
Одновальные измельчители не "замедляются" случайным образом.
Ключевой выводЕсли ваша команда зациклилась на одноосевых лезвиях для измельчителя, заострять против заменять Принимайте решение, не гадайте — сначала измерьте зазор, проверьте момент затяжки и зафиксируйте значения ампер/тонну и PSD.
В большинстве случаев проблема заключается в нарушении геометрии режущей системы: режущие блоки/наконечники ротора и ножи станины (статор) перестают чисто срезать материал, зазоры смещаются, или крепежные элементы перестают держать. Результат предсказуем — увеличение силы тока, повышение температуры, нестабильный размер частиц и неожиданные простои.
В этом руководстве основное внимание уделяется тем частям, которые вы можете контролировать во время технического обслуживания:
- Ножи статора и режущие блоки/наконечники ротора (Материалы и конструкция могут различаться в зависимости от производителя)
- The измерения и записи которые позволяют вам решить, следует ли заточить или заменять без риска для безопасности или общей стоимости владения (TCO)
Что вам понадобится (и почему эти инструменты важны): щупы (для измерения зазора), динамометрический ключ (для измерения силы зажима), линейка (для ровной посадки), вороненая/маркировочная паста (для проверки контакта) и журналы учета (для контроля тенденций).
Сопоставьте эти инструменты с проверками, которые вы будете повторять:
- зазор для ножей шредераЩупы + записанная схема измерений
- Техническое обслуживание статора (ножа станины): проверка на соответствие линейке, состояние седла и осмотр места соединения зажима.
- осмотр блока режущего инструмента ротора: проверка состояния кромок, посадки в гнезде и биения/осевого люфта (по рекомендациям производителя)
- последовательность затяжки лезвий измельчителя: поэтапная схема затяжки плюс повторная проверка момента затяжки
Суть решения проста: обеспечить стабильное время безотказной работы и производительность, избегая при этом двух дорогостоящих ошибок —слишком долго эксплуатируется затупившаяся сталь или Замена стали, которая нуждалась лишь в контролируемой заточке/вращении..
Безопасность и подготовка
Предупреждение о безопасности и редакционная заметка
Данное руководство предназначено для общего планирования технического обслуживания и обучения. Всегда следуйте инструкциям производителя вашего измельчителя и процедурам охраны труда и техники безопасности, действующим на вашем предприятии.. Работы внутри режущей камеры должны выполняться только сотрудниками. квалифицированный персонал с использованием проверенной системы блокировки/маркировки. Авторы не несут ответственности за неправильное использование или отклонения от требований производителя.
Последнее обновление: 12.04.2026 (технический обзор для ясности; технические характеристики производителя могут отличаться в зависимости от модели машины).
Основные правила использования системы LOTO (OSHA 1910.147)
Прежде чем запускать руки внутрь режущей камеры, следует помнить, что это работа с использованием опасной энергии.
OSHA — 1910.147 – Контроль опасной энергии (блокировка/маркировка) Требуется процедура управления энергией, которая включает в себя отключение, изоляцию, применение устройств блокировки/маркировки, контроль накопленной энергии и проверка.
На практическом уровне:
- Выявите и изолируйте все источники энергии (электрическую, гидравлическую, пневматическую, механическую, запасенную энергию).
- Наденьте персональные замки/метки на энергоизолирующие устройства.
- Высвобождение или сдерживание накопленной энергии (снижение давления, блокировка движения, поддержка подвешенных частей).
- Перед началом работ убедитесь в отсутствии изоляции. (проверка/тестирование, измерение, где это применимо). OSHA Приложение А. Типичная минимальная процедура блокировки. Это хорошая отправная точка для разработки или аудита этапов вашего сайта.
⚠️ ПредупреждениеНикогда не пытайтесь “проверить” зазор или посадку привода, слегка ударяя по нему. Любые проверки вращения должны проводиться вручную и только после подтверждения изоляции от источника энергии.
Инструменты, измерительные приборы и базовые показатели
Перед тем как откручивать крепежные детали, подготовьте необходимые инструменты:
- Щупы охватывающий диапазон, указанный вашим производителем оригинального оборудования (OEM).
- Динамометрический ключ (и множитель, если необходимо)
- Прямая (Проверка плоскостности посадочного места/ножа)
- Вороненая/маркировочная паста для подтверждения схемы контактов (если это поддерживается процедурой вашего производителя оборудования).
- Журналы учета (или в цифровом виде) для регистрации зазора, экспозиции, крутящего момента и симптомов.
Исходные данные — это то, что превращает техническое обслуживание в повторяемый процесс принятия решений:
- Ток холостого хода и типичный ток под нагрузкой для ключевых материалов.
- Типичная производительность и распределение частиц по размерам (PSD)
- Результаты стандартной проверки зазора в “холодном” режиме и необходимость проведения “повторной проверки в горячем режиме” после обкатки.
Последовательность затяжки крепежных элементов и повторной проверки момента затяжки
Лезвия обычно выходят из строя в местах соприкосновения, прежде чем сталь “изнашивается”. Нож, который неправильно установлен или зажат, может выглядеть как проблема с заточкой — до тех пор, пока не сломается болт, не отколется лезвие или не возникнет контакт ротора и статора.
Следуйте рекомендациям производителя относительно момента затяжки и последовательности действий. Общие правила таковы:
- Очистите поверхности соприкосновения с сиденьями и крепежными элементами.
- Момент затяжки этапы (например: частичный → средний → финальный) с использованием шаблона OEM
- Проверьте еще раз после того, как весь узор будет готов.
- Если производитель оборудования предписывает обкатку, запланируйте её. повторная затяжка после обкатки и (если указано) повторная проверка горячего доступа
Осмотр и замеры
Перед принятием решения о заточке или замене проведите приемочные проверки.
Для обеспечения единообразия решений между сменами и разными техниками определите несколько проверок приемки, которые ваша команда должна зафиксировать:
- Карта зазоров: Измерить и зарегистрировать зазоры в нескольких точках вдоль ножа станины (слева/по центру/справа) и в разных положениях ротора.
- Целостность зажима: Убедитесь, что сиденья чистые и ровные; затяните крепежные элементы поэтапно в соответствии с последовательностью действий производителя, затем выполните повторную проверку с документацией.
- Бесконтактное подтверждение: Проведите ручное вращение (только после проверки системы блокировки и маркировки), чтобы убедиться в отсутствии контакта ротора с основанием.
- Проверка результатов после выполнения действия: После повторной заточки/поворота или замены проведите контролируемую проверку и подтвердите, что показатели ампер/тонна и PSD возвращаются к исходным значениям для того же диапазона параметров материала.
Эти проверки не заменяют спецификации производителя — они упрощают доказательство того, что вы их соблюдали.
Показатели износа и производительности
Используйте два типа индикаторов — то, что вы можете видеть, и то, что вам сообщает машина.
Показатели эффективности которые часто проявляются перед катастрофическими сбоями:
- Увеличение нагрузки на двигатель (Увеличение силы тока/ампера при одинаковом питании и материале)
- Нагревать (более высокие температуры камеры/привода, большее загрязнение пластика)
- Потери пропускной способности (снижение количества тонн в час при том же рабочем диапазоне)
- Нестабильность размера частиц (больше мелких частиц/пыли, больше крупнозернистого материала, неравномерная нарезка)
- Изменения шума/вибрации (трение, повторяющиеся удары, “новые” вибрационные сигнатуры)
Эти симптомы широко упоминаются в качестве ранних предупреждений в руководствах по передовым методам обслуживания шредеров, таких как: Рекомендации журнала Waste Advantage по техническому обслуживанию измельчителей отходов (2018 г.) и рекомендации по ежедневной проверке, такие как Технические проверки одноосевых шредеров Energycle (2026).
Визуальные индикаторы Проверить в режиме безопасного доступа:
- Закругление/загиб кромок, блестящие следы износа, зазубрины
- Сколы, трещины или локальные “отсутствующие” углы (особенно после загрязнения)
- Изменение цвета, указывающее на перегрев/контакт.
- Неравномерный износ по всей длине ножа (часто указывает на проблемы с посадкой или параллельностью).
Если вы наблюдаете повторное образование сколов, рассматривайте это как системную проблему (загрязнение, зазор, зажим), прежде чем обвинять сталь. Поможет структурированный контрольный список — см. Измельчение лезвий одноосевого шредера: руководство по устранению неполадок. для подтверждения общих категорий первопричин.
Диапазоны зазоров и экспозиции ножа (проверьте в соответствии с требованиями производителя).
Расстояние между ножом и поверхностью — это не параметр, который можно установить один раз.
Именно здесь в большинстве случаев возникают предвзятые мнения относительно заточки или замены лезвий одноосевых измельчителей: затупившаяся кромка и смещение зазора могут выглядеть одинаково снаружи, но исправляются они по-разному.
Это геометрическая взаимосвязь между ножами ротора и ножом станины (статором), и Это зависит от конструкции производителя, диаметра ротора, типа ножа и материала..
Что имеет значение на практике:
- Равномерный зазор по всей длине ножа. (слева/в центре/справа), а не просто одна точка измерения.
- Стабильность положения ротора во всех положениях (Поверните и перепроверьте, чтобы избежать скрытого заедания)
- Параллелизм и качество сидений (Заусенцы или посторонние частицы в седле могут испортить ваши измерения)
Хороший полевой метод заключается в том, чтобы рассматривать процесс установки оборудования как контролируемый процесс, а не как предположение:
- Чистые сиденья и карманы
- Плотно закрепите резцы так, чтобы они полностью вошли в посадочное место.
- Отрегулируйте положение ножей станины в соответствии с используемым вами методом (прокладки/винты/клинья).
- Проведите замеры щупами в нескольких точках и запишите полученные значения.
- Затягивайте с заданным моментом поэтапно, затем повторно измерьте.
- Поверните руку и убедитесь в отсутствии контакта.
Пошаговый подход, отражающий принципы данной дисциплины (с акцентом на цели, специфичные для производителей оригинального оборудования), см. в следующем разделе. Комплект для обеспечения зазора между лезвиями измельчителя MAXTOR METALuруководство.
Документация и контроль качества
Как установить собственные пороговые значения для вмешательства (без догадок)
Если вы не можете опубликовать или подтвердить числовые целевые значения OEM на практике, вы все равно можете избежать решений, принимаемых “на основе интуиции”, определив их самостоятельно. триггеры, специфичные для конкретного сайта на основе ваших собственных базовых показателей:
- Шаг 1 — Установите исходные показатели: Записывайте показания ампер/тонну (или кВт·ч/тонну), PSD и “холодного” зазора, если ножи заведомо исправны.
- Шаг 2 — Определите пределы дрейфа: установить внутренний триггер при ампер/тонна увеличивается на заданный % при одинаковом составе материалов или когда изменчивость распределения размеров частиц превышает допустимые пределы для последующих этапов производства.
- Шаг 3 — Связать триггеры с проверками: При срабатывании спускового механизма необходимо составить карту зазоров (в нескольких точках/положениях ротора) и проверить момент затяжки, соответствующий спецификации, прежде чем принимать решение о заточке или замене.
- Шаг 4 — Проверка после выполнения действия: После повторной заточки/поворота или замены убедитесь, что показатель возвращается к исходному уровню во время контролируемой проверки.
Примечание: Эти факторы помогут вам принять решение. Когда следует проводить осмотр и вмешиваться. Они не заменяют заводские параметры зазора, геометрии или крутящего момента., которые остаются высшим авторитетом.
Если ваша цель — предсказуемое время безотказной работы, то журнал учета является частью системы резки.
Минимальный набор мер контроля качества, который быстро окупается:
При желании мы можем предоставить простой вариант. Карта зазоров + подтверждение момента затяжки + симптомы Шаблон журнала учета (электронная таблица или распечатываемый контрольный список), соответствующий полям, перечисленным ниже.
- Записывать показания клиренса (по положению), обнажение ножа, и значения крутящего момента (или подтверждение соответствия момента затяжки спецификациям)
- Примечание смесь материалов а также любые известные случаи загрязнения (металлические обломки, стекло, камни)
- Отслеживать ампер/тонна тренд (или другой нормализованный энергетический индикатор) и дрейф PSD
- Требуется заключение от второго лица после любого вмешательства режущего инструмента/ножа
Краткое описание бренда (не рекламное, основанное на фактах): MAXTOR METAL поддерживает программы по выпуску ножей для шредеров, предоставляя отслеживаемую документацию и поддержку совместимости.
Краткое примечание о бренде (для обеспечения прозрачности): приведенные выше рекомендации по техническому обслуживанию носят образовательный характер; упоминания продуктов/услуг ниже предоставляются только в качестве дополнительного способа получения/поддержки.
В зависимости от области применения, их продукция с фиксированным лезвием включает в себя различные варианты материалов и стандартные этапы контроля качества (сертификаты материалов, проверка первого образца и контроль в процессе производства). Они также предлагают помощь OEM/ODM-производителям в согласовании чертежей/образцов и проверке соответствия и совместимости — см. примечания по материалам и контролю качества на сайте. Примечания по материалам и контролю качества одноосевого измельчителя MAXTOR METAL с фиксированным лезвием.
Заточка против замены (лезвий одноосного шредера)
Когда следует повторно заострять изображение (пределы и геометрия)
Повторная заточка (или поворот сменных кромок) — правильный шаг, если можно восстановить геометрию режущей кромки. без нарушение целостности зажимных соединений или создание проблем с контролем зазоров.
Повторная заточка обычно имеет смысл в следующих случаях:
- Износ происходит постепенно и равномерно (края затупились/закруглились), структурных повреждений нет.
- Корпус ножа по-прежнему соответствует требованиям производителя к геометрии (углы, ширина направляющих, минимальная толщина).
- После повторной сборки вы сможете восстановить зазор без проблем.
- Болты, шайбы и седла находятся в хорошем состоянии и выдерживают необходимый момент затяжки.
Перед началом цикла заточки необходимо провести следующие практические проверки:
- Проверка линейки на наличие явных изгибов или деформаций сиденья.
- Маркировочная масса/синяк (если используется в вашей процедуре) для подтверждения правильности контактных поверхностей.
- План измерения зазора в “холодном” режиме и план повторной проверки после обкатки.
Когда следует производить замену (повреждения, ограничения, постоянные потери)
Замена является более безопасным и дешевым решением в тех случаях, когда сталь (или окружающие ее элементы) не могут надежно вернуться к заданным техническим характеристикам.
Замена обычно является правильным решением в следующих случаях:
- У вас есть сколы, трещины, изломы или отсутствующие углы которые действуют как концентраторы напряжений
- Нож поступил в производство OEM-производителя. минимальные размеры после предварительной шлифовки/вращения
- Понимаете постоянная потеря производительности после надлежащей заточки и правильной настройки зазоров (амперы остаются высокими, PSD остается нестабильным)
- Крепежные элементы не выдерживают крутящего момента, или же посадочные места/гнезда повреждены таким образом, что невозможно обеспечить параллельность.
- После настройки вы наблюдаете повторяющиеся следы контакта ротора со станиной или трения (это указывает на более серьезную скрытую проблему).
Процесс принятия решений и утверждения.
Повторяемый рабочий процесс сокращает время простоя, поскольку исключает необходимость проведения технического обслуживания по принципу “попробуй и посмотри”.
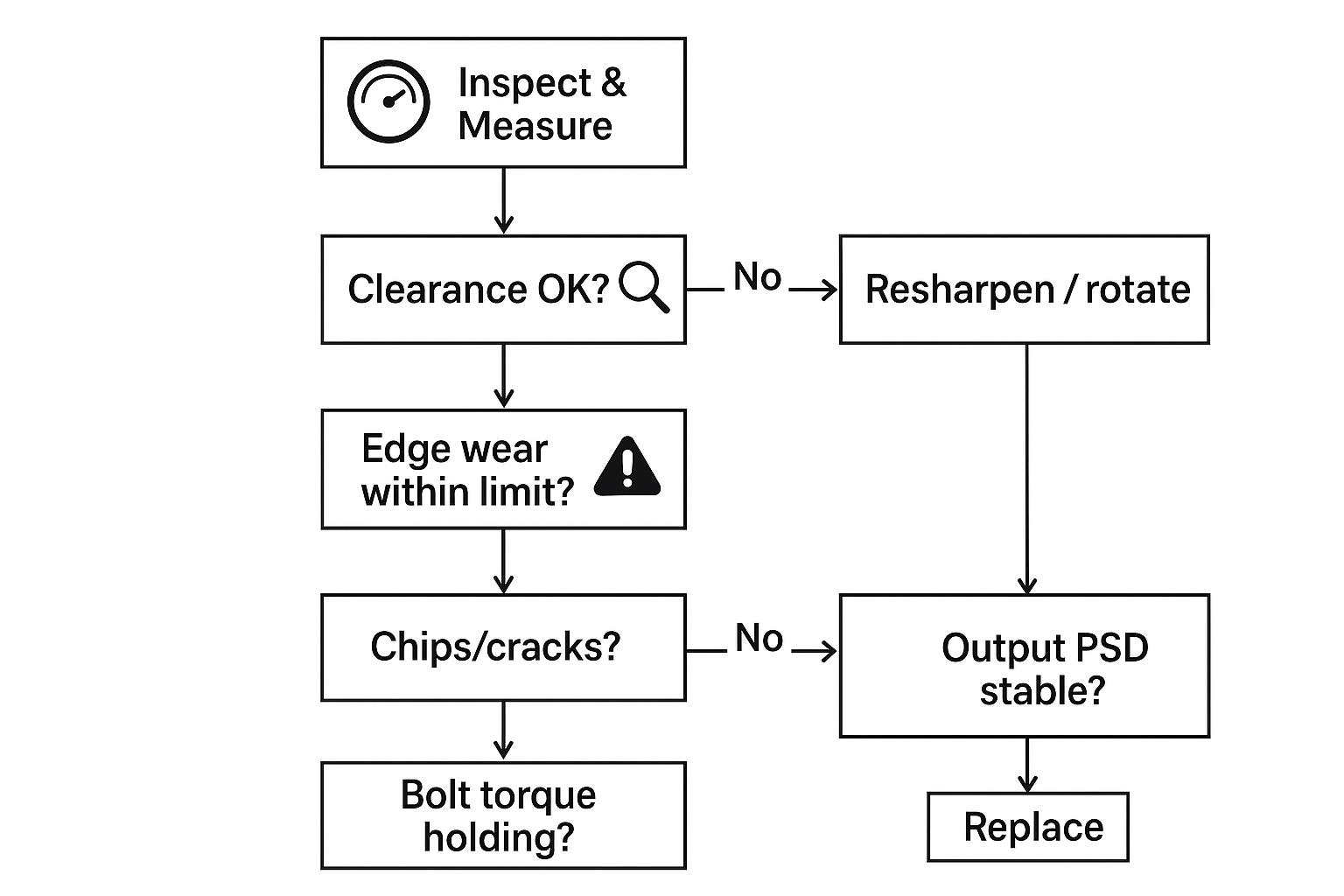
Используйте простой алгоритм принятия решений:
- LOTO + проверка нулевого энергопотребления.
- Осмотрите кромки и сиденья; задокументируйте виды повреждений.
- Измерьте зазор в нескольких точках и положениях ротора (проверьте в соответствии с рекомендациями производителя).
- Убедитесь, что момент затяжки соответствует спецификации, и перепроверьте после поэтапной затяжки.
- Решать:
- Восстанавливаемая геометрия + стабильная фиксация → повторная заточка/поворот.
- Повреждение/ограничения/постоянная потеря или нестабильность зажима → замена.
- Согласование двумя лицами: техническое обслуживание и эксплуатация (а также охрана труда и окружающей среды, если это требуется на вашем объекте).
Рычаги частоты вращения педалей и совокупной стоимости владения
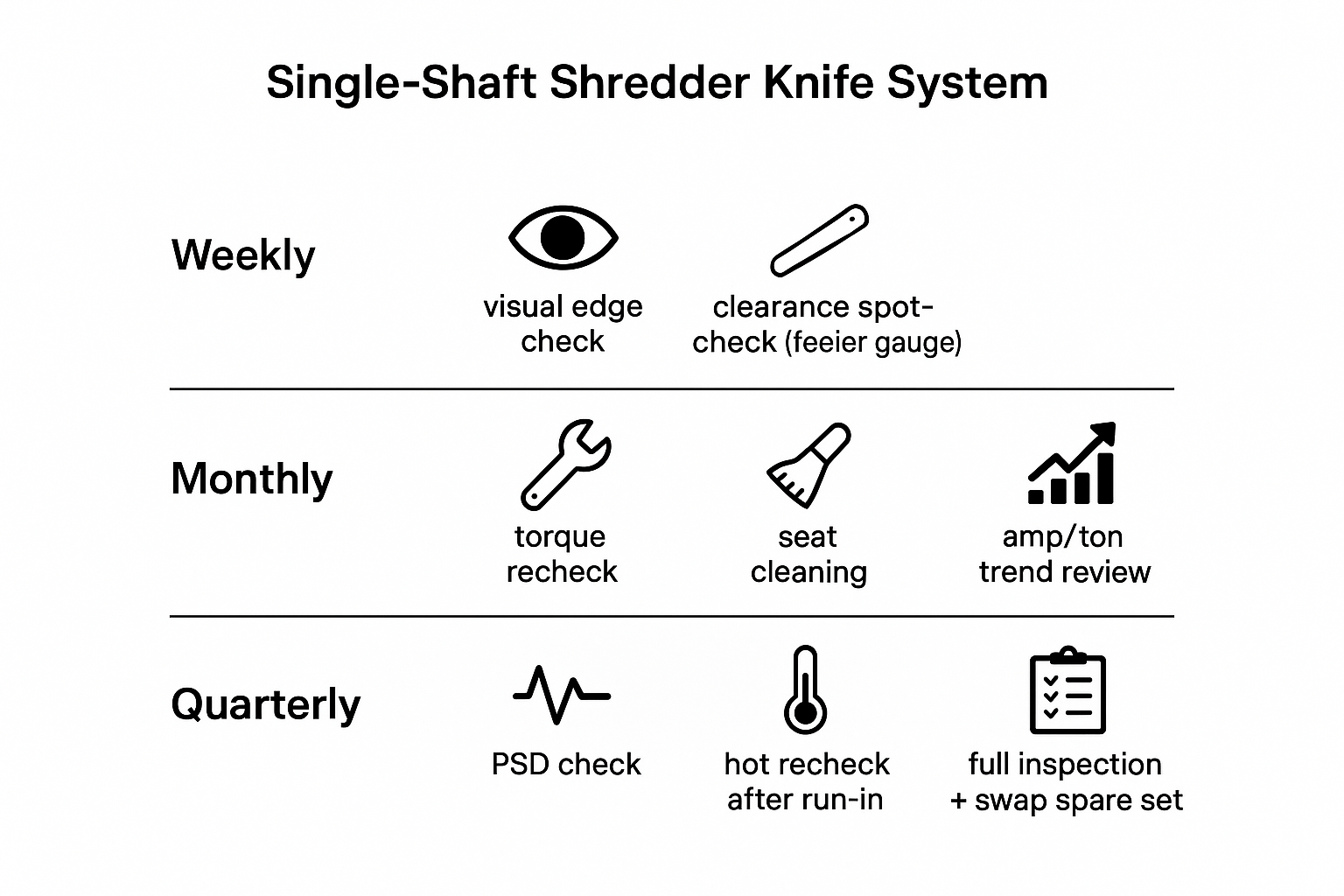
Интервалы технического обслуживания в зависимости от вида работ и используемых материалов.
Планирование интервалов должно отражать реальность: рабочий цикл, загрязнение и абразивность влияют на износ в большей степени, чем календарное время.
Используйте руководство производителя в качестве отправной точки, а затем внесите корректировки на основе данных, полученных из ваших журналов:
- Повышенное загрязнение/абразивные материалы → сокращение интервалов осмотра и повторной проверки момента затяжки
- При работе с пленочными материалами, которые размазываются, следует уделять больше внимания тепловому воздействию и смещению зазоров.
- Риск наличия твердых включений/посторонних металлических примесей → увеличить частоту проверок и усилить контроль за поступлением материалов.
Главное — последовательность: проводите небольшие проверки чаще, вместо того чтобы ждать полной разборки системы.
стратегия запасных частей и обмена
Самый быстрый способ сократить время простоя — это не героический ремонт, а плановая замена.
Практическая стратегия обеспечения запасными частями:
- Держите запасной комплект роторных резаков и ножей для станины (а также необходимых крепежных элементов), готовых к установке.
- Стандартизируйте наборы прокладок и измерительные инструменты, чтобы настройка зазоров была воспроизводимой.
- Обращайтесь с заточенными наборами инструментов как с калиброванными инструментами: маркируйте их, записывайте историю заточки и храните, чтобы предотвратить повреждение кромки.
Такой подход позволяет извлекать изношенную сталь, устанавливать проверенный комплект и затачивать лезвия в автономном режиме, не превращая измельчитель в объект технического обслуживания на всю смену.
Показатели тренда: ампер/тонна, PSD и срок службы.
Для защиты совокупной стоимости владения (TCO) отслеживайте небольшой набор показателей, которые тесно коррелируют с состоянием ножа:
- Ампер/тонна (или кВт·ч/тонна): нормализованный энергетический сигнал, который часто возрастает по мере затупления ножей или изменения зазора.
- стабильность PSDтенденции штрафов/превышения габаритов, поведение при загрузке экрана, жалобы со стороны потребителей.
- Срок службы комплекта: время эксплуатации, примечания к составу материалов, количество оборотов/шлифовок
Когда проблема заключается в стандартизации размеров деталей (PSD), полезно определить, “каким должен быть качественный продукт” (допустимые мелкие/крупные размеры), и согласовать это с триггерами смены ножей. Более подробно о стабилизации размеров деталей посредством технического обслуживания и контроля качества см. Сменные лезвия для измельчителя обеспечивают стабильный размер выходного материала..
Список литературы и дополнительные материалы для чтения
- OSHA — 1910.147 – Контроль опасной энергии (блокировка/маркировка)
- OSHA — 1910.147 Приложение A – Типичные минимальные процедуры блокировки
- OSHA — Обзор контроля опасной энергии (блокировка/маркировка).
Методология и исправления
- Принцип «производитель-производитель прежде всего»: Диапазоны зазоров, значения крутящего момента и геометрические ограничения должны быть указаны в документации производителя вашего измельчителя.
- Как написано это руководство: В процедурах особое внимание уделяется повторяемости измерений (картирование зазоров, повторная проверка крутящего момента) и анализу тенденций в работе (ампер/тонна, PSD), что позволяет проводить аудит решений по техническому обслуживанию.
- Исправления и обновления: Если вы обнаружили ошибку или у вас есть примечание, специфичное для производителя оборудования, которое следует добавить, пожалуйста, свяжитесь с нами через [указать способ связи]. Страница контактов MAXTOR METAL чтобы мы могли пересмотреть и обновить руководство.
Решение о том, что лучше — заточить или заменить, становится проще, когда вы перестаёте полагаться на интуицию и начинаете полагаться на пороговые значения, которые можно проверить:
- Симптомы, которые можно отслеживать (амперы/тонна, нагрев, PSD, вибрация)
- Повторяемые измерения (зазор между позициями, экспозиция, проверка биения/завершающего броска)
- Надежные интерфейсы (чистые седла, поэтапная регулировка крутящего момента, повторная проверка при высоких температурах, если это необходимо)
И еще одно напоминание, которое предотвращает большинство неудачных решений: Диапазоны зазоров, значения крутящего момента и пределы геометрии ножа зависят от конкретного производителя оборудования.. Когда вы не можете проверить спецификацию, вы не занимаетесь поддержкой, а гадаете.
Дальнейшие шаги:
- Подтверждение управления: Необходимо согласовать вопросы охраны труда, техники безопасности и технического обслуживания, определив, кто уполномочен выполнять работы по блокировке и маркировке оборудования (LOTO) и работе в режущей камере, а также обеспечить доступность руководства производителя в месте использования.
- Установите базовые параметры и триггеры: Документируйте базовые значения ампер/тонну (или кВт·ч/тонну), допустимые пределы PSD и многоточечную карту “холодных” зазоров; определите, какой дрейф является основанием для проверки.
- Стандартизация проверки: Требуется проверка момента затяжки в соответствии со спецификацией (поэтапная схема + повторная проверка момента затяжки) и запись карты зазоров после любого вмешательства с помощью ножа или ножа для фиксации заготовки.
- План контролируемых свопов: Держите наготове запасной комплект (ножи + необходимые крепежные элементы), помеченный историей заточки/оборота, чтобы планировать смены заточки и производить ее вне производственной линии.
- Замкнуть цикл: После повторной заточки/поворота или замены проведите контролируемую проверку и подтвердите, что показатели вернулись к исходному уровню; получайте одобрение от второго лица, чтобы решения оставались согласованными.
- Дополнительная поддержка: Если вам требуется подтверждение совместимости или отслеживаемая документация по материалам/термообработке для сменных ножей, компания MAXTOR METAL может помочь в подборе OEM-продукции по чертежам/образцам и предоставить соответствующую документацию по контролю качества по запросу.