limits, mitigations
AISI 440C is often chosen where wear resistance and edge retention matter, and it performs well in many abrasive, mixed-feed shredding environments. But HF changes the conversation.
Practical limitations in HF-exposed service:
- HF can accelerate corrosion and pitting at vulnerable sites (crevices, threads, under deposits)
- Corrosion can undercut the edge and degrade predictable wear patterns
Mitigations to consider:
- Keep HF in the gas path controlled with upstream scrubbing and mist elimination (don’t let acid mist become “ambient”)
- Favor designs that minimize crevices and trapped condensate
- Use inspection intervals and replacement criteria tied to measured corrosion, not calendar time
In programs Maxtor Metal has supported for corrosive-feed applications, knife deliveries included CMM dimensional reports and heat-treatment certifications — giving maintenance teams traceable baseline records for wear inspection and audit-ready commissioning.
Wetted components, seals, and coatings for HF
For wetted and condensate-prone areas (scrubber inlets, mist eliminators, drains, and any “cold spots” that condense acids), prioritize materials compatibility.
At a high level:
- Select elastomers and plastics based on verified HF compatibility in your concentration/temperature range
- Avoid mixed-metal galvanic couples in wet acidic zones
- Treat coatings as systems: surface prep, thickness control, holiday testing, and repair procedures matter as much as the nominal coating name
Maxtor Metal specifies wetted-component material compatibility at the design-review stage for corrosive-feed projects, rather than leaving it to field substitution after installation.
Installation tolerances and quick-change strategy
The fastest way to turn a safety design into an incident is to let installation drift.
A robust approach includes:
- Documented tolerances for knife seating, parallelism, and runout
- A repeatable quick-change procedure that preserves the critical geometry
- A verification step after every knife change (not just after “major” maintenance)
This is also where technical procurement and maintenance meet: if your replacement knives do not reliably meet the required tolerances, you inherit both uptime risk and hazard risk.
Maxtor Metal’s shredder knife line documents seating, parallelism, and runout tolerances as part of standard delivery, so this verification step doesn’t depend on the buyer reverse-engineering acceptance criteria.
For a complete incoming-inspection workflow covering GD&T spec control, CMM sampling plans, and MTR documentation for shredder knives, see Aftermarket Shredder Knives Procurement: Spec Control, CMM Plan, MTR Validation, and Functional Fit Verification.
In short: 440C remains a strong wear-resistance choice for HF-exposed shredding, provided corrosion is managed through upstream scrubbing, crevice-minimizing design, and condition-based (not calendar-based) replacement.
Air and wastewater treatment for HF

Two-stage wet scrubbing: venturi + packed tower
When HF and acid mists are credible byproducts, off-gas treatment is part of the process boundary.
A common high-level architecture is:
- Venturi scrubber (high-energy contact to capture fine droplets/particles and knock down soluble gases)
- Packed tower (additional contact time for mass transfer and neutralization)
The exact chemistry and operating targets are site-specific, but the design intent is universal: keep corrosive and toxic species out of occupied areas and out of downstream equipment.
Mist elimination and continuous HF monitoring
Mist elimination is easy to under-budget and expensive to ignore.
If acid mist leaves the scrubber:
- It corrodes ductwork and fans
- It creates exposure risk in maintenance tasks
- It contaminates sensors and causes false confidence
Where HF monitoring is deployed, treat it like an instrumented safety function: calibration discipline, sample conditioning, and defined responses to sensor fault states.
Fluoride precipitation and sludge handling
Scrubbing and neutralization often convert gaseous HF into fluoride-containing wastewater streams.
At a conceptual level, facilities commonly plan for:
- Fluoride precipitation/neutralization steps (chemistry chosen to meet discharge requirements)
- Solid-liquid separation
- Managed handling and disposal of fluoride-bearing sludge under applicable waste rules
Do not treat this as a “utilities” afterthought. If wastewater handling is capacity-limited, it becomes a throughput constraint.
In short: HF treatment doesn’t end at the scrubber outlet—mist elimination and fluoride-bearing sludge handling are equally load-bearing parts of the system.
FAQs
1) What are the main lithium-ion battery shredding hazards?
Thermal runaway and fire are the headline risks, but operations also face toxic/corrosive off-gas hazards (including HF), conductive dust hazards, and electrical/mechanical hazards during size reduction.
2) Why is low-speed shear safer for shredding lithium-ion batteries?
Low-speed shear reduces impact energy and frictional heating compared with high-speed fragmentation, and it tends to generate less airborne fine dust—especially when combined with controlled clearances and atmosphere control.
3) Can you shred lithium-ion batteries under the universal waste rules?
EPA has clarified that universal waste handlers cannot shred batteries as a management activity; shredding for recycling can occur at a destination facility.
4) What sensors are commonly used in an inerted battery shredding cell?
Facilities commonly monitor oxygen (to verify inerting), carbon monoxide (combustion indicator), temperature, and motor current/torque trends. Where HF is a credible hazard, HF monitoring may be added for exposure and exhaust verification.
5) What are OSHA and NIOSH limits for hydrogen fluoride (HF) exposure?
OSHA lists a 3 ppm permissible exposure limit for hydrogen fluoride (ceiling). NIOSH provides recommended limits and acute-hazard planning values.
6) How does HF form during lithium-ion battery shredding or recycling?
HF can form when electrolyte salts such as LiPF6 react with moisture (humidity, wash water, or fire suppression water), and it can also be generated during overheating and fire events.
7) What’s a practical way to control HF emissions from battery shredding?
Treat the shredder as a sealed process unit and route off-gas to wet scrubbing with robust mist elimination, supported by monitoring and maintenance procedures that keep acid mist from migrating into occupied areas.
8) What KPIs should I track to detect early upset conditions during battery shredding?
Watch throughput stability, particle size drift (especially fines), motor current/torque trend, key temperatures (chamber/exhaust/bearings), and HF ppm where monitoring is installed.
Conclusion
- Recap: controls to cut ignition, HF exposure, and downtime/ton The safest LIB shredding lines don’t rely on a single control. They stack low-speed shear, controlled atmosphere (inert or submerged), gas/temperature/current monitoring with interlocks, and suppression + scrubbing so that a bad cell becomes a managed upset, not an incident.
- KPIs: throughput stability, particle size control, current draw, temp, HF ppm Track a small set of “truth” signals:
| KPI | Purpose |
|---|---|
| Throughput stability | Detect unexplained process drift |
| Particle size distribution stability | Catch sudden fines spikes |
| Motor current trend | Proxy for friction/jam risk |
| Temperature (chamber/exhaust/bearings) | Early process-upset indicator |
| HF ppm (where measured) | Workplace exposure & exhaust verification |
The same documentation discipline that supports commissioning—traceable knife records, lot-level QC packs, and CMM reports—is standard practice in Maxtor Metal’s shredder knife supply; see the audit-ready procurement guide for a compatible receiving-dossier structure.
- Next steps: AHJ coordination, validation tests, SOP updates Coordinate early with your AHJ and permitting contacts, then validate controls with controlled tests: loss-of-inerting scenarios, jam recovery, shutdown and door-open states, and sensor/interlock proof testing. Update SOPs so maintenance and knife changes preserve the same verified clearances and safety functions.When you’re tightening up commissioning documentation, it can help to benchmark how knife tolerances and inspection are specified in practice; the shredder knife tolerance and inspection specifications provide concrete examples of tolerance language and inspection methods.
Jerry Chu — Technical Support Specialist, After-sales Service, Maxtor Metal. Jerry has 10 years of cross-industry field experience (papermaking, plastics recycling/shredding, metal slitting, woodworking) helping resolve practical cutting issues such as burrs, excessive dust, and unstable cut quality.
Certifications: PMP, CMRP.
Review, scope, and version
- Scope: Information-only best-practices guidance for engineering/EHS planning. It does not replace site-specific hazard analysis, OEM instructions, or requirements from your Authority Having Jurisdiction (AHJ).
- How to use: Validate controls, interlocks, and operating procedures through PHA/HAZOP and commissioning tests (FAT/SAT) before production.
- Version: v1.1
- Last updated: 2026-07-12
Validation snapshot (anonymized): interlock & multi-parameter monitoring logic
The following anonymized commissioning snapshot illustrates how facilities commonly verify interlocks and multi-parameter monitoring logic without disclosing sensitive setpoints or control code.
Objective
Verify that the interlock stack can detect abnormal conditions and maintain the intended safety boundary during transient states—not merely that individual sensors function in isolation.
Covered signals (trend-based)
- O₂ trend
- CO trend
- HF monitoring effectiveness (sampling integrity + conditioning)
- Shredder chamber temperature
- Main motor current/torque trend
- Conveyor synchronization status
Method (as part of SAT)
Validation ran across multiple shifts and included typical operating states:
- Normal continuous feeding
- Simulated high-SOC battery mix-in scenario
- Blockage recovery
- Restart after shutdown
- Maintenance door open/close confirmation
- N₂ system switching drill
- Sensor inspection and alarm-function checks
All alarms and responses were compared using PLC event logs and SCADA historical trends, with emphasis on Sequence of Events (SoE) correctness rather than chasing fixed numeric targets.
Observed learnings (trend-level)
- Door open/close produced the clearest transient response: O₂ exhibited brief fluctuations and chamber pressure shifted slightly after door closure—highlighting that seal recovery speed can be more critical than machine response time.
- Blockage recovery showed higher process variability: after clearing a jam, motor current fluctuations increased, chamber temperature rose temporarily, and gas-trend stability degraded for a short period—making recovery phases a priority target for interlock protection.
- Acid mist influenced sampling maintenance intervals: after continuous operation, HF sampling remained functional, but sampling filters accumulated deposits and moisture separators required earlier maintenance; maintenance intervals were adjusted accordingly.
- Operator behavior changed alarm frequency: gradual feed reintroduction reduced nuisance current alarms compared with “full-load immediately” restart behavior; SOPs were updated and operator simulation training was added.
Automatic actions on interlock activation (generic)
- Stop material feeding and upstream conveying
- Maintain shredder rotation per the programmed safe sequence
- Activate suppression and/or inerting support where applicable
- Notify operator and EHS
- Require alarm acknowledgment before restart
- Record complete event history for investigation
Post-validation improvements (examples)
- Door seal inspection strengthened; gasket replacement checklist added
- Sampling-line cleaning frequency increased; routine sensor-response verification added
- Restart confirmation logic added to prevent immediate full-feed after an alarm clears
- Training expanded for blockage recovery, maintenance restart, and alarm acknowledgment
In short: transient states—door openings, restarts, and blockage recovery—produced the largest deviations in this SAT validation, making them the priority target for interlock testing.
Public-information limits
Public summaries typically avoid disclosing: numeric setpoints (O₂/CO/HF), control code, SIS configuration, N₂ flow strategy, suppression start conditions, SOC ratios, customer throughput, equipment models, and detailed time-stamped event timelines.
References & standards (selected)
Government / official guidance
- EPA — Lithium Battery Recycling Regulatory Status (FAQ PDF). https://rcrapublic.epa.gov/files/14957.pdf
- eCFR — 40 CFR Part 273: Standards for Universal Waste Management. https://www.ecfr.gov/current/title-40/chapter-I/subchapter-I/part-273
- OSHA — Hydrogen Fluoride: Exposure Limits. http://www.osha.gov/chemicaldata/622
- NIOSH — Emergency Response Card: Hydrogen Fluoride. https://www.cdc.gov/niosh/ershdb/emergencyresponsecard_29750030.html
- NIOSH — IDLH: Hydrogen fluoride. https://www.cdc.gov/niosh/idlh/7664393.html
- NFPA — Lithium‑ion battery fire risk (public guidance). https://www.nfpa.org/education-and-research/energy-transition/lithium-ion-batteries
- EPA — Used lithium‑ion batteries (handling and fire-prevention guidance). https://www.epa.gov/recycle/used-lithium-ion-batteries
Standards bodies (for further reading and project-specific compliance mapping)
- NFPA — Codes & standards catalog (includes fire protection and related standards). https://www.nfpa.org/codes-and-standards
- UL Standards — Standards catalog (includes battery safety standards; confirm the exact applicable standard(s) for your products and process). https://www.ulstandards.com/
- IEC — Standards catalog (international electrotechnical standards; confirm applicability). https://www.iec.ch/standards
- ANSI — Standards catalog (U.S. national standards portal). https://www.ansi.org/standards