
Die Auswahl der richtigen Heißflächen-Granuliermesser für luftgekühltes PE/PP hängt nicht nur von den Materialbezeichnungen im Angebot ab. Die richtige Wahl reduziert Materialverluste und Feinanteile, stabilisiert die Schnittqualität über mehrere Schichten hinweg und sorgt für planbare Anlagenverfügbarkeit, sodass Ihre Gesamtbetriebskosten (TCO) im Rahmen Ihrer Planung liegen. Dieser Leitfaden zeigt Ihnen, wie Sie Messersubstrat, Härte und Beschichtung spezifizieren, Geometrie und Toleranzen für einen sauberen Schnitt kontrollieren, den luftgekühlten Betrieb optimieren und Lebenszyklus und Beschaffung für eine gleichbleibende Leistung mit geringen Abweichungen managen.
Es gibt drei Anwendungsmöglichkeiten:
- Einkauf: Erstellen Sie eine präzisere Spezifikations- und Abnahmecheckliste.
- Inbetriebnahme: Fräser ausrichten, Spalt prüfen und Luftstrom stabilisieren.
- Wartung: Prüfen, nachschleifen und dokumentieren, damit Ihre nächste Bestellung gleich beim ersten Mal stimmt.
Wichtigste Erkenntnisse
Wie dieser Leitfaden erstellt wurde (Umfang & Überprüfung): Dieser Artikel fasst OEM-Designkonzepte (Ausrichtung/kontrollierter Kontakt), gängige Qualitätssicherungsmethoden für beschichtete Bauteile (z. B. Röntgenfluoreszenz-Dickenmessungen, Validierung der Schichtdicke mittels Calotest und vereinbarte Haftungsprüfungen/Eskalationstests) sowie Inbetriebnahmeverfahren in der Fertigung zusammen. Die genauen Toleranzen und Einstellwerte variieren je nach Fräskopfmodell und Harz. Behandeln Sie alle „Beispielziele“ als interne Referenzwerte und bestätigen Sie die endgültigen Spezifikationen anhand Ihres OEM-Handbuchs und durch Produktionsversuche.
- Priorisieren Sie einen sauberen, gleichmäßigen Kontakt an der Düsenfläche; Ausrichtung und stabiler Klingendruck reduzieren Rückstände/Feinanteile am schnellsten.
- Die Härte des Substrats und die Beschichtung müssen auf die Harz- und Füllstoffmenge abgestimmt sein; bei recycelten/gefüllten Materialströmen sollte eine hohe Kantenzähigkeit angestrebt werden.
- Kontrollgeometrie: Gleichmäßiger Schneidenwinkel, gemessener Spalt zwischen Schneide und Matrize sowie geringer Rundlauffehler sind die Grundlage für einen sauberen Schnitt.
- Um ein vorzeitiges Versagen der Beschichtungen zu vermeiden, sollten Dicken- und Haftungsprüfungen (RFA/Kalotest; Ritz-/Klebebandprüfung nach Vorgabe) durchgeführt werden.
- Bei luftgekühlten Anlagen ist ein gerichteter, gleichmäßiger Luftstrom über die Werkzeugfläche und den Schneidweg sicherzustellen; die Schneidgeschwindigkeit ist mit dem Materialabzug zu synchronisieren.
- Behandeln Sie die Schaufeln wie ein verwaltetes Anlagegut: Dokumentieren Sie Nachschleifintervalle, Inspektionsergebnisse und QC-Daten, um die Gesamtbetriebskosten vorhersehbar zu halten.
Auswahlgrundlagen

Harz und Füllstoffe aufeinander abstimmen
Das Verhalten des Harzes und der Grad der Verunreinigung bestimmen, wie hart und zäh Ihre Schneide sein muss. Neuwertiges PE/PP verträgt oft schärfere Kanten und höhere Härte. Recycelte oder mineralgefüllte Formulierungen (CaCO3, Talkum, Glas) erhöhen den abrasiven Verschleiß und das Risiko von Ausbrüchen. Kombinieren Sie in diesen Fällen ein zähes Substrat mit einer harten, reibungsarmen PVD-Beschichtung, um Mikroausbrüchen und Verschmierungen vorzubeugen. Praktische Konsequenz: Verwenden Sie nicht dasselbe Sägeblatt für gewaschenes Foliengranulat und für neuwertiges Homopolymer-PP; die Feinanteile und Reste werden sich negativ auf die Qualität auswirken.
Klingenmaterialien und Härte
Gängige Substratarten sind Schnellarbeitsstähle (z. B. M2) und Kaltarbeitsstähle (z. B. SKD11/D2). Viele Hersteller geben typische Härtebereiche von ca. 50 bis 60 HRC für diese Sorten an. Der optimale Wert hängt jedoch von der Wärmebehandlung, Harzverunreinigungen und der Werkzeug-/Fräserkonstruktion ab. Eine höhere Härte verbessert die Verschleißfestigkeit, während eine ausreichende Kernzähigkeit das Ausbrechen von Kanten beim Anlauf oder beim Kontakt mit Verunreinigungen reduziert. Bei Verwendung von abrasiven Füllstoffen empfiehlt sich eine Kombination aus zähem Grundmaterial und geeigneter Beschichtung, anstatt die Härte einfach nur zu erhöhen.
Für einen Kontext zu den von OEM-Granulieranlagen verwendeten Schaufelausrichtungs- und Kontaktprinzipien (die Ausrichtungslogik ist auch bei unterschiedlichen Kühlmedien übertragbar) siehe MAAGs Gala-Designübersicht: MAAG Gala Pelletiersysteme – Konstruktionsprinzipien.
OEM-Passform und Kompatibilität
Selbst die beste Klinge versagt, wenn die Passform nicht stimmt. Prüfen Sie vor der Bestellung Folgendes:
- Lochkreis und Lochabstand der Nabe
- Klingen-Außen-/Innendurchmesser, Dicke und Klemmmerkmale
- Fräskopfmodell, Seriennummer und alle OEM-spezifischen Fasen/Entlastungen
Bitten Sie den Lieferanten, Zeichnungen/Muster oder genaue OEM-Referenzen bereitzustellen. Lassen Sie sich die Maßtoleranzen und die Oberflächenbeschaffenheit der Kontaktflächen bestätigen, damit die Klinge plan aufliegt und die Position bei jedem Set gleich bleibt. Dies ist der schnellste Weg, Vibrationen, Geräusche und unregelmäßige Pellets nach dem Umrüsten zu vermeiden.
Geometrie und Toleranzen

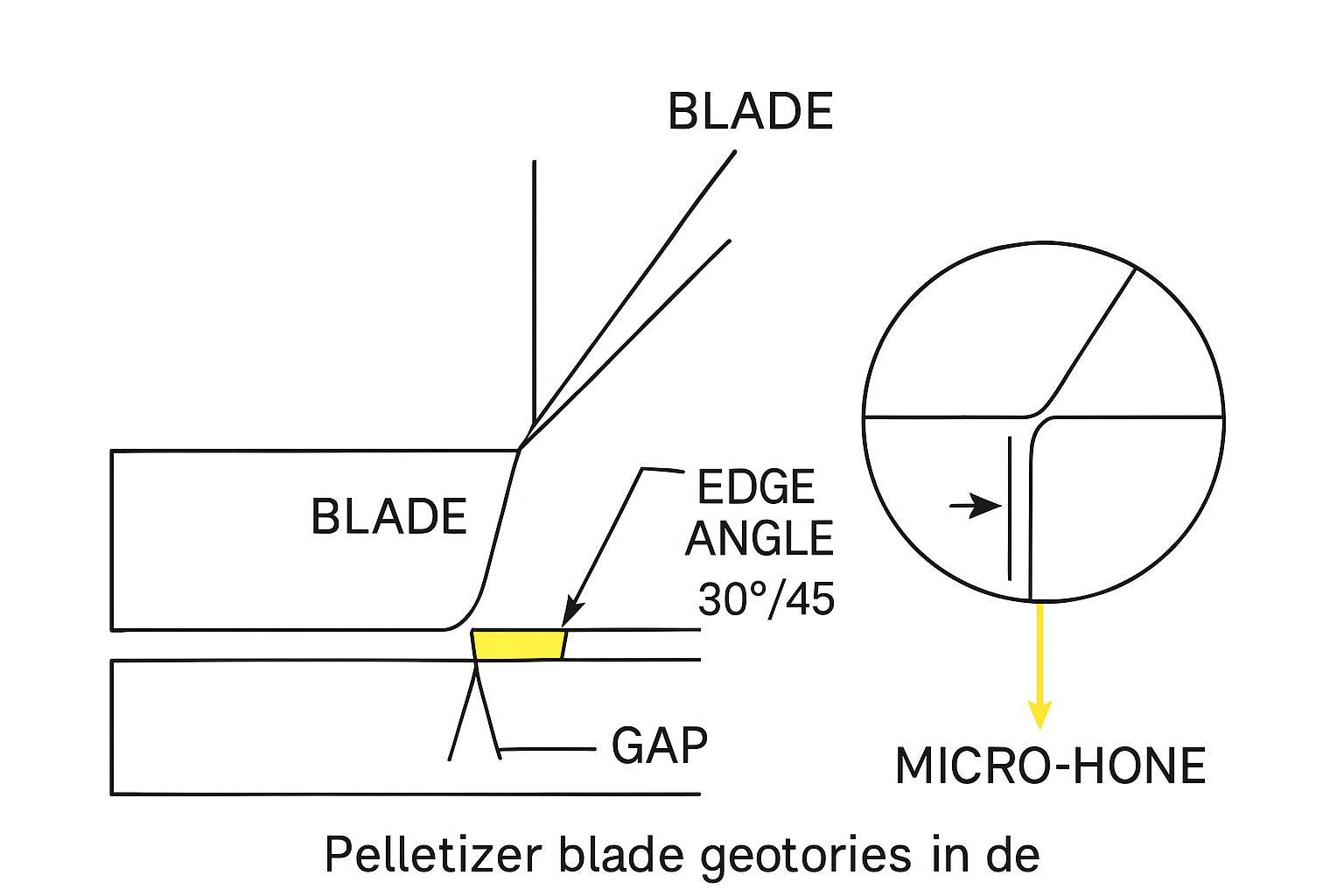
Kantenwinkel und Mikro-Honen
Der Schneidenwinkel bestimmt das Verhältnis zwischen Schärfe und Haltbarkeit. Beispiele aus dem Markt für Granulieranwendungen sind 30°- und 45°-Schneiden; die Klebrigkeit des Polymers und die Geometrie der Düse beeinflussen den Schnittwinkel. Ein kleiner, kontrollierter Mikro-Schliff (ein winziger Radius an der Schneide) kann die Schneide stabilisieren und Ausbrüche reduzieren, ohne den Feinanteil merklich zu erhöhen. Behandeln Sie den Mikro-Schliff als bewusstes Merkmal und nicht als Zufallsprodukt des manuellen Entgratens. Achten Sie auf eine gleichmäßige Ausführung bei allen Messern.
Beispiele für kommerziell verwendete Kantenwinkel im Kontext von Pelletieranlagen finden Sie in den Anwendungsberichten von Sollex: Sollex-Granulierschaufelwinkel und Produktkontext.
Spalt zwischen Schneide und Matrize und Ausrichtung
Es gibt keine universelle Zahl, die für jede Matrize und jedes Polymer funktioniert, daher sollte ein Inbetriebnahme-Workflow verwendet werden:
- Das Harz auf eine stabile Temperatur erwärmen und den Luftstrom stabilisieren.
- Stellen Sie gemäß der Vorgehensweise Ihres Originalherstellers einen gleichmäßigen Klingenkontakt her; überprüfen Sie dies an mehreren Positionen im Uhrzeigersinn.
- Den Abstand zwischen Schneidmesser und Düse schrittweise anpassen, während Pelletproben entnommen werden (Sieben für Feinanteile, Sichtprüfung auf Rückstände/Fasern). In kleinen, dokumentierten Schritten vorgehen.
- Nach der thermischen Stabilisierung und erneut nach der ersten Stunde überprüfen. Falls die Abgasfahnen ansteigen, auf Ablagerungen, Strömungsablagerungen oder Rattern untersuchen.
Warum es funktioniert: Ein stabiler, gleichmäßiger Kontakt und ein minimales Spaltmaß reduzieren das Ausfransen und Verschmieren, die zu Ausreißern führen. Die Ausrichtungslogik und das Druckregelungskonzept sind in der oben genannten OEM-Diskussion erläutert. MAAG Gala Cutter Ausrichtungskonzepte.
Ebenheit, Parallelität, Auslauf
Flacher, paralleler Kontakt und geringer Rundlauf gewährleisten einen gleichmäßigen Lauf der Schneide entlang der Werkzeugfläche. Praktische Prüfungen:
- Rundlauf: Messen Sie mit einer Messuhr an der Schaufelebene, während sich die Nabe langsam dreht; achten Sie auf minimale Abweichungen und beheben Sie bei übermäßigem Verschleiß oder Verunreinigungen an der Nabe die Ursache.
- Ebenheit/Parallelität: Ebenheitsprüfung mittels Koordinatenmessmaschine oder optischer Ebenheitsmessungen an der Schaufelkontaktfläche und der Werkzeugfläche; Entfernen von Verunreinigungen und Graten.
- Kontaktmuster: Blaufärbung/Tintenprüfungen während der Einrichtung können eine gleichmäßige Auflagefläche bestätigen.
Diese Messungen verhindern ungleichmäßige Schnitte, unregelmäßige Ausrisse und lokale Fehlstellen. Falls Ihr Originalhersteller modellspezifische Toleranzen angibt, halten Sie sich daran.
Beispielhafte interne Zielsysteme (bitte mit dem Handbuch Ihres Originalherstellers abgleichen): Diese Werte dienen lediglich als Ausgangspunkt für Eingangskontrollen und Trendanalysen; das Ziel ist die Wiederholbarkeit auf Ihrem spezifischen Schneidkopf.
- Rundlauf des Hobelmessers (montiert): Setzen Sie sich einen internen Zielbereich (z. B. „niedrige Hundertstel Millimeter“) und untersuchen Sie nach jedem Klingenwechsel jegliche sprunghafte Veränderung gegenüber Ihrem Ausgangswert.
- Ebenheit/Parallelität der Kontaktfläche: Definieren Sie einen internen Akzeptanzbereich und messen Sie jedes Mal auf die gleiche Weise (gleiche Vorrichtung, gleiche Punkte, gleiches Messgerät).
- Spaltgleichmäßigkeit: Prüfen Sie, ob der Abstand zwischen Schaufel und Matrize nach der Wärmebehandlung an mehreren Positionen im Uhrzeigersinn gleich ist; dokumentieren Sie die Position mit dem ungünstigsten Wert.
Erfassen Sie die Ergebnisse pro Schaufelsatz und Nabe, um die Geometrieabweichung mit Feinanteilen/Spuren in Zusammenhang zu bringen und die Verfolgung von Prozessvariablen zu vermeiden.
Beschichtungen, die funktionieren
Wählen Sie TiN, TiAlN, CrN oder DLC.
Beschichtungen verlängern die Lebensdauer von Kanten und reduzieren das Anhaften – aber nur, wenn Schichtdicke und Haftung kontrolliert werden. Hier ist ein kurzer Vergleich, den Sie bei der Auswahl verwenden können:
| Beschichtung | Kernkompetenzen | Typische Anwendung auf PE/PP |
|---|---|---|
| Zinn | Hart, verschleißfest; gut für allgemeine Zwecke geeignet | Neuwertige Sorten; mäßiger Abrieb, wenn geringe Reibung nicht entscheidend ist. |
| TiAlN | Warmhärte und Oxidationsbeständigkeit | Bei höheren Temperaturen oder dort, wo eine Hitzeverfärbung auftritt |
| CrN | Ausgewogener Verschleiß + geringere Reibung; Korrosionsbeständigkeit | Recycelte oder leicht klebrige Sorten; hilft, Verschmieren zu vermeiden |
| DLC (a‐C:H-Varianten) | Sehr geringe Reibung; harte, dünne Filme | Klebriges PE/PP; reduziert Ablagerungen und verbessert das Gleiten an Kanten |
Verifizierungsmethoden wie die Röntgenfluoreszenzanalyse (RFA) für zerstörungsfreie Dickenmessungen und der Kalotest für die zerstörende Dickenvalidierung werden in der Beschichtungs-Qualitätssicherung häufig eingesetzt, wie Oerlikon Balzers (QA-Überblick 2024–2025) darlegt: Messtechniken für die Beschichtungs-Qualitätssicherung (Oerlikon Balzers)Ein allgemeiner Abnahmeprozess für beschichtete Bauteile, einschließlich einfacher Haftungsprüfungen, ist im QA-Leitfaden von Oerlikon zusammengefasst: Übersicht über Qualitätssicherung und Abnahme beschichteter Bauteile (Oerlikon).
Wie ein Lieferant wie MAXTOR die Beschichtungs-Qualitätskontrolle integriert (neutrales Beispiel): Bei der Wareneingangsprüfung können die Produktionsteams die PVD-Schichtdicke stichprobenartig mittels Röntgenfluoreszenzanalyse (RFA) überprüfen, die Substrathärte nach der Wärmebehandlung (z. B. typische gehärtete Werkzeugstahlbänder) protokollieren und die Haftung mit Klebeband- und Ritzverfahren gemäß Spezifikation prüfen. Interne Prozessdokumentationen und Momentaufnahmen der Chargen-Qualitätskontrolle werden üblicherweise auf Anfrage zur Verfügung gestellt. Eine technische Einführung in die beschichteten Granuliermesser der Marke finden Sie in den Schulungsmaterialien: MAXTOR METAL — PVD-beschichtete Pelletiermesser-Führung.
Beschichtungsdicke und Haftung
Behandeln Sie die Qualitätssicherung der Beschichtung als Routine, nicht als Ausnahme. Ein praktischer Ansatz besteht darin, festzulegen, was Sie messen, wo Sie es messen und welche Dokumente jeder Charge beiliegen müssen:
- Dicke: Führen Sie bei jeder Charge an definierten Stellen Röntgenfluoreszenz-Stichproben durch; planen Sie regelmäßige Kalottest-Validierungsschnitte und archivieren Sie bei Bedarf Mikrographien.
- Haftung: Die Prüfmethode (Klebeband) und der Eskalationstest (Kratz-/Eindringprüfung) sind in der Bestellung zu vereinbaren; die Ergebnisse sind mit Chargen-/Serienrückverfolgbarkeit zu dokumentieren.
- Aufzeichnungen: Substratqualität, Wärmebehandlungsspezifikation, gemessener Härtebereich, Beschichtungstyp, mittlere/Bereiche der Schichtdicke und Hinweise zur Haftungsprüfung pro Charge.
Checkliste für die Wareneingangsprüfung (in Ihre Bestellung oder Ihr IQC-Formular kopieren und einfügen):
- Identifizierung und Rückverfolgbarkeit: Klingensatz-ID/Seriennummer, Losnummer, Beschichtungscharge, Datum, Prüfer.
- OEM-Passform: Schneidkopfmodell/Seriennummer; für die Bestellung verwendete Zeichnungsrevision.
- Abmessungen: Außendurchmesser/Innendurchmesser, Dicke, Lochmuster/Lochabstand, Senk-/Aussparungsdetails, Keilnuten/Fasen (Istwerte vs. Toleranzwerte angeben).
- Zustand der Kontaktfläche: Anforderungen an die Oberflächenbeschaffenheit (falls spezifiziert), gratfreie Kanten, kein Wackeln auf einer Referenzfläche.
- Zusammengesetzte Geometrie: Überprüfung des Rundlaufs der Schaufelfläche und des Kontaktmusters an der Nabe (Dokumentationsmethode + Messpunkte).
- Substrat & Wärmebehandlung: Stahlsorte, Wärmebehandlungszertifikat (falls vorhanden), gemessene Härtewerte + Prüfort(e).
- Beschichtung: Typ, Röntgenfluoreszenz-Dickenmessungen an definierten Stellen (Mittelwert/Minimum/Maximum angeben), visuelle Defekte (Nadellöcher/Abplatzungen).
- Haftung: Ergebnis des Screening-Verfahrens (Klebeband); Eskalationsverfahren (Kratzen/Eindrücken), falls in der Spezifikation erforderlich.
- Verpackung: Kantenschutz, Korrosionsschutz, Handhabungshinweise.
Diese Schritte verhindern ein vorzeitiges Versagen der Kanten und liefern Ihnen die Daten, die Sie benötigen, um die Abweichungen in der Beschichtung mit Feinanteilen oder verkürzter Laufzeit in Zusammenhang zu bringen.
Einsatz in recycelten Strömen
Mikro-Fallbeispiel (erst messen, nicht raten): Wenn Sie CrN vs. DLC auf dem Testspiel ausprobieren Dasselbe Substrat für recyceltes PE/PP, erstellen Sie ein einfaches A/B-Protokoll, damit Entscheidungen auf den Daten Ihrer Produktionslinie basieren.
- Konstant halten: Harzrezeptur (Füllstoff %, Schmelzindex), Düsenplatte, Schneidkopf, Luftstromeinstellung und Zielkorngröße.
- Verfolgen Sie drei KPIs: (1) Feinanteile % aus demselben Siebstapel und Probenahmeintervall, (2) Anzahl der Reste/Fasern pro festgelegter Probenmasse, (3) Laufzeit in Stunden bis zur ersten Reinigung und bis zum geplanten Nachmahlen.
- Qualitätskontrolle und Ergebnisse dokumentieren: Röntgenfluoreszenz-Dickenmesswerte (Mittelwert/Minimum/Maximum), die verwendete Haftungsprüfungsmethode und die Klingensatz-ID.
Nach ein oder zwei stabilen Durchläufen pro Beschichtung lässt sich in der Regel feststellen, ob der limitierende Faktor ist Abrieb (bevorzugt verschleißfestere Folien) oder Schmieren/Klebern (Vorzug vor reibungsärmeren Filmen).
Recyceltes PE/PP mit Feinanteilen, Füllstoffen oder gelegentlichen Verunreinigungen profitiert von reibungsärmeren Beschichtungen (CrN- oder DLC-Familien), um Schmierung und Anhaften zu reduzieren. Beginnen Sie mit einem robusten Substrat und CrN, bei dem der Abrieb dominiert. Sollten Sie im stationären Zustand weiterhin Schmierungsbildung und Materialansammlungen feststellen, testen Sie DLC auf demselben Substrat und vergleichen Sie die Laufzeiten zwischen Mahlgut und dem auf dem Sieb basierenden Feinanteil. Dokumentieren Sie sowohl die Beschichtungsdicke (RFA) als auch die Haftungsprüfung, um einen direkten Vergleich zu gewährleisten.
Für einen Kontext zur Positionierung der Luftstromhardware, die Aufschluss darüber gibt, wie Beschichtungen mit der Oberflächentemperatur und dem Schmierrisiko interagieren (Referenzen zu Stranggranulatoren; Konzepte anpassen), siehe die Broschüren von MAAG: MAAG PRIMO E – Luftmesser-Bestückungskonzepte (Stranggranulierer).
Luftgekühlte Betriebe

Strandtemperatur und Luftstrom
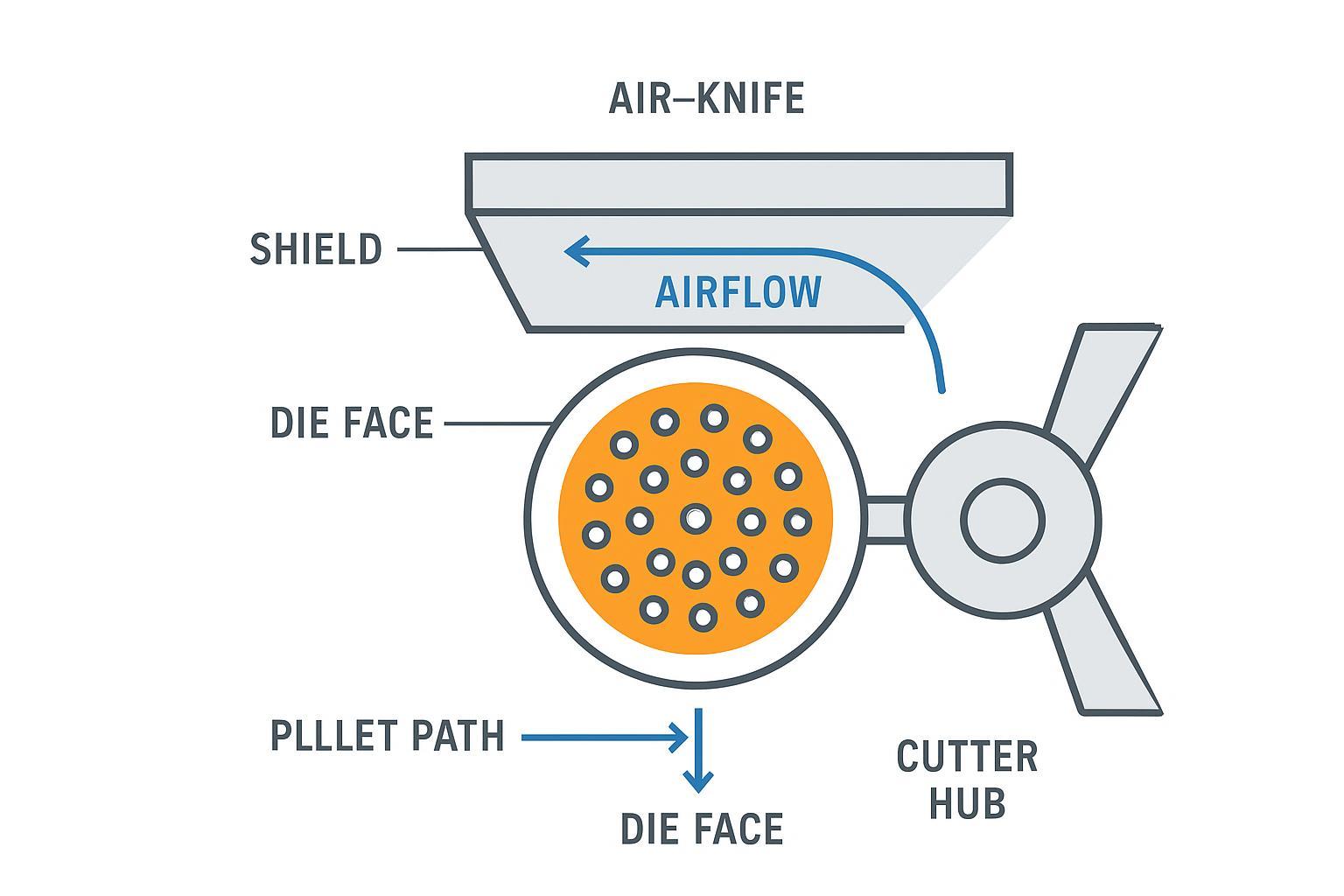
Die Luftunterstützung sollte die Polymeroberfläche vor dem Auftreffen des Messers stabilisieren und anschließend die Wärme vom Schnitt abführen. Praktische Anzeichen für einen optimalen Zustand: Die Pellets trennen sich sauber mit minimalem Verschmieren; die Messerflächen bleiben zwischen den Kontrollen relativ sauber; kein sichtbares Flattern an der Düsenfläche. Sollten Sie Fäden oder verschmierte, kometenschweifartige Pellets feststellen, erhöhen Sie den gerichteten Luftstrom über die Düsenfläche und überprüfen Sie die Abschirmung, um zu verhindern, dass Turbulenzen in die Schnittzone zurückprallen. Die Herstellerhandbücher sind die beste Quelle für modellspezifische Luftmesserpositionen und empfohlene Bereiche.
Für eine systemische Betrachtung der Konzepte zur Luftstromführung (Strangausrüstung, aber die Logik des Luftstroms ist übertragbar) konsultieren Sie die technischen Broschüren von MAAG: MAAG PRIMO E — Konzepte zur Luftstromführung (Strangausrüstung).
Cutter vs. Haul-off-Synchronisation
Saubere Schnitte erfordern eine synchronisierte Fadengeschwindigkeit und Messeraufschlagfrequenz. Bei einer leichten Asynchronität zwischen Schneidemaschine und Fadenabzug treten periodische Fadenenden oder Dickenschwankungen auf. Überprüfen Sie die Encoder-Eingaben, achten Sie auf Verzögerungen in den Drehzahlregelungsschleifen und justieren Sie die Schneidemaschine so, dass das Messer mit einem gleichmäßigen Aufschlagwinkel und -zeitpunkt auf einen stabilisierten Faden trifft.
Anlauf- und Umstellungsprüfungen
- Nach der Wärmebehandlung gleichmäßigen Klingenkontakt und minimalen Rundlauf prüfen.
- Prüfen Sie die Matrizenfläche auf Ablagerungen; reinigen Sie sie, falls Ablagerungen am Rand sichtbar sind.
- Prüfen Sie, ob der Luftstrom über die Düsenfläche und den Schneidweg gerichtet ist; justieren Sie die Ausrichtung von Haube und Messer, falls Flattern auftritt.
- Pelletproben nach 5 und 15 Minuten entnehmen; auf Feinanteile sieben und auf Rückstände/Fadenbildung prüfen; Spaltweite in kleinen Schritten anpassen.
- Überprüfen Sie nach der ersten Stunde erneut den Zustand der Beschichtung und der Kanten; wischen Sie eventuelle frühe Verschmutzungen ab, um eine Ansammlung zu verhindern.
Lebenszyklus und Gesamtbetriebskosten
Strategie und Grenzen des Wiederaufmahlens
Nachschleifen, bevor der Feinkornanteil ansteigt. Warten, bis die Schneide deutlich stumpf ist, erhöht das Risiko von Ausrissen, zu starkem Druck auf das Messer und Beschädigungen der Werkzeugoberfläche. Definieren Sie einen Auslöser anhand Ihrer eigenen KPIs: Wenn der Feinkornanteil im Sieb Ihre Kontrollgrenze im stationären Zustand überschreitet oder sich die Laufzeit zwischen den Reinigungszyklen deutlich verkürzt, planen Sie ein Nachschleifen ein. Halten Sie den Materialabtrag über alle Zyklen hinweg minimal und konstant, damit die Geometrie reproduzierbar bleibt. Wenn Ausbrüche auftreten, überprüfen Sie die Substratfestigkeit oder die Konsistenz des Mikrohonens, bevor Sie allein die Beschichtungsdicke verantwortlich machen.
Prüfintervalle und QS-Dokumente
Wählen Sie einen einfachen Rhythmus:
- Schicht-/tägliche Kontrolle: Sichtprüfung auf Kerben, Grate, Schmierstellen; Klingenoberfläche abwischen; Kontakt und Geräusch überprüfen.
- Wöchentlich: Rundlauf und Befestigungselemente prüfen; Pelletsiebdaten und etwaige Pelletreste erfassen.
- Chargenwechsel oder monatlich: Stichprobenartige Röntgenfluoreszenz-Dickenmessung an beschichteten Klingen; Haftungsprüfung nach Vorgabe; Protokollierung der Substrathärte und etwaiger Wärmebehandlungszertifikate.
Verknüpfen Sie diese Aufzeichnungen mit Klingenseriennummern und Produktionschargen. Nach etwa einem Vierteljahr werden Sie sehen, welche Kombinationen aus Substrat, Beschichtung und Betriebsfenster das beste Fein-/Rückenprofil Ihrer Harzmischung erzeugen.
Wirtschaftlichkeit der Beschaffung und Ersatzteile
Behandeln Sie Schaufeln wie einen rotierenden Anlagenbestand. Halten Sie ausreichend Ersatzsätze bereit, um Nachschleifvorgänge und die eingehende Qualitätskontrolle abzudecken, ohne die Maschinenverfügbarkeit zu gefährden. Legen Sie in Verträgen Maßtoleranzen, Substratqualität und -härte, Beschichtungsart sowie die für jede Charge erforderliche Qualitätssicherungsdokumentation fest. Der Preis ist ein einzelner Kostenpunkt; vorhersehbare Qualität und dokumentierte Qualitätskontrolle vermeiden doppelte Ausfallkosten.
Fazit
Vor Ihrer Bestellung sollten Sie das Substrat und die Härte für Ihre Harz-/Füllstoffmischung festlegen, eine Beschichtung basierend auf Verschleiß- bzw. Haftrisiko auswählen und Abnahmetests für Schichtdicke und Haftung definieren. Während der Inbetriebnahme sollten Sie den Luftstrom stabilisieren, einen gleichmäßigen Schaufelkontakt einstellen und den Schaufel-Düsen-Spalt schrittweise anhand des Pellet-Feedbacks anpassen, um Rückstände und Feinanteile bei luftgekühltem PE/PP zu minimieren. Optimieren Sie die Mahldauer und die Dokumentation der Qualitätskontrolle, um Ihre Gesamtbetriebskosten vorhersehbar und die Anlagenverfügbarkeit hoch zu halten.
Wenn Sie eine neutrale technische Referenz benötigen oder die Qualitätskontrollpraktiken für beschichtete Pelletiermesser besprechen möchten, besuchen Sie die Marken-Homepage: MAXTOR METAL.
Über das Team hinter diesem Leitfaden: MAXTOR METAL verfügt über mehr als 15 Jahre Erfahrung in der Fertigung kundenspezifischer, präzisionsgeschliffener Industrieklingen. Bei Bestellungen von Pelletiermessern gewährleisten die Teams die Wiederholgenauigkeit typischerweise durch dokumentierte Material- und Wärmebehandlungsaufzeichnungen, prozessbegleitende Maßkontrollen und Qualitätssicherungsprotokolle für die Beschichtung (z. B. Stichprobenmessungen der Schichtdicke mittels Röntgenfluoreszenzanalyse), sodass die Anwender die Ergebnisse der Wareneingangsprüfung einer bestimmten Charge zuordnen können.