
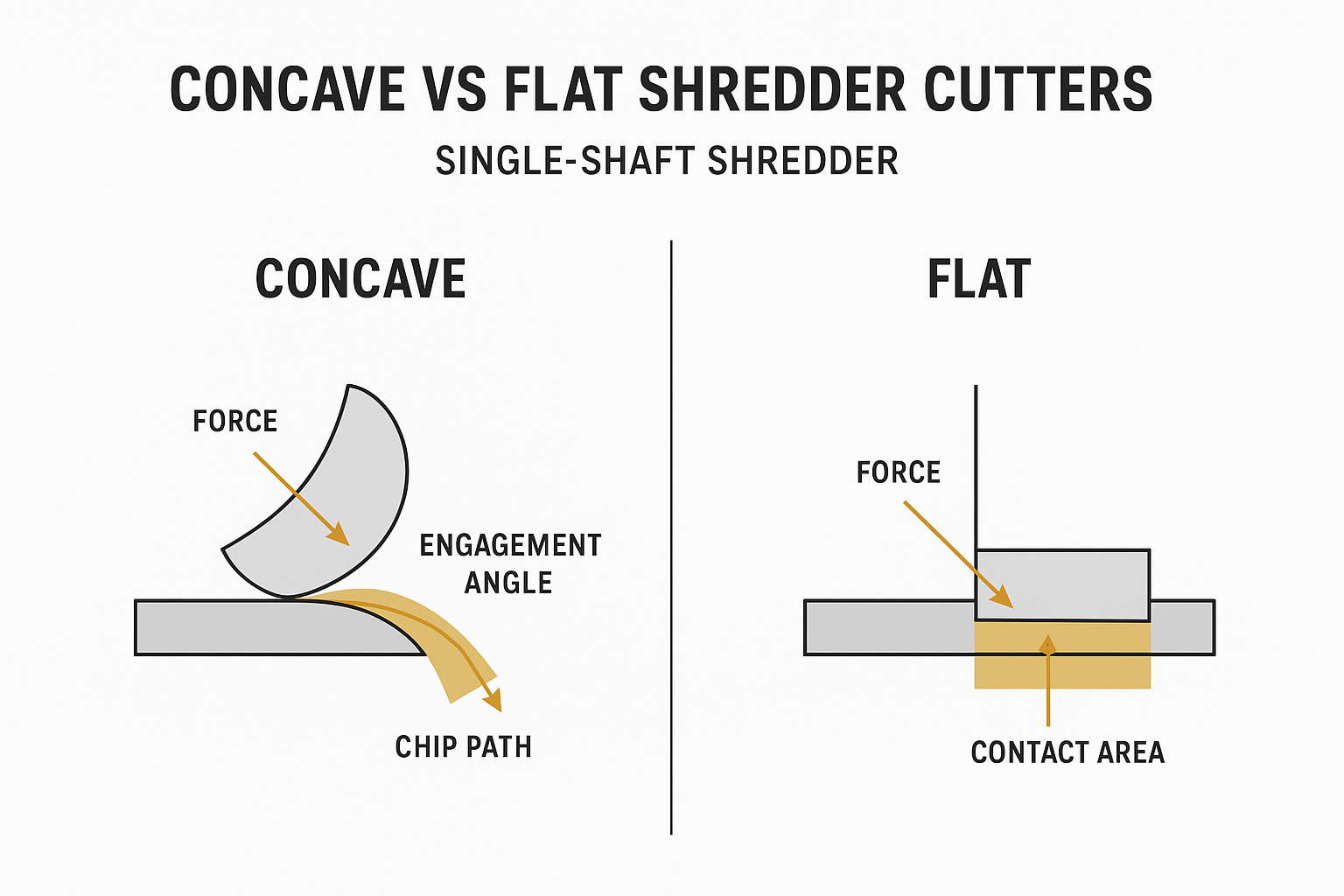
Concave shredder blades change the first contact between material and rotor in a single-shaft shredder. Instead of presenting a mostly flat edge that relies heavily on pusher force and friction to initiate a cut, a concave edge tends to create a more “hooking” engagement that encourages bite and controlled self-feeding.
In the field, energy-per-ton and throughput gains are realistic when the shredder is already mechanically healthy and the process is limited by cutting efficiency rather than downstream conveying or screen plugging. Under those conditions, a measured improvement on the order of ~5–15% is often achievable—but it’s not automatic, and it’s not just about knife geometry.
This guide breaks down the mechanisms (why concave geometry can reduce specific energy), the setup levers that determine whether you actually see gains, the wear and maintenance trade-offs, and a practical TCO framework to decide whether a retrofit is worth it.
Key takeaways (for maintenance & process teams):
About the author: This guide is written from a practical engineering and procurement-support perspective, focused on how knife geometry, knife gap, counter-knife condition, screen pairing, and control settings interact in day-to-day single-shaft shredder performance. (No site-specific test data is assumed—use the trial template below to document your own results.)
- Concave shredder blades can reduce torque spikes and re-cuts when bite is the limiting factor—often improving throughput and lowering kWh per ton.
- Results depend heavily on knife gap, counter-knife condition, screen selection, and pusher/torque control logic.
- Track trials by outcomes (kWh/ton, tons/hour, reversals per ton, screen-cleaning events)—not by “visual wear” alone.
- Concave geometry can shift wear concentration; steel/heat treatment consistency and regrind/indexing discipline matter.
- Use a single-variable trial and a simple TCO framework to decide whether a retrofit pays back.
How Concave Geometry Reduces Energy

Specific energy (kWh per ton) is a simple KPI with a lot behind it. For a single-shaft shredder, it’s driven by how efficiently the rotor converts torque into useful shear instead of waste heat, rubbing, and re-cutting.
Bite and self-feeding mechanics
Concave edges can increase the probability of a clean initial bite—especially when processing slippery or flexible feed where the pusher is doing most of the work. When bite improves, two things happen:
- The pusher spends less time “staging” material against the rotor.
- The rotor spends more of its rotation doing productive shear instead of no-load spinning between inconsistent grabs.
That’s the first pathway to improved throughput: fewer dead cycles.
Localized shear and smaller contact area
A concave edge can concentrate the engagement into a smaller effective contact zone at the start of a cut. In practice, that often reduces the peak force needed to initiate shear because you’re not trying to shear across a wide edge all at once.
Lower peak cutting force matters because it reduces the frequency and severity of torque spikes. When torque spikes are reduced, the shredder can maintain steadier rotor speed and spend less time in control interventions (e.g., slowdowns, reversals, or dwell periods).
Fewer re-cuts and steadier chip formation
If the geometry and setup produce more consistent chip formation, material is less likely to “bounce” or smear and then get dragged back into the cutting zone for multiple partial cuts. Re-cutting is expensive: it consumes energy and rotor time without producing new mass throughput.
A more predictable chip path also helps stabilize discharge through the screen—assuming the screen is correctly paired and not becoming the bottleneck.
Where Concave Shredder Blades Work Best
Concave geometry is a tool—not a universal upgrade. It tends to show the best results when cutting efficiency and feed consistency are limiting performance.
Material classes and screen pairing
You’re more likely to see benefits when:
- The feed has a tendency to slip, wrap, or deform before cutting (films, certain flexible polymers, fibrous blends).
- The process is sensitive to stable discharge size and you’re dialing in screen selection.
OEMs emphasize that screen selection directly controls discharge size and influences how “hard” the rotor must work to push material through. WEIMA notes that interchangeable screens allow you to tune output size and that smaller openings yield finer discharged material on its WLK series pages (which also implies higher cutting work when you over-restrict the screen) (WEIMA’s WLK 1000 shredder page).
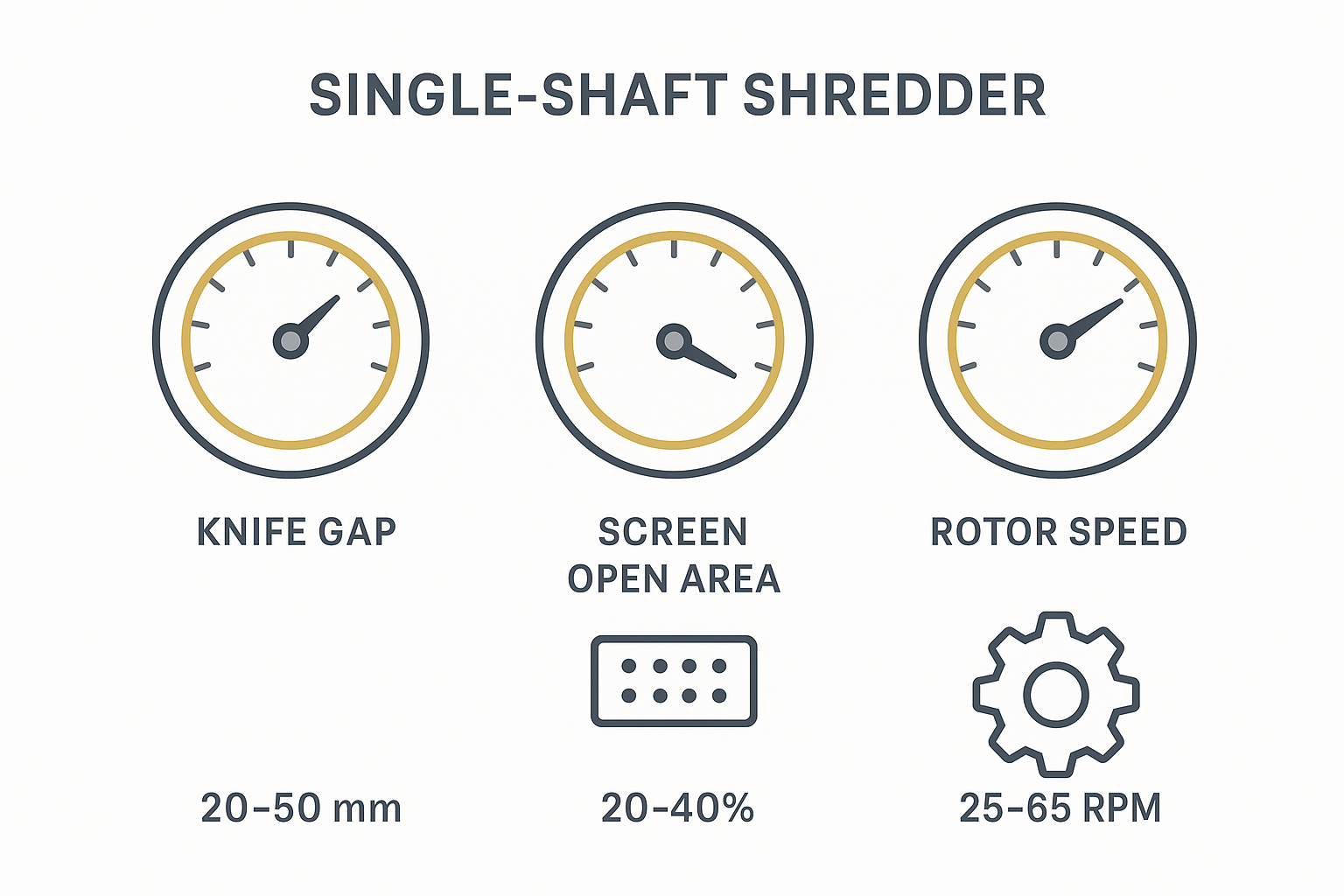
Knife gap, counter-knife sharpness, and rotor speed
Concave knives won’t rescue a poor mechanical setup. In many installations, the gap and counter-knife condition dominate results more than the edge shape.
Key principles:
- Shredder knife gap and counter-knife alignment: If the gap is too large, you shift from shearing to tearing/rubbing. If it’s too tight, you increase heat, noise, and risk of edge damage.
- Counter-knife condition: A blunt counter-knife turns clean shear into compress-and-smear behavior. That increases kWh/ton and worsens granulate consistency.
- Rotor speed: Higher speed can help bite on some materials but can also increase heat and wear. Use speed as a controlled variable—don’t “crank it up” to hide a gap problem.
WEIMA explicitly highlights maintaining a consistent cutting gap using adjustable and reversible counter-knives and notes that knife/counter-knife interaction strongly influences throughput and shredding results (WEIMA’s guidance on cutting gap maintenance).
Pusher logic and torque management
If you have control access (or can tune it via OEM settings), treat pusher behavior and torque logic as part of the retrofit—not an afterthought.
Practical checks:
- Pusher force vs. pusher timing: Over-aggressive pushing can increase rubbing and heat; under-feeding creates rotor “air time.”
- Torque limit and reversal thresholds: Too sensitive, and you waste time reversing; too lax, and you shock-load the edge.
- Feed consistency: Big, rigid chunks mixed with thin flexible material can negate the advantages of concave engagement.
Trade-offs, Wear, and Maintenance
Concave geometry can shift where wear concentrates. That’s not inherently bad—but it changes how you plan regrinds, indexing, and procurement.
Edge wear concentration and indexing/regrind
Because a concave edge can localize the cut initiation zone, it may also localize abrasive wear—especially in mixed waste with hard contaminants.
To keep performance stable:
- Track wear by tons processed per edge (not calendar time).
- Index or rotate replaceable knives before the edge becomes rounded enough to drive up kWh/ton.
- Regrind based on measured outcomes: rising motor load, more reversals, hotter discharge, or worsening size distribution.
Pro Tip: If you’re trialing concave blades, log kWh/ton, reversals per ton, and screen-cleaning events. Those three signals often tell the story faster than “does it look worn?”
Steel, heat treatment, and coatings selection
If concave knives reduce force spikes but increase localized abrasive wear, steel selection and heat treatment consistency become even more visible in your uptime.
This is where supplier evidence matters. For shredder blades and counter-knives, MAXTOR METAL documents common material options (e.g., 65Mn, 9CrSi, Cr12MoV, SKD-11, plus high-speed steel options) and describes multi-stage inspection practices such as incoming material inspection, in-process checks, and final inspection on its single-shaft shredder blade pages (MAXTOR METAL single-shaft shredding motorized blades and MAXTOR METAL single-shaft shredder fixed blade).
For maintenance and procurement teams, the practical takeaway is simple:
- Ask for material certificates tied to the batch.
- Request heat-treatment evidence (hardness targets and test method) and keep it with your spare-parts record.
- Make sure the supplier can provide QC/inspection documents that match your tolerance sensitivity—because knife gap performance doesn’t tolerate inconsistent thickness, flatness, or hardness.
Coatings can help in abrasive feeds, but they can also change edge behavior and chip formation. Treat coatings as a controlled trial variable—don’t stack multiple changes at once.
When flat or chamfered geometries are preferable
Flat or chamfered edges can outperform concave in scenarios where:
- Your feed is already easy to bite (rigid, consistent geometry) and you’re limited by screen throughput or downstream capacity.
- You need broader edge support for impact-heavy feeds (large rigid chunks, frequent tramp metal) where edge chipping is the dominant failure mode.
- Your maintenance process requires fast, predictable regrinds and your team is standardized on flat-edge inspection gauges.
Concave isn’t a universal “upgrade.” It’s a geometry choice that should match material behavior and your operational constraints.
Operating Boundaries and Safety Notes

- Always follow your shredder OEM’s safety procedures for lockout/tagout and for any changes to knife gap, rotor speed, or control parameters.
- If you see rising discharge temperature, abnormal noise, frequent edge chipping, or rapid motor-load increase, stop the trial and re-check knife gap, counter-knife alignment, and feed consistency.
- Treat coatings, steel grade changes, and geometry changes as separate variables. If you change more than one variable at once, it becomes difficult to attribute improvements (or failures) to the right cause.
TCO and Decision Guidance
Throughput and kWh/ton are only part of the decision. The full cost picture usually includes blade life, changeover labor, and the value of uptime.
Energy, blade life, and downtime math
A practical TCO frame for a retrofit trial:
- Energy cost impact = (baseline kWh/ton − trial kWh/ton) × $/kWh × tons processed
- Blade cost impact = (baseline cost per ton of knives) − (trial cost per ton of knives)
- Downtime impact = (changeovers/year × downtime hours/changeover) × $/hour value of line uptime
If your operation is downtime-driven, the fastest payback often comes from fewer unplanned stops—not from a small reduction in kWh/ton.
Material-dependent selection cues
Use these cues before you commit:
- If output size distribution is unstable, prioritize gap, counter-knife condition, and screen pairing before changing geometry.
- If the shredder reverses frequently with acceptable edge sharpness, look for feed inconsistency, pusher timing, or torque thresholds.
- If edges round quickly without chipping, consider whether concave geometry plus a more wear-resistant steel/heat treatment spec is a better fit.
Implementation checklist after retrofit
Trial log template (copy/paste)
| Category | What to record | Target / notes |
|---|---|---|
| Material & feed | Material type/grade, bulk density (if known), contamination notes, feed consistency | Keep feed mix consistent across baseline vs trial |
| Screen | Screen hole size, open area (if known), screen condition/plugging | Screen restrictions often dominate energy/throughput |
| Knife setup | Knife geometry (concave/flat), knife gap setting method & gauge, counter-knife condition | Use the same measurement method every time |
| Controls | Rotor speed, pusher force/timing, torque limit & reversal thresholds | Freeze settings for the first trial window |
| Trial window | Start/end timestamps, tons processed in the window | Use fixed tonnage windows (e.g., every X tons) |
| Performance KPIs | tons/hour, kWh/ton | Compare like-for-like windows |
| Stability signals | reversals per ton, screen-cleaning events, motor current (avg/peak) | Often explains KPI changes faster than visual wear |
| Wear notes | edge rounding, chipping, wear location on edge, tons per edge | Photograph at consistent intervals |
| Product quality | basic size distribution check (sieve/yield proxy), downstream issues | Ensure throughput gains don’t harm quality |
Keep the trial controlled. Change one main variable at a time.
- Verify counter-knife condition and alignment before installing the new knives.
- Set and record knife gap (and keep the same gauge/process for repeatability).
- Keep rotor speed and torque thresholds unchanged for the first run unless your baseline is unstable.
- Run a fixed-tonnage trial window and log:
- tons/hour
- kWh/ton
- reversals per ton
- screen-cleaning events
- granulate size distribution (basic sieve check or downstream yield proxy)
- Inspect edge wear pattern at the same tonnage interval each run.
References
- WEIMA — WLK 1000 shredder page: https://weima.com/us/shredders/wlk-800-2000/wlk-1000/
- WEIMA — Cutting gap maintenance guidance (WLK 10 page): https://weima.com/us/shredders/wlk-6-s-20/wlk-10/
- MAXTOR METAL — Single-shaft shredding motorized blades: https://maxtormetal.com/product/single-shaft-shredding-motorized-blades/
- MAXTOR METAL — Single-shaft shredder fixed blade: https://maxtormetal.com/product/single-shaft-shredder-fixed-blade/
Conclusion
Concave shredder blades can improve throughput and cut kWh/ton when conditions align—especially when the baseline process is limited by inconsistent bite, high re-cut rates, or unstable chip formation.
But realized results typically depend more on setup discipline (knife gap, counter-knife sharpness, screen pairing, and controls) than geometry alone. OEM guidance also points to the knife/counter-knife interaction and maintaining a stable cutting gap as central to throughput and shredding quality.
Start with controlled trials, verify granulate quality, and track kWh/ton alongside operational signals like reversals and screen cleaning. If you’re sourcing replacement knives, make documentation part of the spec: material certs, heat-treatment evidence, and QC records are what make geometry improvements repeatable—not just anecdotal.