
Cắt xẻ tốc độ cao rất khắt khe: những sai sót nhỏ về hình học sẽ thể hiện ra dưới dạng gờ, vết cắt không đều và đường cắt không ổn định rất lâu trước khi chúng xuất hiện trong danh sách kiểm tra bảo trì. Maxtor MetalChúng ta thường thấy các vấn đề về độ chính xác khi dây chuyền sản xuất được đẩy mạnh để đạt hiệu suất OEE cao hơn nhưng mép cắt phải đủ sạch để thực hiện các công đoạn cán màng, in ấn hoặc hàn tiếp theo.
- Vì sao độ lệch trục lại quan trọng đối với OEE, phế phẩm và chất lượng cạnh
- Trong thực tế, độ lệch trục khác với độ lệch xuyên tâm như thế nào?
- Hướng dẫn này bao gồm: cơ chế, đo lường, giảm thiểu rủi ro, đảm bảo chất lượng.
- Ghi chú kỹ thuậtĐể biết thông tin chi tiết về thông số kỹ thuật dao, bao gồm tiêu chuẩn độ lệch trục và cấp vật liệu, vui lòng xem tài liệu Maxtor Metal. Dao cắt rãnh tròn chính xác.
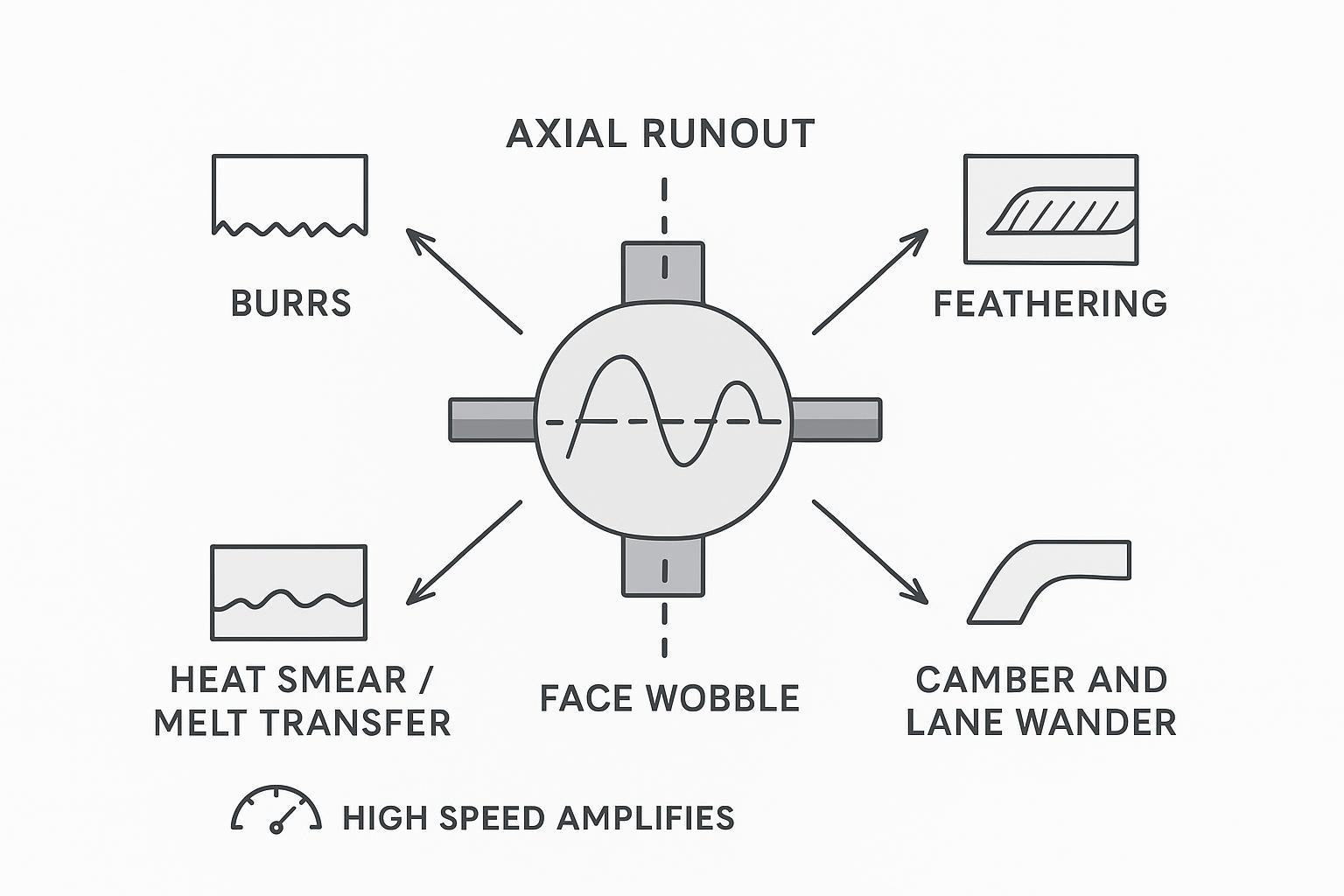
Những điểm chính: Độ lệch trục (mặt) làm thay đổi cách các dao tải vật liệu sau mỗi vòng quay. Ở tốc độ cao, "TIR nguội chấp nhận được" vẫn có thể trở thành phế phẩm nếu hiện tượng rung lắc động và trôi nhiệt không được kiểm tra.
Định nghĩa độ lệch trục
Độ lệch trục (thường được thảo luận như là) mặt chạy hết(Sự rung lắc) là chuyển động ra vào của một mặt quay so với trục quay thực sự. Nếu mặt dao hoặc vai kẹp không hoàn toàn vuông góc với trục quay, dao sẽ "lắc lư" quanh trục khi quay.
Theo thuật ngữ kỹ thuật trong xưởng, bạn cần quan sát sự dao động lặp lại của kim chỉ thị khi cụm trục/dao quay, thường được báo cáo là... TIR (tổng chỉ số đọc) — Biên độ dao động từ đỉnh đến đỉnh của kim chỉ thị trong một vòng quay hoàn chỉnh. (Ở phần dưới, hướng dẫn này trích dẫn Lion Precision làm tài liệu tham khảo về đo độ lệch tâm.)
Độ lệch trục so với độ lệch xuyên tâm
Độ lệch trục và độ lệch xuyên tâm tạo ra những "dấu hiệu" khác nhau trên dây chuyền xẻ rãnh.
- Độ lệch trục (mặt) được đo trên khuôn mặt và thể hiện sự rung lắc của mặt cắt dọc theo trục quay. Nó thường biểu hiện dưới dạng sự ăn khớp dao không đều và các khuyết tật ở cạnh cắt một phía.
- Độ lệch tâm xuyên tâm được đo trên đường kính (OD) biểu thị sự quay lệch tâm vuông góc với trục. Nó thường xuất hiện dưới dạng biến thiên tải trọng theo chu kỳ, rung động và biến thiên độ rộng/độ ăn khớp.
Bài viết của Motion Control Tips mô tả sự khác biệt ngắn gọn theo kiểu định nghĩa về vấn đề này. độ lệch tâm hướng tâm so với độ lệch trục.
Để có lời giải thích sâu hơn về mặt đo lường (bao gồm cả các phương pháp không tiếp xúc), hãy xem hướng dẫn của Lion Precision về... đo độ lệch trục.
Các nguồn phổ biến trong việc cắt đầu
Độ lệch trục hiếm khi chỉ do một chi tiết duy nhất gây ra. Hầu hết các trường hợp, đó là sự tích tụ của nhiều chi tiết cộng với vấn đề về quy trình sản xuất.
Các nguồn phổ biến bao gồm:
- Các chất bẩn bám trên bề mặt (gờ, cặn keo, xơ vải kẹt, ăn mòn)
- Vai đàn bị hư hỏng, vết xước trên miếng đệm hoặc vết mài mòn.
- Lỗi song song hóa bộ đệm tích lũy trên toàn bộ ngăn xếp
- Knife face flatness and tooling geometry stability changes after regrind or heat exposure
- Mô-men xoắn kẹp không đều hoặc vòng kẹp bị biến dạng
- Độ rơ dọc trục hoặc tải trọng trước của ổ trục thay đổi theo nhiệt độ.
Tổng quan của Kapoor Enterprises về độ lệch trục, độ lệch xuyên tâm và độ lệch mặt là một sự kiểm tra chéo hữu ích về các định nghĩa, các hiệu ứng tĩnh so với động, và lý do tại sao "độ lệch mặt" thường phản ánh cả các vấn đề về độ vuông góc và độ phẳng.
Dung sai và TIR lắp ráp
Dung sai của các linh kiện không tự động đảm bảo hiệu suất của toàn bộ sản phẩm.
- Một con dao có thể nằm trong phạm vi thông số kỹ thuật về độ phẳng/độ lệch tâm nhưng vẫn có thể cho thấy độ chính xác lắp ráp kém nếu các miếng đệm được xếp chồng không đều.
- Một chồng ổ trục có thể quay chậm khi còn nguội, sau đó sẽ bị lệch hướng khi ổ trục nóng lên và tải trọng thay đổi.
Coi TIR đã lắp ráp như một đặc tính của hệ thống:
- phần cứng (mặt dao, miếng đệm, vai trục)
- cuộc họp (độ sạch, mô-men xoắn, độ thẳng hàng)
- hoạt động (tốc độ, sức căng, nhiệt độ)
Cơ chế và khiếm khuyết
Độ lệch trục làm thay đổi cơ chế tiếp xúc sau mỗi vòng quay. Trong quá trình xẻ rãnh bằng lực cắt, điều đó có nghĩa là sự chồng lấp/tiếp xúc không ổn định. Trong các thiết lập ép hoặc tạo rãnh, điều đó có nghĩa là tải trọng kẹp không ổn định. Dù bằng cách nào, "sự không nhất quán theo chu kỳ" là con đường nhanh dẫn đến các khuyết tật ở mép.
Gai và lông vũ
Các vết xước và lông tơ thường không phải là ngẫu nhiên — chúng thường có một mô hình lặp lại liên quan đến sự xoay chuyển.
Sự rung lắc trục có thể gây ra:
- Một bên của lưỡi dao chịu được tải trọng lớn hơn (gờ một bên).
- Trên web, ta thấy sự chồng lấp hiệu quả thay đổi (mờ dần ở một cạnh, sạch sẽ ở cạnh kia).
- Ma sát gián đoạn thay vì cắt liên tục (vết lau cạnh)
Nếu người vận hành báo cáo "gờ cắt xuất hiện rồi biến mất" với tốc độ ổn định, hãy coi đó là dấu hiệu cho thấy có thể do độ lệch tâm, độ song song của các thanh phôi hoặc rung động gây ra.
Đun nóng, làm tan chảy và chuyển giao
Ở tốc độ dây chuyền cao, các xung ma sát biến thành các xung nhiệt. Độ lệch trục có thể tạo ra các giai đoạn ngắn, lặp đi lặp lại với áp suất tiếp xúc và ma sát cao hơn.
Điều đó quan trọng vì:
- Heat accelerates edge micro-damage and changes cut behavior over the run
- Một số loại vật liệu (màng, lớp phủ, chất kết dính) có thể bị mềm cục bộ, dẫn đến hiện tượng lem/truyền mực.
- Hiện tượng truyền nhiệt tích tụ trên các bề mặt và làm trầm trọng thêm vấn đề lệch tâm (một vòng luẩn quẩn).
Nếu lỗi ở mép chỉ trở nên nghiêm trọng hơn sau khi dây chuyền đạt tốc độ ổn định, hãy xem xét... chạy động và chuyển động do nhiệt độ gây ra — chứ không chỉ là hình học lạnh lẽo.
Độ nghiêng và sự lang thang trong làn đường
Trong khi độ lệch trục gây ra sai lệch ngang định kỳ, các biến đổi chiều rộng có hệ thống thường do sự xếp chồng các miếng đệm gây ra. Để tìm hiểu sâu hơn về căn chỉnh khoảng cách, hãy đọc hướng dẫn kèm theo của chúng tôi về... Quản lý dung sai độ dày tích lũy.
Hiện tượng lệch làn thường được coi là vấn đề về lực căng hoặc dẫn hướng. Nhưng độ lệch trục có thể làm sai lệch lực ngang khi sự tiếp xúc của dao thay đổi xung quanh vòng quay.
Trên thực tế:
- Trang web thỉnh thoảng gặp hiện tượng "tải phụ" tại điểm cắt.
- Điều đó có thể biểu hiện qua độ nghiêng của đường, làn đường ngoằn ngoèo hoặc độ cứng của dây tua lại không đồng đều.
Nếu hiện tượng lệch hướng tương quan với một đầu cắt hoặc một nhóm làn cắt, hãy đo độ lệch tâm trên trục đó và so sánh với các làn cắt hoạt động trơn tru.
Đo lường và xác minh
Hầu hết các trường hợp khắc phục sự cố lệch tâm đều thất bại vì một trong hai lý do: chỉ báo được đặt trên một bộ phận che khuất lỗi thực sự, hoặc việc kiểm tra chỉ được thực hiện chậm và khi máy nguội.
Điểm TIR tại xưởng sản xuất
Đo lường những điểm mà sai sót có thể ảnh hưởng đến quá trình cắt. Các điểm kiểm tra điển hình (chọn những điểm phù hợp với thiết kế đầu máy của bạn):
- Mặt vai trục (trước khi xếp chồng)
- Các mặt đệm ở nhiều điểm trong chồng vật liệu (để xác định nơi bức xạ toàn phần tích tụ)
- Mặt bên của dao gần cạnh cắt (triệu chứng lệch trục/lệch mặt)
- Dao OD (triệu chứng lệch tâm xuyên tâm)
Một cách thực tế là đánh dấu điểm cao nhất (bằng bút sơn) và xem liệu nó có theo đó mà không bị ảnh hưởng hay không:
- trục chính (vấn đề vẫn nằm ở trục/ổ bi)
- một miếng đệm/dao chuyên dụng (vấn đề nằm ở việc di chuyển linh kiện)
- kẹp (vấn đề thay đổi theo mô-men xoắn)
Sự rung lắc và chấn động động học
Kiểm tra tĩnh điện là cần thiết, nhưng chưa đủ đối với các đường truyền tốc độ cao.
Độ lệch tâm động có thể tăng lên trong điều kiện vận hành do thay đổi nhiệt độ, tải trọng, mất cân bằng và giới hạn độ cứng. Fluke đã nêu rõ điều này. Hiện tượng lệch tâm động chỉ có thể xuất hiện trong điều kiện vận hành.Điều này trùng khớp với những gì nhiều dây chuyền gia công gặp phải: “Máy đo tốt, nhưng cắt kém ở tốc độ cao.”
Khi triệu chứng phụ thuộc vào tốc độ, hãy thêm ít nhất một trong những điều sau:
- Đầu dò dịch chuyển không tiếp xúc ở tốc độ cao (khi khả thi)
- Xu hướng rung động ở tốc độ chạy gấp 1 lần (để tương quan với độ lệch tâm/mất cân bằng)
- Kiểm tra độ lệch tâm ngay sau khi thay đổi tốc độ hoặc tải trọng.
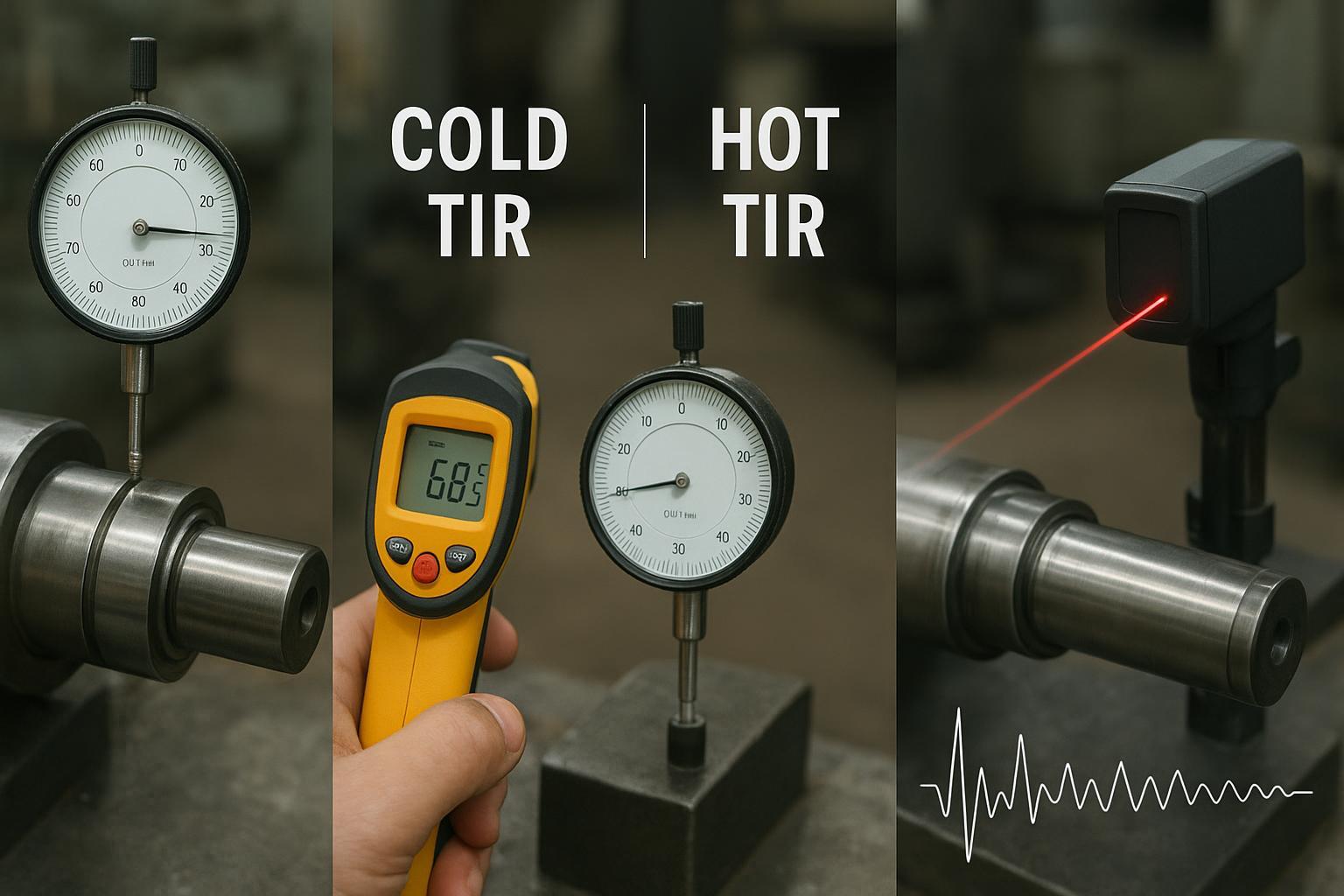
Kiểm tra sự thay đổi nhiệt độ từ lạnh sang nóng
Để khắc phục hiện tượng lệch trục do nhiệt độ, Maxtor Metal sử dụng cơ chế điều khiển. chu kỳ giảm căng thẳng và, khi được chỉ định cho ứng dụng, xử lý đông lạnh Trong quá trình sản xuất dao, nhằm cải thiện độ ổn định kích thước trong môi trường gia công tốc độ cao. (Khả năng chịu nhiệt phụ thuộc vào mác thép và thông số xử lý nhiệt; cần kiểm tra lại dựa trên nhiệt độ hoạt động và yêu cầu của nhà sản xuất thiết bị gốc.)
Nếu chất lượng cạnh bị suy giảm sau khi khởi động, hãy coi hiện tượng trôi lệch từ trạng thái nguội sang trạng thái nóng là một bước kiểm tra bắt buộc.
Sự giãn nở nhiệt và chuyển động của máy móc là những khái niệm đã được khẳng định trong thực tiễn độ tin cậy; tài liệu chuyên đề về chuyển động động và giãn nở nhiệt của Reliabilityweb là một nguồn tham khảo hữu ích.
Một phương pháp thân thiện với dây chuyền sản xuất là:
- Ghi lại chỉ số TIR lạnh tại các điểm chỉ thị đã xác định.
- Vận hành ở tốc độ bình thường và nhiệt độ ổn định.
- Kiểm tra lại ngay khi có thể một cách an toàn trong điều kiện "nóng" (hoặc ngay sau khi tắt máy khi nhiệt độ vẫn còn phản ánh tình trạng hoạt động bình thường).
Phương pháp so sánh giữa nhiệt độ thấp và nhiệt độ cao này phù hợp với hướng dẫn về sự phát triển nhiệt trong quá trình căn chỉnh, chẳng hạn như của Ludeca. thảo luận về sự tăng trưởng nhiệt và của Reliabilityweb Tài liệu nghiên cứu về chuyển động động lực và sự phát triển nhiệt.
Phương pháp và dữ liệu ví dụ để kiểm chứng
Để đảm bảo tính lặp lại của quá trình kiểm soát lỗi chạy, hãy xác định... điểm đo, dụng cụ và logic chấp nhận trước khi khắc phục sự cố.
Ví dụ về thiết lập đo lường (tại xưởng sản xuất):
- Dụng cụ: đồng hồ đo độ lệch (hoặc đầu dò dịch chuyển), đế/giá đỡ từ tính cứng
- Tham khảo: bề mặt tiếp xúc sạch, không có gờ; tải trước đồng đều
- Xoay: Xoay chậm 360° để chụp ảnh phản xạ toàn phần tĩnh; đánh dấu điểm cao nhất để theo dõi.
- Ghi lại: giá trị lớn nhất – giá trị nhỏ nhất dưới dạng TIR, cộng thêm nhiệt độ/trạng thái (lạnh so với nóng)
Ví dụ về bộ dữ liệu (mang tính minh họa):
- Điểm A (mặt vai trục): TIR nguội 0,008 mm → TIR nóng 0,014 mm
- Điểm B (mặt đệm giữa chồng): TIR lạnh 0,012 mm → TIR nóng 0,020 mm
- Điểm C (mặt bên của dao gần mép): TIR lạnh 0,015 mm → TIR nóng 0,028 mm
Ví dụ trên cho thấy: Sai số tăng theo nhiệt độ và tích lũy trong chồng vít, do đó việc làm sạch/kiểm tra độ song song/kiểm soát mô-men xoắn và xác minh điều kiện nhiệt độ cao trở thành ưu tiên hàng đầu.
Ghi chú về khả năng lặp lại (kiểm tra nhanh R&R): Hãy để hai người vận hành đo cùng một điểm ba lần. Nếu độ chênh lệch lớn so với dải chấp nhận được, hãy cải thiện giá đỡ, góc tiếp xúc của kim chỉ thị và định nghĩa bảng tính trước khi đổ lỗi cho phần cứng.
Các chiến lược giảm thiểu
Khắc phục độ lệch trục nhằm mục đích giảm độ nhạy tích lũy và kiểm soát những thay đổi giữa giai đoạn “kiểm tra” và “sản xuất”.
Phần cứng chính xác và kiểm soát chất lượng
Hãy bắt đầu với các bộ phận xác định hình dạng hình học.
- Kiểm tra xem bề mặt dao và bề mặt miếng đệm có sạch sẽ, phẳng và không có vết lõm nổi hay không.
- Kiểm soát tính song song của các bộ phận đệm như một hệ thống, chứ không phải như những "bộ phận tốt" riêng lẻ.
- Chuẩn hóa mô-men xoắn kẹp và trình tự siết chặt.
Nếu bạn đang đánh giá các loại dao tròn dùng để cắt tốc độ cao, thông số kỹ thuật trên trang sản phẩm (vật liệu, dung sai, tùy chọn hoàn thiện bề mặt) rất quan trọng vì chúng ảnh hưởng đến hoạt động của máy sau khi lắp ráp. Xem thêm Dao và lưỡi dao tròn Maxtor Metal Đối với các cấu hình được hỗ trợ và phạm vi độ chính xác đã công bố.
Ghi chú ngắn gọn về hỏi đáp và dịch vụ (≤30 từ):
- Hồ sơ truy xuất nguồn gốc theo lô/mẻ, độ cứng và kiểm tra độ lệch tâm.
- Chúng tôi cung cấp dịch vụ hỗ trợ về thủ tục giấy tờ vận chuyển và điều phối hải quan cho các đơn hàng quốc tế.
Ổ trục, cân bằng và độ cứng
Nếu một chiếc đầu dao "có kích thước ổn" nhưng lại trở nên không ổn định khi di chuyển ở tốc độ cao, hãy xem xét các yếu tố khác ngoài dao.
- Ổ trục: độ rơ dọc trục, tình trạng tải trước, tình trạng bôi trơn và độ khít khi lắp đặt
- Cân bằng: cân bằng khối lượng quay trên cụm lắp ráp và bất kỳ bộ chuyển đổi nào.
- Độ cứng: đường kính trục, độ nhô ra, khoảng cách giữa các thanh đỡ và độ cứng của khung.
The practical goal is to avoid a system where small face wobble excites vibration that then increases the effective runout during cutting. For the upstream locating decisions that directly drive this wobble—bore fit selection (ISO 286 H7/h6 vs H7/g6), GD&T coaxiality targets, and a repeatable assembly verification routine—see Central Bore Tolerance and Runout: Optimizing ISO 286 Fits for High-Speed Slitter Knives.
Thiết lập kiểm soát và quy trình vận hành tiêu chuẩn (SOP)
Kiểm soát độ lệch tâm là kiểm soát tính lặp lại.
Các yếu tố tối thiểu trong quy trình vận hành tiêu chuẩn (SOP) nhằm ngăn ngừa hiện tượng “lệch hướng không rõ nguyên nhân”:
- Thực hiện quy trình làm sạch và kiểm tra cho tất cả các mặt trước khi xếp chồng lên nhau.
- Các điểm chỉ báo được xác định rõ ràng và một bảng tính tiêu chuẩn cho mỗi người đứng đầu.
- Giá trị mô-men xoắn kẹp + trình tự siết chặt
- Quy trình khởi động và điểm "kiểm tra nhiệt độ" xác định cho các công việc tốc độ cao.
For thin-film and nonwoven lines where dynamic contact consistency is the primary challenge, a spring-loaded zero-clearance setup provides continuous preload compensation; see Cơ cấu lò xo cho phép cắt rãnh không khe hở..
Chấp nhận và truy xuất nguồn gốc

Nếu bạn không định nghĩa sự chấp nhận, bạn sẽ tranh cãi về nguyên nhân mỗi khi có xích mích xảy ra.
Dải chấp nhận vật liệu/độ dày
Xác định các dải chấp nhận cho từng nhóm vật liệu và phạm vi độ dày.
Dưới đây là một ví dụ điểm khởi đầu (Đây không phải là thông số kỹ thuật chung). Bạn nên kiểm tra lại dựa trên vật liệu, loại dao (cắt/nghiền/khắc) và các yêu cầu về cạnh dao ở giai đoạn tiếp theo.
Ví dụ về các dải chấp nhận (hình chiếu toàn phần trên mặt lắp ráp tại vị trí gần mép dao):
- Màng mỏng và màng phủ (độ nhạy cao): ≤ 0,015 mm lạnh, ≤ 0,020 mm nóng
- Các loại màng/giấy cán màng dùng trong bao bì thông thường (độ nhạy trung bình): ≤ 0,020 mm lạnh, ≤ 0,030 mm nóng
- Các màng dày/chứa đầy vật liệu/có tính mài mòn (chủ yếu là mài mòn cạnh): ≤ 0,025 mm lạnh, ≤ 0,035 mm nóng
Nguyên tắc quyết định (thực tiễn):
- Nếu như TIR nóng vượt quá dải Hoặc nếu khuyết tật ở cạnh xuất hiện định kỳ ở tốc độ ổn định: hãy dừng lại và xác định điểm có khuyết tật (trục chính so với miếng đệm so với dao), sau đó kiểm tra lại sau khi đã khắc phục.
- Nếu như Trời lạnh thì được nhưng trời nóng thì dễ nổi cao.Kiểm tra tình trạng ổ trục/tải trước, quy trình khởi động, mô-men xoắn/trình tự kẹp và độ song song của các cụm chi tiết.
Lưu ý: Các số liệu trên được cố ý đưa ra là những ví dụ mang tính thận trọng đối với các đường truyền tốc độ cao. Hãy sử dụng chúng như một mẫu để xây dựng các dải tần số của riêng bạn dựa trên nhật ký vận hành và kết quả chất lượng cạnh.
- Màng mỏng và màng phủ thường nhạy cảm hơn với sự rung lắc và nhiệt độ.
- Các vật liệu có tính mài mòn hoặc chứa chất độn thường làm tăng độ mài mòn cạnh, điều này có thể che giấu nguyên nhân gốc rễ là sự lệch tâm.
Điều mấu chốt là phải thống nhất về "độ sắc nét chấp nhận được" và "TIR chấp nhận được" cho từng dòng sản phẩm, sau đó đảm bảo hệ thống tuân thủ theo các tiêu chuẩn đó.
Nhật ký chạy và mẫu TIR
Nhật ký vận hành đơn giản biến việc hết pin từ một chẩn đoán đơn lẻ thành một biến số được kiểm soát.
Bao gồm:
- Ngày/giờ, mã số đầu máy, người vận hành
- Vật liệu, khổ giấy, tốc độ dây, điểm đặt lực căng
- Các giá trị đo TIR lạnh (các điểm được xác định)
- Các giá trị TIR nóng (cùng điểm)
- Ghi chú về chất lượng cạnh (mặt nào, làn nào)
- Biện pháp khắc phục đã thực hiện và kết quả
Tiêu chuẩn và tài liệu tham khảo
Đối với các định nghĩa chính thức và ngôn ngữ dung sai, các nhóm tiêu chuẩn được trích dẫn phổ biến nhất là:
- ASME Y14.5 (ký hiệu độ lệch tâm và ý định GD&T)
- ISO 1101 (Dung sai GPS, bao gồm cả độ lệch tâm)
- ISO 230-7 (độ chính xác hình học của trục quay)
Về khía cạnh đo lường thực tế, các tài liệu tham khảo như hướng dẫn đo độ lệch trục của Lion Precision và tổng quan về độ lệch trục của Kapoor Enterprises giúp chuyển đổi ngôn ngữ tiêu chuẩn thành các bước kiểm tra thực tế tại xưởng.
Kết luận
Nếu bạn muốn có các cạnh sắc nét ở tốc độ sản xuất, hãy coi độ lệch trục (mặt) như một yếu tố cần xem xét. động, biến số hệ thống lắp ráp—không có phép đo lạnh nào trên một phần. Trên thực tế, các yếu tố dự báo mạnh nhất về độ ổn định của cạnh là (1) nơi bạn đo (các điểm mặt gần cạnh ảnh hưởng đến sự tương tác), (2) liệu bạn xác minh TIR trong điều kiện nóng sau khi khởi động và (3) liệu bộ phận đệm/dao của bạn có được chế tạo với độ song song và sạch sẽ lặp lại hay không.
Một cách thiết thực để biến điều này thành việc kiểm soát hàng ngày là liên kết các lỗi cạnh đến các dấu hiệu lỗi cuối cùngHiện tượng gờ hoặc mài mòn định kỳ, liên quan đến chuyển động quay ở tốc độ ổn định thường có nghĩa là hệ thống đang gặp phải những thay đổi về sự ăn khớp theo chu kỳ — vì vậy hãy theo dõi điểm cao nhất, xác định xem nó đi theo trục chính, miếng đệm hay kẹp, và sau đó xác nhận việc khắc phục bằng cách kiểm tra lại trong điều kiện nóng. Điều này tránh được lỗi thường gặp là "đo được kết quả tốt" trong khi dây chuyền vẫn tạo ra phế phẩm.
Cuối cùng, hãy nhớ rằng các tiêu chuẩn và quy trình chấp nhận chỉ hiệu quả khi chúng được ghi chép lại và có thể lặp lại. Một bảng tính đơn giản ghi lại... TIR lạnh so với TIR nóngTrình tự momen xoắn và ghi chú cạnh bài viết đầu tiên cho phép bạn xây dựng các giới hạn cụ thể cho từng loại vật liệu dựa trên kết quả thực tế. Sau một vài lần chạy, bạn sẽ có thể dự đoán những công việc nào cần kỷ luật xếp chồng chặt chẽ hơn, xác minh nóng hoặc kiểm tra cân bằng — trước khi chất lượng cạnh bắt đầu giảm sút.
Jesse Xu là một Kỹ sư chất lượng cao cấp (QA) Tại Maxtor Metal với 15 năm có kinh nghiệm trong lĩnh vực lưỡi dao công nghiệp và chất lượng quy trình. Lý lịch của ông bao gồm... phân tích lỗi—Phân biệt giữa hiện tượng sứt mẻ và mài mòn bất thường do sự thay đổi trong quá trình xử lý nhiệt so với sự phân tách vật liệu. Chứng nhận: ASQ-CQE, Chuyên gia đánh giá trưởng ISO 9001, ASNT Cấp độ II.
Kiểm soát tài liệu và ghi chú an toàn
- Lần cuối cập nhật: 2026-05-21
- Sự an toàn: Luôn tuân theo hướng dẫn sử dụng của nhà sản xuất thiết bị gốc (OEM) và các quy trình an toàn tại công trường. Bất kỳ phép đo độ lệch tâm hoặc độ rung nào ở tốc độ cao chỉ nên được thực hiện bởi nhân viên có trình độ chuyên môn với các biện pháp bảo vệ, khóa/gắn thẻ an toàn và đánh giá rủi ro phù hợp.
- Thông báo: Bài viết này là một hướng dẫn mang tính giáo dục. Mọi thông tin tham khảo về sản phẩm Maxtor Metal được cung cấp nhằm mục đích làm rõ ngữ cảnh về các cấu hình blade khả dụng.
- Những điểm chính cần lưu ý về độ lệch trục, chất lượng cạnh và tổng chi phí sở hữu (TCO).
- Các bước tiếp theo ngay lập tức: đo lường, ghi nhật ký, ổn định, xác minh nhiệt độ.
- Cải tiến liên tục: cân bằng, kiểm toán chất lượng và đánh giá.
Kết luận cốt lõi rất đơn giản: Độ lệch trục không chỉ là một con số đo lường — mà là một lỗi tải lặp lại, ảnh hưởng trực tiếp đến chất lượng cạnh cắt ở tốc độ cao.Khi bạn kiểm soát độ sạch bề mặt, độ song song của các mảnh ghép và xác minh điều kiện hoạt động ở nhiệt độ cao, bạn sẽ giảm phế phẩm, kéo dài tuổi thọ dao cắt và bảo vệ hiệu suất thiết bị tổng thể (OEE).
Những bước tiếp theo bạn có thể thực hiện ngay trong tuần này:
- Đo phản xạ toàn phần (TIR) theo trục (mặt) tại các điểm xác định, chứ không phải "ở những nơi dễ tiếp cận".
- Bắt đầu ghi nhật ký vận hành với các số liệu đo khi nhiệt độ nguội và khi nhiệt độ nóng.
- Ổn định thiết lập: làm sạch các bề mặt, chuẩn hóa mô-men xoắn, cô lập bộ phận có điểm nóng.
- Kiểm tra nhiệt độ khi vận hành các công việc nhanh hoặc nóng.
Theo thời gian, hãy coi nó như một dự án phát triển năng lực hệ thống:
- Cân bằng các cụm quay khi tốc độ tăng.
- Kiểm toán hồ sơ đảm bảo chất lượng và độ lặp lại của phép đo.
- Xem xét các xu hướng theo mã sản phẩm và nhóm vật liệu.
Thông số kỹ thuật độ chính xác cấp độ dao, hồ sơ truy xuất nguồn gốc xử lý nhiệt và dữ liệu kiểm tra độ lệch tâm cho dao cắt tròn được sử dụng trong các ứng dụng gia công tốc độ cao. Các bảng thông số kỹ thuật có sẵn tại... trang sản phẩm Maxtor Metal.
Nghiên cứu trường hợp: Cắt màng bao bì (BOPP/PE) — trước và sau khi cắt
Dữ liệu sau đây được thu thập từ bộ phận hỗ trợ kỹ thuật của Maxtor Metal dành cho một nhà sản xuất màng bao bì sử dụng công nghệ BOPP/PE; tên khách hàng đã được ẩn danh.
Ứng dụng
- Ngành nghề: Cắt xẻ màng bao bì (BOPP / PE)
- Nguyên liệu chính: Màng bao bì BOPP (có pha thêm PE)
- Độ dày nằm trong khoảng: 25–80 μm
- Tốc độ kéo dây: 350–600 m/phút
Ví dụ về chồng dao
- Số lượng dao tròn mỗi bộ: 16–20
- Số lượng miếng đệm/ống lót mỗi bộ: 32–40
- Miếng đệm: dùng để tinh chỉnh chiều rộng cuối cùng.
Tóm tắt vấn đề bằng một câu.
Ở tốc độ cao, dây chuyền sản xuất xuất hiện hiện tượng gờ và xơ vải, và độ lặp lại chiều rộng khe cắt không ổn định sau khi thay đổi thiết bị.
Những gì chúng tôi đã thay đổi
- Đo và dán nhãn từng miếng đệm một; sắp xếp theo thứ tự. các ô 0,001 mm và được ghép cặp để lắp ráp.
- Kẹp tiêu chuẩn giá trị mô-men xoắn, dụng cụ và trình tự; đã ghi lại TIR trước và sau mô-men xoắn.
- Đã triển khai tiếp xúc trực tiếp làm sạch và loại bỏ bavia quy trình (miếng đệm, mặt dao, vai kẹp).
- Đã thêm bài viết đầu tiên kiểm tra chiều rộng + cạnh và nhật ký chạy.
Trước và sau (ví dụ mang tính bảo thủ)
| Hệ mét | Trước | Sau đó |
|---|---|---|
| Biến thể độ rộng khe | ±0,070 mm | ±0,025 mm |
| Tỷ lệ lỗi gờ/cạnh | 5–7% | 1–2% |
| Thời gian chuyển đổi | 50–55 phút | 33–36 phút |
| TIR mô-men xoắn trước/sau | 0,012–0,016 mm | 0,005–0,008 mm |
| Độ dày của miếng đệm phân bố | 0,006 mm | 0,002 mm |
Những điểm chính rút ra từ vụ việc
- Ánh sáng phản xạ toàn phần (TIR) cuộn chậm, lạnh có thể trông chấp nhận được, nhưng Độ lệch trục trong điều kiện nhiệt độ cao tăng lên và chất lượng cạnh bắt đầu dao động.
- Điểm kiểm tra quan trọng nhất không phải là bất kỳ con dao nào. Đó là... lắp ráp TIR điều kiện nóng cộng thêm làm sạch da mặt trên toàn bộ cụm miếng đệm/dao.
- Trên màng bao bì, những hư hại nhỏ ở mép thường tích tụ thành các vết gờ, hiện tượng xơ vải và mép cuộn không đều ở các công đoạn sau.
FAQs:
Độ lệch trục dọc của trục dao cắt là gì?
Độ lệch trục là sự lắc lư ra vào của mặt quay (độ lệch mặt) so với trục chính. Trong quá trình xẻ rãnh, nó làm thay đổi sự tiếp xúc giữa dao và phôi sau mỗi vòng quay và có thể gây ra các khuyết tật ở cạnh một phía.
Độ lệch trục so với độ lệch hướng tâm: loại nào gây ra bavia?
Cả hai đều có thể góp phần gây ra hiện tượng này, nhưng độ lệch trục (mặt) thường tạo ra sự ăn khớp không đều, biểu hiện là bavia một phía hoặc hiện tượng mài mòn không đều. Độ lệch hướng tâm thường biểu hiện dưới dạng rung động tuần hoàn và tải trọng không nhất quán.
Làm thế nào để đo độ lệch trục (độ lệch mặt) bằng đồng hồ đo độ lệch?
Đặt đầu chỉ thị lên bề mặt cần quan tâm (vai trục, mặt đệm, mặt bên của dao), tạo lực nén nhẹ, xoay 360° và ghi lại giá trị cực đại - cực tiểu. Giá trị đỉnh - cực tiểu đó chính là TIR.
Tỷ lệ phản xạ toàn phần (TIR) nào là chấp nhận được đối với việc cắt xẻ tốc độ cao?
Không có một con số chung nào cả. Hãy thiết lập các dải chấp nhận theo vật liệu và độ dày, và kiểm tra trong điều kiện thực tế (bao gồm cả kiểm tra khi động cơ nóng). "TIR lạnh chấp nhận được" vẫn có thể không đạt yêu cầu ở tốc độ cao nếu độ rung lắc động tăng lên.
Tại sao chất lượng cạnh trông ổn ở tốc độ thấp nhưng lại kém ở tốc độ sản xuất?
Tốc độ cao hơn làm tăng cường các hiệu ứng động: rung động, mất cân bằng, thay đổi tải trọng và giãn nở nhiệt. Những yếu tố này có thể làm tăng độ lệch tâm hiệu dụng và thay đổi tải trọng dao ngay cả khi các phép đo tĩnh cho kết quả chấp nhận được.
Tôi kiểm tra độ lệch tâm từ trạng thái nguội sang trạng thái nóng trên đầu máy xẻ rãnh như thế nào?
Ghi lại TIR ở trạng thái nguội tại các điểm chỉ thị cố định, vận hành cho đến khi đạt nhiệt độ sản xuất ổn định, sau đó kiểm tra lại ở trạng thái nóng (hoặc ngay sau khi tắt máy khi nhiệt độ vẫn còn đại diện). So sánh hai bộ dữ liệu để định lượng sự sai lệch.
Ngoài lực căng và sự dẫn hướng, những nguyên nhân nào khác gây ra hiện tượng lệch làn khi xẻ rãnh?
Axial runout can introduce periodic side loading at the cut, which can bias lanes laterally. If wander tracks with one head or lane group, measure that arbor/stack before changing web handling settings.
Làm thế nào để giảm độ lệch trục mà không cần thay thế toàn bộ đầu cắt?
Bắt đầu bằng việc làm sạch và đánh bóng bề mặt, sau đó xác định bộ phận nào gây ra hiện tượng quá tải, chuẩn hóa mô-men xoắn/trình tự siết, và kiểm tra khi nóng. Nếu vấn đề vẫn tiếp diễn, hãy kiểm tra bạc đạn/lực siết, độ cân bằng và độ cứng.