Последнее обновление: 2026-03-30

Примечание по безопасности и соответствию стандартам (Великобритания): Данная статья содержит общие рекомендации по замене роторных режущих инструментов. Она не заменяет оценку рисков на вашем объекте, документацию производителя или компетентное инженерное заключение. Всегда проверяйте зазоры ограждений, пределы биения и безопасные системы работы в соответствии с PUWER перед возвращением оборудования в эксплуатацию.
Примечание: В данной статье упоминаются продукты и возможности компании MAXTOR METAL. Автор является сотрудником компании Nanjing METAL Industrial.
Область исследования и предположения
- Данное руководство охватывает следующие темы: аналогичный Проекты по замене роторных режущих инструментов, целью которых является восстановление работоспособности и обеспечение повторяемости процесса закупок (спецификация → проверка → документирование).
- Да, это так. нет Проведите полную оценку безопасности. Если замена изменяет зазоры ограждений, вибрацию/шум, силы резания, параметры управления или создает новые опасности, рассматривайте это как модификацию и следуйте процедуре управления изменениями на вашем предприятии и компетентной инженерной экспертизе.
- Любые “типичные” примеры в этой статье — только для справки. Перед перезапуском оборудования определите критерии приемки (например, параметры установки/пределы биения, метод измерения твердости) совместно с производителем оборудования и ответственным инженером.
Традиционные производственные линии редко выходят из строя сразу. Они ломаются по одному расходному материалу за раз — до тех пор, пока не выйдет из строя деталь, которая вам понадобится. не мочь Покупка становится той частью, которая останавливает всю линию.
Обычные причины предсказуемы:
- Производитель больше не поддерживает данное оборудование, или же артикул снят с производства.
- “Запасные части, которые кажутся ”достаточно подходящими», на самом деле не соответствуют размерам, зажиму или геометрии резки.
- Затраты, связанные с простоями, продолжают расти, поскольку переналадки становятся все более частыми, медленными и рискованными.
Если на вашей производственной линии время безотказной работы и качество гранул напрямую зависят от роторного измельчителя, то полная замена оборудования часто является самым дорогостоящим способом решения проблемы с запасными частями.
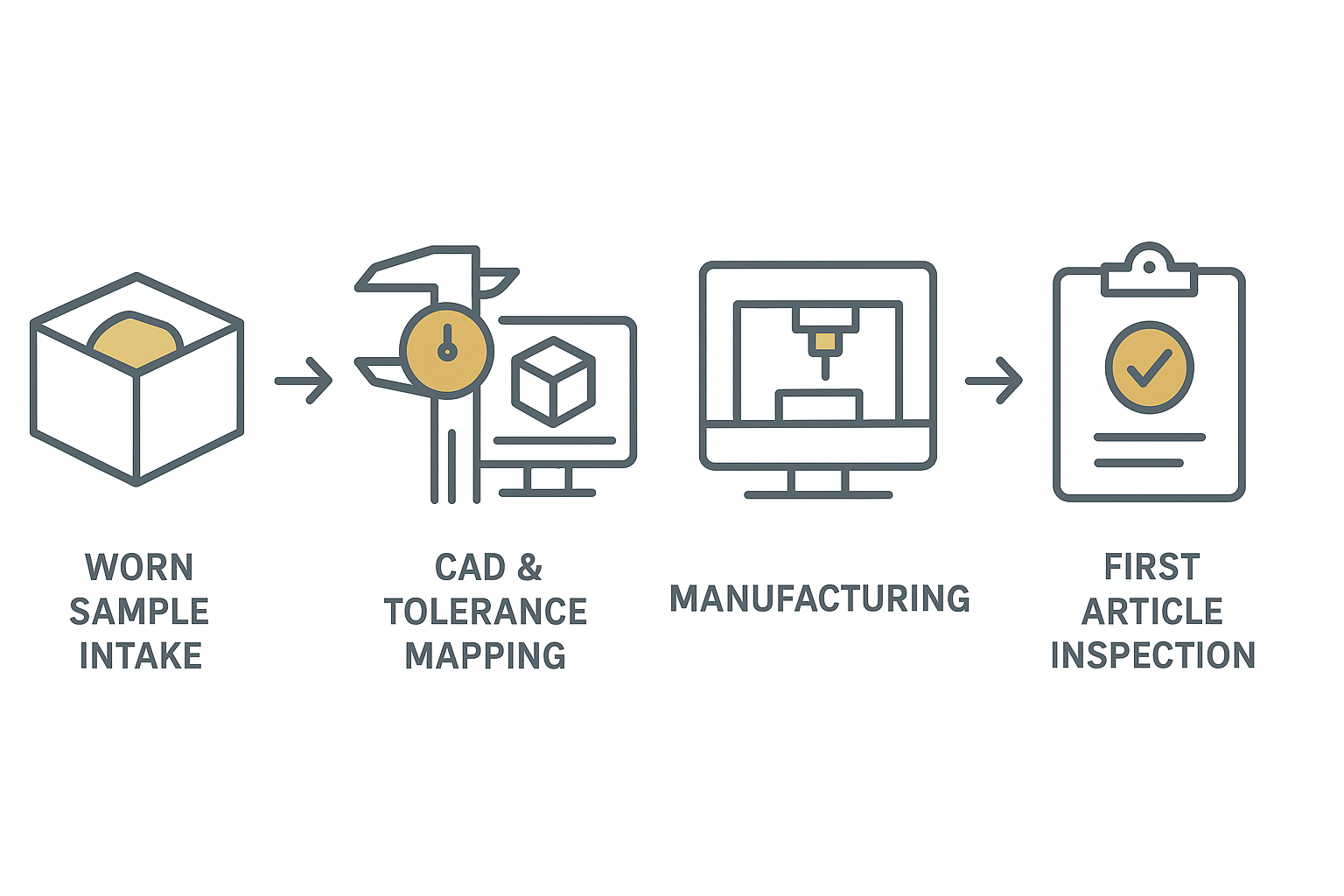
Более безопасный путь — пройти квалификацию. Сменные роторные резаки на заказ—построено для функциональный Геометрия вашего устаревшего фрезерного станка, проверенная в ходе первичного испытания образца и достаточно хорошо задокументированная, чтобы отдел закупок и технического обслуживания мог повторить заказ без необходимости его перепроектирования каждый раз.
Что вы получите, применив этот подход:
- Гарантия соответствия за счет измерений на основе базовых параметров и картирования допусков.
- Более быстрое возвращение в эксплуатацию благодаря контролируемому одобрению первого образца.
- Снижение общей стоимости владения (TCO) за счет увеличения времени работы и уменьшения риска переналадки.
Ключевой выводРассматривайте режущий инструмент как контролируемый проект по замене запасных частей (спецификация → проверка → документирование), а не как экстренную покупку.
Основы обратного проектирования

Приём и сбор данных
Обратное проектирование наиболее эффективно, если рассматривать изношенную деталь как доказательство, не в качестве чертежа.
Начните с такого подхода к сбору информации, который минимизирует неопределенность:
- Определите контекст работы: тип разрезаемого материала (первичный или переработанный, с наполнителями), типичная производительность и наблюдаемый вид отказа (быстрое затупление, микросколы, следы от нагрева, заусенцы).
- Фотография и этикетка Часть до очистки (обе стороны, монтажные поверхности, любые маркировки).
- Сначала измерьте параметры, не подверженные износу.Отверстия, шпоночные пазы, монтажные поверхности, окружности расположения болтов — элементы, определяющие положение на валу, которым зачастую можно доверять больше, чем режущей кромке.
Для сбора данных часто используется гибридный метод:
- Основные размеры, измеренные штангенциркулем/микрометром.
- Точные параметры посадки и геометрии при использовании координатно-измерительной машины или 3D-сканирования (особенно при сложных профилях режущего инструмента).
Цель состоит не в том, чтобы собрать “как можно больше данных”. Цель состоит в том, чтобы собрать достаточно данные для определения базовых параметров и управления характеристиками, влияющими на посадку, биение и качество раскроя — чтобы ваш Сменные роторные резаки на заказ После установки ведет себя предсказуемо.
Картирование допусков и САПР
Получив данные измерений, перенесите их в CAD-модель, используя в качестве базовой структуры следующие элементы:
- Первичные данные: обычно это монтажная поверхность или отверстие, определяющее осевое положение.
- Вторичные данные: характеристика, определяющая вращение или соосность (отверстие, направляющая, интерфейс вала)
- Третичная опорная точка: схема расположения ключа/защелки, которая фиксирует ориентацию.
Затем задайте допуски, исходя из того, как режущий инструмент ведет себя в станке:
- Подходит для этого элемента управления. концентричность и биение привлечь к себе самое пристальное внимание.
- Режущие кромки и углы заточки контролируются для обеспечения сохранности функция (качество кроя), а не копирование износа.
- Для обеспечения разумной стоимости можно использовать менее строгие ограничения в отношении характеристик, не влияющих на сборку или безопасность.
В руководствах по реверс-инжинирингу, ориентированных на метрологию (например, в рекомендациях Verisurf по реверс-инжинирингу), повторяющаяся тема одна и та же: необходимо заранее определить базовые элементы и замкнуть цикл между измерением, САПР и контролем качества — это позволит сократить количество повторных попыток и расхождений в интерпретации поставщиков при повторных заказах.
Если вам нужен формальный язык для этого, в производстве часто используется структура ISO GPS (Geometrical Product Specifications). Например, ISO 1101 Определяет язык символов и правила геометрических допусков (форма, ориентация, расположение и биение).
Одобрение первой статьи
Замена не должна переходить сразу из стадии “CAD-проектирование завершено” в стадию “производство”. Контролируемый этап изготовления первого образца — это ваш барьер для снижения рисков.
Практический порядок утверждения первой партии препарата включает в себя:
- Изготовление первого образца в соответствии с заданными допусками.
- Проверка по чертежу САПР / согласованным контрольным точкам.
- Пакет документов для утверждения (FAI), который можно подать и использовать повторно.
Совет профессионалаВаши контрольные точки FAI должны соответствовать тому, как вы будете фактически принимать будущие партии — не измеряйте “желательные” параметры, которые никто не станет перепроверять под давлением времени.
Контрольный список FAI (шаблон для копирования/вставки)
- Идентификатор детали, версия и количество (первый образец против пилотного образца)
- Марка материала и данные о термообработке
- Метод и результаты измерения твердости (например, по Роквеллу согласно ISO 6508, по Виккерсу согласно ISO 6507 или по Бринеллю согласно ISO 6506)
- Сначала проверяются базовые элементы (монтажная поверхность / отверстие / направляющая / шпоночный паз).
- Размеры отверстия и параметры посадки, имеющие решающее значение.
- Биение/концентричность в месте крепления (определить схему измерения и критерии приемки)
- Особенности осевого позиционирования (проставки, упоры) и примечания по сборке.
- Ориентация расположения болтов/шпоночного паза (если применимо)
- Контрольные точки геометрии кромки (углы заточки, состояние кромки, пределы образования заусенцев)
- Качество обработки поверхности на монтажных поверхностях/контактных зонах
- Визуальный осмотр (на наличие сколов, трещин, дефектов покрытия) + защита кромок при упаковке.
Совет: Замените каждую строку конкретными критериями приемки и методом измерения, используемыми на вашем сайте, чтобы в будущем заказы обрабатывались одинаково.
В качестве широко распространенного примера того, как организации структура и документ осмотр первого образца, см. SAE AS9102 (Требования к проверке первого образца в аэрокосмической отрасли). Они ориентированы на аэрокосмическую отрасль, но логика документирования (ответственность за детали, ответственность за материалы/процессы, результаты характеристик) является полезным справочным материалом при составлении четкого пакета требований к проверке первого образца/контролю качества для промышленных запасных частей.
Материалы, точность, контроль качества

Сталь, карбид, покрытия
Выбор материала для дисковых резаков обычно представляет собой компромисс между износостойкость и прочность.
- Инструментальные стали (например, класса D2/SKD-11) Они распространены, когда требуется сбалансированный вариант с предсказуемой термообработкой.
- HSS Может повысить прочность в тех случаях, когда существует риск воздействия прерывистых нагрузок или ударов.
- Твердосплав (с твердосплавным наконечником или цельный) Этот материал часто используется в случаях, когда преобладает абразивный износ (например, в композитах, армированных стекловолокном), но хрупкость необходимо контролировать с помощью геометрии и способов обработки.
Покрытия могут стать дополнительным рычагом воздействия, особенно при борьбе с трением и абразивным износом. В руководствах по выбору материалов для грануляторов обычно подчеркивается необходимость подбора стали/карбида в соответствии с содержанием пластика и наполнителя, а не выбор одного “наилучшего” материала по умолчанию.
Заказ нестандартных сменных роторных резаков
Спецификация, позволяющая избежать дорогостоящих переговоров, обычно включает в себя:
- Тип и функция режущего инструмента (роторный нож, режущий инструмент для грануляторов, роторный нож для грануляторов).
- Количество и тип образца, который вы тестируете — первый образец или небольшую пилотную партию.
- Чертеж (предпочтительно) или контролируемый объем работ по обратному проектированию (базовые точки + контрольные точки).
- Требования к качеству поверхности и состоянию кромок
- Ожидаемые результаты термической обработки (диапазон твердости и области применения, имеющие значение)
Если вы осуществляете закупки по всему миру, полезно также уточнить детали. Какие документы не подлежат обсуждению? на этапе составления коммерческого предложения (а не после того, как детали уже находятся в пути).
Точные цели и отслеживаемость
В случае с устаревшими машинами точность определяется не столько “намеренной точностью во всех местах”, сколько “точностью там, где это предотвращает простои”.”
К типичным мерам контроля, оказывающим существенное влияние на ситуацию, относятся:
- Контроль биения/концентричности на монтажном интерфейсе (Уточните параметры измерений и критерии приемки совместно с вашим инженером/производителем оборудования; значения зависят от конкретного оборудования)
- Осевое позиционирование таким образом, режущий инструмент правильно отслеживает положение относительно ножа/наковальни станины. (Перед перезапуском проверьте зазоры ограждений и убедитесь в безопасности работы)
- согласованность геометрии ребер чтобы избежать образования хвостовых остатков гранул, мелких частиц или сноса, влияющего на качество.
Здесь также важны возможности поставщика, особенно для предприятий, которым необходима повторяемость результатов в течение нескольких циклов повторного заказа.
Например, МАКСТОР МЕТАЛЛ производит промышленные лезвия на заказ (включая вращающиеся ножи гранулятора пластика и ножи для гранулирования пластика) и предназначен для рабочих процессов изготовления по чертежам/образцам. На практике полезный вопрос, который следует задать любому поставщику, звучит не “можете ли вы скопировать эту деталь?”, а:
- Можете ли вы определить и согласовать параметры, определяющие соответствие размера?
- Можете ли вы предоставить пакет документов для проверки, соответствующий этим контрольным точкам?
- Можно ли обеспечить прослеживаемость (учет материалов и технологических процессов) от партии к партии?
Ответив на эти три вопроса заранее, вы избежите отклонения от допусков и “загадочных переделок” в цеху.
⚠️ ПредупреждениеЕсли в коммерческом предложении не упоминаются критерии проверки/приемки, скорее всего, вы покупаете не контролируемую запасную часть, а ее интерпретацию.
Примеры результатов (из опубликованных источников)
Поскольку результаты в значительной степени зависят от типа полимера, производительности, конструкции режущего инструмента и методов технического обслуживания, используйте приведенные ниже примеры в качестве примеров. только для иллюстрации, Результаты не гарантированы.
Мини-вариант А: меньше переналадок и снижение затрат, связанных с лезвиями.
- Проблема: Частая замена лезвий и увеличение времени простоя/затрат на оплату труда.
- Действия (сообщенные): Переход к более точному/индивидуальному подходу к заточке лезвий и ужесточение правил ухода и заточки.
- Результат (сообщенный): Изменения в конструкции лезвия сокращены с от 12 до 3 в месяц (сообщается как ~65% меньше времени простоя) и ежемесячные расходы, связанные с лезвием, снизились с >$800 до ~$450 (включая оплату труда).
- Когда это применимо: Предприятия, где часто происходит смена оборудования, а ножи рассматриваются как расходные материалы без контролируемого режима приемки/технического обслуживания.
Мини-вариант B: Увеличение срока службы за счет обработки материалов/технологических процессов (пример из промышленности)
- Проблема: Короткий срок службы ножей и нестабильная производительность при гранулировании.
- Действия (сообщенные): Оценка усовершенствований в процессе обработки материалов/технологий (например, испытания криогенной обработки) и проверка их соответствия установленному методу приемки.
- Результат (сообщенный): В ходе исследования, проведенного на примере испытания лезвий гранулятора, было отмечено увеличение срока службы и экономия средств; результаты варьируются в зависимости от типа полимера, производительности и геометрии ножа.
- Когда это применимо: Высокопроизводительные линии, где небольшие улучшения в сроке службы ножей приводят к измеримому сокращению времени простоя и брака.
Источники (примеры):
- Статья по техническому обслуживанию/заточке гранулятора с примером переналадки и расчета стоимости: https://maxtormetal.com/maintain-sharpen-granulating-blade-optimal-performance-2025/
- Пример криогенной обработки лопастей гранулятора: https://ctpcryogenics.com/services/industrial/case-study-rubbermaid/
При желании мы можем позже заменить их вашими собственными внутренними примерами (даже анонимизированными диапазонами), чтобы результаты были более непосредственно связаны с вашим оборудованием.
Соответствие требованиям Великобритании, импорт, общая стоимость владения

PUWER, область применения UKCA/CE
Для британских операторов важны два практических аспекта:
- Безопасное использование рабочего оборудования (PUWER)
Обзор HSE PUWER (Правила обеспечения и использования рабочего оборудования 1998 г.) Подчеркивается, что оборудование должно быть пригодным для использования, обслуживаться должным образом, при необходимости проходить осмотр и сопровождаться соответствующей информацией/инструкциями и обучением.
Замена роторного резака влияет именно на эти моменты, поскольку может изменить зазоры в защитных кожухах, силы резания, вибрацию и безопасную систему работы оператора.
- Когда изменения становятся “существенными”
Если изменение является идентичным (та же функция, без новых опасностей), то, как правило, речь идет о помещении для технического обслуживания/ремонта. Если же изменение вносит новые опасности или существенно меняет принцип работы оборудования, следует руководствоваться рекомендациями HSE по... отремонтированное и модернизированное оборудование объясняет, почему модификатор может брать на себя обязанности, аналогичные обязанностям производителя.
Для получения более подробной информации об обязательствах со стороны предложения, ознакомьтесь с рекомендациями правительства Великобритании по этому вопросу. Правила обеспечения безопасности при поставке машин и оборудования 2008 года (Великобритания) Это подходящее место, чтобы проверить, останется ли ваше изменение просто заменой запасной части или перерастет в более широкий вопрос оценки соответствия.
Документы, коды ТН ВЭД, Инкотермс
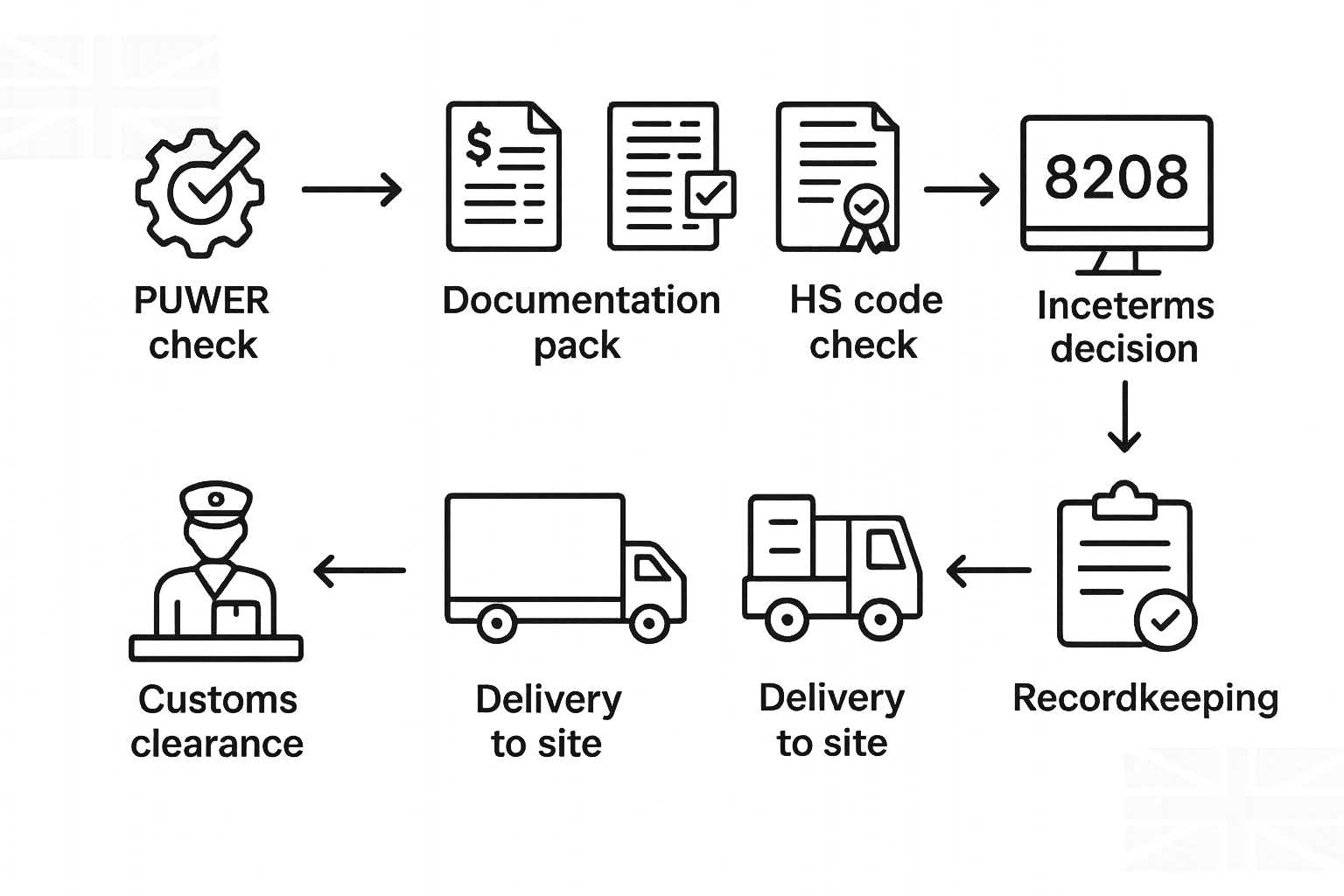
При импорте режущих инструментов в Великобританию бесперебойность процесса закупок в основном сводится к устранению пробелов в документации.
В состав практического комплекта документации обычно входят:
- Коммерческий счет-фактура и упаковочный лист
- Подтверждение происхождения (допустимые форматы описаны в руководстве на сайте GOV.UK). Получите подтверждение происхождения ваших товаров.)
- Необходимые для приемки материалы и контрольно-измерительная документация (например, твердость, основные размеры)
При классификации промышленные ножи и режущие лезвия часто относятся к категории ТН ВЭД. 8208—Уточните точный товарный код для описания вашей конкретной модели резака на сайте GOV.UK. Инструмент торгового тарифа.
Инкотермс определяют, кто что делает:
- ДДППоставщик, как правило, занимается таможенным оформлением импортных товаров и доставкой (это снижает административную нагрузку на покупателя, но следует уточнить, что именно входит в пакет услуг).
- ДАП: покупатель занимается таможенным оформлением импорта и уплатой пошлин/НДС (больше контроля, больше ответственности).
Если ваша команда уже сталкивалась с задержками, согласуйте правила Инкотермс с тем, кто будет предоставлять каждый документ и кто несет ответственность, если таможня задаст вопросы.
Жизнь, отдых, расплата
Общая стоимость владения редко определяется в первую очередь удельной ценой режущего инструмента.
К основным рычагам относятся:
- затраты на простой за каждую переналадку (потеря производительности, трудозатраты, потери при перезапуске)
- Стоимость качества (мелкие частицы, хвосты, гранулы несоответствующего качества, проблемы с подачей при транспортировке)
- Риск повторного заказа (Неподходящая замена приведет ко второму простою)
Простой способ количественной оценки окупаемости:
- Оцените, сколько переналадок можно избежать в месяц, если заменяемый продукт будет дольше сохранять свои свойства.
- Добавьте стоимость одного случая “несоответствия” в качестве фактора риска (даже если вероятность такого события низка).
- Сравните это с разницей между стандартным лезвием и проверенной, документально подтвержденной заменой, изготовленной на заказ.
Заключение
Замена роторных резаков на заказ — это практичный способ продлить срок службы устаревших станков.если Вы рассматриваете их как контролируемый процесс проектирования и закупок.
Этот процесс довольно прост:
- Указывайте положение режущего инструмента вблизи базовых элементов и функциональной геометрии, а не вокруг изношенных кромок.
- Подтвердите соответствие детали заданным допускам и подтвердите соответствие первому образцу в процессе контроля качества.
- Импортируйте с уверенностью, обеспечив согласованность документации, проверку кодов ТН ВЭД и выполнение требований Инкотермс.
Дальнейшие шаги:
- Предоставьте образец износа и/или чертежи.
- Согласовать критические допуски (посадка, биение, осевое положение, геометрия кромки).
- Запросите пакет FAI, соответствующий тому, как ваш сайт будет принимать повторные заказы.
Ссылки
- HSE: PUWER (Правила обеспечения и использования рабочего оборудования 1998 года): https://www.hse.gov.uk/work-equipment-machinery/puwer.htm
- Охрана труда и техника безопасности: Восстановленное и модернизированное оборудование: https://www.hse.gov.uk/work-equipment-machinery/refurbished-modified-machinery.htm
- GOV.UK: Правила поставки оборудования (безопасность) 2008 года (Великобритания): https://www.gov.uk/government/publications/supply-of-machinery-safety-regulations-2008/supply-of-machinery-safety-regulations-2008-great-britain
- GOV.UK: Получите подтверждение происхождения ваших товаров: https://www.gov.uk/guidance/get-proof-of-origin-for-your-goods
- GOV.UK: Инструмент для расчета торговых тарифов: https://www.gov.uk/trade-tariff
- ISO: ISO 1101 (Геометрические допуски): https://www.iso.org/standard/66777.html
- SAE: AS9102 (Требования к проверке первого образца аэрокосмической продукции): https://www.sae.org/standards/as9102-aerospace-first-article-inspection-requirement
- IAQG: 9102 Обзор требований к проверке первого образца: https://iaqg.org/standard/9102-first-article-inspection-requirement/
Автор
Автор: Томми Танг, Старший инженер по продажам в Нанкинская металлургическая промышленность (12 лет). Сертификаты: CSE, CME, Сертификат Six Sigma Green Belt, ПМП.