
عملية التقطيع عالية السرعة لا ترحم: فالأخطاء الهندسية الصغيرة تظهر على شكل نتوءات، وتداخلات، ومسارات غير مستقرة قبل وقت طويل من ظهورها في قائمة فحص الصيانة. Maxtor Metal، نرى مشاكل الانحراف في أغلب الأحيان عندما يتم دفع خط الإنتاج لتحقيق كفاءة إجمالية أعلى ولكن يجب أن تظل حافة الشق نظيفة بما يكفي لعمليات الترقق أو الطباعة أو اللحام اللاحقة.
- لماذا يُعدّ الانحراف المحوري مهمًا لفعالية المعدات الكلية (OEE) والخردة وجودة الحواف؟
- كيف يختلف الانحراف المحوري عن الانحراف القطري عملياً
- ما يغطيه هذا الدليل: الآليات، والقياس، والتخفيف، وضمان الجودة
- ملاحظة هندسيةللاطلاع على مواصفات مستوى السكين، بما في ذلك معايير الانحراف المحوري ودرجات المواد، راجع Maxtor Metal سكاكين تقطيع دائرية دقيقة.
النقاط الرئيسيةيؤدي الانحراف المحوري (السطحي) إلى تغيير طريقة تحميل السكاكين للشريط في كل دورة. عند السرعات العالية، قد يتحول "الانحراف الكلي المقبول في حالة البرودة" إلى خردة إذا لم يتم التحقق من التذبذب الديناميكي والانحراف الحراري.
عرّف الانحراف المحوري
الانحراف المحوري (يُناقش غالبًا باسم نفاد الرجالتُعرف هذه الحركة بأنها حركة ذهاب وإياب لسطح دوار بالنسبة لمحور الدوران الحقيقي. إذا لم يكن سطح السكين أو كتف التثبيت عموديًا تمامًا على محور العمود، فإن السكين "تتذبذب" محوريًا أثناء دورانها.
في مصطلحات الورشة، أنت تبحث عن تأرجح مؤشر متكرر أثناء دوران محور/مجموعة الشفرات، ويتم الإبلاغ عنه عادةً على النحو التالي: قراءة المؤشر الكلي (TIR) — حركة المؤشر من الذروة إلى الذروة في دورة كاملة واحدة. (في الأسفل، يشير هذا الدليل إلى شركة Lion Precision كمرجع متخصص في علم القياس حول قياس الانحراف.)
الانحراف المحوري مقابل الانحراف القطري
يؤدي الانحراف المحوري والقطري إلى إنشاء "بصمات" مختلفة على خط القطع.
- الانحراف المحوري (الوجهي) يتم قياسه على وجه ويمثل هذا تذبذب السطح على طول محور العمود. وغالبًا ما يظهر على شكل عدم انتظام في تعشيق السكين وعيوب في الحافة من جانب واحد.
- الانحراف الشعاعي يتم قياسه على القطر (OD) ويمثل الدوران غير المركزي العمودي على المحور. وغالبًا ما يظهر على شكل تغير في الحمل الدوري، والاهتزاز، وتغير في العرض/التعشيق.
يُقدّم مقال "نصائح التحكم بالحركة" شرحاً موجزاً للتباين بأسلوب التعريف. الانحراف القطري مقابل الانحراف المحوري.
للحصول على شرح أكثر تفصيلاً من منظور القياس (بما في ذلك طرق القياس غير التلامسية)، راجع دليل شركة ليون بريسيجن. قياس انحراف العمود.
المصادر الشائعة في رؤوس الشق
نادراً ما ينجم الانحراف المحوري عن جزء واحد فقط. في أغلب الأحيان، يكون السبب تراكم الأجزاء بالإضافة إلى مشكلة في عملية التصنيع.
تشمل المصادر الشائعة ما يلي:
- التلوث على الأسطح (النتوءات، بقايا المواد اللاصقة، الوبر العالق، التآكل)
- أكتاف متضررة، أو خدوش على الفواصل، أو علامات احتكاك الأوتار
- أخطاء التوازي الفاصل تتراكم عبر المكدس
- Knife face flatness and tooling geometry stability changes after regrind or heat exposure
- عزم تثبيت غير متساوٍ أو حلقات تثبيت مشوهة
- يتغير الخلوص المحوري للمحمل أو التحميل المسبق بتغير درجة الحرارة
تُعد نظرة شركة كابور إنتربرايزز الشاملة حول الانحراف المحوري والقطري وانحراف الوجه بمثابة فحص مفيد للتعريفات والتأثيرات الثابتة مقابل الديناميكية، ولماذا يعكس "انحراف الوجه" في كثير من الأحيان مشكلات التعامد والتسطيح.
التفاوتات و TIR المجمعة
لا تؤدي التفاوتات المسموح بها في المكونات بالضرورة إلى أداء التجميع.
- يمكن أن يكون السكين ضمن مواصفات التسطيح/الانحراف الخاصة به ومع ذلك يظهر انحرافًا إجماليًا ضعيفًا عند تجميع مجموعة الفواصل بشكل غير متساوٍ.
- يمكن أن تمر مجموعة من المحامل بالدوران البطيء وهي باردة، ثم تنحرف للخارج بمجرد أن تسخن المحامل ويتغير الحمل.
تعامل مع الانعكاس الداخلي الكلي المُجمّع كخاصية من خصائص النظام:
- الأجهزة (أسطح السكاكين، الفواصل، كتف المحور)
- حَشد (النظافة، عزم الدوران، المحاذاة)
- عملية (السرعة، التوتر، درجة الحرارة)
الآليات والعيوب
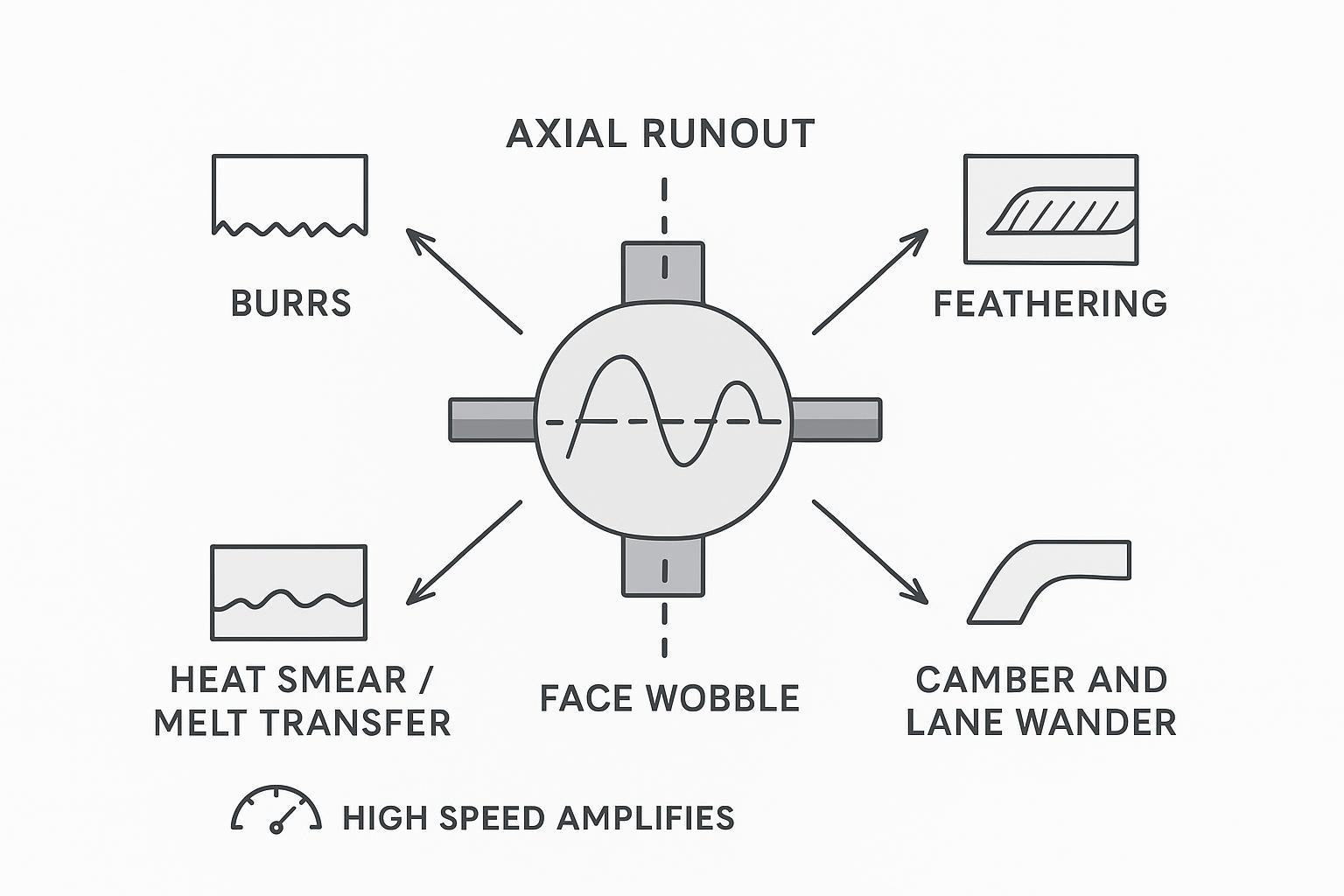
يؤدي الانحراف المحوري إلى تغيير ميكانيكا التلامس في كل دورة. في عملية القص، يعني ذلك أن التداخل/التعشيق ليس ثابتًا. وفي عمليات السحق أو التقطيع، يعني ذلك أن قوة الضغط على نقطة التلامس ليست ثابتة. في كلتا الحالتين، يُعدّ "عدم الاتساق الدوري" طريقًا سريعًا لظهور عيوب في الحواف.
الأشواك والريش
لا تكون النتوءات والريش عادةً عشوائية - فغالباً ما يكون لها نمط متكرر مرتبط بالدوران.
يمكن أن يتسبب التذبذب المحوري في:
- جانب واحد من السكين لتحمل المزيد من الضغط (شفرة ذات جانب واحد)
- الشبكة لرؤية التداخل الفعال المتغير (تنعيم الحواف على أحد الأطراف، ووضوح الحواف على الطرف الآخر)
- الاحتكاك المتقطع بدلاً من القص الثابت (علامات مسح الحواف)
إذا أبلغ المشغلون عن "ظهور واختفاء النتوء" بسرعة ثابتة، فاعتبر ذلك دليلاً على أن الانحراف أو توازي الركام أو الاهتزاز موجود في الحلقة.
سخّن، ذوّب، وانقل
عند سرعات الخط العالية، تتحول ذروات الاحتكاك إلى ذروات حرارية. ويمكن أن يؤدي الانحراف المحوري إلى فترات قصيرة ومتكررة من ضغط التلامس العالي والاحتكاك.
هذا الأمر مهم لأن:
- Heat accelerates edge micro-damage and changes cut behavior over the run
- قد تلين بعض أنواع الأغشية (الأغشية، والطلاءات، والمواد اللاصقة) موضعياً، مما يؤدي إلى التلطيخ/الانتقال.
- يؤدي تراكم النقل على الأسطح إلى تفاقم مشكلة التدحرج (حلقة تغذية راجعة).
إذا تفاقم عيب الحافة فقط بعد استقرار الخط عند سرعة معينة، فضع في اعتبارك نفاد ديناميكي والحركة المدفوعة بدرجة الحرارة - وليس فقط الهندسة الباردة.
انحناء المسار وانحرافه
بينما يتسبب الانحراف المحوري في انحراف جانبي دوري، فإن التغيرات المنتظمة في العرض غالبًا ما تنتج عن تراكم الفواصل. لمزيد من المعلومات حول محاذاة المسافات، اقرأ دليلنا المصاحب حول إدارة التفاوت التراكمي في السماكة.
غالباً ما يُعالج انحراف المسار على أنه مشكلة شد أو توجيه. لكن الانحراف المحوري قد يؤثر على القوى الجانبية عندما يختلف تلامس السكين مع الدوران.
من الناحية العملية:
- يشهد الويب "تحميلًا جانبيًا" دوريًا عند القطع
- قد يظهر ذلك على شكل ميلان في الطريق، أو مسارات متعرجة، أو صلابة غير متساوية عند إعادة لف الإطار.
إذا كان الانحراف مرتبطًا برأس شق واحد أو مجموعة مسارات واحدة، فقم بقياس الانحراف على هذا المحور وقارنه بالمسارات التي تسير بسلاسة.
القياس والتحقق
تفشل معظم عمليات استكشاف أخطاء نفاد البطارية لأحد سببين: إما أن المؤشر موضوع على ميزة تخفي الخطأ الحقيقي، أو أن الفحص يتم فقط بشكل بارد وبطيء.
نقاط TIR في أرضية المصنع
قم بقياس موضع الخطأ الذي قد يؤثر على عملية القطع. نقاط التحقق النموذجية (اختر ما يناسب تصميم رأسك):
- وجه كتف الشجرة (قبل التكديس)
- توجد أسطح فاصلة في نقاط متعددة في المجموعة (لتحديد مكان تراكم الانعكاس الكلي الداخلي)
- جانب السكين بالقرب من حافة القطع (عرض انحراف محوري/سطحي)
- أعراض انحراف السكين (انحراف شعاعي)
يتمثل أحد الأساليب العملية في تحديد النقطة المرتفعة (بقلم طلاء) ومعرفة ما إذا كانت تتبع ما يلي:
- المحور (تبقى المشكلة في العمود/المحمل)
- فاصل/سكين محدد (تنتقل المشكلة مع المكون)
- المشبك (تتغير المشكلة بتغير عزم الدوران)
تذبذب واهتزاز ديناميكي
تُعد الفحوصات الثابتة ضرورية، ولكنها غير كافية للخطوط عالية السرعة.
قد يزداد الانحراف الديناميكي في ظروف التشغيل نتيجة للتغيرات الحرارية، والحمل، وعدم التوازن، وحدود الصلابة. وتشير شركة فلوك صراحةً إلى ذلك. قد لا يظهر الانحراف الديناميكي إلا في ظل ظروف التشغيلوهذا يتطابق مع ما تراه العديد من خطوط التحويل: "إنها تقيس بشكل جيد، لكنها تقطع بشكل سيئ عند السرعة".
عندما يكون العرض حساسًا للسرعة، أضف واحدًا على الأقل مما يلي:
- مسبار إزاحة بدون تلامس عند السرعة (عندما يكون ذلك عمليًا)
- اتجاه الاهتزاز عند سرعة تشغيل 1× (لربطه بالانزلاق/عدم التوازن)
- قم بإجراء فحص انحراف المحرك مباشرة بعد تغيير السرعة أو تغيير الحمل
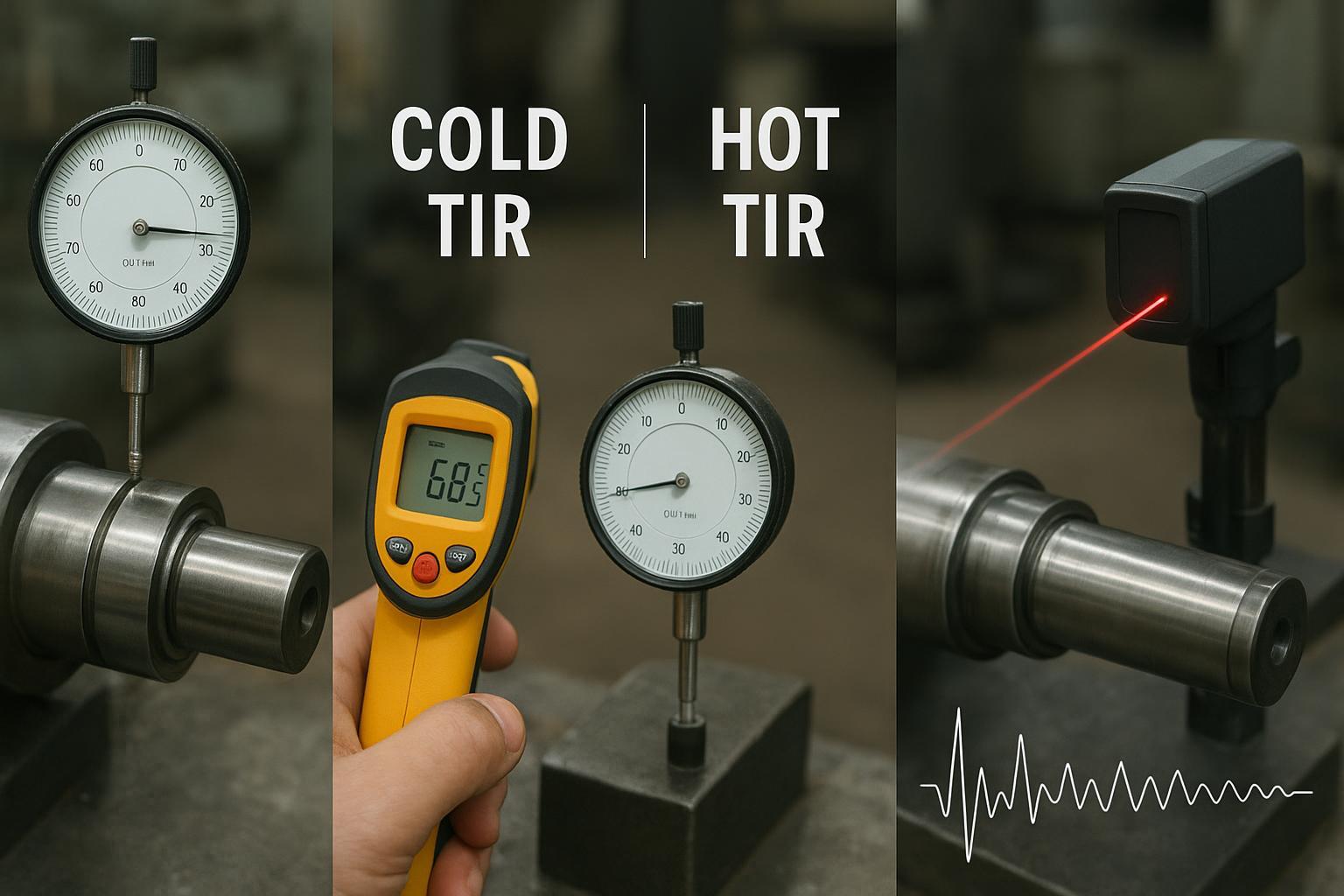
فحص الانحراف من البارد إلى الساخن
لمواجهة الانحراف المحوري الناتج عن الحرارة، يستخدم Maxtor Metal تحكمًا دورات تخفيف التوتر وعند تحديد ذلك للتطبيق، العلاج بالتبريد أثناء تصنيع السكاكين لتحسين ثبات الأبعاد في بيئات التحويل عالية السرعة. (تعتمد قدرة تحمل درجة الحرارة على نوع الفولاذ ومواصفات المعالجة الحرارية؛ تحقق من ذلك وفقًا لدرجة حرارة التشغيل ومتطلبات الشركة المصنعة الأصلية).
إذا تدهورت جودة الحواف بعد التسخين، فاعتبر الانحراف من البارد إلى الساخن فحصًا ضروريًا.
يُعد التمدد الحراري وحركة الآلات من الأمور الراسخة في ممارسات الموثوقية؛ وتُعد الورقة البيضاء الخاصة بالحركة الديناميكية والتمدد الحراري من Reliabilityweb مرجعًا أساسيًا مفيدًا.
تتمثل الطريقة الملائمة لبيئة العمل في المصنع فيما يلي:
- سجل درجة الحرارة الداخلية الباردة عند نقاط المؤشر المحددة.
- قم بتشغيله بسرعة التشغيل العادية ودرجة حرارة ثابتة.
- أعد الفحص في أقرب وقت ممكن بأمان في حالة "الساخنة" (أو مباشرة بعد الإغلاق بينما لا تزال درجات الحرارة نموذجية).
يتوافق نهج المقارنة هذا بين البرودة والساخنة مع إرشادات النمو الحراري للمحاذاة مثل إرشادات لوديكا. مناقشة النمو الحراري و Reliabilityweb ورقة بيضاء حول الحركة الديناميكية والنمو الحراري.
أساليب وبيانات نموذجية للتحقق
لجعل التحكم في انحراف المسار قابلاً للتكرار، حدد نقاط القياس، والأجهزة، ومنطق القبول قبل البدء في استكشاف الأخطاء وإصلاحها.
مثال على إعداد القياس (أرضية المصنع):
- الجهاز: مؤشر قياس (أو مسبار إزاحة)، قاعدة/تثبيت مغناطيسي صلب
- المرجع: سطح تلامس نظيف وخالٍ من النتوءات؛ تحميل مسبق ثابت
- الدوران: دوران بطيء بزاوية 360 درجة للتصوير الكلي الداخلي الثابت؛ تحديد النقطة المرتفعة للتتبع
- سجل: الحد الأقصى - الحد الأدنى TIRبالإضافة إلى درجة الحرارة/الحالة (بارد مقابل ساخن)
مجموعة بيانات مثال (توضيحي):
- النقطة أ (سطح كتف الشجرة): انحناء داخلي بارد 0.008 مم ← انحناء داخلي ساخن 0.014 مم
- النقطة ب (سطح الفاصل في منتصف الرصة): انعكاس داخلي بارد 0.012 مم ← انعكاس داخلي ساخن 0.020 مم
- النقطة ج (جانب السكين بالقرب من الحافة): انعكاس حراري بارد 0.015 مم ← انعكاس حراري ساخن 0.028 مم
ما يوحي به المثال: يزداد الخطأ مع ارتفاع درجة الحرارة ويتراكم في المكدس، لذا فإن التنظيف/التوازي/التحكم في عزم الدوران والتحقق من حالة التشغيل الساخن يصبحان من الأولويات.
ملاحظة حول قابلية التكرار (فحص سريع لقابلية التكرار والتباين): اطلب من فنيين قياس نفس النقطة ثلاث مرات. إذا كان التباين كبيرًا مقارنةً بنطاق القبول، فقم بتحسين التثبيت، وزاوية تلامس المؤشر، وتعريف ورقة العمل قبل إلقاء اللوم على الجهاز.
استراتيجيات التخفيف
إن إصلاح الانحراف المحوري يتعلق بتقليل حساسية التراكم والتحكم في التغييرات بين "الفحص" و "الإنتاج".
الأجهزة الدقيقة وضمان الجودة
ابدأ بالأجزاء التي تحدد الشكل الهندسي.
- تأكد من أن أسطح السكين وأسطح الفواصل نظيفة ومسطحة وخالية من أي انبعاجات بارزة.
- تحكم في التوازي الفاصل كنظام، وليس كأجزاء "جيدة" فردية.
- توحيد عزم دوران المشبك وتسلسل الشد.
إذا كنت تقيّم السكاكين الدائرية للتقطيع عالي السرعة، فإن مواصفات صفحة المنتج (المواد، والتفاوتات، وخيارات تشطيب السطح) مهمة لأنها تؤثر على سلوك المنتج بعد تجميعه. انظر سكاكين وشفرات دائرية Maxtor Metal بالنسبة للتكوينات المدعومة ونطاقات الدقة المنشورة.
ملخص أسئلة وأجوبة + ملاحظة خدمة (≤30 كلمة):
- سجلات تتبع الحرارة/الدفعة، والصلابة، وفحص الانحراف
- تتوفر خدمات توثيق الشحن والتنسيق الجمركي للطلبات الدولية.
المحامل، والتوازن، والصلابة
إذا كان قياس رأس المحرك "جيدًا" ولكنه يصبح غير مستقر عند السرعة، فابحث فيما وراء السكاكين.
- المحامل: الخلوص المحوري، حالة التحميل المسبق، حالة التشحيم، وملاءمة التركيب
- التوازن: توازن الكتلة الدوارة على المجموعة المجمعة وأي محولات
- الصلابة: قطر المحور، والبروز، والمسافة بين الدعامات، وصلابة الإطار
The practical goal is to avoid a system where small face wobble excites vibration that then increases the effective runout during cutting. For the upstream locating decisions that directly drive this wobble—bore fit selection (ISO 286 H7/h6 vs H7/g6), GD&T coaxiality targets, and a repeatable assembly verification routine—see Central Bore Tolerance and Runout: Optimizing ISO 286 Fits for High-Speed Slitter Knives.
ضبط الإعدادات وإجراءات التشغيل القياسية
التحكم في الانحراف هو التحكم في التكرارية.
الحد الأدنى من عناصر إجراءات التشغيل القياسية التي تمنع "الانحراف الغامض":
- بروتوكول التنظيف والفحص لجميع الأوجه قبل التكديس
- نقاط مؤشر محددة وورقة عمل قياسية لكل رأس
- قيمة عزم ربط المشبك + تسلسل الشد
- إجراءات التسخين ونقطة "التحقق من السخونة" المحددة للوظائف عالية السرعة
For thin-film and nonwoven lines where dynamic contact consistency is the primary challenge, a spring-loaded zero-clearance setup provides continuous preload compensation; see Spring-Loaded Setup for Zero-Clearance Shear Slitting.
القبول وإمكانية التتبع

إذا لم تحدد مفهوم القبول، فسوف تتجادل حول الأسباب في كل مرة تظهر فيها مشكلة.
نطاقات قبول المواد/المقاييس
حدد نطاقات القبول لكل فئة من المواد ونطاق القياس.
فيما يلي مثال نقطة البداية (ليست مواصفات عامة). يجب عليك التحقق من صحة المواصفات بناءً على المادة المستخدمة، ونوع السكين (قص/سحق/خدش)، ومتطلبات الحافة النهائية.
مثال على نطاقات القبول (الوجه المجمع TIR عند حافة السكين القريبة):
- الأغشية الرقيقة والشبكات المطلية (حساسية عالية): ≤ 0.015 مم بارد, ≤ 0.020 مم ساخن
- مواد التغليف العامة / الورق (حساسية متوسطة): ≤ 0.020 مم بارد, ≤ 0.030 مم ساخن
- أسطح سميكة / مملوءة / خشنة (تهيمن عليها ظاهرة تآكل الحواف): ≤ 0.025 مم بارد, ≤ 0.035 مم ساخن
قاعدة القرار (عملية):
- لو تتجاوز درجة حرارة الانعكاس الداخلي الحراري النطاق المحدد أو أن عيب الحافة يكون دوريًا بسرعة ثابتة: توقف واعزل النقطة المرتفعة (المحور مقابل الفاصل مقابل السكين)، ثم أعد الفحص بعد اتخاذ الإجراء التصحيحي.
- لو البرد مقبول، لكن الحرارة تتصاعد إلى الأعلى: مراجعة حالة المحمل/التحميل المسبق، وإجراءات التشغيل القياسية للتسخين، وعزم/تسلسل التثبيت، وتوازي الركائز.
ملاحظة: الأرقام المذكورة أعلاه هي أمثلة متحفظة عمداً لخطوط النقل عالية السرعة. استخدمها كنموذج لبناء نطاقاتك الخاصة من سجلات التشغيل ونتائج جودة الحواف.
- عادة ما تكون الأغشية الرقيقة والشبكات المطلية أكثر حساسية للاهتزاز والحرارة.
- غالباً ما تؤدي المواد الكاشطة أو المملوءة إلى تفاقم تآكل الحواف، مما قد يخفي السبب الجذري للانحراف.
يكمن المفتاح في الاتفاق على "الحافة المقبولة" و"النسبة الزمنية المقبولة" لكل عائلة منتجات، ثم إلزام النظام بها.
سجلات التشغيل وقوالب TIR
يحوّل سجل التشغيل البسيط مشكلة الركض من تشخيص لمرة واحدة إلى متغير خاضع للتحكم.
يشمل:
- التاريخ/الوقت، رقم التعريف الرئيسي، المشغل
- المادة، المقياس، سرعة الخط، نقاط ضبط الشد
- قراءات الأشعة تحت الحمراء الباردة (نقاط محددة)
- قراءات درجة حرارة TIR الساخنة (نفس النقاط)
- ملاحظات حول جودة الحافة (أي جانب، أي مسارات)
- الإجراءات التصحيحية المتخذة والنتيجة
المعايير والمراجع
أما بالنسبة للتعريفات الرسمية ولغة التسامح، فإن أكثر مجموعات المعايير شيوعًا هي:
- ASME Y14.5 (رموز التجاوز والغرض من GD&T)
- ISO 1101 (تفاوت نظام تحديد المواقع العالمي، بما في ذلك الانحراف)
- ISO 230-7 (الدقة الهندسية لمحاور الدوران)
من الناحية العملية للقياس، تساعد المراجع مثل دليل قياس انحراف العمود من شركة Lion Precision ونظرة عامة على الانحراف من شركة Kapoor Enterprises في ترجمة اللغة القياسية إلى عمليات فحص في الورش.
الخاتمة
إذا كنت ترغب في الحصول على حواف نظيفة بسرعة الإنتاج، فتعامل مع الانحراف المحوري (السطحي) على أنه متغير النظام المُجمَّع الديناميكي—لم يتم إجراء أي قياس للبرودة على أي جزء. عمليًا، أقوى المؤشرات على استقرار الحافة هي (1) حيث تقوم بالقياس (نقاط الوجه القريبة من الحافة التي تؤثر على التفاعل)، (2) ما إذا كنت تحقق من حالة TIR الساخنة بعد التسخين، و(3) ما إذا كانت مجموعة الفواصل/السكاكين الخاصة بك مبنية بتوازي ونظافة قابلة للتكرار.
تتمثل إحدى الطرق العملية لتحويل هذا إلى تحكم يومي في الربط عيوب الحواف إلى توقيعات نفاد الشحنعادةً ما يشير ظهور نتوءات أو اهتزازات دورية مرتبطة بالدوران بسرعة ثابتة إلى أن النظام يشهد تغيرات دورية في التعشيق، لذا تتبع النقطة المرتفعة، وحدد ما إذا كانت تتبع المحور أو الفاصل أو المشبك، ثم تأكد من الإصلاح بإعادة فحص سريعة في حالة التشغيل. هذا يتجنب الوقوع في فخ "القياس سليم" الشائع بينما لا يزال الخط ينتج خردة.
وأخيرًا، تذكر أن معايير وإجراءات القبول لا تُجدي نفعًا إلا إذا كانت موثقة وقابلة للتكرار. يمكن استخدام ورقة عمل بسيطة لتسجيل مقارنة بين درجات الحرارة الباردة والساخنةتتيح لك خاصية تسلسل عزم الدوران وملاحظات الحافة الأولية بناء حدود خاصة بالمواد بناءً على نتائج حقيقية. بعد عدة عمليات تشغيل، ستتمكن من التنبؤ بالمهام التي تتطلب انضباطًا أكبر في عملية التجميع، أو التحقق المسبق، أو فحوصات التوازن، قبل أن تبدأ جودة الحافة بالتدهور.
جيسي شو هو مهندس جودة أول (ضمان الجودة) في Maxtor Metal مع 15 سنة يتمتع بخبرة في مجال الشفرات الصناعية وجودة العمليات. وتشمل خلفيته تحليل الأعطال—تمييز التكسر والتآكل غير الطبيعي الناتج عن اختلاف عملية المعالجة الحرارية مقابل انفصال المواد. الشهادات: ASQ-CQE, مدقق رئيسي معتمد لمعيار ISO 9001, المستوى الثاني من الجمعية الأمريكية لاختبار التلف (ASNT).
ملاحظة حول مراقبة الوثائق والسلامة
- آخر مراجعة: 2026-05-21
- أمان: اتبع دائمًا دليل الشركة المصنعة الأصلية وإجراءات السلامة في الموقع. يجب أن يتم أي قياس للانحراف أو الاهتزاز أثناء السرعة بواسطة أفراد مؤهلين فقط مع توفير الحماية المناسبة، وتطبيق إجراءات العزل والتحذير، وتقييم المخاطر.
- إخلاء مسؤولية: هذه المقالة دليل تعليمي. تم توفير أي مراجع لمنتجات Maxtor Metal لتوضيح سياق تكوينات الشفرات المتاحة.
- أهم النقاط المتعلقة بالانحراف المحوري وجودة الحواف والتكلفة الإجمالية للملكية
- الخطوات التالية الفورية: القياس، التسجيل، التثبيت، التحقق من درجة الحرارة الدافئة
- التحسين المستمر: التوازن، عمليات تدقيق ضمان الجودة، والمراجعات
الخلاصة الأساسية بسيطة: الانحراف المحوري ليس مجرد رقم قياس - إنه خطأ تحميل قابل للتكرار يؤثر بشكل مباشر على جودة الحواف بسرعةعندما تتحكم في نظافة السطح، وتوازي التراكم، والتحقق من حالة الحرارة، فإنك تقلل من الخردة، وتطيل عمر السكين، وتحمي OEE.
الخطوات التالية التي يمكنك القيام بها هذا الأسبوع:
- قم بقياس TIR المحوري (الوجهي) عند نقاط محددة، وليس "حيث يسهل الوصول إليه".
- ابدأ بتسجيل بيانات التشغيل مع قراءات البرد والحرارة.
- تثبيت الإعداد: تنظيف الأسطح، وتوحيد عزم الدوران، وعزل المكون الذي يحمل النقطة العالية.
- تأكد من أن درجة الحرارة دافئة في المهام التي تعمل بسرعة أو تتطلب حرارة عالية.
بمرور الوقت، تعامل معه كمشروع لتحسين قدرات النظام:
- قم بموازنة المجموعات الدوارة عند زيادة السرعة.
- تدقيق سجلات ضمان الجودة وقابلية تكرار القياس.
- استعرض الاتجاهات حسب رقم تعريف الرأس ومجموعة المواد.
مواصفات دقة مستوى السكين، وسجلات تتبع المعالجة الحرارية، وبيانات فحص الانحراف لسكاكين القطع الدائرية المستخدمة في تطبيقات التحويل عالية السرعة. تتوفر أوراق المواصفات على صفحة المنتج Maxtor Metal.
دراسة حالة: تقطيع أغشية التغليف (BOPP/PE) - قبل وبعد
البيانات التالية تأتي من الدعم الميداني لشركة Maxtor Metal لمحول أغشية التغليف الذي يعمل بتقنية BOPP/PE؛ وقد تم إخفاء اسم العميل.
تطبيق
- الصناعة: تقطيع أغشية التغليف (BOPP / PE)
- المادة الأساسية: غشاء تغليف BOPP (مع بعض البولي إيثيلين)
- نطاق السماكة: 25-80 ميكرومتر
- سرعة الخط: 350-600 متر/دقيقة
مثال على مجموعة سكاكين
- عدد السكاكين الدائرية في المجموعة: 16-20
- عدد الفواصل/الأكمام في المجموعة: 32-40
- الحشوات: تُستخدم لضبط العرض النهائي بدقة
بيان المشكلة في جملة واحدة
عند السرعة العالية، أظهر الخط نتوءات وتشويهات، وكانت قابلية تكرار عرض الشق غير مستقرة بعد عمليات التغيير.
ما الذي قمنا بتغييره؟
- تم قياس الفواصل ووضع علامات عليها واحدة تلو الأخرى؛ وتم فرزها في فئات 0.001 مم ويتم تجميعها معًا.
- مشبك قياسي قيمة عزم الدوران، والأداة، والتسلسلمسجلة TIR قبل وبعد عزم الدوران.
- تم تطبيق التواصل عبر الوجه التنظيف وإزالة النتوءات الروتين (الفواصل، وجوه السكين، أكتاف التثبيت).
- تمت إضافة المقال الأول فحص العرض والحواف وسجل التشغيل.
قبل مقابل بعد (مثال متحفظ)
| متري | قبل | بعد |
|---|---|---|
| تباين عرض الشق | ±0.070 مم | ±0.025 مم |
| معدل عيوب الحواف/النتوءات | 5–7% | 1–2% |
| وقت التغيير | 50-55 دقيقة | 33-36 دقيقة |
| عزم الدوران قبل/بعد الالتواء الكلي | 0.012–0.016 مم | 0.005–0.008 مم |
| تفاوت سماكة الفاصل | 0.006 مم | 0.002 مم |
أهم النقاط المستخلصة من القضية
- قد تبدو نتائج التصوير بالانعكاس الكلي الداخلي (TIR) البطيء والبارد مقبولة، ومع ذلك يزداد الانحراف المحوري في الظروف الساخنة وتبدأ جودة الحواف بالتذبذب.
- لم تكن نقطة التفتيش الأكثر فعالية هي أي سكين منفردة. بل كانت TIR المجمعة في حالة ساخنة زائد نظافة الوجه عبر مجموعة الفواصل/السكاكين.
- في أغلفة التغليف، يميل التلف الطفيف في الحواف إلى التفاقم ليصبح نتوءات وتشويهات وحواف لف غير متساوية في اتجاه مجرى الإنتاج.
FAQs:
السؤال: ما هو الانحراف المحوري (axial runout) في عمود سكاكين التقطيع؟
الجواب: الانحراف المحوري هو التذبذب (Wobble) للوجه الدوار (انحراف الوجه) بالنسبة لمحور العمود. في التقطيع، يؤدي هذا إلى تغيير تعشيق الشفرة في كل دورة وقد يؤدي إلى عيوب في حافة القطع من جانب واحد.
السؤال: الانحراف المحوري مقابل الانحراف الشعاعي: أيهما يسبب النتوءات (burrs)؟
الجواب: كلاهما يمكن أن يساهم، لكن الانحراف المحوري (انحراف الوجه) غالباً ما يخلق تعشيقاً غير متساوٍ يظهر على شكل نتوءات أو وبر في جانب واحد. أما الانحراف الشعاعي فيظهر غالباً على شكل اهتزاز دوري وحمل غير متناسق.
السؤال: كيف يمكنني قياس الانحراف المحوري (انحراف الوجه) باستخدام مؤشر الاتصال (dial indicator)؟
الجواب: ضع طرف المؤشر على الوجه الذي تريد قياسه (كتف العمود، وجه الفاصل، الوجه الجانبي للشفرة)، وقم بتطبيق تحميل مسبق بسيط، ثم قم بالدوران 360 درجة وسجل القيمة القصوى ناقص الدنيا. هذه القيمة من القمة إلى القمة هي TIR (إجمالي قراءة المؤشر).
السؤال: ما هي قيمة TIR المقبولة للتقطيع عالي السرعة؟
الجواب: لا يوجد رقم عالمي ثابت. قم بتحديد نطاقات القبول بناءً على المادة والسماكة، وتحقق تحت ظروف واقعية (بما في ذلك الفحوصات وهي ساخنة). قد تفشل قيمة "TIR المقبولة وهي باردة" أثناء التشغيل إذا زاد التذبذب الديناميكي.
السؤال: لماذا تبدو جودة الحافة جيدة عند السرعة المنخفضة ولكنها تفشل عند سرعة الإنتاج؟
الجواب: السرعة الأعلى تضخم التأثيرات الديناميكية: الاهتزاز، عدم التوازن، تغيرات الحمل، والتمدد الحراري. يمكن لهذه العوامل أن تزيد من الانحراف الفعلي وتغير تحميل الشفرة، حتى لو كانت القياسات الساكنة تبدو مقبولة.
السؤال: كيف أتحقق من انحراف الانحراف (runout drift) من الحالة الباردة إلى الساخنة في رأس التقطيع؟
الجواب: قم بتسجيل قيمة TIR وهي باردة في نقاط قياس ثابتة، ثم قم بالتشغيل حتى تصل إلى درجة حرارة إنتاج مستقرة، ثم أعد التحقق وهي ساخنة (أو فور التوقف بينما لا تزال درجات الحرارة تمثل حالة التشغيل). قارن المجموعتين لتحديد مقدار الانحراف كمياً.
السؤال: ما الذي يسبب انحراف المسار (lane wander) في التقطيع بخلاف الشد والتوجيه؟
الجواب: يمكن أن يؤدي الانحراف المحوري إلى إدخال تحميل جانبي دوري عند القطع، مما قد يسبب انحراف المسارات جانبياً. إذا كان الانحراف مرتبطاً برأس واحد أو مجموعة مسارات محددة، قم بقياس ذلك العمود/الرزمة قبل تغيير إعدادات التعامل مع المادة.
السؤال: كيف يمكنني تقليل الانحراف المحوري دون استبدال رأس التقطيع بالكامل؟
الجواب: ابدأ بالتنظيف وفحص حالة الأسطح، ثم اعزل المكون الذي يسبب النقطة المرتفعة، وقم بتوحيد عزم الدوران وتسلسل الربط، ثم تحقق وهي ساخنة. إذا استمرت المشكلة، افحص المحامل/التحميل المسبق، والتوازن، والصلابة.