
Choisir les lames de granulation à chaud adaptées au PE/PP refroidi par air ne se résume pas à la simple mention d'un matériau sur un devis. Un choix judicieux permet de réduire directement les bavures et les fines, de stabiliser la qualité de coupe d'un poste à l'autre et de garantir une disponibilité optimale, pour un coût total de possession (CTP) conforme à vos prévisions. Ce guide vous explique comment spécifier le substrat, la dureté et le revêtement de la lame ; comment maîtriser la géométrie et les tolérances pour une coupe nette ; comment optimiser le fonctionnement du refroidissement par air ; et comment gérer le cycle de vie et l'approvisionnement pour des performances constantes et fiables.
Utilisez-le de trois façons :
- Achats : établir une liste de contrôle des spécifications et de l’acceptation plus précise.
- Mise en service : aligner la fraise, vérifier l’écart et stabiliser le flux d’air.
- Maintenance : inspecter, broyer à nouveau et documenter afin que votre prochaine commande soit correcte du premier coup.
Points clés à retenir
Comment ce guide a été élaboré (portée et vérification) : Cet article synthétise les concepts de conception des équipementiers (alignement/contact contrôlé), les méthodes d'assurance qualité courantes pour les composants revêtus (par exemple, contrôles d'épaisseur par fluorescence X, validation d'épaisseur par calotest et tests d'adhérence standardisés) et les pratiques de mise en service en atelier. Les tolérances exactes et les valeurs de réglage varient selon le modèle de tête de coupe et la résine ; considérez les exemples de cibles comme des valeurs de référence internes et confirmez les spécifications finales à l'aide du manuel du fabricant et des essais en ligne.
- Privilégiez un contact propre et uniforme au niveau de la matrice ; un alignement précis et une pression stable de la lame permettent de réduire plus rapidement les bavures et les fines.
- Adapter la dureté du substrat et le revêtement à la résine et à la charge de remplissage ; viser une bonne résistance des bords sur les flux recyclés/chargés.
- Géométrie de contrôle : un angle de bord constant, un écart mesuré entre la lame et la matrice, et un faible faux-rond sont les éléments clés d’une coupe nette.
- Vérifier les revêtements par des contrôles d'épaisseur et d'adhérence (XRF/calotest ; rayure/ruban adhésif comme spécifié) pour éviter une défaillance prématurée.
- Dans les configurations refroidies par air, assurez-vous d'un flux d'air dirigé et constant sur la face de la matrice et la trajectoire de l'outil de coupe ; synchronisez la vitesse de l'outil de coupe avec le retrait.
- Considérez les lames comme un actif géré : documentez les intervalles de réaffûtage, les résultats d’inspection et les données de contrôle qualité afin de maintenir un coût total de possession prévisible.
Principes fondamentaux de la sélection

Associer la résine et les charges
Le comportement de la résine et le niveau de contamination déterminent la dureté et la résistance du tranchant. Le PE/PP vierge tolère généralement des tranchants plus affûtés et une dureté plus élevée. Les formulations recyclées ou chargées en minéraux (CaCO3, talc, verre) favorisent l'usure abrasive et le risque d'écaillage. Dans ce cas, il est conseillé d'associer un substrat résistant à un revêtement PVD dur à faible friction afin d'éviter les micro-écaillages et les bavures. Conséquence pratique : n'utilisez pas la même lame pour du film recyclé lavé et pour du PP homopolymère vierge ; les résidus et les particules fines se feront sentir.
Matériaux et dureté des lames
Les familles de substrats courantes comprennent les aciers rapides (par exemple, M2) et les aciers à outils pour travail à froid (par exemple, SKD11/D2). De nombreux fournisseurs indiquent des duretés typiques comprises entre 50 et 60 HRC pour ces nuances, mais la valeur optimale dépend du traitement thermique, de la contamination par la résine et de la conception de la matrice/de l'outil de découpe. Une dureté plus élevée améliore la résistance à l'usure, tandis qu'une ténacité à cœur suffisante réduit l'écaillage des arêtes lors du démarrage ou en présence de contaminants. Si vous utilisez des charges abrasives, privilégiez un substrat dur associé à un revêtement adapté plutôt que de simplement augmenter la dureté.
Pour plus d'informations sur l'alignement des lames et les principes de contact contrôlé utilisés par les systèmes de granulation OEM (la logique d'alignement est transférable même lorsque le fluide de refroidissement diffère), voir la présentation de la conception Gala de MAAG : Systèmes de granulation MAAG Gala — principes de conception.
Compatibilité et ajustement d'origine
Même la meilleure lame ne fonctionnera pas si elle n'est pas adaptée. Avant de commander, vérifiez :
- entraxe et espacement des trous de fixation du moyeu
- Caractéristiques des lames : diamètre extérieur/intérieur, épaisseur et système de serrage
- Modèle de la tête de coupe, numéro de série et chanfreins/dégagements spécifiques au fabricant d'origine
Fournissez des plans/échantillons ou les références exactes du fabricant d'origine. Demandez au fournisseur de confirmer les tolérances dimensionnelles et l'état de surface des faces de contact afin que la lame repose à plat et conserve sa position d'un jeu à l'autre. C'est la méthode la plus rapide pour éviter les vibrations, le bruit et les granulés irréguliers après un changement de production.
Géométrie et tolérances

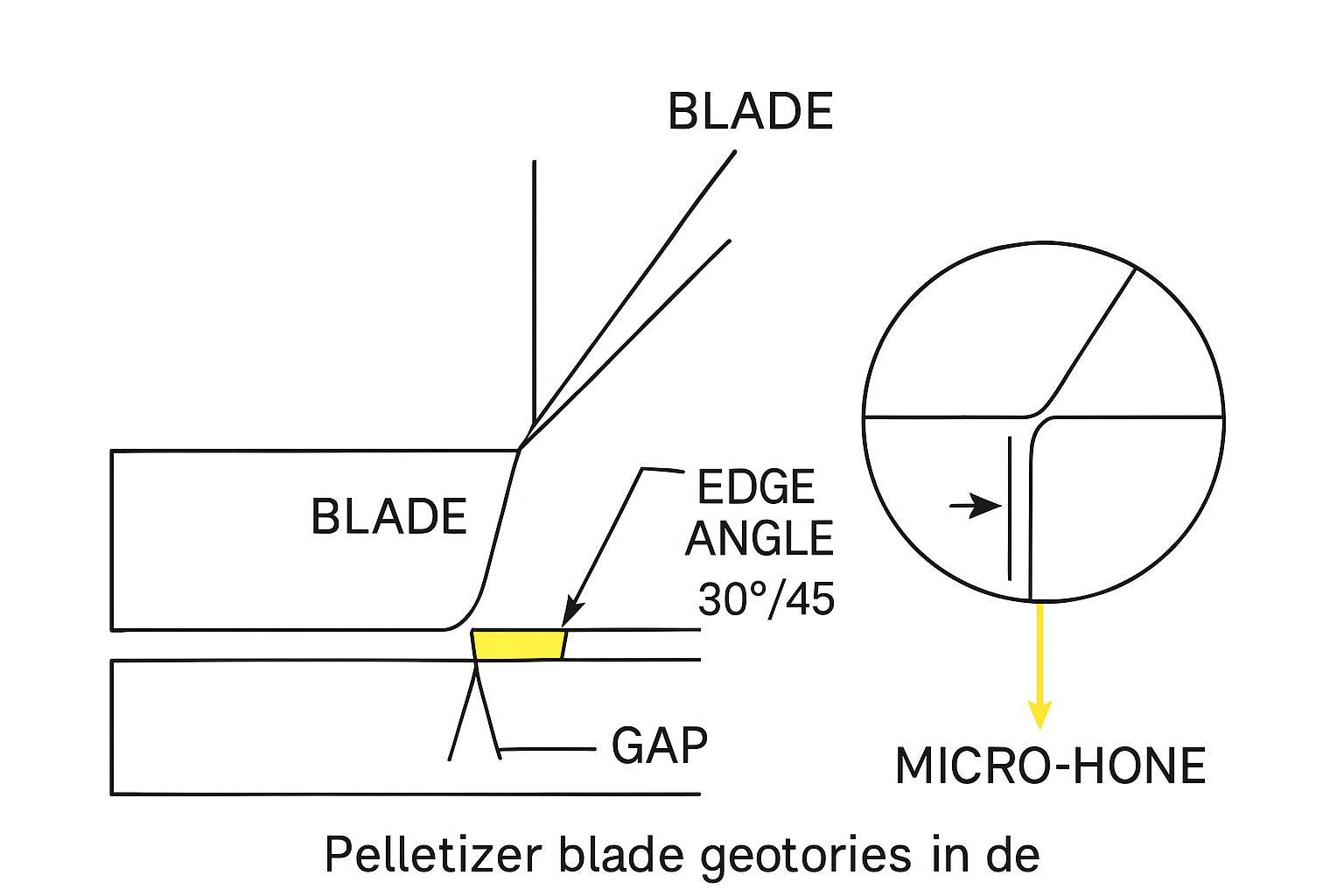
Angle de tranchant et micro-affûtage
L'angle de coupe détermine le compromis entre netteté et durabilité. Sur le marché des granulateurs, on trouve par exemple des angles de 30° et 45°. L'adhérence du polymère et la géométrie de la filière influencent cet angle. Un micro-affûtage contrôlé (un rayon très fin à l'extrémité du tranchant) permet de stabiliser le tranchant et de réduire l'écaillage sans augmenter sensiblement la quantité de fines. Ce micro-affûtage doit être considéré comme une caractéristique voulue, et non comme un résultat accidentel d'un ébavurage manuel, et doit être constant d'une lame à l'autre.
Pour des exemples d'angles de bord référencés commercialement dans le contexte des granulateurs, consultez les notes d'application de Sollex : angles de lame du granulateur Sollex et contexte du produit.
Jeu et alignement de la lame et de la matrice
Il n'existe pas de nombre universel qui fonctionne sur toutes les puces et tous les polymères, utilisez donc un flux de travail de mise en service :
- Chauffer jusqu'à ce que la température de la résine se stabilise et stabiliser le flux d'air.
- Établissez un contact uniforme entre les lames en suivant la procédure du fabricant d'origine ; vérifiez à plusieurs positions horaires.
- Ajustez progressivement le jeu entre la lame et la matrice tout en échantillonnant les granulés (tamisez pour éliminer les fines, vérifiez visuellement l'absence de résidus). Procédez par petites étapes documentées.
- Vérifiez à nouveau après stabilisation thermique, puis une nouvelle fois après la première heure. Si la queue remonte, inspectez les zones de ruissellement, d'accumulation ou de cliquetis.
Pourquoi ça marche : un contact stable et uniforme, associé à un jeu minimal, réduit les bavures et les irrégularités qui provoquent des traînées. Pour plus d’informations sur la logique d’alignement et le concept de contrôle de la pression, veuillez consulter la discussion du constructeur mentionnée ci-dessus. Concepts d'alignement des fraises MAAG Gala.
Planéité, parallélisme, affaissement
Un contact plat et parallèle, ainsi qu'un faible faux-rond, assurent un suivi régulier du bord par rapport à la face de la puce. Contrôles pratiques :
- Faux-rond : vérifier la position de la pale à l’aide d’un comparateur pendant que le moyeu tourne lentement ; rechercher une variation minimale et remédier à l’usure ou à la contamination du moyeu si elle est excessive.
- Planéité/parallélisme : méthodes de planéité CMM ou optiques sur la face de contact de la lame et la face de la matrice ; éliminer les contaminants et les bavures.
- Modèle de contact : les contrôles de bleuissement/d'encre lors de la mise en place permettent de confirmer un positionnement uniforme.
Ces mesures permettent d'éviter les défauts de coupe, les irrégularités de coupe intermittentes et les défauts localisés. Si le constructeur publie des tolérances spécifiques au modèle, veuillez les respecter.
Exemples de cibles internes (à vérifier dans le manuel du fabricant) : Utilisez ces données uniquement comme point de départ pour les contrôles entrants et le suivi des tendances ; l’objectif est la répétabilité sur votre tête de coupe spécifique.
- Faux-rond du plan de pale (assemblé) : Définissez une plage cible interne (par exemple, « quelques centièmes de millimètre ») et examinez tout changement brutal par rapport à votre valeur de référence après les changements de lames.
- Planéité/parallélisme de la face de contact : définir une bande d'acceptation interne et mesurer de la même manière à chaque fois (même dispositif, mêmes points, même instrument).
- Uniformité de l'écart : Vérifier que le jeu entre la lame et la puce est constant à plusieurs positions d'horloge après la stabilisation thermique ; documenter la position du point le plus défavorable.
Enregistrez les résultats par jeu de pales et par moyeu afin de pouvoir corréler la dérive géométrique aux fines/queues et éviter de courir après les variables de processus.
Des revêtements qui fonctionnent
Choisissez TiN, TiAlN, CrN ou DLC
Les revêtements prolongent la durée de vie des bords et réduisent l'adhérence, à condition que leur épaisseur et leur adhérence soient maîtrisées. Voici un tableau comparatif rapide pour vous aider dans votre choix :
| Revêtement | Points forts fondamentaux | Utilisation typique sur PE/PP |
|---|---|---|
| Étain | Dur et résistant à l'usure ; bon usage général | Qualités vierges ; abrasion modérée où un faible frottement n'est pas essentiel |
| TiAlN | dureté à chaud et résistance à l'oxydation | Les coupures à haute température ou les zones où la coloration due à la chaleur apparaît |
| CrN | Usure équilibrée + friction réduite ; résistance à la corrosion | Graisses recyclées ou légèrement collantes ; contribue à limiter les bavures |
| DLC (variantes a‑C:H) | Très faible friction ; films minces et durs | PE/PP adhésif ; réduit l’accumulation de saletés et facilite la glisse sur les carres. |
Les méthodes de vérification telles que la fluorescence X pour les contrôles d'épaisseur non destructifs et le calotest pour la validation destructive de l'épaisseur sont largement utilisées dans l'assurance qualité des revêtements, comme le souligne Oerlikon Balzers (aperçu de l'assurance qualité en 2024-2025) : Techniques de mesure pour l'assurance qualité des revêtements (Oerlikon Balzers). Un processus d'acceptation général pour les composants revêtus, incluant un simple contrôle d'adhérence, est résumé dans le guide QA d'Oerlikon : Aperçu du contrôle qualité et de la réception des composants revêtus (Oerlikon).
Comment un fournisseur comme MAXTOR intègre le contrôle qualité des revêtements (exemple neutre) : lors du contrôle à réception, les équipes de production peuvent vérifier l’épaisseur du revêtement PVD par fluorescence X (XRF), enregistrer la dureté du substrat après traitement thermique (par exemple, des bandes d’acier à outils trempé) et utiliser des méthodes de test à l’adhésif (ruban adhésif/rayure) conformément aux spécifications. La documentation interne du processus et des instantanés du contrôle qualité des lots sont généralement partagés sur demande. Pour une présentation technique des lames de granulateur revêtues de la marque, consultez la ressource pédagogique : MAXTOR METAL — Guide des couteaux de granulateur à revêtement PVD.
Épaisseur et adhérence du revêtement
Considérez le contrôle qualité des revêtements comme une procédure courante, et non comme une exception. Une approche pratique consiste à définir ce que vous mesurerez, où vous le mesurerez et quels documents devront accompagner chaque lot.
- Épaisseur : effectuer des contrôles ponctuels XRF à des emplacements définis sur chaque lot ; planifier des coupes de validation calotest périodiques et archiver les micrographies lorsque cela est nécessaire.
- Adhésion : convenir de la méthode de sélection (ruban adhésif) et du test d'escalade (rayure/indentation) dans le bon de commande ; documenter les résultats avec une traçabilité par lot/série.
- Enregistrements : qualité du substrat, spécifications du traitement thermique, plage de dureté mesurée, type de revêtement, épaisseurs moyennes/plages et notes sur les tests d’adhérence par lot.
Liste de contrôle pour l'inspection à réception (copier/coller dans votre bon de commande ou formulaire de contrôle qualité à réception) :
- Identification et traçabilité : Numéro d'identification/série du jeu de lames, numéro de lot, lot de revêtement, date, inspecteur.
- Compatibilité OEM : Modèle/numéro de série de la tête de coupe ; révision du dessin utilisée pour la commande.
- Dimensions: Diamètre extérieur/intérieur, épaisseur, entraxe des boulons/espacement des trous, détails de fraisage/alésage, rainures de clavette/chanfreins (indiquer les valeurs réelles par rapport à la tolérance).
- État de la face de contact : Exigences relatives à la finition de surface (le cas échéant), bords sans bavures, absence de basculement sur une surface de référence.
- Géométrie assemblée : Vérification du faux-rond du plan de pale et du motif de contact sur le moyeu (méthode documentée + points de mesure).
- Substrat et traitement thermique : nuance d'acier, certificat de traitement thermique (le cas échéant), résultats de dureté mesurés + emplacement(s) du test.
- Enrobage: type, mesures d'épaisseur XRF à des emplacements définis (rapport moyenne/min/max), défauts visuels (trous d'épingle/écaillage).
- Adhésion: résultat de la méthode de criblage (ruban adhésif) ; méthode d'escalade (rayure/indentation) si requis par les spécifications.
- Conditionnement: Protection des bords, protection contre la corrosion, consignes de manipulation.
Ces étapes permettent d'éviter les défaillances précoces des bords et vous fournissent les données nécessaires pour corréler la variation du revêtement avec les fines ou la durée d'exécution réduite.
Déploiement sur des flux recyclés
Micro-boîtier (mesures précises, sans approximations) : Lorsque vous comparez CrN et DLC sur le même Pour le substrat destiné au PE/PP recyclé, mettez en place un simple tableau A/B afin que les décisions soient basées sur les données de votre ligne de production.
- Maintenir constant : Recette de résine (charge %, indice de fusion), plaque de matrice, tête de coupe, réglage du débit d'air et taille cible des granulés.
- Suivi de trois indicateurs clés de performance : (1) fines % provenant de la même pile de tamis et du même intervalle d'échantillonnage, (2) nombre de queues/fils par masse d'échantillon fixe, (3) heures de fonctionnement jusqu'au premier essuyage et jusqu'au rebroyage programmé.
- Enregistrement du contrôle qualité et des résultats : Lectures d'épaisseur XRF (moyenne/min/max), méthode de contrôle d'adhérence utilisée et identifiant du jeu de lames.
Après un ou deux cycles stables par revêtement, vous verrez généralement si le facteur limitant est abrasion (privilégiant les films plus résistants à l'usure) ou tache/coller (privilégiant les films à faible friction).
Le PE/PP recyclé contenant des fines, des charges ou des contaminants occasionnels bénéficie de films à faible friction (familles CrN ou DLC) pour réduire les bavures et l'adhérence. Commencez par un substrat résistant avec un revêtement CrN, là où l'abrasion est prédominante. Si vous constatez toujours des bavures et un étalement en régime permanent, testez un revêtement DLC sur le même substrat et comparez les temps de cycle entre les matériaux broyés et ceux contenant un pourcentage de fines déterminé par tamisage. Documentez l'épaisseur du revêtement (XRF) et les résultats du contrôle d'adhérence pour une comparaison équitable.
Pour plus d'informations sur le positionnement du matériel de flux d'air qui permet de comprendre comment les revêtements interagissent avec la température de surface et le risque de bavures (références pour les granulateurs à brins ; adapter les concepts), voir les brochures de MAAG : MAAG PRIMO E — concepts de placement de couteaux à air (granulateurs à brins).
Opérations refroidies par air

Température du brin et débit d'air
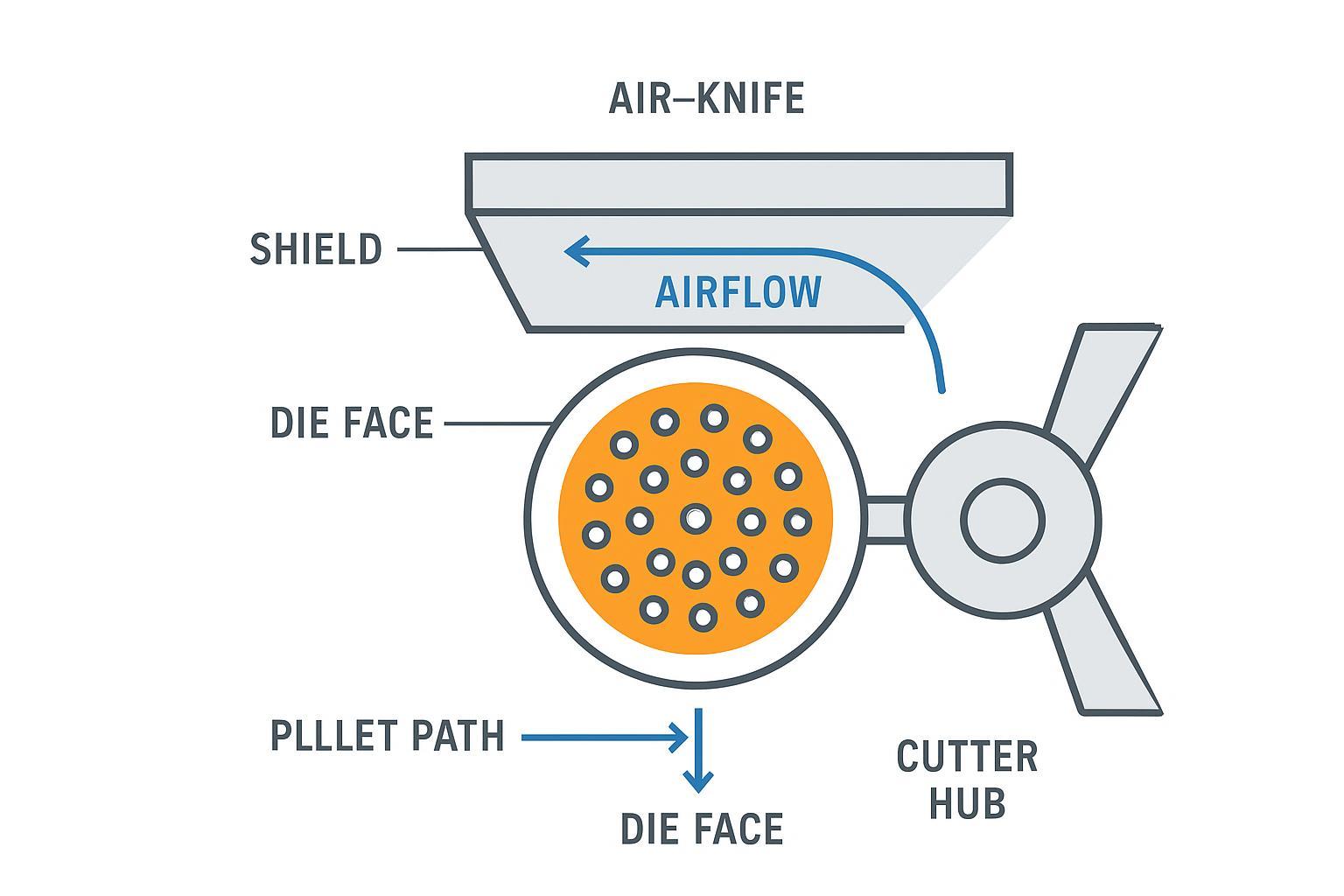
L'assistance d'air doit stabiliser la surface du polymère avant l'arrivée de la lame, puis évacuer la chaleur de la coupe. Signes pratiques d'un réglage optimal : les granulés se séparent proprement avec un minimum de bavures ; les faces des lames restent relativement propres entre les contrôles ; aucune vibration n'est visible au niveau de la matrice. Si vous observez des filaments ou des granulés baveux en forme de queue de comète, augmentez le flux d'air dirigé sur la matrice et vérifiez la protection afin d'éviter que les turbulences ne soient réfléchies dans la zone de coupe. Les manuels du fabricant sont la meilleure source d'information concernant les positions et les plages recommandées pour le couteau pneumatique, spécifiques à chaque modèle.
Pour une vue d'ensemble des concepts de placement du flux d'air (équipement à brins, mais la logique du flux d'air est transposable), consultez les brochures techniques de MAAG : MAAG PRIMO E — concepts de placement du flux d'air (équipement de brin).
Synchronisation de coupe vs. de halage
Pour des coupes nettes, il est essentiel que la vitesse de la ligne et la fréquence d'impact de la lame soient parfaitement synchronisées. Un léger déphasage entre la lame et le déroulement du fil entraînera des bavures ou des variations d'épaisseur. Vérifiez les entrées de l'encodeur, contrôlez le temps de réponse des boucles de régulation de vitesse et effectuez les réglages nécessaires pour que la lame rencontre un brin stabilisé avec un angle et une fréquence d'impact constants.
Contrôles de démarrage et de changement de production
- Vérifier un contact uniforme des lames et un faux-rond minimal après le trempage thermique.
- Inspectez la surface de la matrice pour détecter d'éventuels dépôts ; nettoyez-la si des résidus sont visibles sur les bords.
- Vérifier le flux d'air dirigé sur la face de la matrice et la trajectoire de la lame ; ajuster l'alignement du capot/de la lame si des vibrations sont observées.
- Prélever des échantillons de granulés à 5 et 15 minutes ; tamiser pour éliminer les fines et vérifier la présence de queues/filaments ; ajuster le jeu par petits incréments.
- Vérifiez à nouveau l'état du revêtement et des bords après la première heure ; essuyez toute trace initiale pour éviter l'accumulation.
Cycle de vie et coût total de possession
Stratégie et limites de Regrind
Réaffûtez avant que la quantité de fines n'augmente brusquement. Attendre que le tranchant soit visiblement émoussé accroît le risque de bavures, de surpression sur la lame et d'endommagement de la face de la matrice. Définissez un seuil de déclenchement basé sur vos propres indicateurs clés de performance (KPI) : lorsque la quantité de fines (mesurée par tamisage) dépasse votre limite de contrôle en régime permanent ou lorsque l'intervalle entre les nettoyages diminue sensiblement, planifiez un réaffûtage. Veillez à minimiser et à maintenir un enlèvement de matière constant d'un cycle à l'autre afin de garantir la reproductibilité de la géométrie. En cas d'écaillage, réévaluez la dureté du substrat ou la régularité du micro-affûtage avant d'incriminer uniquement l'épaisseur du revêtement.
Intervalles d'inspection et documents de contrôle qualité
Adoptez un rythme simple :
- Quart de travail/quotidien : Contrôle visuel des entailles, bavures et traces ; essuyage de la surface de la lame ; vérification du contact et du son.
- Hebdomadaire : Inspecter le faux-rond et les fixations ; enregistrer les données du tamis à granulés et toute occurrence de queues.
- Changement de lot ou mensuel : contrôle ponctuel de l’épaisseur par XRF sur les lames revêtues ; contrôle d’adhérence selon les spécifications ; enregistrement de la dureté du substrat et de toutes les certifications de traitement thermique.
Associez ces données aux numéros de série des lames et aux lots de production. Sur un trimestre, vous pourrez ainsi déterminer les combinaisons de substrat, de revêtement et de plage de fonctionnement qui produisent le meilleur profil de fines/queues avec votre mélange de résine.
Économie d'approvisionnement et pièces détachées
Considérez les lames comme un stock d'actifs renouvelable. Prévoyez un nombre suffisant de jeux de rechange pour couvrir les délais de réaffûtage et de contrôle qualité à réception, sans compromettre la disponibilité des machines. Dans les contrats, spécifiez les tolérances dimensionnelles, la qualité et la dureté du substrat, le type de revêtement et la documentation d'assurance qualité requise pour chaque lot. Le prix n'est qu'un élément parmi d'autres ; une qualité prévisible et un contrôle qualité documenté sont essentiels pour éviter de payer deux fois en temps d'arrêt.
Conclusion
Avant de commander, spécifiez le substrat et la dureté adaptés à votre mélange résine/charge, choisissez un revêtement en fonction du risque d'usure et d'adhérence, et définissez les tests de réception pour l'épaisseur et l'adhérence. Lors de la mise en service, stabilisez le flux d'air, assurez un contact uniforme entre les lames et ajustez progressivement l'écart lame-filière en fonction du retour d'information sur les granulés afin de minimiser les résidus et les fines dans les presses PE/PP refroidies par air. Gérez le calendrier de broyage et la documentation de contrôle qualité pour garantir un coût total de possession prévisible et une disponibilité maximale.
Si vous avez besoin d'une référence technique neutre ou pour discuter des pratiques de contrôle qualité des lames de granulateurs revêtues, consultez la page d'accueil de la marque : MAXTOR MÉTAL.
À propos de l'équipe à l'origine de ce guide : MAXTOR METAL bénéficie de plus de 15 ans d'expérience dans la fabrication de lames industrielles sur mesure, rectifiées avec précision. Pour les commandes de couteaux de granulation, les équipes contrôlent généralement la répétabilité grâce à des enregistrements documentés des matériaux et des traitements thermiques, des contrôles dimensionnels en cours de production et des registres d'assurance qualité des revêtements (par exemple, des contrôles ponctuels d'épaisseur par fluorescence X), permettant ainsi aux utilisateurs de rattacher les résultats d'inspection à réception à un lot spécifique.