
Il taglio ad alta velocità non perdona: piccoli errori geometrici si manifestano come bave, sbavature e corsie instabili molto prima di comparire in una lista di controllo della manutenzione. Maxtor MetalI problemi di eccentricità si verificano più spesso quando una linea viene spinta per ottenere un OEE più elevato, ma il bordo della fessura deve rimanere sufficientemente pulito per le fasi successive di laminazione, stampa o saldatura.
- Perché l'eccentricità assiale è importante per l'OEE, gli scarti e la qualità dei bordi
- In che modo l'eccentricità assiale differisce dall'eccentricità radiale nella pratica?
- Cosa tratta questa guida: meccanismi, misurazione, mitigazione, controllo qualità
- Nota tecnica: Per le specifiche a livello di lama, inclusi gli standard di eccentricità assiale e i gradi del materiale, vedere Maxtor Metal Lame di precisione circolari per tagliare.
Punti chiaveLa concentricità assiale (della superficie) modifica il modo in cui le lame caricano il nastro ad ogni giro. Ad alta velocità, una "temperatura di incisione a freddo accettabile" può comunque trasformarsi in uno scarto se non vengono verificate le oscillazioni dinamiche e la deriva termica.
Definire l'eccentricità assiale
L'eccentricità assiale (spesso discussa come faccia sgombro) è il movimento di entrata e uscita di una superficie rotante rispetto al vero asse di rotazione. Se la superficie della lama o la spalla di serraggio non sono perfettamente perpendicolari all'asse dell'albero, la lama "oscilla" assialmente durante la rotazione.
In termini di officina, stai cercando un'oscillazione dell'indicatore ripetuta mentre il gruppo albero/coltelli ruota, solitamente riportata come TIR (lettura totale dell'indicatore) — il movimento dell'indicatore picco-picco in un giro completo. (Più avanti, questa guida cita Lion Precision come riferimento metrologico sulla misurazione dell'eccentricità.)
Eccentricità assiale vs radiale
L'eccentricità assiale e radiale creano "firme" diverse sulla linea di taglio.
- Concentricità assiale (facciale) viene misurato su un viso e rappresenta un'oscillazione della superficie lungo l'asse dell'albero. Si manifesta spesso con un impegno irregolare della lama e difetti del bordo su un solo lato.
- Eccentricità radiale viene misurato su un diametro (OD) e rappresenta la rotazione fuori centro perpendicolare all'asse. Si manifesta spesso come variazione ciclica del carico, vibrazione e variazione di larghezza/impegno.
Un contrasto di stile definitorio conciso è descritto nell'articolo di Motion Control Tips su eccentricità radiale vs eccentricità assiale.
Per una spiegazione più approfondita orientata alla metrologia (compresi i metodi senza contatto), consultare la guida di Lion Precision a misurazione dell'eccentricità dell'albero.
Fonti comuni nel taglio delle teste
L'eccentricità assiale raramente deriva da un singolo componente. Nella maggior parte dei casi è dovuta a una combinazione di fattori e a un problema di processo.
Le fonti più comuni includono:
- Contaminazione delle superfici (bave, residui di adesivo, lanugine intrappolata, corrosione)
- Spalle danneggiate, tacche sui distanziali o segni di usura dovuti alla pressione dei tasti.
- Accumulo di errori di parallelismo degli spaziatori lungo lo stack
- Knife face flatness and tooling geometry stability changes after regrind or heat exposure
- Coppia di serraggio non uniforme o anelli di serraggio deformati
- Il gioco assiale del cuscinetto o il precarico variano con la temperatura
La panoramica di Kapoor Enterprises su eccentricità assiale, radiale e frontale è un utile riscontro sulle definizioni, sugli effetti statici e dinamici e sul perché l'eccentricità frontale spesso rifletta problemi sia di perpendicolarità che di planarità.
Tolleranza e TIR assemblato
Le tolleranze dei componenti non equivalgono automaticamente alle prestazioni del prodotto assemblato.
- Un coltello può rientrare nelle proprie specifiche di planarità/eccentricità e mostrare comunque una scarsa precisione di taglio (TIR) quando la pila di distanziali non è uniforme.
- Una pila può passare a bassa velocità di rotazione a freddo, per poi deviare quando i cuscinetti si riscaldano e il carico cambia.
Trattare il TIR assemblato come una caratteristica del sistema:
- hardware (superfici delle lame, distanziali, spalla dell'albero)
- assemblaggio (pulizia, coppia, allineamento)
- operazione (velocità, tensione, temperatura)
Meccanismi e difetti
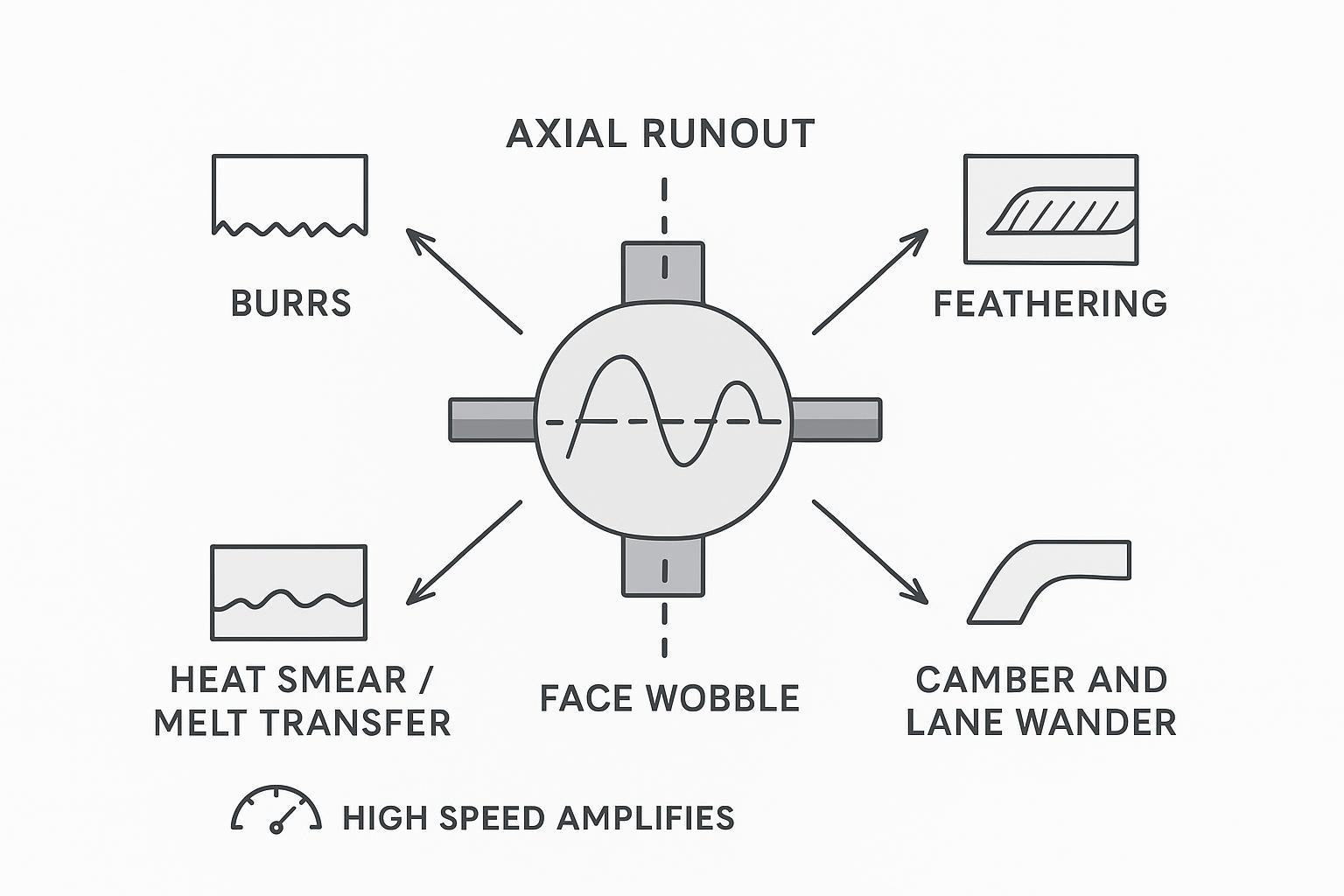
L'eccentricità assiale modifica la meccanica di contatto a ogni giro. Nel taglio a cesoia, ciò significa che la sovrapposizione/l'impegno non è costante. Nelle configurazioni di schiacciamento o incisione, significa che il carico di presa non è costante. In entrambi i casi, l'"incoerenza ciclica" è una via rapida verso i difetti del bordo.
Spuntoni e piume
Le nervature e le striature non sono generalmente casuali, ma spesso seguono uno schema ripetitivo legato alla rotazione.
L'oscillazione assiale può causare:
- Un lato del coltello per sopportare un carico maggiore (macina su un solo lato)
- Il web per vedere una sovrapposizione effettiva variabile (sfumata su un bordo, pulita sull'altro)
- Sfregamento intermittente anziché taglio costante (segni di sfregamento sui bordi)
Se gli operatori segnalano che "la bava compare e scompare" a velocità costante, questo va interpretato come un indizio di eccentricità, parallelismo dello stack o vibrazioni nel circuito.
Riscaldare, fondere e trasferire
Ad alte velocità di linea, i picchi di attrito si trasformano in picchi di calore. L'eccentricità assiale può creare brevi e ripetuti periodi di maggiore pressione di contatto e sfregamento.
Questo è importante perché:
- Heat accelerates edge micro-damage and changes cut behavior over the run
- Alcuni materiali (pellicole, rivestimenti, adesivi) possono ammorbidirsi localmente, causando sbavature/trasferimenti
- Il trasferimento si accumula sulle superfici e peggiora il problema della deformazione (un circolo vizioso).
Se il difetto del bordo peggiora solo dopo che la linea si è stabilizzata alla velocità, considerare interruzione dinamica e movimenti indotti dalla temperatura, non solo dalla geometria fredda.
Inclinazione e deviazione della corsia
Mentre l'eccentricità assiale causa una distorsione laterale periodica, le variazioni sistematiche della larghezza sono spesso determinate dall'accumulo di distanziatori. Per un approfondimento sull'allineamento degli spazi, leggi la nostra guida complementare su Gestione della tolleranza cumulativa dello spessore.
La deviazione dalla traiettoria viene spesso trattata come un problema di tensione o di guida. Tuttavia, l'eccentricità assiale può influenzare le forze laterali quando l'ingaggio della lama varia attorno alla rotazione.
In termini pratici:
- Il web vede periodicamente “caricamenti laterali” al taglio
- Ciò può manifestarsi come campanatura, traiettorie irregolari o durezza di riavvolgimento non uniforme
Se la deviazione è correlata a una testa di taglio o a un gruppo di corsie, misurare l'eccentricità su quell'albero e confrontarla con quella delle corsie che non presentano deviazioni.
Misurazione e verifica
La maggior parte delle procedure di risoluzione dei problemi di eccentricità fallisce per uno di questi due motivi: l'indicatore è posizionato su una caratteristica che nasconde l'errore reale, oppure il controllo viene eseguito solo a freddo e lentamente.
Punti TIR del reparto officina
Misurare dove l'errore può influenzare il taglio. Punti di controllo tipici (scegliere quelli più adatti al design della propria testina):
- Superficie della spalla dell'albero (prima dell'impilamento)
- Le superfici distanziatrici si trovano in più punti della pila (per identificare dove si accumula la riflessione interna totale)
- La superficie laterale della lama vicino al filo tagliente (sintomo di eccentricità assiale/superficiale)
- Coltello OD (sintomo di eccentricità radiale)
Un approccio pratico consiste nel segnare il punto più alto (con un pennarello) e vedere se segue:
- l'albero (il problema rimane con l'albero/cuscinetto)
- uno specifico distanziatore/coltello (il problema si sposta con il componente)
- il morsetto (il problema cambia con la coppia)
oscillazione e vibrazione dinamiche
Le verifiche statiche sono necessarie, ma non sufficienti per le linee ad alta velocità.
L'eccentricità dinamica può aumentare in condizioni operative a causa di variazioni termiche, carico, squilibrio e limiti di rigidità. Fluke nota esplicitamente che Il runout dinamico potrebbe manifestarsi solo in determinate condizioni operativeche corrisponde a quanto riscontrato da molte linee di conversione: "misura bene, ma taglia male ad alta velocità".
Quando il sintomo è dipendente dalla velocità, aggiungere almeno uno dei seguenti elementi:
- Sonda di spostamento senza contatto ad alta velocità (quando possibile)
- Andamento delle vibrazioni a 1× velocità di corsa (per correlarlo a eccentricità/squilibrio)
- Controllo dell'eccentricità immediatamente dopo una variazione di velocità o di carico.
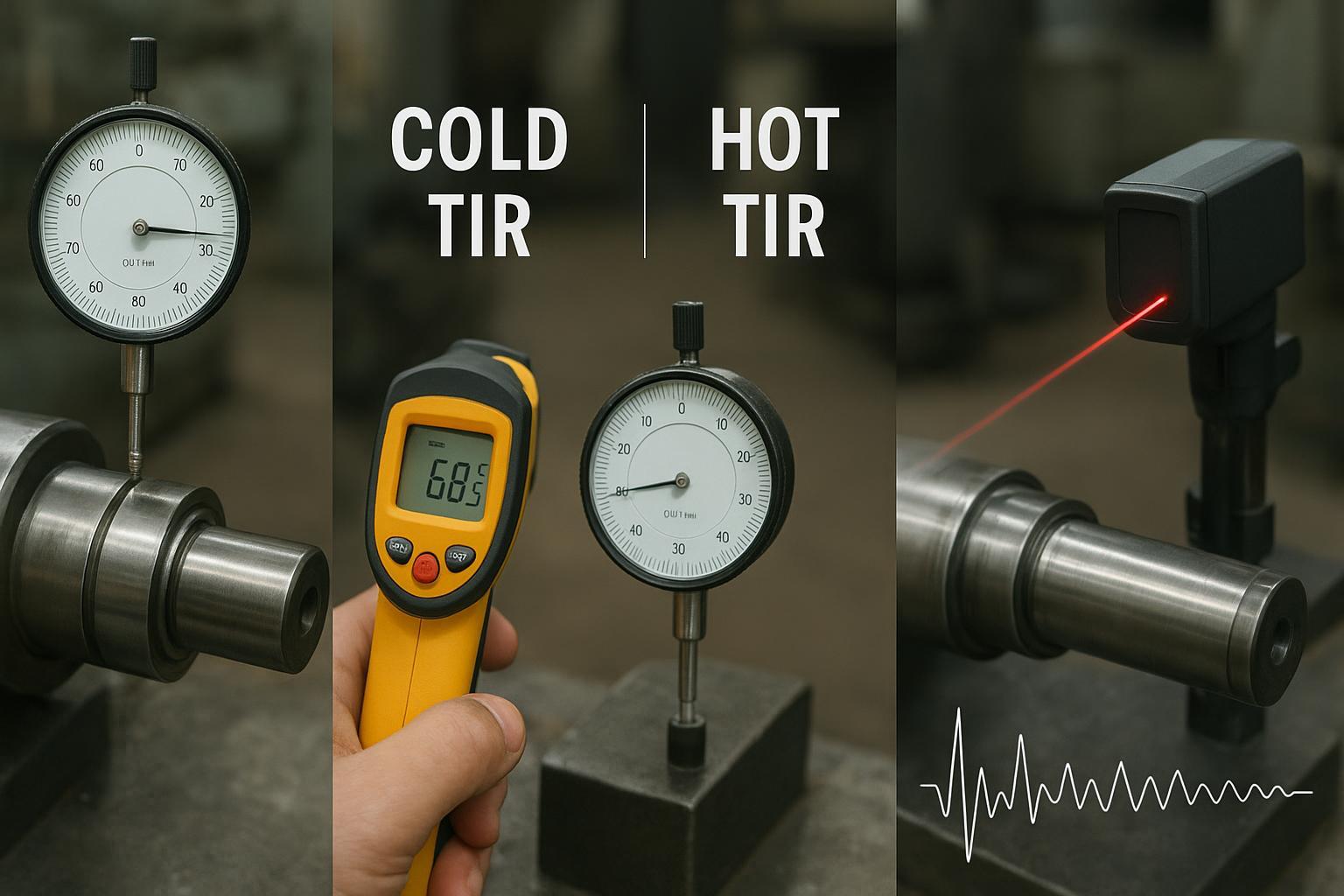
Controlli di deriva da freddo a caldo
Per contrastare l'eccentricità assiale dovuta al calore, Maxtor Metal utilizza un controllo cicli antistress e, quando specificato per l'applicazione, trattamento criogenico Durante la produzione di coltelli, per migliorare la stabilità dimensionale in ambienti di trasformazione ad alta velocità. (La capacità di temperatura dipende dal tipo di acciaio e dalle specifiche del trattamento termico; verificare la conformità alla temperatura di esercizio e ai requisiti OEM.)
Se la qualità del bordo si degrada dopo il riscaldamento, considerare la deriva da freddo a caldo come un controllo obbligatorio.
La dilatazione termica e il movimento delle macchine sono fenomeni ben consolidati nella pratica dell'affidabilità; il white paper di Reliabilityweb sul movimento dinamico e la dilatazione termica rappresenta un utile riferimento.
Un metodo pratico per l'ambiente di vendita è il seguente:
- Registrare la temperatura TIR a freddo in punti indicatori definiti.
- Raggiungere la velocità di funzionamento normale e una temperatura stabile.
- Ricontrollare non appena possibile in condizioni di sicurezza, a caldo (oppure immediatamente dopo lo spegnimento, quando le temperature sono ancora rappresentative).
Questo approccio di confronto freddo-caldo è coerente con la guida di crescita termica di allineamento come quella di Ludeca discussione sulla crescita termica e di Reliabilityweb Documento tecnico su movimento dinamico e crescita termica.
Metodi e dati di esempio per la verifica
Per rendere ripetibile il controllo del runout, definire punti di misurazione, strumenti e logica di accettazione prima della risoluzione dei problemi.
Esempio di configurazione di misurazione (in officina):
- Strumento: comparatore a quadrante (o sonda di spostamento), base/fissaggio magnetico rigido
- Riferimento: superficie di contatto pulita e sbavata; precarico costante
- Rotazione: rotazione lenta a 360° per TIR statico; contrassegnare il punto più alto per il tracciamento
- Registra: max–min come TIR, più temperatura/stato (freddo vs caldo)
Esempio di set di dati (illustrativo):
- Punto A (superficie della spalla dell'albero): TIR a freddo 0,008 mm → TIR a caldo 0,014 mm
- Punto B (superficie distanziatrice centrale): TIR freddo 0,012 mm → TIR caldo 0,020 mm
- Punto C (lato lama vicino al bordo): TIR a freddo 0,015 mm → TIR a caldo 0,028 mm
Cosa suggerisce l'esempio: L'errore aumenta con la temperatura e si accumula nella pila, quindi la pulizia/il parallelismo/il controllo della coppia e la verifica in condizioni di caldo diventano la priorità.
Nota sulla ripetibilità (verifica rapida R&R): Fai misurare lo stesso punto tre volte da due operatori. Se la dispersione è elevata rispetto alla banda di accettazione, prima di dare la colpa all'hardware, migliora il fissaggio, l'angolo di contatto dell'indicatore e la definizione del foglio di lavoro.
Strategie di mitigazione
Correggere l'eccentricità assiale significa ridurre la sensibilità all'accumulo di materiale e controllare cosa cambia tra la fase di "ispezione" e quella di "produzione".
Hardware di precisione e controllo qualità
Iniziate dalle parti che definiscono la geometria.
- Verificare che le superfici di contatto delle lame e dei distanziatori siano pulite, piane e prive di ammaccature in rilievo.
- Controllare il parallelismo dei distanziatori come un sistema, non come singoli "pezzi buoni".
- Standardizzare la coppia di serraggio e la sequenza di serraggio.
Se stai valutando lame circolari per il taglio ad alta velocità, le specifiche della pagina del prodotto (materiali, tolleranze, opzioni di finitura superficiale) sono importanti perché influenzano il comportamento del prodotto assemblato. Vedi Lame e coltelli circolari Maxtor Metal per le configurazioni supportate e gli intervalli di precisione pubblicati.
Breve risposta alle domande e nota di servizio (≤30 parole):
- Tracciabilità del lotto/caldaia, registri di ispezione della durezza e della conformazione
- Per gli ordini internazionali è disponibile assistenza per la documentazione di spedizione e il coordinamento doganale.
Cuscinetti, bilanciamento e rigidità
Se una testa "ha le dimensioni giuste" ma diventa instabile ad alta velocità, è meglio guardare oltre i bisturi.
- Cuscinetti: gioco assiale, precarico, stato di lubrificazione e accoppiamenti di montaggio
- Bilanciamento: bilancia di massa rotante sulla pila assemblata e su eventuali adattatori
- Rigidità: diametro dell'albero, sbalzo, spaziatura dei supporti e rigidità del telaio.
The practical goal is to avoid a system where small face wobble excites vibration that then increases the effective runout during cutting. For the upstream locating decisions that directly drive this wobble—bore fit selection (ISO 286 H7/h6 vs H7/g6), GD&T coaxiality targets, and a repeatable assembly verification routine—see Central Bore Tolerance and Runout: Optimizing ISO 286 Fits for High-Speed Slitter Knives.
Configurazione, controllo e procedure operative standard
Il controllo della concentricità è il controllo della ripetibilità.
Elementi minimi della procedura operativa standard (SOP) che impediscono la "deriva misteriosa":
- Protocollo di pulizia e controllo per tutte le facce prima dell'impilamento
- Punti indicatori definiti e un foglio di lavoro standard per ogni voce
- Valore della coppia di serraggio + sequenza di serraggio
- Procedura di riscaldamento e punto di "verifica del calore" definito per lavori ad alta velocità.
For thin-film and nonwoven lines where dynamic contact consistency is the primary challenge, a spring-loaded zero-clearance setup provides continuous preload compensation; see Spring-Loaded Setup for Zero-Clearance Shear Slitting.
Accettazione e tracciabilità

Se non si definisce il concetto di accettazione, si finirà per discutere sulle cause ogni volta che si solleva la questione.
Fasce di accettazione del materiale/spessore
Definire le bande di accettazione per famiglia di materiali e intervallo di spessore.
Di seguito è riportato un esempio di punto di partenza (Non si tratta di una specifica universale). È necessario effettuare una convalida in base al materiale, al tipo di lama (taglio/frantumazione/incisione) e ai requisiti del bordo a valle.
Esempio di bande di accettazione (TIR della faccia assemblata sul bordo vicino al coltello):
- Pellicole sottili e nastri rivestiti (alta sensibilità): ≤ 0,015 mm freddo, ≤ 0,020 mm caldo
- Laminati/carta per imballaggi generici (sensibilità media): ≤ 0,020 mm freddo, ≤ 0,030 mm caldo
- Reti spesse/piene/abrasive (dominate dall'usura dei bordi): ≤ 0,025 mm freddo, ≤ 0,035 mm caldo
Regola decisionale (pratica):
- Se TIR caldo supera la banda oppure il difetto del bordo è periodico a velocità costante: arrestare e isolare il punto più alto (mandrino vs distanziatore vs lama), quindi ricontrollare dopo l'intervento correttivo.
- Se Il freddo va bene, ma le correnti calde sono alte: verificare le condizioni del cuscinetto/precarico, la procedura operativa standard di riscaldamento, la coppia/sequenza di serraggio e il parallelismo della pila.
Nota: i numeri sopra riportati sono esempi volutamente prudenti per le linee ad alta velocità. Utilizzateli come modello per creare le vostre bande a partire dai registri di esecuzione e dai risultati di qualità dei bordi.
- Le pellicole sottili e i nastri rivestiti sono generalmente più sensibili alle vibrazioni e al calore.
- I materiali abrasivi o caricati spesso amplificano l'usura dei bordi, che può nascondere una causa principale di eccentricità.
La chiave è concordare i valori di "margine accettabile" e "TIR accettabile" per ciascuna famiglia di prodotti, e poi far sì che il sistema li rispetti.
Registri di esecuzione e modelli TIR
Un semplice registro delle attività trasforma il problema del runout da una diagnosi una tantum in una variabile controllata.
Includi:
- Data/ora, ID testa, operatore
- Materiale, calibro, velocità di linea, punti di regolazione della tensione
- Letture TIR a freddo (punti definiti)
- Letture TIR a caldo (stessi punti)
- Note sulla qualità del bordo (quale lato, quali corsie)
- Misure correttive adottate e relativo esito
Norme e riferimenti
Per quanto riguarda le definizioni formali e il linguaggio delle tolleranze, le famiglie di norme più comunemente citate sono:
- ASME Y14.5 (simboli di concentricità e intento GD&T)
- ISO 1101 (tolleranza GPS, inclusa la concentricità)
- ISO 230-7 (precisione geometrica degli assi di rotazione)
Dal punto di vista pratico delle misurazioni, riferimenti come la guida alla misurazione dell'eccentricità dell'albero di Lion Precision e la panoramica sull'eccentricità di Kapoor Enterprises aiutano a tradurre la terminologia standard in controlli in officina.
Conclusione
Se desideri bordi puliti alla velocità di produzione, tratta l'eccentricità assiale (facciale) come un variabile dinamica del sistema assemblato—nessuna singola misurazione a freddo su una parte. In pratica, i più forti predittori della stabilità del bordo sono (1) dove si misura (punti della faccia vicino al bordo che influenzano il coinvolgimento), (2) se tu verificare la temperatura TIR dopo il riscaldamento e (3) se la pila di distanziatori/coltelli è costruita con parallelismo e pulizia ripetibili.
Un modo pratico per trasformare questo in controllo quotidiano è quello di collegare difetti di bordo per firme di runoutLa formazione periodica di bave o sbavature legate alla rotazione a velocità costante di solito indica che il sistema sta subendo variazioni cicliche di innesto: quindi, individua il punto critico, stabilisci se segue l'albero, un distanziale o il morsetto e conferma la correzione con un breve controllo a caldo. Questo evita la comune trappola di "misurare a posto" mentre la linea continua a produrre scarti.
Infine, ricorda che le fasce di accettazione e le procedure funzionano solo se documentate e ripetibili. Un semplice foglio di lavoro che cattura TIR freddo vs caldoLa sequenza di coppia e le note sui bordi del primo articolo consentono di definire i propri limiti specifici per il materiale a partire da risultati reali. Dopo alcune esecuzioni, sarà possibile prevedere quali lavori necessitano di una disciplina di impilamento più rigorosa, di una verifica a caldo o di controlli di bilanciamento, prima che la qualità dei bordi inizi a deteriorarsi.
Jesse Xu è un Ingegnere senior della qualità (QA) A Maxtor Metal con 15 anni di esperienza in lame industriali e qualità di processo. Il suo background comprende analisi dei guasti—distinguere scheggiature e usura anomala causate da variazioni del processo di trattamento termico rispetto alla segregazione del materiale. Certificazioni: ASQ-CQE, Auditor capo ISO 9001, ANT Livello II.
Controllo dei documenti e nota sulla sicurezza
- Ultimo aggiornamento: 2026-05-21
- Sicurezza: Attenersi sempre al manuale del produttore e alle procedure di sicurezza del sito. Qualsiasi misurazione di oscillazione o vibrazione ad alta velocità deve essere eseguita esclusivamente da personale qualificato, con adeguate protezioni, procedure di blocco/etichettatura e valutazione dei rischi.
- Nota informativa: Questo articolo è una guida didattica. I riferimenti ai prodotti Maxtor Metal sono forniti a scopo informativo sulle configurazioni delle lame disponibili.
- Punti chiave su eccentricità assiale, qualità dei bordi e TCO
- Prossimi passi immediati: misurare, registrare, stabilizzare, verificare il calore
- Miglioramento continuo: equilibrio, controlli di qualità e revisioni.
La conclusione principale è semplice: La concentricità assiale non è solo un valore metrologico, ma un errore di carico ripetibile che influenza direttamente la qualità del bordo ad alta velocità.Quando si controlla la pulizia della superficie, il parallelismo dell'impilamento e la verifica delle condizioni a caldo, si riducono gli scarti, si prolunga la durata delle lame e si protegge l'OEE (Overall Equipment Effectiveness).
Ecco i prossimi passi che puoi intraprendere questa settimana:
- Misurare la TIR assiale (facciale) in punti definiti, non "dove è facile da raggiungere".
- Avvia un registro delle corse con le letture a freddo e a caldo.
- Stabilizzare l'assetto: pulire le superfici, standardizzare la coppia, isolare il componente che presenta il punto più alto.
- Verificare la temperatura dei lavori che vengono eseguiti rapidamente o che generano molto calore.
Nel tempo, trattatelo come un progetto di sviluppo delle funzionalità di sistema:
- Bilanciare i gruppi rotanti all'aumentare della velocità.
- Verifica della qualità dei registri e della ripetibilità delle misurazioni.
- Analisi delle tendenze per ID del prodotto e famiglia di materiali.
Specifiche di precisione a livello di lama, registri di tracciabilità del trattamento termico e dati di ispezione dell'eccentricità per lame di taglio circolari utilizzate in applicazioni di conversione ad alta velocità. Le schede tecniche sono disponibili su la pagina del prodotto Maxtor Metal.
Caso di studio: taglio della pellicola per imballaggio (BOPP/PE) - prima vs dopo
I seguenti dati provengono dall'assistenza sul campo di Maxtor Metal per un trasformatore di film per imballaggio che utilizza BOPP/PE; il nome del cliente è stato reso anonimo.
Applicazione
- Settore: taglio di film per imballaggio (BOPP/PE)
- Materiale principale: film di imballaggio in BOPP (con una piccola quantità di PE)
- Spessore: 25–80 μm
- Velocità della linea: 350–600 m/min
Esempio di pila di coltelli
- Coltelli circolari per set: 16–20
- Distanziatori/manicotti per set: 32–40
- Spessori: utilizzati per la regolazione fine della larghezza
Descrizione del problema in una sola frase
At high speed, the line showed burr and feathering, and slit-width repeatability was unstable after changeovers.
What we changed
- Measured and labeled spacers one-by-one; sorted in 0.001 mm bins and paired for assembly.
- Standardized clamp torque value, tool, and sequence; recorded pre- and post-torque TIR.
- Implemented a face-contact cleaning and deburring routine (spacers, knife faces, clamping shoulders).
- Added first-article width + edge inspection and a run log.
Before vs after (conservative example)
| Metrico | Prima | Dopo |
|---|---|---|
| Slit width variation | ±0.070 mm | ±0.025 mm |
| Burr / edge defect rate | 5–7% | 1–2% |
| Changeover time | 50–55 min | 33–36 min |
| Pre/Post-torque TIR | 0.012–0.016 mm | 0.005–0.008 mm |
| Spacer thickness spread | 0.006 mm | 0.002 mm |
Key takeaways from the case
- Cold, slow-roll TIR can look acceptable, yet hot-condition axial runout grows and edge quality begins to fluctuate.
- The most actionable checkpoint was not any single knife. It was assembled hot-condition TIR plus face cleanliness across the spacer/knife stack.
- On packaging films, small edge damage tends to amplify into burr, feathering, and uneven rewind edges downstream.
FAQs:
Domanda: Cos'è il runout assiale (axial runout) su un albero portalama per slitter?
Risposta: Il runout assiale è l'oscillazione (dondolio) in entrata e in uscita di una faccia rotante (runout frontale) rispetto all'asse dell'albero. Nel taglio, ciò modifica l'innesto della lama ad ogni rotazione e può causare difetti su un solo lato del tagliente.
Domanda: Runout assiale o radiale: quale causa le bave?
Risposta: Entrambi possono contribuire, ma il runout assiale (frontale) crea spesso un innesto irregolare che si manifesta come bave o sfilacciature su un solo lato. Il runout radiale si manifesta più spesso come vibrazione ciclica e carico incoerente.
Domanda: Come si misura il runout assiale (runout frontale) con un comparatore a quadrante?
Risposta: Posizionate la punta del comparatore sulla faccia desiderata (spallamento dell'albero, faccia del distanziale, faccia laterale della lama), applicate un leggero precarico, ruotate di 360° e registrate la differenza tra il massimo e il minimo. Quel valore picco-picco è il TIR (Total Indicator Reading).
Domanda: Qual è un TIR accettabile per lo slitting ad alta velocità?
Risposta: Non esiste un numero universale. Impostate fasce di accettazione in base al materiale e allo spessore, e verificate in condizioni reali (inclusi i controlli a caldo). Un "TIR accettabile a freddo" può risultare non idoneo durante l'esercizio se il runout dinamico aumenta.
Domanda: Perché la qualità del filo sembra buona a bassa velocità ma peggiora alla velocità di produzione?
Risposta: Una velocità maggiore amplifica gli effetti dinamici: vibrazioni, squilibrio, variazioni di carico e dilatazione termica. Questi elementi possono aumentare il runout effettivo e modificare il carico sulla lama, anche se le misurazioni statiche sembravano accettabili.
Domanda: Come verifico la deriva del runout da freddo a caldo su una testa di taglio?
Risposta: Registrate il TIR a freddo in punti di misura fissi, portate la macchina alla temperatura di produzione stabile, quindi ricontrollate a caldo (o immediatamente dopo l'arresto mentre le temperature sono ancora rappresentative). Confrontate i due set di dati per quantificare la deriva.
Domanda: Cosa causa lo scostamento delle piste (lane wander) nel taglio oltre alla tensione e alla guida?
Risposta: Il runout assiale può introdurre un carico laterale periodico al taglio, che può deviare lateralmente le piste. Se lo scostamento si verifica su una specifica testa o gruppo di piste, misurate quell'albero/pila prima di modificare le impostazioni di movimentazione del nastro.
Domanda: Come posso ridurre il runout assiale senza sostituire l'intera testa di taglio?
Risposta: Iniziate con la pulizia e il controllo delle condizioni delle superfici, poi isolate quale componente presenta il punto critico (high spot), standardizzate la coppia e la sequenza di serraggio, e verificate a caldo. Se il problema persiste, ispezionate cuscinetti/precarico, bilanciamento e rigidità.