Last updated: 2026-03-30

Safety & compliance note (UK): This article provides general best-practice guidance for rotary cutter replacements. It does not replace your site risk assessment, OEM documentation, or competent engineering judgement. Always verify guarding clearances, runout limits, and safe systems of work under PUWER before returning equipment to service.
الإفصاح: This article references MAXTOR METAL products and capabilities. The author is affiliated with Nanjing METAL Industrial.
Scope & assumptions
- This guide covers like-for-like rotary cutter replacement projects where the goal is to restore function and repeatable procurement (spec → verify → document).
- It does not provide a complete safety assessment. If your replacement changes guarding clearances, vibration/noise, cutting forces, control parameters, or introduces new hazards, treat it as a modification and follow your site’s management-of-change and competent engineering review.
- Any “typical” examples in this article are for reference only. Define acceptance criteria (e.g., runout setup/limits, hardness test method) with your OEM documentation and responsible engineer before restarting equipment.
Legacy production lines rarely fail all at once. They fail one consumable at a time—until the part you can’t buy becomes the part that stops the entire line.
The usual reasons are predictable:
- The OEM no longer supports the machine, or the part number has been discontinued.
- “Close enough” replacements don’t actually match the fit, clamp, or cutting geometry.
- Downtime costs keep climbing because changeovers become frequent, slow, and riskier.
If you’re running a line where uptime and pellet quality are tied directly to a rotary cutter, a full machine swap is often the most expensive way to solve a spare-parts problem.
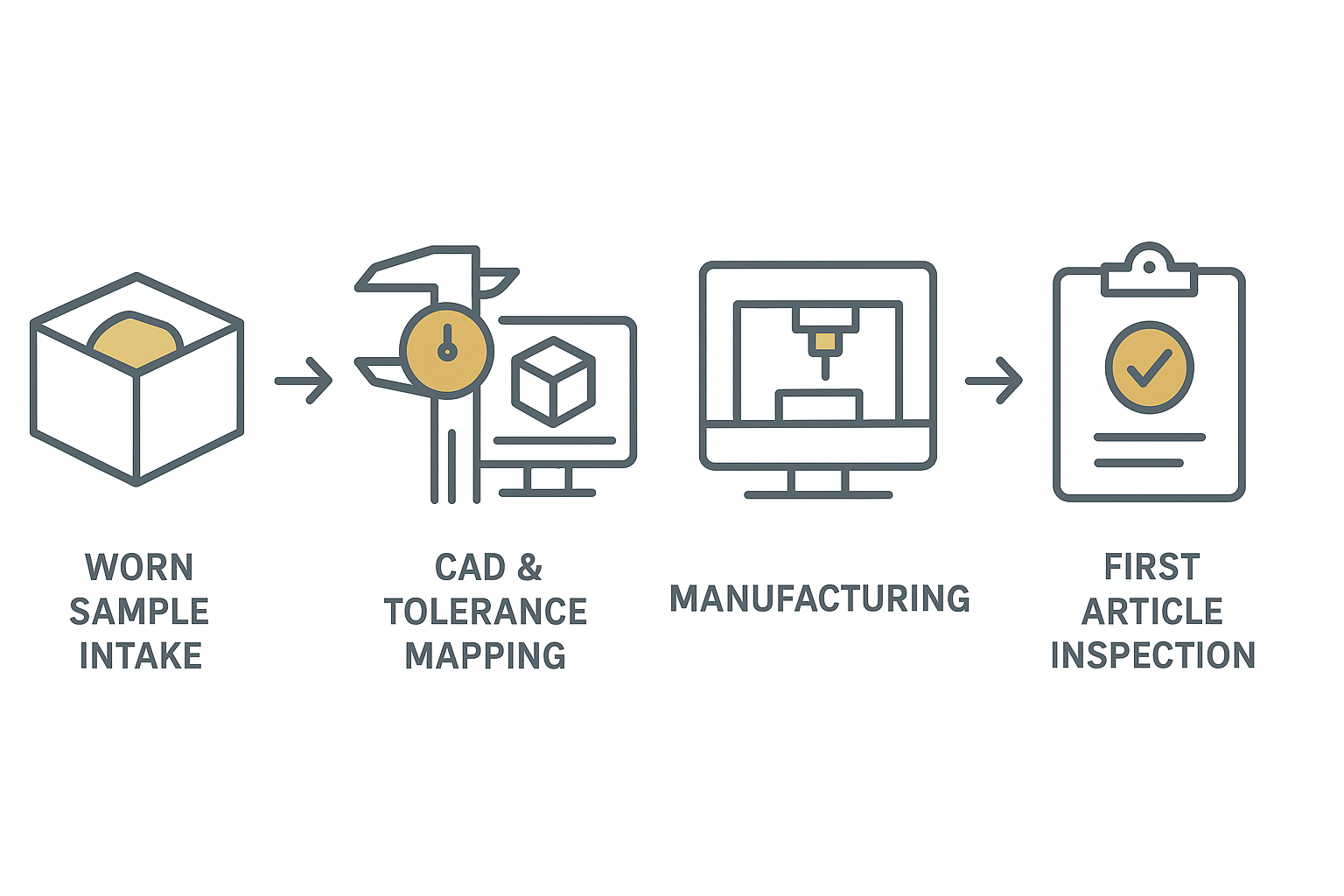
A safer path is to qualify custom rotary cutter replacements—built to the functional geometry of your legacy cutter, verified through a first-article process, and documented well enough that procurement and maintenance can repeat the order without re-engineering it every time.
What you’ll get from this approach:
- Fit assurance through datum-based measurement and tolerance mapping
- Faster return to service with a controlled first-article approval
- Lower total cost of ownership (TCO) by extending run time and reducing changeover risk
Key Takeaway: Treat the cutter as a controlled spare-part project (spec → verify → document), not an emergency purchase.
Reverse engineering essentials

Intake and data capture
Reverse engineering works best when you treat the worn part as evidence, not as the blueprint.
Start with intake that reduces ambiguity:
- Capture the operating context: material being cut (virgin vs regrind, filled compounds), typical throughput, and the failure mode you’re seeing (rapid dulling, micro-chipping, heat marks, burrs).
- Photograph and label the part before cleaning (both sides, mounting faces, any markings).
- Measure the “non-wear” references first: bores, keyways, mounting faces, bolt circles—features that define position on the shaft and can often be trusted more than the cutting edge.
For data capture, a hybrid method is common:
- Basic dimensions with calipers/mics
- Critical fits and geometry with CMM or 3D scanning (especially when the cutter has complex profiles)
The goal isn’t to collect “as much data as possible.” It’s to collect enough data to define datums and control the features that affect fit, runout, and cutting performance—so your custom rotary cutter replacements behave predictably when installed.
Tolerance mapping and CAD
Once you have measurements, map them into a CAD model around a datum structure:
- Primary datum: typically a mounting face or bore that defines axial location
- Secondary datum: a feature that defines rotation or concentricity (bore, pilot, shaft interface)
- Tertiary datum: a keyway/bolt pattern that locks orientation
Then, assign tolerances based on how the cutter behaves in the machine:
- Fits that control concentricity and runout get the tightest attention.
- Cutting edges and relief angles are controlled to preserve function (cut quality) rather than copying wear.
- Features that don’t influence assembly or safety can be looser to keep cost sensible.
In metrology-focused reverse engineering guidance (for example, Verisurf’s reverse engineering best practices), the recurring theme is the same: define datums early and close the loop between measurement, CAD, and inspection—so you reduce “do-overs” and supplier interpretation drift over repeat orders.
If you want a formal language for this, the ISO GPS (Geometrical Product Specifications) framework is commonly referenced in manufacturing. For example, ISO 1101 defines the symbol language and rules for geometrical tolerancing (form, orientation, location, and run-out).
First-article approval
A replacement should not go straight from “CAD done” to “production batch.” A controlled first-article step is your risk firewall.
A practical first-article approval flow includes:
- First-article manufacturing to the mapped tolerances
- Inspection against the CAD drawing / agreed checkpoints
- A sign-off package (FAI) you can file and reuse
نصيحة احترافية: Your FAI checkpoints should match how you’ll actually accept future batches—don’t measure “nice-to-have” dimensions that nobody will re-check under time pressure.
FAI checklist (copy/paste template)
- Part ID, revision, and quantity (first article vs pilot)
- Material grade and heat-treatment record
- Hardness test method and results (e.g., Rockwell per ISO 6508, Vickers per ISO 6507, or Brinell per ISO 6506)
- Datum features verified first (mounting face / bore / pilot / keyway)
- Bore size and fit-critical dimensions
- Runout/concentricity at the mounting interface (define measurement setup and acceptance criteria)
- Axial location features (spacers, shoulders) and stack-up notes
- Bolt circle / keyway orientation (if applicable)
- Edge geometry checkpoints (relief angles, edge condition, burr limits)
- Surface finish on mounting faces / contact areas
- Visual inspection (chips, cracks, coating defects) + packaging protection for edges
Tip: Replace each line with your site’s specific acceptance criteria and measurement method so future reorders can be received consistently.
For a widely used example of how organizations structure and document first-article inspection, see SAE AS9102 (Aerospace First Article Inspection Requirement). It is aerospace-focused, but the documentation logic (part accountability, material/process accountability, characteristic results) is a useful reference when building a clear FAI/FAIR pack for industrial spares.
Materials, precision, QA

Steel, carbide, coatings
Material choices for rotary cutters are usually a trade between مقاومة التآكل و صلابة.
- Tool steels (e.g., D2/SKD-11 class) are common when you need a balanced option with predictable heat treatment.
- الأحرار can improve toughness where intermittent loading or impact is a concern.
- Carbide (tipped or solid) is often used when abrasion dominates (e.g., glass-filled compounds), but brittleness has to be managed through geometry and handling.
Coatings can be a second lever—particularly when you’re fighting friction and abrasive wear. Material selection resources for granulator blades commonly highlight matching the steel/carbide route to the plastic and filler content, rather than defaulting to one “best” material.
Specifying custom rotary cutter replacements
A spec that prevents costly back-and-forth typically includes:
- Cutter type and function (rotary knife, pelletizer cutter, granulator rotor knife)
- Quantity and whether you’re qualifying a single first article or a small pilot batch
- A drawing (preferred) or a controlled reverse-engineering scope (datums + checkpoints)
- Surface finish and edge condition requirements
- Heat treatment expectations (hardness range and where it matters)
If you’re sourcing globally, it also helps to specify what documents are non-negotiable at the quote stage (not after the parts are in transit).
Precision targets and traceability
For legacy machines, precision is less about “tight everywhere” and more about “tight where it prevents downtime.”
Typical high-impact controls include:
- Runout / concentricity control at the mounting interface (define the measurement setup and acceptance criteria with your engineer/OEM; values are equipment-specific)
- Axial positioning so the cutter tracks correctly relative to the bed knife/anvil (verify guarding clearances and safe operation before restart)
- Edge geometry consistency to avoid pellet tails, fines, or quality drift
This is also the point where supplier capability matters—especially for plants that need repeatability over multiple reorder cycles.
على سبيل المثال، ماكستور ميتال manufactures custom industrial blades (including plastic granulator rotary knives و plastic pelletizer knives) and is set up for build-from-drawing/sample workflows. In practice, the useful question to ask any supplier is not “can you copy this part?” but:
- Can you define and agree the datums that control fit?
- Can you provide an inspection pack aligned to those checkpoints?
- Can you maintain traceability (material and process records) batch-to-batch?
Answering those three questions up front is how you avoid tolerance drift and “mystery reworks” on the shop floor.
⚠️ Warning: If a quote comes back with no mention of inspection/acceptance criteria, you’re likely buying interpretation—not a controlled spare part.
Example outcomes (from published sources)
Because results depend heavily on polymer, throughput, cutter design, and maintenance practice, use the examples below as illustrative only, not guaranteed outcomes.
Mini-case A: Fewer changeovers and lower blade-related cost
- مشكلة: Frequent blade changes and rising downtime/labour cost.
- Action (reported): Switching to a better-fit/customized blade approach and tightening maintenance/sharpening practice.
- Outcome (reported): Blade changes reduced from 12 to 3 per month (reported as ~65% less downtime) and monthly blade-related cost lowered from >$800 to ~$450 (including labour).
- When it applies: Plants where changeovers are frequent and knives are treated as consumables without a controlled acceptance/maintenance routine.
Mini-case B: Longer life via process/material treatment (industry example)
- مشكلة: Short knife life and inconsistent performance in pelletizing.
- Action (reported): Evaluating process/material treatment improvements (e.g., cryogenic processing trials) and verifying against a defined acceptance method.
- Outcome (reported): Extended service life and cost savings were reported in a pelletizer blade trial case study; results vary by polymer, throughput, and knife geometry.
- When it applies: High-throughput lines where small improvements in knife life compound into measurable downtime and scrap reduction.
Sources (examples):
- Granulator maintenance/sharpening article with the changeover/cost example: https://maxtormetal.com/maintain-sharpen-granulating-blade-optimal-performance-2025/
- Pelletizer blade cryogenic processing case study: https://ctpcryogenics.com/services/industrial/case-study-rubbermaid/
If you want, we can replace these with your own internal examples later (even anonymized ranges) to make the outcomes more directly relevant to your equipment.
UK compliance, import, TCO

PUWER, UKCA/CE scope
For UK operators, two practical lenses matter:
- Safe use of work equipment (PUWER)
HSE’s overview of PUWER (Provision and Use of Work Equipment Regulations 1998) emphasises that equipment must be suitable for use, maintained, inspected where needed, and supported by appropriate information/instructions and training.
A rotary cutter replacement affects exactly those points—because it can change guarding clearances, cutting forces, vibration, and the operator’s safe system of work.
- When modifications become “substantial”
If the change is like-for-like (same function, no new hazards), you’re typically in a maintenance/refurbishment space. If the change introduces new hazards or materially changes how the machine operates, HSE’s guidance on refurbished and modified machinery explains why the modifier may take on “manufacturer-like” responsibilities.
For context on supply-side obligations, the UK government guidance on the Supply of Machinery (Safety) Regulations 2008 (Great Britain) is the right place to sanity-check whether your change stays a spare-part replacement—or edges into a broader conformity assessment question.
Docs, HS codes, Incoterms
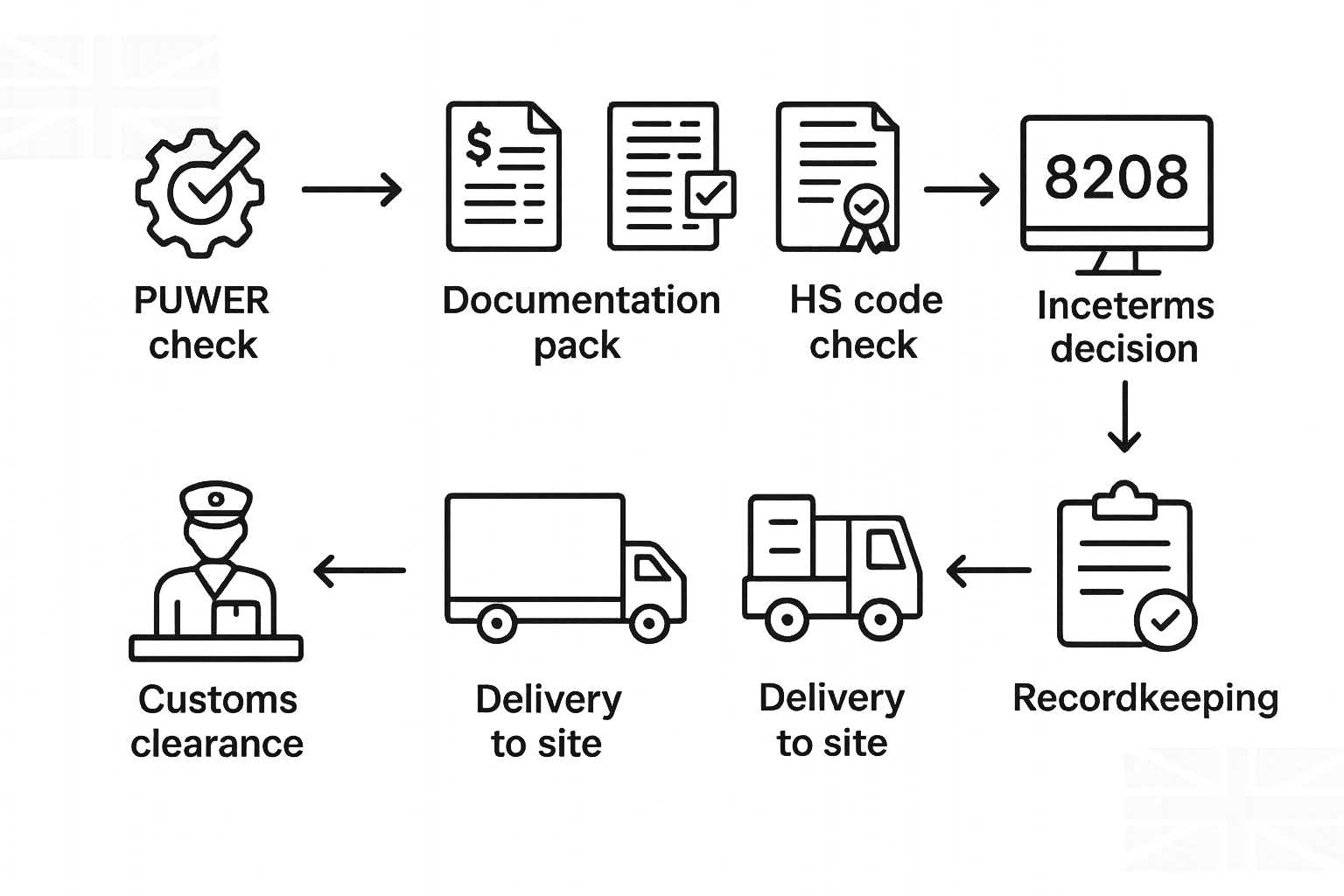
For importing cutters into the UK, smooth procurement is mostly about eliminating paperwork gaps.
A practical documentation pack usually includes:
- Commercial invoice and packing list
- Proof of origin (acceptable formats are explained on GOV.UK’s guidance for Get proof of origin for your goods)
- Material and inspection documents you need for acceptance (e.g., hardness, key dimensions)
On classification, industrial knives and cutter blades often sit under HS heading 8208—confirm the exact commodity code for your specific cutter description using the GOV.UK Trade Tariff tool.
Incoterms decide who does what:
- DDP: supplier typically manages import clearance and delivery duties (lower admin load for the buyer, but verify what’s included).
- DAP: buyer handles import clearance and pays duties/VAT (more control, more responsibility).
If your team has been burned by delays before, align Incoterms with who will provide each document—and who is accountable if customs asks questions.
Life, downtime, payback
TCO is rarely dominated by the cutter’s unit price.
The big levers are:
- Downtime cost per changeover (lost throughput, labour, restart waste)
- Quality cost (fines, tails, off-spec pellets, downstream feeding issues)
- Reorder risk (a replacement that doesn’t fit creates a second downtime event)
A simple way to quantify payback is:
- Estimate how many changeovers you can avoid per month if the replacement holds edge longer.
- Add the cost of one “bad fit” event as a risk cost (even if it’s low probability).
- Compare that against the delta between a standard blade and a verified, documented custom replacement.
خاتمة
Custom rotary cutter replacements are a practical way to extend the life of legacy machines—if you treat them as a controlled engineering and procurement process.
That process is straightforward:
- Specify the cutter around datums and functional geometry, not around worn edges
- Qualify the part with mapped tolerances and a first-article inspection pack
- Import with confidence by aligning documentation, HS code checks, and Incoterms responsibilities
Next steps:
- Share the worn sample and/or drawings
- Agree the critical tolerances (fits, runout, axial location, edge geometry)
- Request an FAI pack that matches how your site will accept repeat orders
مراجع
- HSE: PUWER (Provision and Use of Work Equipment Regulations 1998): https://www.hse.gov.uk/work-equipment-machinery/puwer.htm
- HSE: Refurbished and modified machinery: https://www.hse.gov.uk/work-equipment-machinery/refurbished-modified-machinery.htm
- GOV.UK: Supply of Machinery (Safety) Regulations 2008 (Great Britain): https://www.gov.uk/government/publications/supply-of-machinery-safety-regulations-2008/supply-of-machinery-safety-regulations-2008-great-britain
- GOV.UK: Get proof of origin for your goods: https://www.gov.uk/guidance/get-proof-of-origin-for-your-goods
- GOV.UK: Trade Tariff tool: https://www.gov.uk/trade-tariff
- ISO: ISO 1101 (Geometrical tolerancing): https://www.iso.org/standard/66777.html
- SAE: AS9102 (Aerospace First Article Inspection Requirement): https://www.sae.org/standards/as9102-aerospace-first-article-inspection-requirement
- IAQG: 9102 First Article Inspection Requirement overview: https://iaqg.org/standard/9102-first-article-inspection-requirement/
Author
Written by Tommy Tang, Senior Sales Engineer at Nanjing METAL Industrial (12 years). Certifications: CSE, CME, Six Sigma Green Belt, PMP.