
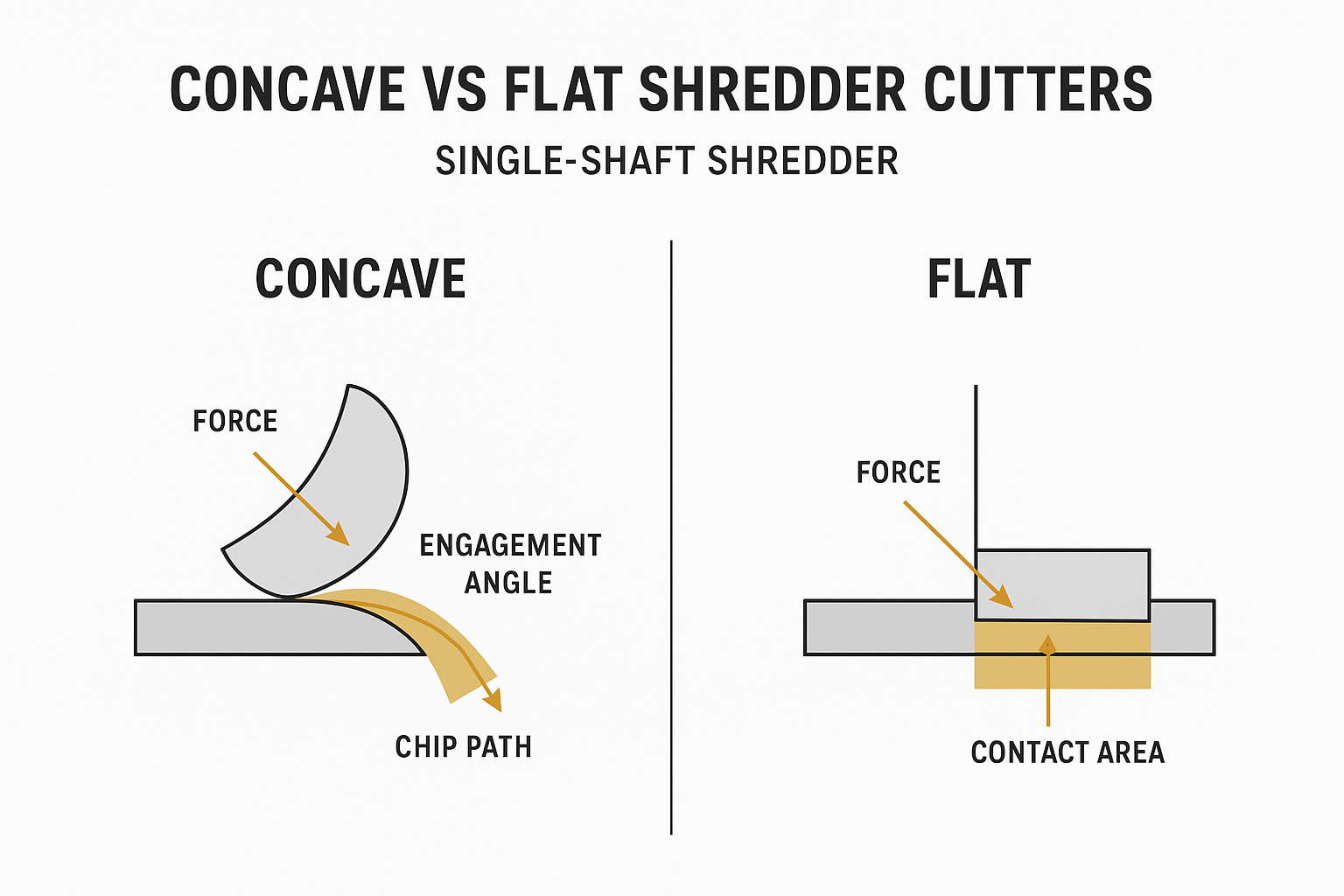
Lưỡi dao máy nghiền lõm thay đổi lần tiếp xúc đầu tiên Giữa vật liệu và rôto trong máy nghiền trục đơn. Thay vì có một cạnh phẳng chủ yếu dựa vào lực đẩy và ma sát để bắt đầu cắt, cạnh lõm có xu hướng tạo ra sự "móc" tốt hơn, khuyến khích sự bám dính và tự cấp liệu có kiểm soát.
Trên thực tế, việc tăng năng lượng tiêu thụ trên mỗi tấn và năng suất là hoàn toàn khả thi khi máy nghiền đã hoạt động tốt về mặt cơ học và quá trình bị hạn chế bởi hiệu quả cắt chứ không phải do vận chuyển ở khâu tiếp theo hoặc tắc nghẽn lưới lọc. Trong những điều kiện đó, việc cải thiện năng lượng tiêu thụ trên mỗi tấn thường đạt được ở mức ~5–15%—nhưng điều này không tự động xảy ra và không chỉ phụ thuộc vào hình dạng lưỡi dao.
Hướng dẫn này sẽ phân tích chi tiết các cơ chế (tại sao hình dạng lõm có thể giảm năng lượng tiêu hao riêng), các yếu tố thiết lập quyết định liệu bạn có thực sự thấy được lợi ích hay không, sự đánh đổi giữa hao mòn và bảo trì, và một khung TCO thực tế để quyết định xem việc nâng cấp có đáng giá hay không.
Những điểm chính cần lưu ý (dành cho đội bảo trì và vận hành):
Về tác giảHướng dẫn này được viết từ góc độ kỹ thuật thực tiễn và hỗ trợ mua sắm, tập trung vào cách hình dạng dao, khe hở dao, tình trạng dao đối, ghép nối sàng và cài đặt điều khiển tương tác với hiệu suất hoạt động hàng ngày của máy nghiền trục đơn. (Không giả định dữ liệu thử nghiệm cụ thể tại địa điểm nào — hãy sử dụng mẫu thử nghiệm bên dưới để ghi lại kết quả của riêng bạn.)
- Lưỡi dao máy nghiền lõm có thể giảm hiện tượng tăng đột biến mô-men xoắn và cắt lại khi lực cắt là yếu tố hạn chế—thường giúp cải thiện năng suất và giảm chi phí. kWh trên mỗi tấn.
- Kết quả phụ thuộc rất nhiều vào... khe hở dao, tình trạng dao đối diện, lựa chọn màn hình, Và logic điều khiển mô-men xoắn/đẩy.
- Theo dõi các thử nghiệm dựa trên kết quả (kWh/tấn, tấn/giờ, số lần đảo chiều trên mỗi tấn, số sự kiện làm sạch lưới lọc) — chứ không chỉ dựa vào “mức độ hao mòn nhìn thấy được”.
- Hình dạng lõm có thể làm thay đổi sự tập trung mài mòn; tính nhất quán của thép/xử lý nhiệt và kỷ luật mài lại/định vị rất quan trọng.
- Sử dụng phương pháp thử nghiệm một biến số và khung TCO đơn giản để quyết định xem việc nâng cấp có mang lại lợi ích kinh tế hay không.
Cách hình học lõm làm giảm năng lượng

Năng lượng riêng (kWh/tấn) là một chỉ số hiệu suất đơn giản nhưng chứa đựng nhiều ý nghĩa. Đối với máy nghiền trục đơn, chỉ số này được quyết định bởi hiệu quả chuyển đổi mô-men xoắn của rôto thành năng lượng. lực cắt hữu ích thay vì lãng phí nhiệt, chà xát và cắt lại.
Cơ chế cắn và tự ăn
Các cạnh lõm có thể làm tăng khả năng tạo ra vết cắn ban đầu sạch sẽ—đặc biệt khi xử lý thức ăn trơn hoặc mềm dẻo, nơi mà bộ phận đẩy thực hiện hầu hết công việc. Khi khả năng cắn được cải thiện, hai điều sẽ xảy ra:
- Bộ phận đẩy dành ít thời gian hơn để "chuẩn bị" vật liệu để ép vào rôto.
- Rôto dành phần lớn thời gian quay để thực hiện thao tác cắt hiệu quả thay vì quay không tải giữa các lần gắp không đều.
Đó là con đường đầu tiên để cải thiện hiệu suất: giảm thiểu các chu kỳ chết.
Lực cắt cục bộ và diện tích tiếp xúc nhỏ hơn
Một cạnh lõm có thể tập trung sự tiếp xúc vào một vùng tiếp xúc hiệu quả nhỏ hơn ở giai đoạn đầu của vết cắt. Trên thực tế, điều đó thường làm giảm lực cực đại cần thiết để bắt đầu quá trình cắt vì bạn không cố gắng cắt ngang một cạnh rộng cùng một lúc.
Lực cắt cực đại thấp hơn rất quan trọng vì nó làm giảm tần suất và mức độ nghiêm trọng của các xung mô-men xoắn. Khi các xung mô-men xoắn được giảm thiểu, máy nghiền có thể duy trì tốc độ rôto ổn định hơn và dành ít thời gian hơn cho các can thiệp điều khiển (ví dụ: giảm tốc, đảo chiều hoặc thời gian dừng).
Ít phải cắt lại hơn và quá trình tạo phôi diễn ra ổn định hơn.
Nếu hình dạng và cách bố trí tạo ra phôi vụn đồng đều hơn, vật liệu sẽ ít bị "nảy" hoặc lem ra và bị kéo ngược trở lại vùng cắt để thực hiện nhiều lần cắt không hoàn chỉnh. Việc cắt lại rất tốn kém: nó tiêu tốn năng lượng và thời gian của rôto mà không tạo ra sản lượng mới.
Đường dẫn chip dễ dự đoán hơn cũng giúp ổn định quá trình xả điện qua màn hình—giả sử màn hình được ghép nối chính xác và không trở thành điểm nghẽn.
Vị trí tối ưu nhất cho lưỡi dao máy cắt lõm
Hình dạng lõm là một công cụ—chứ không phải là một giải pháp nâng cấp toàn diện. Nó thường cho kết quả tốt nhất khi hiệu suất cắt và độ ổn định của quá trình cấp liệu là những yếu tố hạn chế hiệu năng.
Các lớp vật liệu và ghép màn hình
Bạn sẽ dễ nhận thấy lợi ích hơn khi:
- Vật liệu đầu vào có xu hướng bị trượt, quấn hoặc biến dạng trước khi cắt (màng, một số polyme dẻo, hỗn hợp sợi).
- Quá trình này nhạy cảm với kích thước phóng điện ổn định và bạn đang tinh chỉnh việc lựa chọn màn hình.
Các nhà sản xuất thiết bị gốc (OEM) nhấn mạnh rằng việc lựa chọn lưới lọc ảnh hưởng trực tiếp đến kích thước sản phẩm đầu ra và tác động đến mức độ "nặng nhọc" mà rôto phải hoạt động để đẩy vật liệu qua. WEIMA lưu ý rằng các lưới lọc có thể thay thế cho phép bạn điều chỉnh kích thước đầu ra và các lỗ nhỏ hơn sẽ tạo ra vật liệu đầu ra mịn hơn trên các trang sản phẩm dòng WLK của họ (điều này cũng ngụ ý công việc cắt sẽ cao hơn khi bạn hạn chế lưới lọc quá mức).Trang máy hủy tài liệu WLK 1000 của WEIMA).
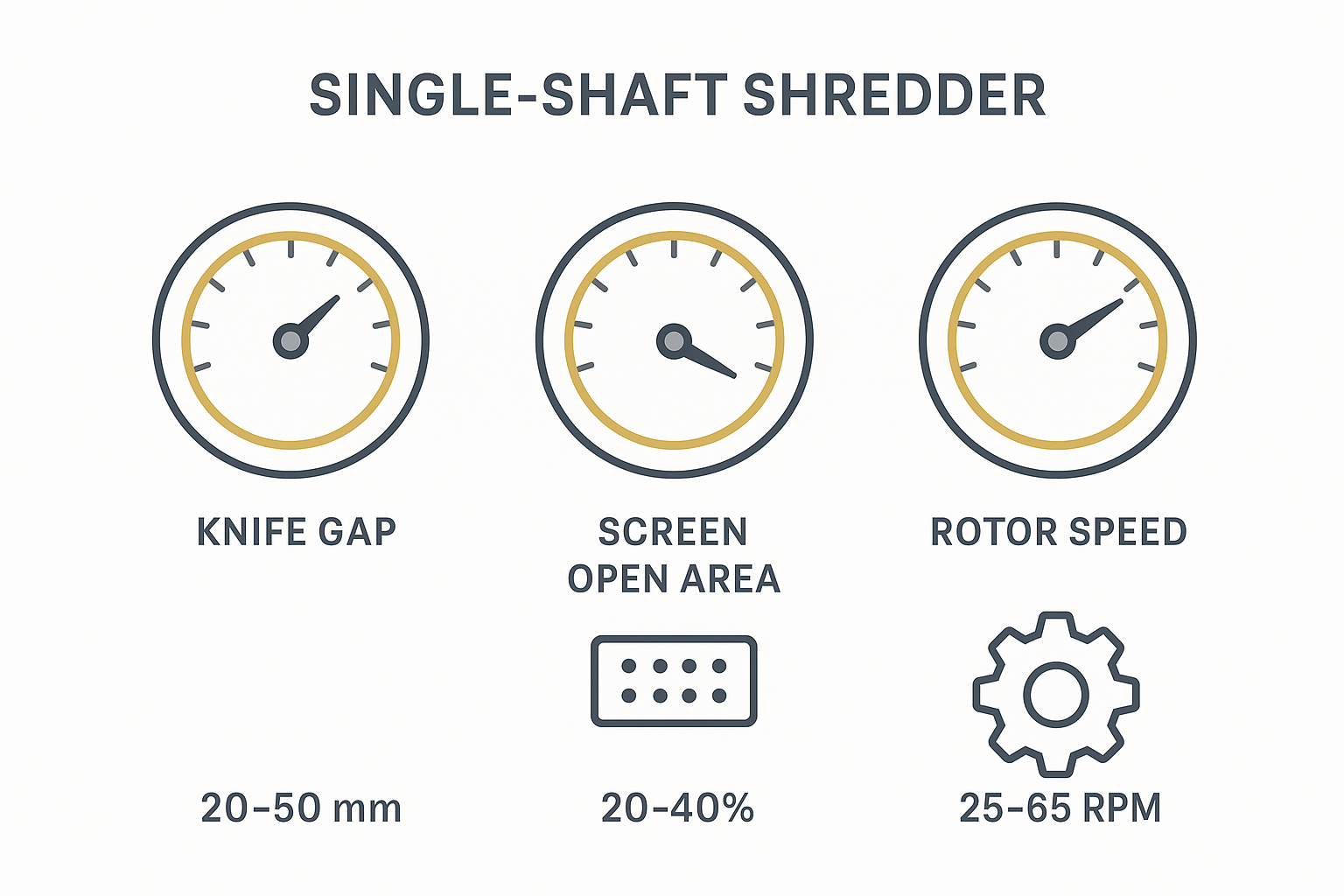
Khoảng cách giữa các lưỡi dao, độ sắc bén của lưỡi dao đối diện và tốc độ quay của rôto.
Dao lõm không thể khắc phục được một thiết lập cơ khí kém. Trong nhiều trường hợp lắp đặt, khe hở và tình trạng của dao đối trọng chi phối kết quả nhiều hơn là hình dạng cạnh dao.
Nguyên tắc chính:
- Khoảng cách giữa lưỡi dao máy cắt và sự căn chỉnh của lưỡi dao đối diệnNếu khe hở quá lớn, bạn sẽ chuyển từ ma sát cắt sang ma sát xé/cọ xát. Nếu quá nhỏ, bạn sẽ làm tăng nhiệt độ, tiếng ồn và nguy cơ hư hỏng cạnh.
- Tình trạng dao đối diệnDao cắt cùn biến quá trình cắt sạch thành hiện tượng nén và làm nhão. Điều đó làm tăng lượng kWh/tấn và làm giảm độ đồng nhất của hạt.
- Tốc độ quay rôtoTốc độ cao hơn có thể giúp cắt tốt hơn một số vật liệu nhưng cũng có thể làm tăng nhiệt và mài mòn. Hãy sử dụng tốc độ như một biến số được kiểm soát—đừng “tăng tốc độ” để che giấu vấn đề khe hở.
WEIMA đặc biệt nhấn mạnh việc duy trì khoảng cách cắt nhất quán bằng cách sử dụng các dao đối trọng có thể điều chỉnh và đảo chiều, đồng thời lưu ý rằng sự tương tác giữa dao cắt và dao đối trọng ảnh hưởng mạnh mẽ đến năng suất và kết quả cắt (Hướng dẫn của WEIMA về việc cắt giảm chi phí bảo trì).
Logic điều khiển và quản lý mô-men xoắn của bộ đẩy
Nếu bạn có quyền truy cập điều khiển (hoặc có thể điều chỉnh thông qua cài đặt của nhà sản xuất), hãy coi hành vi của bộ đẩy và logic mô-men xoắn là một phần của quá trình nâng cấp – chứ không phải là một việc làm thêm sau này.
Kiểm tra thực tế:
- Lực đẩy so với thời điểm đẩyĐẩy quá mạnh có thể làm tăng ma sát và nhiệt; cấp liệu quá ít sẽ tạo ra "thời gian trống" cho rôto.
- Giới hạn mô-men xoắn và ngưỡng đảo chiềuQuá nhạy cảm, bạn sẽ lãng phí thời gian đảo chiều; quá lỏng lẻo, bạn sẽ gây tải trọng đột ngột lên cạnh.
- Tính nhất quán của thức ănCác khối lớn, cứng nhắc lẫn với vật liệu mỏng, mềm dẻo có thể làm mất đi lợi thế của sự tiếp xúc lõm.
Sự đánh đổi, hao mòn và bảo trì
Hình học lõm có thể dịch chuyển Ở đâu Việc hao mòn vật liệu cô đặc không hẳn là xấu, nhưng nó làm thay đổi cách bạn lập kế hoạch tái chế, lập chỉ mục và thu mua.
Sự tập trung mài mòn cạnh và việc lập chỉ mục/mài lại
Vì cạnh lõm có thể tập trung vùng khởi phát vết cắt, nó cũng có thể tập trung sự mài mòn, đặc biệt là trong chất thải hỗn hợp có chứa các chất gây ô nhiễm cứng.
Để duy trì hiệu năng ổn định:
- Trang phục thể thao của tấn được xử lý trên mỗi cạnh (Không phải thời gian theo lịch).
- Xoay hoặc điều chỉnh vị trí các lưỡi dao thay thế trước khi cạnh dao bị mòn quá mức, dẫn đến tăng lượng tiêu thụ điện năng (kWh)/tấn.
- Việc nghiền lại dựa trên các kết quả đo được: tải trọng động cơ tăng, số lần đảo chiều nhiều hơn, nhiệt độ xả cao hơn hoặc sự phân bố kích thước hạt xấu đi.
Mẹo chuyên nghiệpNếu bạn đang thử nghiệm lưỡi dao lõm, hãy ghi lại nhật ký. kWh/tấnSố lần đảo chiều mỗi tấn và số lần làm sạch lưới lọc. Ba tín hiệu đó thường cho biết vấn đề nhanh hơn là chỉ hỏi "liệu nó có bị mòn không?".
Lựa chọn thép, xử lý nhiệt và lớp phủ
Nếu dao lõm giúp giảm hiện tượng tăng đột biến lực nhưng lại làm tăng mài mòn cục bộ, thì việc lựa chọn thép và tính nhất quán trong xử lý nhiệt sẽ càng ảnh hưởng rõ rệt đến thời gian hoạt động của máy.
Đây là lúc bằng chứng từ nhà cung cấp trở nên quan trọng. Đối với lưỡi máy nghiền và dao cắt, MAXTOR METAL ghi lại các tùy chọn vật liệu phổ biến (ví dụ: 65Mn, 9CrSi, Cr12MoV, SKD-11, cộng với các tùy chọn thép tốc độ cao) và mô tả các quy trình kiểm tra nhiều giai đoạn như kiểm tra vật liệu đầu vào, kiểm tra trong quá trình sản xuất và kiểm tra cuối cùng trên các trang về lưỡi máy nghiền trục đơn của họ (Lưỡi dao cắt kim loại trục đơn có động cơ MAXTOR METAL Và Máy nghiền kim loại trục đơn MAXTOR METAL lưỡi cố định).
Đối với các đội bảo trì và mua sắm, bài học thực tiễn rất đơn giản:
- Hãy yêu cầu chứng chỉ vật liệu Liên quan đến lô hàng.
- Lời yêu cầu bằng chứng xử lý nhiệt (Mục tiêu độ cứng và phương pháp thử nghiệm) và giữ nó cùng với hồ sơ phụ tùng của bạn.
- Hãy đảm bảo nhà cung cấp có thể cung cấp Tài liệu kiểm soát chất lượng/kiểm tra Những điều này phù hợp với độ nhạy dung sai của bạn — bởi vì hiệu suất khe hở dao không chấp nhận độ dày, độ phẳng hoặc độ cứng không nhất quán.
Lớp phủ có thể giúp cải thiện quá trình cấp liệu mài mòn, nhưng chúng cũng có thể làm thay đổi đặc tính của cạnh và sự hình thành phoi. Hãy coi lớp phủ như một biến số thử nghiệm có kiểm soát—không nên thực hiện nhiều thay đổi cùng một lúc.
Khi cần các hình dạng phẳng hoặc vát cạnh.
Các cạnh phẳng hoặc vát có thể hoạt động tốt hơn cạnh lõm trong các trường hợp sau:
- Nguồn cấp dữ liệu của bạn đã dễ xử lý (hình dạng cứng cáp, nhất quán) và bạn bị hạn chế bởi thông lượng màn hình hoặc dung lượng đầu vào.
- Bạn cần có khả năng hỗ trợ cạnh rộng hơn cho các loại phôi có tác động mạnh (các mảnh vụn lớn, kim loại lẫn tạp chất thường xuyên) nơi mà sứt mẻ cạnh là nguyên nhân gây hỏng chủ yếu.
- Quy trình bảo trì của bạn yêu cầu mài lại nhanh chóng, có thể dự đoán được và nhóm của bạn sử dụng tiêu chuẩn các thước đo kiểm tra cạnh phẳng.
Thiết kế lõm không phải là một "nâng cấp" phổ quát. Đó là một lựa chọn về hình dạng cần phù hợp với đặc tính vật liệu và các ràng buộc vận hành của bạn.
Giới hạn hoạt động và lưu ý an toàn

- Luôn tuân thủ các quy trình an toàn của nhà sản xuất máy hủy giấy về khóa/gắn thẻ an toàn và mọi thay đổi đối với khe hở dao, tốc độ rôto hoặc các thông số điều khiển.
- Nếu bạn thấy nhiệt độ đầu ra tăng cao, tiếng ồn bất thường, hiện tượng sứt mẻ cạnh thường xuyên hoặc tải trọng động cơ tăng nhanh, hãy dừng thử nghiệm và kiểm tra lại khe hở dao, sự thẳng hàng của dao đối diện và độ ổn định của quá trình cấp liệu.
- Xử lý các lớp phủ, thay đổi mác thép và thay đổi hình dạng như sau: các biến riêng biệtNếu bạn thay đổi nhiều hơn một biến số cùng một lúc, sẽ rất khó để quy kết sự cải thiện (hoặc thất bại) cho đúng nguyên nhân.
Tổng chi phí sở hữu (TCO) và hướng dẫn quyết định
Lưu lượng và kWh/tấn chỉ là một phần của quyết định. Toàn bộ chi phí thường bao gồm tuổi thọ cánh quạt, chi phí nhân công thay thế và giá trị của thời gian hoạt động liên tục.
Tính toán năng lượng, tuổi thọ cánh quạt và thời gian ngừng hoạt động
Khung TCO thực tiễn cho một thử nghiệm nâng cấp:
- Tác động chi phí năng lượng = (kWh/tấn cơ sở − kWh/tấn thử nghiệm) × $/kWh × tấn đã xử lý
- tác động chi phí của lưỡi dao = (chi phí cơ bản trên mỗi tấn dao) − (chi phí thử nghiệm trên mỗi tấn dao)
- Tác động của thời gian ngừng hoạt động = (số lần chuyển mạch/năm × số giờ ngừng hoạt động/lần chuyển mạch) × giá trị thời gian hoạt động của dây chuyền ($/giờ)
Nếu hoạt động của bạn phụ thuộc nhiều vào thời gian ngừng hoạt động ngoài kế hoạch, thì thời gian hoàn vốn nhanh nhất thường đến từ việc giảm số lần dừng hoạt động đột xuất – chứ không phải từ việc giảm nhẹ lượng kWh/tấn.
Các tín hiệu lựa chọn phụ thuộc vào vật liệu
Hãy sử dụng những dấu hiệu này trước khi bạn đưa ra quyết định:
- Nếu phân bố kích thước đầu ra không ổn định, hãy ưu tiên khoảng cách, điều kiện dao phản công và ghép màn hình trước khi thay đổi hình học.
- Nếu máy hủy giấy thường xuyên đảo chiều mà vẫn giữ được độ sắc bén của lưỡi dao, hãy tìm kiếm... sự không nhất quán trong việc cấp liệu, thời điểm đẩy hoặc ngưỡng mô-men xoắn.
- Nếu các cạnh nhanh chóng bị bo tròn mà không bị sứt mẻ, hãy cân nhắc xem liệu hình dạng lõm kết hợp với loại thép/phương pháp xử lý nhiệt có khả năng chống mài mòn tốt hơn có phù hợp hơn hay không.
Danh sách kiểm tra thực hiện sau khi nâng cấp
Mẫu nhật ký thử nghiệm (sao chép/dán)
| Loại | Cần ghi lại những gì | Mục tiêu / ghi chú |
|---|---|---|
| Nguyên liệu & thức ăn chăn nuôi | Loại/cấp vật liệu, khối lượng riêng (nếu biết), ghi chú về tạp chất, độ đặc của nguyên liệu đầu vào | Duy trì hỗn hợp thức ăn nhất quán giữa giai đoạn cơ sở và giai đoạn thử nghiệm. |
| Màn hình | Kích thước lỗ lưới lọc, diện tích hở (nếu biết), tình trạng/độ tắc nghẽn của lưới lọc. | Các hạn chế về màn hình thường chi phối năng lượng/thông lượng. |
| Cấu hình dao | Hình dạng lưỡi dao (lõm/phẳng), phương pháp và thước đo điều chỉnh khe hở lưỡi dao, tình trạng lưỡi dao đối trọng. | Hãy sử dụng cùng một phương pháp đo lường mỗi lần. |
| Điều khiển | Tốc độ quay rôto, lực/thời điểm đẩy, giới hạn mô-men xoắn và ngưỡng đảo chiều | Đóng băng các thiết lập cho cửa sổ dùng thử đầu tiên |
| Cửa sổ thử nghiệm | Thời gian bắt đầu/kết thúc, rất nhiều dữ liệu được xử lý trong khoảng thời gian đó. | Sử dụng các khoảng trọng tải cố định (ví dụ: cứ mỗi X tấn) |
| Các chỉ số KPI hiệu suất | tấn/giờ, kWh/tấn | So sánh các cửa sổ tương tự nhau |
| Tín hiệu ổn định | số lần đảo chiều trên mỗi tấn, số lần làm sạch lưới lọc, dòng điện động cơ (trung bình/đỉnh) | Thường giải thích sự thay đổi của KPI nhanh hơn so với sự hao mòn có thể nhìn thấy. |
| Ghi chú về cách sử dụng | mài tròn cạnh, sứt mẻ, vị trí mài mòn trên cạnh, tấn mỗi cạnh | Chụp ảnh theo định kỳ. |
| Chất lượng sản phẩm | kiểm tra phân bố kích thước cơ bản (phương pháp sàng/đại diện cho năng suất), các vấn đề tiếp theo | Đảm bảo việc tăng thông lượng không ảnh hưởng đến chất lượng. |
Giữ cho quá trình thử nghiệm được kiểm soát. Thay đổi một biến số chính vào thời điểm đó.
- Kiểm tra tình trạng và độ thẳng hàng của dao cắt trước khi lắp đặt dao mới.
- Thiết lập và ghi lại khe hở giữa các lưỡi dao (và giữ nguyên thước đo/quy trình để đảm bảo tính lặp lại).
- Giữ nguyên tốc độ quay rôto và ngưỡng mô-men xoắn trong lần chạy đầu tiên trừ khi đường cơ sở của bạn không ổn định.
- Chạy thử nghiệm với tải trọng cố định và ghi lại nhật ký:
- tấn/giờ
- kWh/tấn
- số lần đảo chiều trên mỗi tấn
- sự kiện vệ sinh màn hình
- phân bố kích thước hạt (kiểm tra sàng cơ bản hoặc chỉ số gián tiếp về năng suất sau đó)
- Kiểm tra độ mòn cạnh ở cùng một khoảng tải trọng trong mỗi lần vận hành.
Tài liệu tham khảo
- WEIMA - Trang máy hủy tài liệu WLK 1000: https://weima.com/us/shredders/wlk-800-2000/wlk-1000/
- WEIMA — Hướng dẫn bảo trì khe hở (WLK trang 10): https://weima.com/us/shredders/wlk-6-s-20/wlk-10/
- MAXTOR METAL — Lưỡi cắt kim loại trục đơn có động cơ: https://maxtormetal.com/product/single-shaft-shredding-motorized-blades/
- MAXTOR METAL — Máy nghiền trục đơn lưỡi cố định: https://maxtormetal.com/product/single-shaft-shredder-fixed-blade/
Kết luận
Lưỡi dao máy nghiền lõm có thể cải thiện năng suất và giảm kWh/tấn khi các điều kiện phù hợp—đặc biệt là khi quy trình cơ bản bị hạn chế bởi khả năng nghiền không đồng đều, tỷ lệ cắt lại cao hoặc sự hình thành mảnh vụn không ổn định.
Tuy nhiên, kết quả thực tế thường phụ thuộc nhiều hơn vào việc thiết lập đúng cách (khoảng cách giữa hai lưỡi dao, độ sắc bén của lưỡi dao đối diện, ghép lưới và hệ thống điều khiển) hơn là chỉ dựa vào hình học. Hướng dẫn của nhà sản xuất cũng chỉ ra rằng sự tương tác giữa lưỡi dao và lưỡi dao đối diện, cũng như việc duy trì khoảng cách cắt ổn định, là yếu tố then chốt quyết định năng suất và chất lượng cắt.
Hãy bắt đầu bằng các thử nghiệm có kiểm soát, xác minh chất lượng hạt nghiền và theo dõi kWh/tấn cùng với các tín hiệu vận hành như đảo chiều và vệ sinh sàng lọc. Nếu bạn đang tìm nguồn cung cấp dao thay thế, hãy đưa tài liệu vào bản đặc tả kỹ thuật: chứng nhận vật liệu, bằng chứng xử lý nhiệt và hồ sơ kiểm soát chất lượng là những yếu tố giúp cải tiến hình học có thể lặp lại – chứ không chỉ là những kinh nghiệm cá nhân.