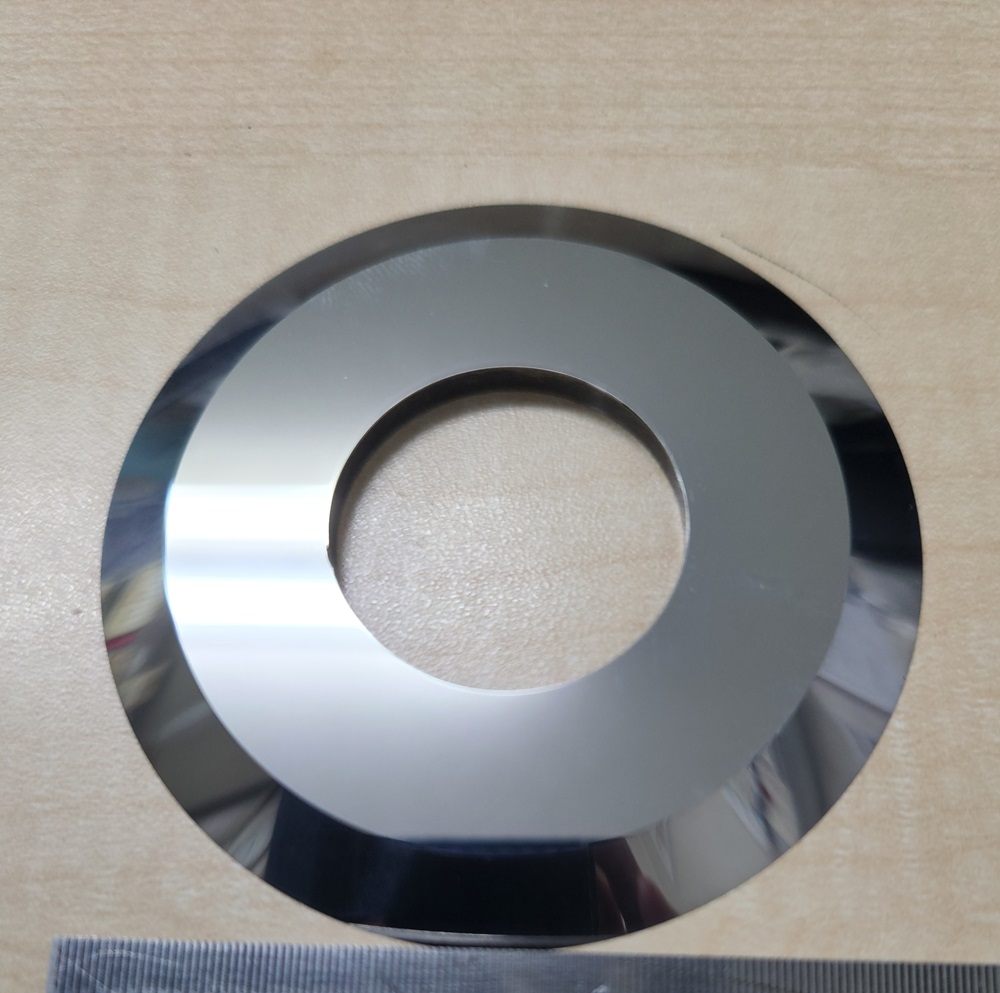
As facas circulares de corte longitudinal de precisão (também referidas como facas rotativas de corte ou lâminas circulares de fenda) utilizam uma cinemática rotativa contínua em conjunto com uma contra-faca inferior (Corte por Cisalhamento), uma configuração de lâmina/gilete (Corte por Lâmina de Barbear) ou um rolo bigorna temperado (Corte por Esmagamento) para executar cortes longitudinais ininterruptos, fatiamento, rebobinamento ou vinco de bobinas em movimento. Essas ferramentas rotativas avançadas são projetadas especificamente para rebobinadoras de corte de alta capacidade, cortadeiras-vincadeiras de papelão ondulado e linhas automáticas de corte de eletrodos de baterias de íons de lítio.
1.1 OEM System Compatibility
This technical standard is engineered to meet or exceed the performance parameters of leading international slitting machinery manufacturers, including Kampf, Atlas, Goebel, Pasaban, Valmet, Dienes, Tidland, and ASHE.
1.2 Core Engineering Parameter Matrix
Engineering Parameter
Li-ion Electrode & Foil Classification
High-Speed Film, Tape & Paper
Heavy-Duty Silicon Steel & Slitting Lines
Materiais recomendados
Sub-micron Tungsten Carbide (WC)
M2/M42 HSS, SK5, SK7, 1065 Carbon
DC53, LD, D2 (1.2379) / SKD11
Hardness Matrix
HRA 89 – 93
HRC 62 – 64 (HSS) / HRC 56 – 60
HRC 60 – 63 (DC53/LD)
Outer Diameter (OD) Range
40mm – 350mm
100mm – 680mm
80mm – 500mm
Inner Diameter (Bore) Tolerance
H7 / G6 Precision Slide Fit
H7 Standard Fit
H7 Precision Fit
Tolerância de espessura
± 0.001mm to ± 0.002mm
± 0.005mm
± 0.003mm
axial (oscilação lateral)
< 0.005mm
< 0.015mm
< 0.010mm
Radial Runout (Out-of-Round)
≤0.010mm
≤0.020mm
≤0.015mm
Cutting Edge Roughness (Ra)
Ra < 0.4µm (Mirror Polish)
Ra < 0.8µm
Ra < 0.6µm
Side Face Roughness (Ra)
Ra < 0.8µm
Ra < 1.6µm
Ra < 1.2µm
Dimensional Standard
ISO 2768-mK
ISO 2768-mK
ISO 2768-mK
Visão Geral da Engenharia de Produto: Cinemática de Cisalhamento Rotativo e Desgaste Tribológico
In modern high-speed longitudinal slitting systems, the cutting edge of a circular blade experiences complex cyclic shear stress fields combined with high-velocity three-body abrasive wear. Because the tool rotates continuously, every discrete micro-segment along the blade’s circumference undergoes a rapid transition into and out of the material stress zone, rendering it highly susceptible to rolling contact fatigue.
2.1 Kinematics of the Shear Overlap Zone
In a synchronized shear slitting system (where the upper male blade overlaps and intersects with the lower female blade), the quality of the slit edge is governed by the configuration of the overlapping geometry:
Axial Side Clearance: For metallic foils, hard polymers, and silicon sheets, the physical horizontal gap between the upper and lower knives must be held strictly between 0.002mm and 0.01mm. If this clearance is exceeded, the substrate experiences localized bending and tensile elongation rather than true shear, generating catastrophic burrs. Conversely, an insufficient gap causes micro-rubbing, forcing an exponential increase in localized compressive stress and accelerating micro-chipping. For soft materials like paper and tissue, spring-loaded setups utilizing a constant pneumatic or mechanical axial preload are implemented to achieve a self-adjusting “zero-clearance” plane.
Overlap Depth: The vertical intersection depth of the male blade into the female channel must be calibrated between 0.5mm and 1.5mm. Excessive overlap depth increases the lateral friction contact area between the sides of the blades, transforming rotational kinetic energy into localized thermal energy, which softens the martensitic matrix of the cutting tip.
When a circular slitter runs at high linear velocities (e.g., 400–1200 m/min), any microscopic deviation in edge roughness (Ra) or structural homogeneity acts as a stress concentrator. As the blade dulls, the failure mode of the substrate shifts from clean shearing to compressive fracture. This transition creates micro-cracks in brittle coatings (such as battery cathode slurries) or fibers, discharging large quantities of microscopic debris and airborne dust. This dust can migrate onto the face of the blade, changing the friction coefficient (μ) and triggering a destructive thermal loop.
Aplicações Industriais: Análise Específica por Setor
3.1 Lithium-Ion Battery Electrode Slitting
Substrates: Copper foil, aluminum foil, and substrates double-coated with highly abrasive lithium iron phosphate (LFP) or nickel-manganese-cobalt (NMC) chemistries.
Engineering Requirements: The abrasive slurry contains hard ceramic-like particles that aggressively erode iron-based matrices. This application mandates Sub-micron Grain Tungsten Carbide (WC) with an HRA of 89–93. Thickness tolerances must be held to ±0.001mm to prevent axial tracking drift, which eliminates coating delamination and edge detachment on the current collector.
3.2 High-Velocity Polymer Film Conversion
Substrates: High-tensile BOPP, PET, and PI (Polyimide) films.
Machinery: Kampf, Goebel, and Atlas high-speed slitter rewinders.
Engineering Requirements: Thin polymer webs running at velocities exceeding 600 m/min are highly prone to static accumulation and frictional dragging. Thin-gauge circular blades made of SK5, SK7, or High-Carbon 1065 Spring Steel are specified. The cutting bevel must feature a mirror finish of Ra < 0.4µm to eliminate micro-grooves that pull on the polymer chains, preventing tensile tearing and static dust draw.
3.3 Silicon Steel & Transformer Core Slitting
Substrates: Oriented and non-oriented electrical silicon steel sheets with high silicon content.
Machinery: Heavy-duty rotary gang slitting lines.
Engineering Requirements: Silicon steel exerts extreme elastic deformation resistance, creating severe counter-reactive normal forces during shearing. Conventional D2/SKD11 blades frequently suffer from localized chipping under these cyclic shocks. DC53 or LD Steel (HRC 60–63) is mandatory here, leveraging its uniform carbide distribution to absorb high-impact mechanical stress.
3.4 Advanced Composite Prepreg Conversion
Substrates: Carbon fiber prepregs, fiberglass weaves, and resin-impregnated multi-layer textiles.
Machinery: Continuous-feed rotary cutter modules.
Engineering Requirements: Structural fibers possess extreme abrasive characteristics that blunt standard steel edges within hours. M2 or M42 High-Speed Steel (HSS) (HRC 62–64) enhanced with a physical vapor deposition (PVD) TiAlN coating is recommended. The coating acts as a thermal barrier, preserving the underlying edge hardness against continuous dry friction.
Substrates: Multi-layer aluminum-plastic laminates and sterile medical pouch films.
Machinery: Cleanroom-compliant slitting lines.
Engineering Requirements: To prevent web delamination and meet rigorous sanitary standards, blades must resist oxidation when exposed to humidity or sanitizing agents. High-chromium Martensitic Stainless Steels (420 or 440C) are selected and optimized to a hardness of HRC 48–56, achieving a stable balance between corrosion resistance and edge acuity.
Substrates: Heavy multi-wall corrugated board and linerboards.
Machinery: High-speed corrugated slitter scorers.
Engineering Requirements: The medium runs at high speeds and contains abrasive recycled fibers and silica particles. Tooling requires exceptional resistance to impact and abrasion. Aço rápido M2 is widely utilized, and the blades must be configured with an axial runout of <0.015mm to eliminate side-to-side wobble that causes crushed flutes or excess paper debris.
4.Problemas de Falha Comuns e Soluções de Engenharia
4.1 Problem: Severe Slitting Dust Generation
Root Cause: Micro-nicks along the ground bevel or an uncalibrated axial side clearance force the blade to crush the substrate instead of shearing it. This mechanical crushing fractures fibers and coatings, generating significant debris.
Engineering Solution (Trade-Off Model): Specify a Super-Fine Mirror Polish on the blade bevels and faces, reducing the roughness to Ra < 0.1µm. While mirror polishing increases production cycle times and manufacturing costs by approximately 20%, it minimizes initial grinding micro-cracks and material dragging, reducing slitting dust by up to 80%.
Root Cause: High-hardness substrates (e.g., silicon steel, dense coatings) generate normal forces that exceed the fracture toughness of the blade’s alloy matrix. This issue is magnified by the presence of large, segregated primary carbides in standard cold-work steels like D2/SKD11.
Engineering Solution: Replace D2/SKD11 with DC53 or LD Tool Steel tempered to HRC 60–63. DC53 undergoes a refining process that yields a fine, uniform matrix with double the impact toughness of SKD11, preventing micro-chipping under cyclic loads.
Engineering Solution: Tighten the blade’s thickness tolerance to ±0.001mm and restrict the maximum allowable axial runout to <0.005mm via dynamic balancing and precision side grinding. Ensure the bore diameter follows an H7 or G6 slide-fit protocol to eliminate shaft eccentricity.
4.4 Problem: Adhesive Accumulation and “Galling” (Material Sticking)
Root Cause: When slitting pressure-sensitive adhesives, protective films, or soft aluminum foils, frictional heat causes adhesive polymers to melt or ductile metal to cold-weld onto the micro-roughness of the blade faces.
Engineering Solution: Implement targeted surface modification coatings. For adhesive-backed tapes, apply a Hydrophobic Fluoropolymer (PTFE/Teflon) Coating. For non-ferrous aluminum/copper slitting, apply a Revestimento de carbono tipo diamante (DLC). The extreme hardness and minimal friction coefficient of DLC stop material transfer at the atomic level. Note that coated blades cannot be conventionally resharpened on their faces; they require specialized edge-only grinding or recoating.
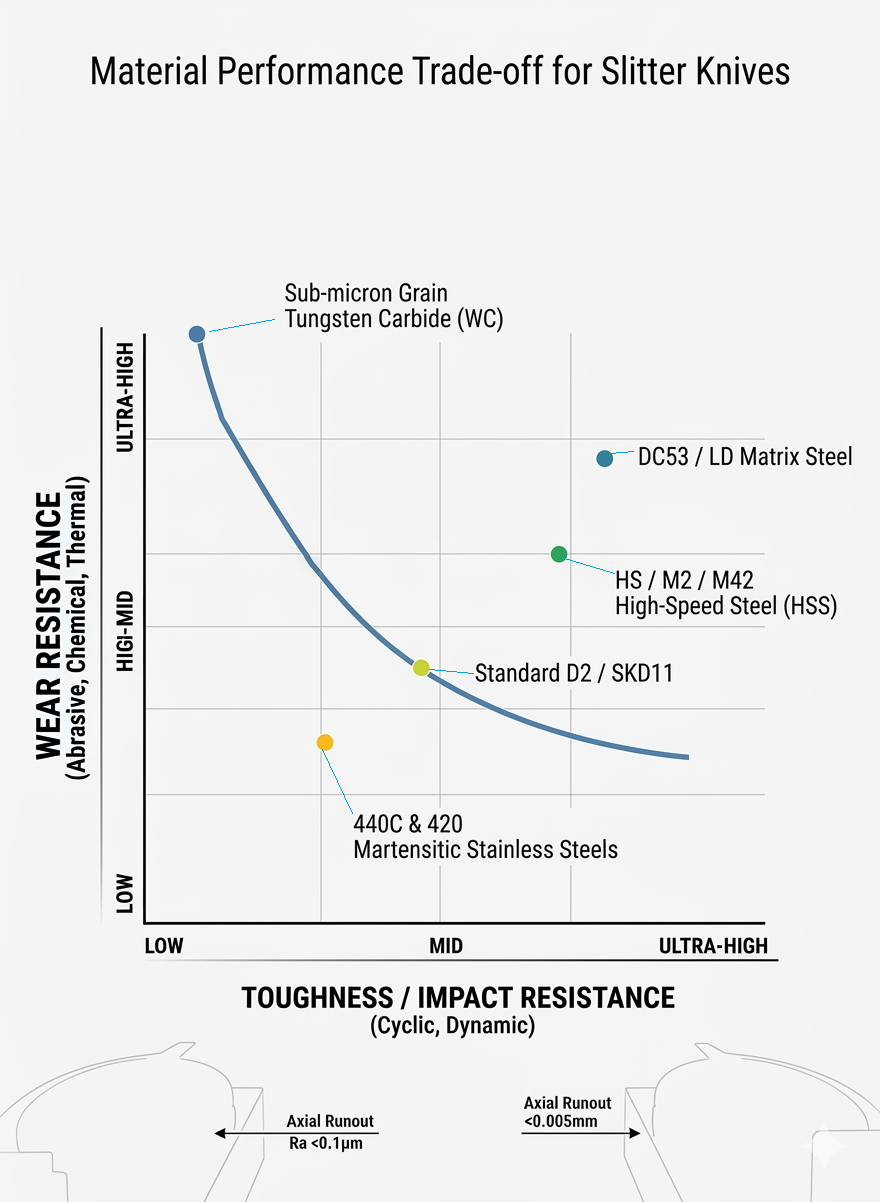
Guia de Engenharia de Materiais: Perfis Metalúrgicos
The rotational kinematics of circular cutting demand tool materials that offer balanced resistance to rolling contact fatigue, compression, and abrasive wear.
Sub-micron Grain Tungsten Carbide (WC)
Metallurgical Matrix: Composed of ultra-fine sub-micron tungsten carbide hard phases bonded within a high-toughness cobalt (Co) matrix, with an average grain diameter of ≤0.6μ m.
Mechanical Profile: Provides exceptional hardness (HRA 89–93) and excellent resistance to abrasive slurry wear. However, it exhibits low bending strength and high brittleness; any metal-to-metal collision or foreign body impact will cause catastrophic fracturing.
DC53 / LD Matrix Steel
Metallurgical Matrix: A cold-work tool steel designed to eliminate the coarse, segregated primary chromium carbides characteristic of traditional D2/SKD11 steels.
Mechanical Profile: Achieves a heat-treated hardness of HRC 60–63. Its uniform microstructure yields double the impact toughness of SKD11, making it highly effective at preventing edge chipping when shearing high-tensile metals or thick polymers.
M2 / M42 High-Speed Steel (HSS)
Metallurgical Matrix: Heavily alloyed with Tungsten (W), Molybdenum (Mo), Chromium (Cr), and Vanadium (V) to form a dense distribution of thermally stable M6C and MC secondary carbides.
Mechanical Profile: Possesses high “Red Hardness” (retaining structural integrity up to 500°C) and excellent impact resistance. This makes it suitable for high-speed corrugated paper and composite conversion lines experiencing high-frequency friction.
440C & 420 Martensitic Stainless Steels
Metallurgical Matrix: Contains 12%–18% Chromium, which forms a passive chromium oxide film upon thermal hardening, embedded within a tempered martensitic matrix.
Mechanical Profile: Delivers a controlled hardness of HRC 48–56. It provides reliable protection against oxidation, pitting, and chemical exposure in humid or sterile food and pharmaceutical converting facilities.
Tratamento Térmico e Dureza: Lógica de Modificação Térmica
The dimensional stability and edge retention of a circular blade depend heavily on its internal crystalline matrix. Thermal processing errors will cause axial warping and distortion under high-speed rotation.
6.1 Multi-Stage Vacuum Gas Quenching & Tempering
To prevent decarburization and surface oxidation, all steel slitter blanks undergo heat treatment inside a high-vacuum furnace operating at 10-3mbar. The blades are brought up through multi-stage preheating cycles to eliminate thermal gradients and prevent warping in thin-disc configurations. They are austenitized at 1020℃-1100℃(depending on the alloy grade) and quenched using high-pressure, high-purity nitrogen gas (6–10 bar). This is followed by three distinct tempering cycles to minimize residual internal stresses.
6.2 Cryogenic Transformation for Ultra-Precise Tolerances
For high-specification applications requiring sub-micron thickness tolerances (±0.001mm), a comprehensive Deep Cryogenic Treatment (Sub-Zero Liquid Nitrogen Soaking at -196°C) is performed:
Cryogenic processing drives the near-total conversion of unstable retained austenite into hardened martensite while precipitating ultra-fine secondary \eta-carbides throughout the matrix. This provides two key engineering benefits:
Elimination of Thermal Distortion: It prevents microscopic dimensional shift or axial bowing when the blade warms up under high-speed friction, ensuring a true cutting line.
Extended Wear Life: Field performance data indicates that cryogenically treated slitter blades exhibit a 30% or greater increase in wear resistance compared to conventionally treated alternatives.
7.Geometria da Lâmina e Engenharia do Filo
The geometric tolerances of a circular slitter directly impact its rotational stability. Even minor side-to-side variations can cause wavy cut paths or premature tool failure.
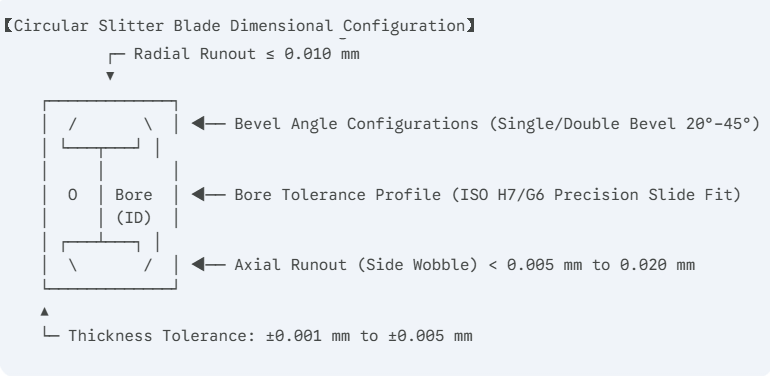
7.1 Geometric Tolerance Chains
Bore-to-Shaft Concentricity: The central bore must be finished to an ISO H7 or G6 tolerance class to establish a precise slide fit with the slitter shaft. A bore clearance error as small as 0.01mm introduces an eccentric rotation axis, magnifying the Radial Runout and causing uneven material engagement.
Axial Runout Control: Side wobble must be restricted to <0.005mm for high-precision applications and <0.020mm for general converting. Exceeding these limits causes the overlapping faces of the male and female knives to impact each other during rotation, generating micro-shocks that cause chipping, accelerated face wear, and ragged edges.
Blades can be ground to a Single Bevel, Double Bevel, or Compound Bevel configuration, with included angles ranging from 20° to 45°:
Acute Bevel Angles (20° – 25°): Minimize the specific cutting force (kc) and drag resistance. This configuration is suitable for delicate, non-woven materials and ultra-thin packaging films, though it offers lower structural edge strength.
Obtuse Bevel Angles (35° – 45°): Provide a robust wedge profile with excellent mechanical backing. This is the standard configuration for processing tough substrates like silicon steel or abrasive mineral-filled sheets.
8.Processo de Fabricação e Inspeção de Qualidade
Ingot Metallurgy & Consolidation: High-purity tool steel blanks are processed via Electro-Slag Remelting (ESR). For tungsten carbide, blanks are produced using Hot Isostatic Pressing (HIP) vacuum sintering to ensure a void-free, homogeneous structure.
CNC Core Machining: Precision turning of the central bore, drive notches, and locating faces to satisfy H7/G6 specifications.
Vacuum Thermal Modification & Deep Cryogenics: Hardening and subsequent sub-zero processing at -196°C to eliminate residual stresses.
Double-Disc Parallel Grinding: Multi-pass grinding under constant-temperature coolant lubrication to achieve flat, parallel sides with a thickness tolerance down to ±0.001mm.
Rotary Edge Bevel Grinding: Using dedicated high-rigidity grinding centers equipped with vitrified diamond wheels to profile the cutting edge to a finish of Ra < 0.4µm.
Quality Control Protocol:
Laser Interferometric Axial Runout Verification: Every high-precision blade is evaluated across its entire circumference. Side wobble is mapped and documented to confirm compliance with the <0.005mm internal threshold.
Surface Profilometry: Direct stylus measurement of the bevel’s surface finish (Ra).
Multi-Point Rockwell Hardness Mapping: Verifies that the hardness variance across the blade face does not exceed 0.5 HRC.
Estudos de Caso: Desempenho Documentado em Campo
Case Study A: Lithium-Ion Battery Anode Slitting (Graphite-Coated Copper Foil)
Client Profile: A tier-one manufacturer of electric vehicle battery cells.
Initial Problem: The client was utilizing commercial-grade carbide rotary blades with a thickness tolerance of ±0.005mm and an edge roughness of Ra 0.8µm. Abrasive graphite particles caused material to adhere to the blade faces, limiting linear slitting speeds to 200 m/min. Micro-chipping occurred after 15 hours of operation, causing coating delamination and micro-burrs along the copper foil.
Engineering Intervention: Installed Sub-micron Tungsten Carbide Blades featuring a mirror polish of Ra < 0.1µm and a thickness tolerance held strictly to ±0.001mm.
Quantifiable Outcomes: Face adhesion was eliminated, allowing production speeds to be increased from 200 m/min to 550 m/min (a 175% increase in throughput). Individual blade service life rose from 15 hours to 120 hours between grinds, while micro-dust emissions fell by 88%.
Case Study B: High-Frequency Electrical Silicon Steel Gang Slitting Line
Client Profile: A steel service center specializing in transformer core laminations.
Initial Problem: The line used standard D2 (SKD11) circular blades (HRC 58–60) to slit 0.35mm thick grain-oriented silicon steel. The material’s high deformation resistance caused micro-fractures along the blade edges within 32 operating hours. This dulling produced edge burrs exceeding 0.08mm, which caused electromagnetic performance loss in the final transformer stacks.
Engineering Intervention: Transitioned to DC53 Matrix Steel Circular Blades subjected to vacuum quenching and deep cryogenic stabilization, achieving a uniform hardness of HRC 61–62.
Quantifiable Outcomes: The high fracture toughness of DC53 eliminated micro-chipping. The required resharpening interval was extended from 32 hours to 145 hours of continuous operation. Slit edge burrs were maintained below ≤0.015mm, reducing sheet rejection rates by 92%.
FAQ: Referência de Engenharia e Suprimentos
Por que a tolerância de espessura é crítica ao configurar um sistema de corte longitudinal múltiplo (gang-slitting) com anéis espaçadores?
Em um conjunto de corte longitudinal de múltiplas lâminas, as tolerâncias de espessura individuais acumulam-se ao longo do eixo. Uma variação menor de ±0.01 mm por lâmina pode resultar em um deslocamento axial agregado de mais de 0.1 mm em uma configuração de 10 lâminas. Esse deslocamento altera a folga lateral horizontal calibrada entre os gumes superior e inferior, causando rebarbas graves ou colisões entre as lâminas. Apertar as tolerâncias individuais para ±0.001 mm minimiza esse erro cumulativo.
O que diferencia a estrutura metalúrgica de carbonetos do DC53 em relação ao D2/SKD11 tradicional?
O aço ferramenta D2 tradicional contém grandes carbonetos primários de cromo segregados (frequentemente con diâmetro ≥20 μm) que formam redes frágeis durante a solidificação. Esses grandes carbonetos podem trincar sob as altas forças normais geradas no corte longitudinal de aço silício. O DC53 passa por uma modificação química refinada e uma rotina de processamento que substitui esses grandes aglomerados por carbonetos secundários finos e uniformemente dispersos, dobrando a tenacidade ao impacto do material.
Nossa linha de corte longitudinal apresenta oscilação da bobina (web weaving) e bordas irregulares em filme BOPP a 800 m/min. O que devemos verificar primeiro?
Comece verificando o batimento axial (oscilação lateral) das lâminas superiores usando un relógio comparador de alta precisão ou medidor a laser. Se o batimento exceder 0.020mm, a lâmina oscilará horizontalmente ao longo da trajetória da bobina, causando um perfil de borda ondulado. Em seguida, verifique se a rugosidade do gume está abaixo de Ra 0.4µm; gumes mais rugosos podem prender as cadeias de polímero em altas velocidades, causando rasgos localizados.
As facas circulares de corte longitudinal de carboneto de tungstênio podem ser reafiadas com sucesso? Quais são as principais restrições?
Sim, as facas circulares de metal duro (carboneto) podem ser reafiadas, mas exigem uma retificadora de alta rigidez equipada com um rebolo diamantado de liga resinóide e um sistema de refrigeração por inundação contínuo e de alto volume. A retificação a seco ou instável cria gradientes térmicos locais intensos que induzem microtrincas ao longo da matriz frágil de carboneto, levando à falha prematura do gume na linha de produção.
Como um acabamento polido espelho (Ra < 0.1µm) evita a geração de poeira de corte longitudinal?
O polimento espelho elimina as cristas e sulcos microscópicos de retificação presentes nos gumes das ferramentas padrão. Essa superfície lisa reduz o coeficiente de fricção (μ) entre a face da lâmina e o substrato da bobina em movimento. Sem micro-rugosidades para riscar ou puxar o material, a separação mecânica permanece um corte limpo por cisalhamento, reduzindo as emissões de poeira.
O que é um sistema de "micro-pré-carga" carregado por mola e quando ele deve ser implementado?
Para bobinas finas e flexíveis, como papel toalha/lenço (tissue), papel de cigarro ou filmes finos de embalagem, pode ser difícil definir uma folga lateral física fixa com espaçadores rígidos. Um sistema de micro-pré-carga utiliza um mecanismo pneumático ou de mola calibrada para aplicar uma força lateral constante, mantendo um plano de corte com folga zero que evita que o substrato fino dobre entre as lâminas.
O balanceamento dinâmico é necessário para todas as facas circulares de corte longitudinal?
O balanceamento dinâmico torna-se essencial quando a velocidade da linha de corte longitudinal excede 1000 m/min. Nessas velocidades, mesmo uma pequena assimetria de massa ao longo do perímetro da faca gera vibrações centrífugas de alta frequência significativas. Essa vibração degrada a estabilidade do plano de corte, acelerando o desgaste do gume e causando uma qualidade de corte inconsistente.
Quando devo selecionar um revestimento de Teflon em vez de um revestimento de DLC para uma aplicação de corte longitudinal?
Choisissez un revêtement en fluoropolymère (Téflon) pour le refendage d'adhésifs sensibles à la pression, de rubans de transfert ou de pansements médicaux, car il offre une excellente résistance à l'adhérence. Cependant, le Téflon a une faible dureté mécanique. Pour le refendage de métaux non ferreux comme les feuilles d'aluminium ou de cuivre, optez pour un revêtement en carbone sous forme de diamant amorphe (DLC) ; sa dureté élevée résiste à l'usure abrasive tout en empêchant le transfert de métal et le soudage à froid.
Por que o aço rápido M2/M42 é preferido em relação ao carboneto de tungstênio para a conversão de papel de grande volume?
As linhas de conversão de papel de alta velocidade enfrentam frequentemente flutuações na tensão da bobina, emendas e contaminantes externos ocasionais. Embora o carboneto de tungstênio ofereça excelente resistência ao desgaste, sua baixa tenacidade à fratura o torna propenso a lascar ou quebrar sob choques repentinos de tensão. O aço rápido (HSS) M2/M42 oferece alta dureza a quente combinada com excelente tenacidade ao impacto, permitindo suportar choques mecânicos sem falhas estruturais.
Como uma alta concentração de austenita retida degrada o desempenho prático de uma faca de corte longitudinal de precisão?
A austenita retida é uma fase cristalina instável e de alta energia em temperatura ambiente. Sob a influência do estresse mecânico cíclico e do calor friccional gerado durante o corte, ela pode se transformar em martensita. Essa transformação é acompanhada por uma expansão volumétrica localizada, que pode alterar o perfil plano da lâmina, levando ao aumento do batimento axial (oscilação lateral) e à perda da precisão de corte.
Por que as lâminas de aço inoxidável 440C apresentam um desgaste (embotamento) acelerado ao cortar materiais compostos densos?
O 440C é um aço inoxidável martensítico projetado principalmente para resistência à corrosão. Para manter suas propriedades inoxidáveis, uma parte significativa de seu cromo permanece dentro da matriz de solução sólida, deixando menos carbono livre e elementos de liga para formar carbonetos duros de vanádio ou molibdênio. Consequentemente, sua resistência máxima ao desgaste abrasivo é menor do que a de aços ferramenta dedicados, como o DC53 ou o aço rápido (HSS) M2.
Quais são as consequências de uma tolerância de ovalização (fora de redondeza) do furo interno no conjunto do eixo de uma cortadora longitudinal?
Se a tolerância do furo interno exceder a especificação H7/G6, a lâmina ficará frouxa no eixo da cortadora, criando um eixo de rotação excêntrico. Essa excentricidade faz com que o batimento radial (excentricidade radial) dispare, o que significa que a lâmina engajará o material em profundidades variáveis ao longo de sua rotação, causando desgaste cíclico e profundidades de corte inconsistentes.
Quais características tornam os pré-impregnados (prepregs) de fibra de vidro altamente abrasivos para os gumes das ferramentas?
As fibras de vidro são compostas por filamentos de sílica amorfa com alta dureza física. Durante o corte longitudinal, esses filamentos atuam como abrasivos finos contra o gume de corte. Se o material da lâmina não tiver volume ou dureza de carbonetos secundários suficientes, as fibras em movimento erodirão rapidamente a matriz, arredondando o perfil do gume.
Qual é o limite de manutenção recomendado para cronogramas de afiação durante paradas programadas?
As lâminas devem ser programadas para reafiamento quando o raio do microgumeβ(rβ)estiver desgastado entre 0,1 mm e 0,2 mm, ou quando a altura da rebarba do produto exceder os limites de qualidade. Esperar que ocorram macro lascamentos ou embotamento severo exige a remoção de uma quantidade significativa de material durante a retífica, o que reduz o número total de ciclos de afiação e corta a vida útil geral da ferramenta em até 60%.
Qual é a principal diferença entre uma configuração de bisel simples (mono-bisel) e uma de bisel composto? a single bevel and a compound bevelconfiguration?
Um bisel simples apresenta um plano inclinado contínuo que leva até o gume de corte, proporcionando um perfil altamente afiado com baixa resistência ao corte. Já o bisel composto introduz um microbisel secundário na extremidade final do gume. Esse microbisel reforça o gume de corte contra altas forças normais e lascamentos, prolongando a vida útil da ferramenta em aplicações exigentes com apenas um aumento mínimo na resistência ao corte.
Aproveite a conveniência de uma importação sem problemas. Do transporte ao desembaraço aduaneiro, cuidamos de todo o processo. Tudo o que você precisa fazer é pagar o IVA e aguardar a chegada de suas mercadorias.
Preços Competitivos
Vimos nossas lâminas se destacarem em inúmeras aplicações e estamos prontos para qualquer projeto que você nos apresentar. Espere precisão, durabilidade e preços competitivos inigualáveis.
ODM & OEM Disponíveis
Seja qual for o seu caso, desenhos, esboços ou amostras, podemos projetar e fabricar para você. Também temos a capacidade de auxiliar na modificação de designs e especificações existentes para melhorar praticamente qualquer aplicação de ferramentas industriais. Entre em contato com nossa equipe de vendas dedicada para discutir suas necessidades específicas.
Controle de Qualidade Rigoroso
Uma série de testes e inspeções são realizadas para controlar a qualidade, incluindo inspeção do primeiro artigo, inspeção de material recebido e materiais certificados, inspeção de qualidade em processo e inspeção de qualidade final.
Aquisição Flexível, Cooperação Ilimitada
Seja você um importador, distribuidor, atacadista ou usuário final, nós o acolhemos. Beneficie-se de MOQs mínimos, consultas sem complicações e maior liberdade de compra.
Monitoramento em Tempo Real do Progresso da Produção
Considere-nos seu monitor exclusivo. Forneceremos atualizações regulares sobre cada etapa crucial de sua linha de produção. Independentemente da distância, você terá informações em tempo real sobre o progresso de seu produto.