
Retalhos e partículas finas são os dois grandes inimigos da qualidade dos grânulos em linhas de corte a quente com anel de água (corte direto na matriz). Os retalhos começam a se formar na matriz quando o corte não é limpo — geralmente devido a uma borda desgastada, ranhuras na matriz, desalinhamento ou condições da água fora das especificações. Esses retalhos se desprendem no secador, transformando-se em partículas finas e pó que reduzem o rendimento, sobrecarregam filtros e secadores e forçam limpezas não planejadas. O impacto disso se traduz em perda de tempo de atividade, aumento do custo total de propriedade e aparência inconsistente que os clientes percebem.
Este guia explica como as lâminas de granulador com revestimento PVD podem prolongar a retenção do fio de corte e reduzir a aderência, ajudando você a obter grânulos mais limpos. Com a configuração e manutenção adequadas, muitas fábricas observam uma faixa hipotética conservadora de -20% a -40% na taxa de rejeitos e finos após a validação, com potencial adicional devido aos intervalos de manutenção mais longos. Você aprenderá sobre mecanismos de falha, seleção de revestimento, procedimentos operacionais padrão (POPs), cálculos de retorno sobre o investimento (ROI) e um plano de validação que poderá executar em sua própria linha.
Principais conclusões
- Definir um indicador-chave de desempenho (KPI) específico: taxa de rejeitos e partículas finas na saída do secador, medida por peneiramento/análise úmida, e validar com testes A/B controlados.
- As lâminas de peletizadoras com revestimento PVD mantêm uma aresta mais afiada e com menor atrito por mais tempo, proporcionando um corte mais limpo e menos resíduos/partículas finas quando combinadas com sobreposição/pressão e controle de água adequados.
- Considere faixas de melhoria conservadoras (−20% a −40%) como uma hipótese testável; confirme com dados antes de dimensionar.
- Padronize a configuração da lâmina/matriz, a estabilidade do circuito de água e a documentação de reafiação/revestimento para consolidar os ganhos e prolongar a vida útil.
Modos de falha a serem corrigidos

Cortes irregulares e difusos
A formação de filamentos ocorre quando o polímero não é cortado de forma limpa na face da matriz. As causas comuns incluem uma borda cega (raio da borda crescente), ranhuras ou lascas na superfície de corte da matriz, água de fusão ou de processo muito quente que impede a formação rápida de filamentos, ou contato irregular devido a desalinhamento ou excentricidade do eixo. O sinal visual é um filamento fino nos grânulos e superfícies borradas na face de corte. As soluções práticas concentram-se em restaurar uma borda afiada e uniforme, recondicionar a matriz se houver ranhuras e equilibrar as temperaturas para que o corte separe em vez de borrar. Notas de solução de problemas da indústria enfatizam que água quente e alta temperatura de fusão agravam o borramento no corte, enquanto faces de matriz lisas e planas e lâminas afiadas promovem uma separação limpa. Para uma introdução aos mecanismos, consulte a discussão no artigo de solução de problemas da Plastics Technology sobre problemas de granulação subaquática em Mitigação e resolução de problemas na granulação subaquática (Tecnologia de Plásticos, 2021+).
Geração de partículas finas e poeira
As partículas finas geralmente se originam das mesmas extremidades: quando os grânulos chegam ao secador, as protuberâncias se desprendem e se transformam em pó. A recirculação dessas partículas finas pode interferir no corte e no transporte se a filtragem for deficiente. Se a tendência de partículas finas aumentar após a troca de lâminas ou manutenção da matriz, verifique primeiro a limpeza do corte e a filtragem do circuito de água. Sistemas de circuito fechado com fluxo adequado e filtragem constante reduzem o re-arrastamento. Fabricantes de equipamentos originais (OEMs) e fornecedores do setor enfatizam que a filtragem e a estabilidade das condições da água são necessárias para evitar interrupções no processo que elevam a quantidade de partículas finas; veja Visão geral da Davis-Standard sobre problemas comuns de qualidade de pellets Para contexto adicional.
Lascamento nas bordas e microfissuras
A microlascagem na aresta de corte gera caudas e grânulos irregulares. Ela pode ser desencadeada por incompatibilidade de dureza entre a lâmina e a matriz, contaminação por partículas ou revestimentos frágeis com baixa adesão/equilíbrio de tensão. O sinal característico é uma aresta áspera sob ampliação de 50 a 200 vezes e ruído/vibração cíclico durante o corte. As contramedidas incluem a seleção de revestimentos/camadas intermediárias mais resistentes, a verificação da adesão do revestimento e a manutenção da face da matriz livre de defeitos. Mantenha o alinhamento concêntrico e verifique a integridade dos rolamentos para evitar choques de contato que lascam a aresta. O posicionamento automatizado da lâmina pode ajudar a estabilizar o contato; veja Conceito de posicionamento de lâmina EAC da MAAG.
Por que as lâminas de granulador com revestimento PVD têm vida útil dobrada?

Os revestimentos PVD não resolvem magicamente problemas de alinhamento, mas reduzem a velocidade de propagação de partículas finas e resíduos. Imagine a borda como um lápis: uma vez arredondada ou danificada, ela borra em vez de cortar. O PVD adiciona uma camada resistente e de baixo atrito que ajuda a "ponta do lápis" a permanecer afiada e precisa.
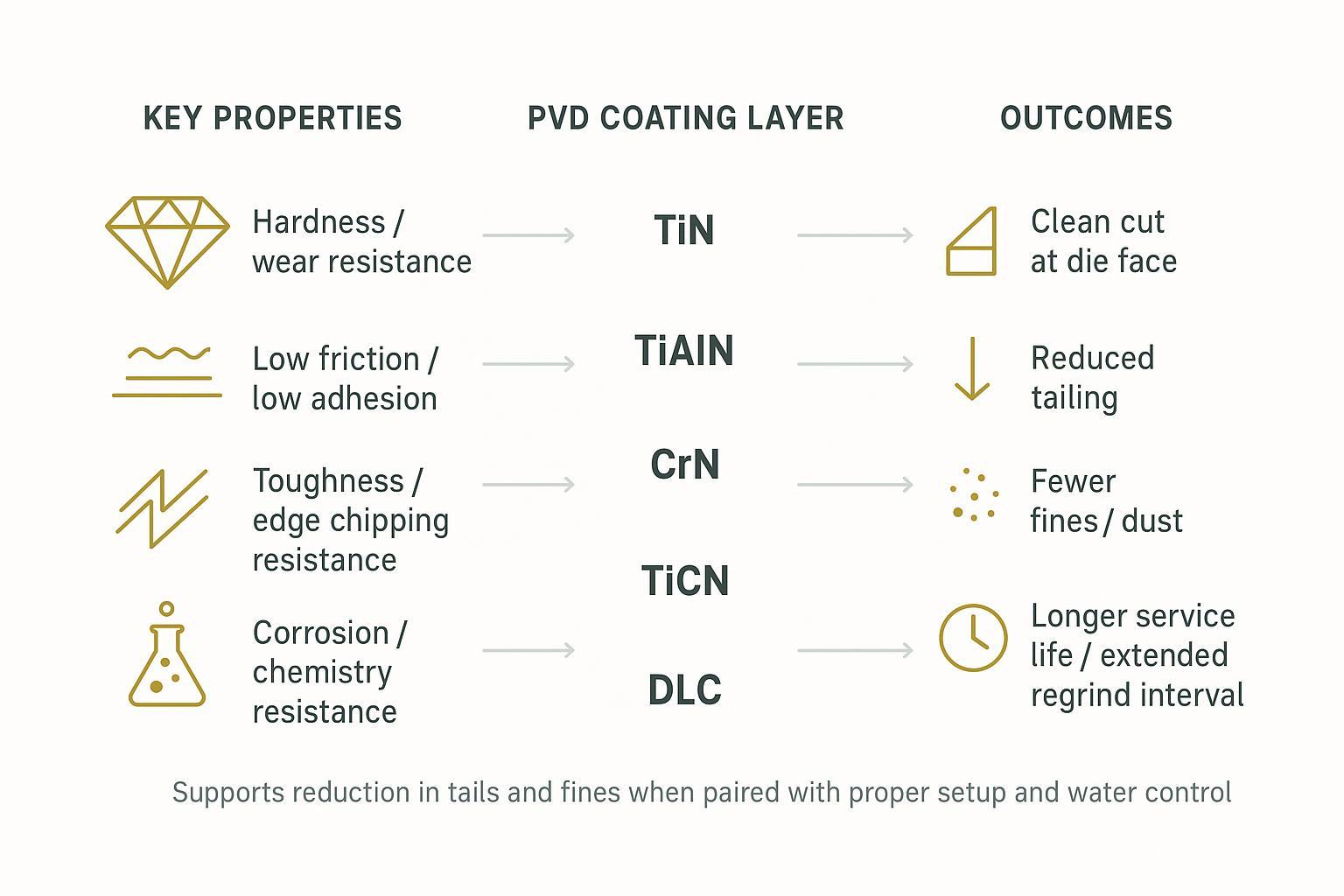
Dureza e resistência ao desgaste
Maior dureza e microestrutura estável resistem ao desgaste abrasivo, retardando o crescimento do raio da aresta que causa o borramento na face da matriz. Nitretos como TiN e TiAlN são camadas de desgaste comprovadamente eficazes com boa dureza a quente. Ao preservar uma aresta nítida por mais tempo, eles estendem o intervalo entre as trocas de matriz e reduzem o período em que as rebarbas têm maior probabilidade de se desenvolver.
Baixo atrito, antiaderente
O baixo atrito e a baixa afinidade com o polímero reduzem a aderência e o acúmulo na borda. Camadas de CrN, TiCN e DLC são comumente usadas em aplicações de contato com polímeros porque ajudam o material fundido a deslizar pela aresta de corte em vez de se espalhar sobre ela. Menos acúmulo significa um corte mais limpo e menos resíduos que posteriormente se fragmentam em partículas finas.
Resistência, tensão e adesão
Um revestimento duro, porém quebradiço, pode sofrer microfissuras ou lascas, criando novos pontos de início para o acúmulo de partículas finas e resíduos. Camadas intermediárias adequadas e empilhamentos com tensão equilibrada melhoram a adesão e a resistência, de modo que a borda revestida resiste a lascas sob contato intermitente e impactos de detritos. Isso se traduz em uma geometria de grânulos mais estável e maior vida útil em processos de reprocessamento.
Escolha o revestimento certo
TiN, TiAlN: estabilidade térmica e basal
O TiN é uma base sólida para muitas ferramentas: alta dureza com resistência ao desgaste confiável. O TiAlN melhora a dureza a quente e a resistência à oxidação, sendo útil em aplicações onde as temperaturas da face da matriz são mais elevadas ou onde é necessária maior estabilidade térmica. Para PE/PP sem carga, essas camadas podem proporcionar forte retenção de fio; no entanto, se a aderência for um problema crônico, considere combiná-las com uma camada de menor atrito ou um nitreto diferente.
CrN, TiCN: tenacidade e baixa adesão
O CrN e o TiCN equilibram a dureza com menor atrito e menor afinidade com o polímero. Na prática, ajudam a reduzir o espalhamento e o acúmulo no corte e resistem ao lascamento das bordas — o que é particularmente valioso com PP reforçado, onde cargas abrasivas e pegajosidade coexistem. A seleção deve levar em consideração a família da resina, a quantidade de carga e seus padrões de falha históricos (rebarbas, partículas finas ou lascamento).
Pilhas DLC: controle de atrito e corrosão
O revestimento DLC oferece a interface mais lisa e uma dureza muito alta, sendo frequentemente aplicado como uma pilha multicamadas com camadas intermediárias de adesão. É uma opção interessante quando o desempenho antiaderente é fundamental ou quando a composição química da água apresenta riscos de corrosão. Confirme os limites térmicos e a espessura do revestimento para preservar a nitidez da borda sem criar uma superfície quebradiça.
Divulgação: MAXTOR METAL é um produto nosso. Como exemplo neutro, as equipes de processo frequentemente alinham a escolha do revestimento com a documentação de remanufatura e as verificações de aceitação. Um fornecedor como MAXTOR METAL Podemos fornecer lâminas para granuladores com revestimento PVD e dar suporte ao registro de reafiação/revestimento (números de série, dureza, rugosidade, notas de adesão) para que seus registros de controle de qualidade e validação estejam sempre prontos para auditoria. Para conceitos mais abrangentes de manutenção, consulte o guia interno sobre dicas de manutenção de lâminas industriais.
Procedimento Operacional Padrão (POP) para instalação e manutenção
sobreposição e pressão entre a lâmina e a matriz
- Bloqueio/etiquetagem e garantia de proteção. Verifique os rolamentos do rotor e a excentricidade do eixo com um relógio comparador no cubo da lâmina; corrija se o TIR exceder os limites do equipamento. Rastreamento irregular gera caudas e ruído.
- Estabeleça um contato uniforme usando o método de padrão de contato/sem impressão do seu fabricante original. Comece com o contato mais leve possível, um contato superficial, e aumente a intensidade gradualmente, monitorando a carga do motor e o formato do pellet. Sistemas automatizados de posicionamento das lâminas, quando disponíveis, auxiliam na manutenção de uma sobreposição consistente.
- Inspecione a geometria dos grânulos para verificar se são cilindros uniformes, sem faces borradas. Se observar marcas cíclicas, verifique novamente o alinhamento e a uniformidade do contato antes de ajustar a pressão da água.
Temperatura e qualidade da água
- Busque uma formação rápida de película no corte, sem fragilização. Água excessivamente quente suprime a formação de película e promove o borramento; água excessivamente fria dificulta a secagem. Ajuste a temperatura da resina dentro da faixa ideal e mantenha-a constante durante os turnos.
- Mantenha um fluxo adequado em circuito fechado e uma filtração eficaz. O aumento da pressão diferencial nos filtros ou a presença visível de partículas finas recirculadas são sinais de alerta — resolva-os antes que se agravem, resultando em níveis elevados de partículas finas e sobrecarga do secador. Para uma revisão dos fundamentos da água de processo e contexto do sistema, consulte o artigo. Visão geral dos sistemas de pelotização da MAAG.
- Caso surjam manchas ou corrosão inexplicáveis, verifique a composição química e a condutividade da água. Ajuste o tratamento para proteger as superfícies da matriz e da lâmina.
Ciclos de retificação e revestimento
- Inspecione as bordas com ampliação de 50 a 200×. Acione o retífica quando o raio da borda aumentar ou quando aparecerem micro-lascas; evite entrar no regime de borramento. Após o recondicionamento da superfície da matriz, confirme a planicidade e uma superfície de corte lisa por meio de perfilometria. Uma visão geral prática do recondicionamento da superfície está disponível em [referência]. Melhores práticas de recondicionamento de matrizes para granulação subaquática.
- Limitar a remoção de material e preservar a geometria. Após um determinado número de retificações, planejar uma nova camada de revestimento para restaurar as propriedades da superfície e a adesão; confirmar a nitidez das arestas e a uniformidade da espessura após a aplicação do revestimento.
- Mantenha um registro de recondicionamento/revestimento: número de série, material/substrato, revestimento, quantidade de recondicionamentos, anotações sobre dureza e rugosidade, anotações do teste de adesão, operador/data e verificação de aceitação. Para lógica de inspeção adaptável ao controle de qualidade de granuladores, consulte Etapas de solução de problemas para facas de corte industriais.
ROI e controle de risco

Um breve estudo de caso anonimizado (medição validada): Em uma linha de remanufatura de PE na Europa Central, com capacidade de 3 t/h, a equipe substituiu as lâminas HSS padrão por lâminas de TiCN revestidas com PVD e manteve as configurações de sobreposição e água constantes durante uma campanha A/B. A amostragem utilizou amostras compostas coletadas ao final do turno e lavagem úmida ASTM D7486 (mais peneiras secas D1921) ao longo de um período de referência de 3 semanas e um período de teste de 3 semanas. A fração de rejeitos + finos caiu de ~2,5% para ~1,8% em massa (≈−28%), com telas de secagem mais limpas e menos trocas de filtro; os operadores enfatizaram que a estabilidade da sobreposição e o controle da água eram necessários para obter ganhos.
Cálculos de transição e tempo de atividade
Quantifique o tempo de inatividade evitado devido a intervalos de manutenção mais longos. Exemplo de estrutura: Tempo de inatividade evitado (h/ano) × margem de contribuição ($/h) = valor do tempo de atividade. Adicione a mão de obra de manutenção economizada. Mantenha as premissas conservadoras e documente as horas de operação da máquina antes e depois da alteração.
Sucata, finos e rendimento de qualidade
Seu principal indicador de desempenho (KPI) é a taxa de rejeitos e finos na saída do secador, em massa. Estabeleça uma linha de base ao longo de 2 a 4 semanas e, em seguida, realize testes A/B com a nova lâmina/revestimento. Se você medir uma redução de −20% a −40%, traduza-a em rendimento e custo: Produtividade (t/h) × horas de operação × preço/ton × ganho de rendimento menos descarte de sucata e reprocessamento. Menos finos também podem prolongar a vida útil do filtro e reduzir a incrustação do secador; inclua essas economias em peças e mão de obra. Para contexto sobre mecanismos para resultados, consulte O Caminho para a Perfeição dos Pellets (Tecnologia de Plásticos).
Documentação e inspeção
Como saber se a melhoria é real e repetível? A validação exige disciplina: registro das configurações da lâmina (por meio de um indicador de contato), temperatura da água, temperatura de fusão/MFI, vazão e registros de amostragem. Utilize métodos alinhados com a norma ASTM — peneiramento a seco para distribuição granulométrica e lavagem úmida para partículas finas abaixo de 500 µm — para que os resultados sejam comparáveis. Um ponto de partida acessível é Página de visão geral da análise úmida da norma ASTM D7486Aplique um teste estatístico simples (teste t ou Mann-Whitney) para confirmar a significância antes de expandir para toda a planta. Mantenha os critérios de aceitação e os registros de reprocessamento anexados a cada campanha.
Para peneiramento a seco de grânulos e pellets de plástico (classes de tamanho >500 µm), consulte a norma ASTM de 2018. D1921 Métodos de ensaio para determinação do tamanho das partículas (análise granulométrica) de materiais plásticos, que especifica a seleção da pilha de peneiras, a agitação e a geração de relatórios para comparações entre lotes.
Combine com a sua linha
Gala/MAAG e outros ecossistemas
Os sistemas de anel d'água/subaquáticos de todos os fabricantes seguem os mesmos princípios fundamentais. O rastreamento das pás, o contato uniforme e as condições estáveis da água são aplicáveis, independentemente de sua plataforma ser um projeto Gala/MAAG ou outro ecossistema. Quando disponíveis, os sistemas automatizados de posicionamento das pás ajudam a manter a repetibilidade; consulte o manual do seu fabricante para obter os pontos de ajuste exatos e as especificações de torque.
Tolerâncias e acabamento superficial
As interfaces entre a matriz e a lâmina devem ser planas, paralelas e isentas de defeitos. Após o recondicionamento da matriz, remova o mínimo de material possível com retificação controlada por fluido de corte e verifique com a inspeção 100%. Mantenha a interface de corte lisa para evitar o início de manchas; preserve a geometria a cada retificação e revestimento.
Plano de integração e peças de reposição
Antes de trocar revestimentos ou fornecedores, realize uma validação controlada em uma receita estável. Elabore um plano de peças de reposição que cubra lâminas, janelas de manutenção da matriz, rolamentos e componentes do eixo, filtros/telas e ferramentas de inspeção (indicadores de mostrador, microscópio, perfilômetro). Alinhe os prazos de entrega dos fornecedores de retificação/revestimento com a sua frequência de trocas para evitar compras emergenciais. Para uma revisão dos fundamentos das lâminas de granuladores no processamento de plásticos, consulte Este guia prático sobre lâminas industriais em plásticos.
Conclusão
Cortes limpos na face da matriz são o caminho mais rápido para menos rejeitos e menos poeira. As lâminas do granulador com revestimento PVD ajudam, mantendo a lâmina afiada e lisa por mais tempo, mas apresentam melhor desempenho quando combinadas com uma configuração rigorosa e condições de água estáveis. Use o plano de validação para testar uma faixa de hipótese conservadora (por exemplo, rejeitos + finos de -20% a -40%) em sua própria linha e, em seguida, consolide os ganhos com documentação de reafiação/revestimento e um plano de peças de reposição.
Próximos passos: escolha um revestimento adequado à sua resina e aos modos de falha, ajuste metodicamente o contato entre a lâmina e a matriz e as condições da água, e estabeleça um registro de reafiação/inspeção para que as melhorias persistam ao longo dos turnos.
Uma resposta