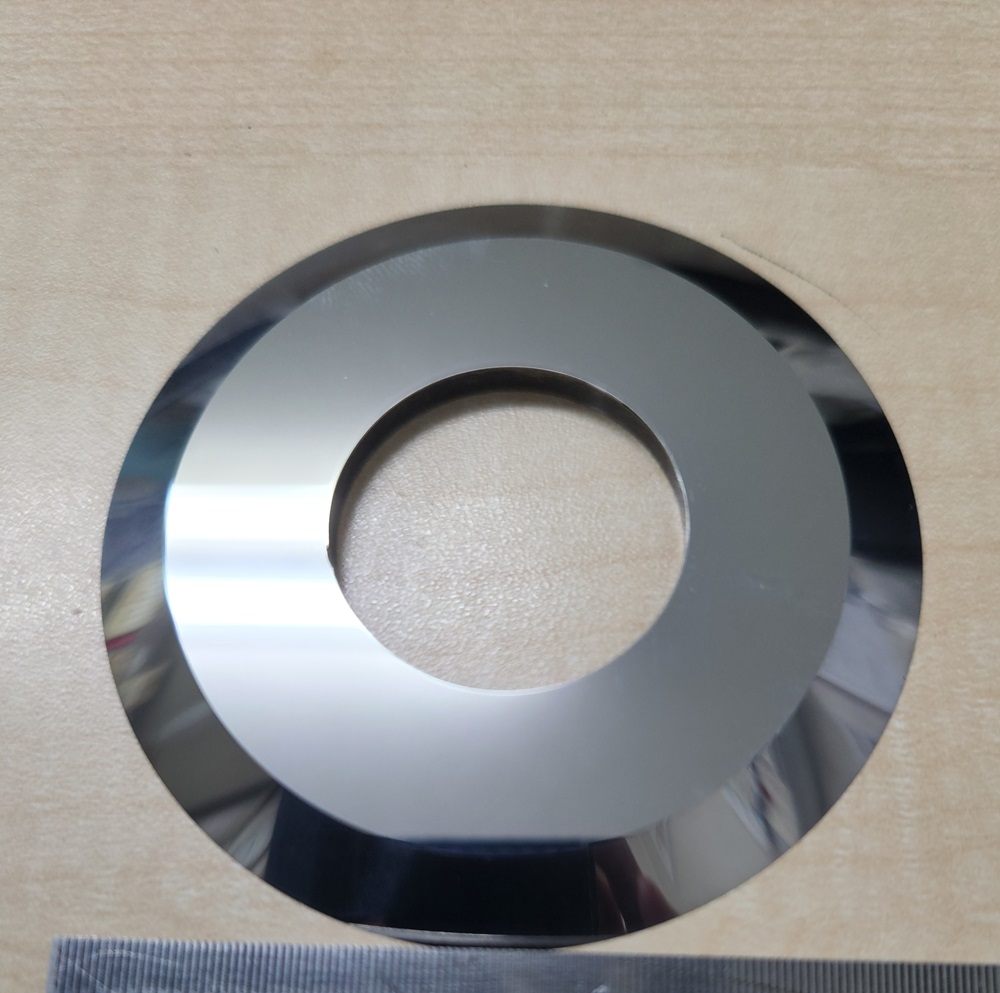
Präzisions-Kreismesser für Längsschnitte (auch als Rotations-Schlitzmesser oder Rundmesser bezeichnet) nutzen eine kontinuierliche Rotationskinematik in Verbindung mit einem Untermesser (Scherenschnitt), einer Rasierklingenanordnung (Rasierklingenschnitt) oder einer gehärteten Ambossbacke/Gegenwalze (Quetschschnitt), um ununterbrochene Längsschneid-, Wickel- oder Rillprozesse von laufenden Materialbahnen auszuführen. Diese hochentwickelten Rotationswerkzeuge wurden speziell für Hochleistungs-Rollenschneider-Apparate, Wellpappen-Rill- und Schneidemaschinen sowie automatische Längsschneidanlagen für Lithium-Ionen-Batterieelektroden entwickelt.
1.1 OEM System Compatibility
This technical standard is engineered to meet or exceed the performance parameters of leading international slitting machinery manufacturers, including Kampf, Atlas, Goebel, Pasaban, Valmet, Dienes, Tidland, and ASHE.
1.2 Core Engineering Parameter Matrix
Engineering Parameter
Li-ion Electrode & Foil Classification
High-Speed Film, Tape & Paper
Heavy-Duty Silicon Steel & Slitting Lines
Empfohlene Materialien
Sub-micron Tungsten Carbide (WC)
M2/M42 HSS, SK5, SK7, 1065 Carbon
DC53, LD, D2 (1.2379) / SKD11
Hardness Matrix
HRA 89 – 93
HRC 62 – 64 (HSS) / HRC 56 – 60
HRC 60 – 63 (DC53/LD)
Outer Diameter (OD) Range
40mm – 350mm
100mm – 680mm
80mm – 500mm
Inner Diameter (Bore) Tolerance
H7 / G6 Precision Slide Fit
H7 Standard Fit
H7 Precision Fit
Dickentoleranz
± 0.001mm to ± 0.002mm
± 0.005mm
± 0.003mm
Axiallauf (Seitenschlag)
< 0.005mm
< 0.015mm
< 0.010mm
Radial Runout (Out-of-Round)
≤0.010mm
≤0.020mm
≤0.015mm
Cutting Edge Roughness (Ra)
Ra < 0.4µm (Mirror Polish)
Ra < 0.8µm
Ra < 0.6µm
Side Face Roughness (Ra)
Ra < 0.8µm
Ra < 1.6µm
Ra < 1.2µm
Dimensional Standard
ISO 2768-mK
ISO 2768-mK
ISO 2768-mK
Produkttechnischer Überblick: Kinematik des Rotationsscherens und tribologischer Verschleiß
In modern high-speed longitudinal slitting systems, the cutting edge of a circular blade experiences complex cyclic shear stress fields combined with high-velocity three-body abrasive wear. Because the tool rotates continuously, every discrete micro-segment along the blade’s circumference undergoes a rapid transition into and out of the material stress zone, rendering it highly susceptible to rolling contact fatigue.
2.1 Kinematics of the Shear Overlap Zone
In a synchronized shear slitting system (where the upper male blade overlaps and intersects with the lower female blade), the quality of the slit edge is governed by the configuration of the overlapping geometry:
Axial Side Clearance: For metallic foils, hard polymers, and silicon sheets, the physical horizontal gap between the upper and lower knives must be held strictly between 0.002mm and 0.01mm. If this clearance is exceeded, the substrate experiences localized bending and tensile elongation rather than true shear, generating catastrophic burrs. Conversely, an insufficient gap causes micro-rubbing, forcing an exponential increase in localized compressive stress and accelerating micro-chipping. For soft materials like paper and tissue, spring-loaded setups utilizing a constant pneumatic or mechanical axial preload are implemented to achieve a self-adjusting “zero-clearance” plane.
Overlap Depth: The vertical intersection depth of the male blade into the female channel must be calibrated between 0.5mm and 1.5mm. Excessive overlap depth increases the lateral friction contact area between the sides of the blades, transforming rotational kinetic energy into localized thermal energy, which softens the martensitic matrix of the cutting tip.
When a circular slitter runs at high linear velocities (e.g., 400–1200 m/min), any microscopic deviation in edge roughness (Ra) or structural homogeneity acts as a stress concentrator. As the blade dulls, the failure mode of the substrate shifts from clean shearing to compressive fracture. This transition creates micro-cracks in brittle coatings (such as battery cathode slurries) or fibers, discharging large quantities of microscopic debris and airborne dust. This dust can migrate onto the face of the blade, changing the friction coefficient (μ) and triggering a destructive thermal loop.
Substrates: Copper foil, aluminum foil, and substrates double-coated with highly abrasive lithium iron phosphate (LFP) or nickel-manganese-cobalt (NMC) chemistries.
Engineering Requirements: The abrasive slurry contains hard ceramic-like particles that aggressively erode iron-based matrices. This application mandates Sub-micron Grain Tungsten Carbide (WC) with an HRA of 89–93. Thickness tolerances must be held to ±0.001mm to prevent axial tracking drift, which eliminates coating delamination and edge detachment on the current collector.
3.2 High-Velocity Polymer Film Conversion
Substrates: High-tensile BOPP, PET, and PI (Polyimide) films.
Machinery: Kampf, Goebel, and Atlas high-speed slitter rewinders.
Engineering Requirements: Thin polymer webs running at velocities exceeding 600 m/min are highly prone to static accumulation and frictional dragging. Thin-gauge circular blades made of SK5, SK7, or High-Carbon 1065 Spring Steel are specified. The cutting bevel must feature a mirror finish of Ra < 0.4µm to eliminate micro-grooves that pull on the polymer chains, preventing tensile tearing and static dust draw.
3.3 Silicon Steel & Transformer Core Slitting
Substrates: Oriented and non-oriented electrical silicon steel sheets with high silicon content.
Machinery: Heavy-duty rotary gang slitting lines.
Engineering Requirements: Silicon steel exerts extreme elastic deformation resistance, creating severe counter-reactive normal forces during shearing. Conventional D2/SKD11 blades frequently suffer from localized chipping under these cyclic shocks. DC53 or LD Steel (HRC 60–63) is mandatory here, leveraging its uniform carbide distribution to absorb high-impact mechanical stress.
3.4 Advanced Composite Prepreg Conversion
Substrates: Carbon fiber prepregs, fiberglass weaves, and resin-impregnated multi-layer textiles.
Machinery: Continuous-feed rotary cutter modules.
Engineering Requirements: Structural fibers possess extreme abrasive characteristics that blunt standard steel edges within hours. M2 or M42 High-Speed Steel (HSS) (HRC 62–64) enhanced with a physical vapor deposition (PVD) TiAlN coating is recommended. The coating acts as a thermal barrier, preserving the underlying edge hardness against continuous dry friction.
Substrates: Multi-layer aluminum-plastic laminates and sterile medical pouch films.
Machinery: Cleanroom-compliant slitting lines.
Engineering Requirements: To prevent web delamination and meet rigorous sanitary standards, blades must resist oxidation when exposed to humidity or sanitizing agents. High-chromium Martensitic Stainless Steels (420 or 440C) are selected and optimized to a hardness of HRC 48–56, achieving a stable balance between corrosion resistance and edge acuity.
Substrates: Heavy multi-wall corrugated board and linerboards.
Machinery: High-speed corrugated slitter scorers.
Engineering Requirements: The medium runs at high speeds and contains abrasive recycled fibers and silica particles. Tooling requires exceptional resistance to impact and abrasion. M2 Schnellarbeitsstahl is widely utilized, and the blades must be configured with an axial runout of <0.015mm to eliminate side-to-side wobble that causes crushed flutes or excess paper debris.
4.Häufige Ausfallprobleme und technische Lösungen
4.1 Problem: Severe Slitting Dust Generation
Root Cause: Micro-nicks along the ground bevel or an uncalibrated axial side clearance force the blade to crush the substrate instead of shearing it. This mechanical crushing fractures fibers and coatings, generating significant debris.
Engineering Solution (Trade-Off Model): Specify a Super-Fine Mirror Polish on the blade bevels and faces, reducing the roughness to Ra < 0.1µm. While mirror polishing increases production cycle times and manufacturing costs by approximately 20%, it minimizes initial grinding micro-cracks and material dragging, reducing slitting dust by up to 80%.
Root Cause: High-hardness substrates (e.g., silicon steel, dense coatings) generate normal forces that exceed the fracture toughness of the blade’s alloy matrix. This issue is magnified by the presence of large, segregated primary carbides in standard cold-work steels like D2/SKD11.
Engineering Solution: Replace D2/SKD11 with DC53 or LD Tool Steel tempered to HRC 60–63. DC53 undergoes a refining process that yields a fine, uniform matrix with double the impact toughness of SKD11, preventing micro-chipping under cyclic loads.
Engineering Solution: Tighten the blade’s thickness tolerance to ±0.001mm and restrict the maximum allowable axial runout to <0.005mm via dynamic balancing and precision side grinding. Ensure the bore diameter follows an H7 or G6 slide-fit protocol to eliminate shaft eccentricity.
4.4 Problem: Adhesive Accumulation and “Galling” (Material Sticking)
Root Cause: When slitting pressure-sensitive adhesives, protective films, or soft aluminum foils, frictional heat causes adhesive polymers to melt or ductile metal to cold-weld onto the micro-roughness of the blade faces.
Engineering Solution: Implement targeted surface modification coatings. For adhesive-backed tapes, apply a Hydrophobic Fluoropolymer (PTFE/Teflon) Coating. For non-ferrous aluminum/copper slitting, apply a Diamantähnliche Kohlenstoffbeschichtung (DLC). The extreme hardness and minimal friction coefficient of DLC stop material transfer at the atomic level. Note that coated blades cannot be conventionally resharpened on their faces; they require specialized edge-only grinding or recoating.
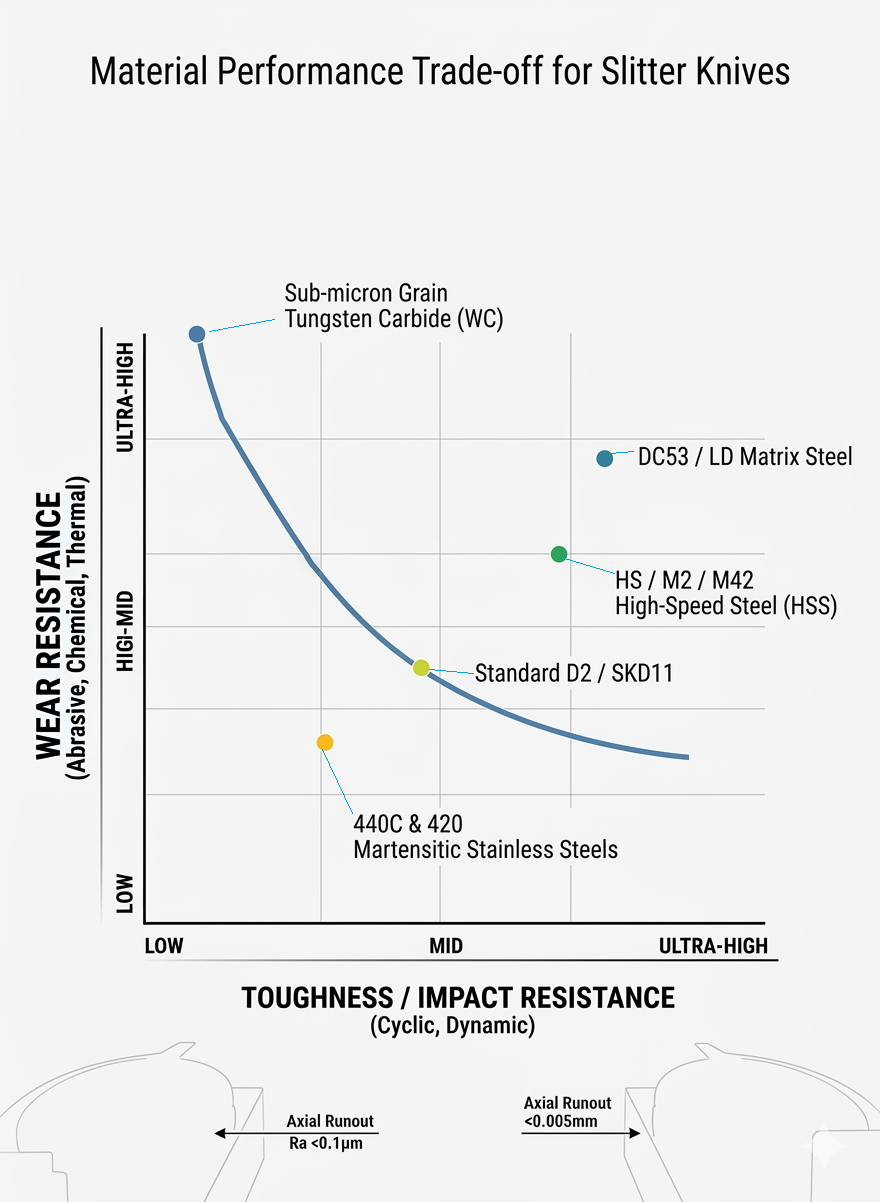
The rotational kinematics of circular cutting demand tool materials that offer balanced resistance to rolling contact fatigue, compression, and abrasive wear.
Sub-micron Grain Tungsten Carbide (WC)
Metallurgical Matrix: Composed of ultra-fine sub-micron tungsten carbide hard phases bonded within a high-toughness cobalt (Co) matrix, with an average grain diameter of ≤0.6μ m.
Mechanical Profile: Provides exceptional hardness (HRA 89–93) and excellent resistance to abrasive slurry wear. However, it exhibits low bending strength and high brittleness; any metal-to-metal collision or foreign body impact will cause catastrophic fracturing.
DC53 / LD Matrix Steel
Metallurgical Matrix: A cold-work tool steel designed to eliminate the coarse, segregated primary chromium carbides characteristic of traditional D2/SKD11 steels.
Mechanical Profile: Achieves a heat-treated hardness of HRC 60–63. Its uniform microstructure yields double the impact toughness of SKD11, making it highly effective at preventing edge chipping when shearing high-tensile metals or thick polymers.
M2 / M42 High-Speed Steel (HSS)
Metallurgical Matrix: Heavily alloyed with Tungsten (W), Molybdenum (Mo), Chromium (Cr), and Vanadium (V) to form a dense distribution of thermally stable M6C and MC secondary carbides.
Mechanical Profile: Possesses high “Red Hardness” (retaining structural integrity up to 500°C) and excellent impact resistance. This makes it suitable for high-speed corrugated paper and composite conversion lines experiencing high-frequency friction.
440C & 420 Martensitic Stainless Steels
Metallurgical Matrix: Contains 12%–18% Chromium, which forms a passive chromium oxide film upon thermal hardening, embedded within a tempered martensitic matrix.
Mechanical Profile: Delivers a controlled hardness of HRC 48–56. It provides reliable protection against oxidation, pitting, and chemical exposure in humid or sterile food and pharmaceutical converting facilities.
Wärmebehandlung und Härte: Logik der thermischen Gefügeänderung
The dimensional stability and edge retention of a circular blade depend heavily on its internal crystalline matrix. Thermal processing errors will cause axial warping and distortion under high-speed rotation.
6.1 Multi-Stage Vacuum Gas Quenching & Tempering
To prevent decarburization and surface oxidation, all steel slitter blanks undergo heat treatment inside a high-vacuum furnace operating at 10-3mbar. The blades are brought up through multi-stage preheating cycles to eliminate thermal gradients and prevent warping in thin-disc configurations. They are austenitized at 1020℃-1100℃(depending on the alloy grade) and quenched using high-pressure, high-purity nitrogen gas (6–10 bar). This is followed by three distinct tempering cycles to minimize residual internal stresses.
6.2 Cryogenic Transformation for Ultra-Precise Tolerances
For high-specification applications requiring sub-micron thickness tolerances (±0.001mm), a comprehensive Deep Cryogenic Treatment (Sub-Zero Liquid Nitrogen Soaking at -196°C) is performed:
Cryogenic processing drives the near-total conversion of unstable retained austenite into hardened martensite while precipitating ultra-fine secondary \eta-carbides throughout the matrix. This provides two key engineering benefits:
Elimination of Thermal Distortion: It prevents microscopic dimensional shift or axial bowing when the blade warms up under high-speed friction, ensuring a true cutting line.
Extended Wear Life: Field performance data indicates that cryogenically treated slitter blades exhibit a 30% or greater increase in wear resistance compared to conventionally treated alternatives.
7.Messergeometrie und Schneidkanten-Engineering
The geometric tolerances of a circular slitter directly impact its rotational stability. Even minor side-to-side variations can cause wavy cut paths or premature tool failure.
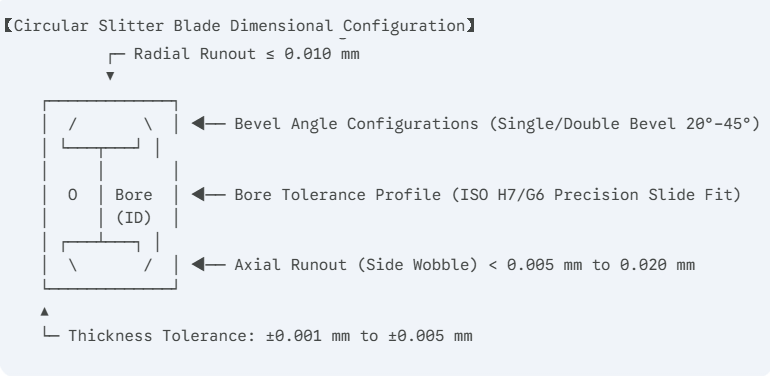
7.1 Geometric Tolerance Chains
Bore-to-Shaft Concentricity: The central bore must be finished to an ISO H7 or G6 tolerance class to establish a precise slide fit with the slitter shaft. A bore clearance error as small as 0.01mm introduces an eccentric rotation axis, magnifying the Radial Runout and causing uneven material engagement.
Axial Runout Control: Side wobble must be restricted to <0.005mm for high-precision applications and <0.020mm for general converting. Exceeding these limits causes the overlapping faces of the male and female knives to impact each other during rotation, generating micro-shocks that cause chipping, accelerated face wear, and ragged edges.
Blades can be ground to a Single Bevel, Double Bevel, or Compound Bevel configuration, with included angles ranging from 20° to 45°:
Acute Bevel Angles (20° – 25°): Minimize the specific cutting force (kC) and drag resistance. This configuration is suitable for delicate, non-woven materials and ultra-thin packaging films, though it offers lower structural edge strength.
Obtuse Bevel Angles (35° – 45°): Provide a robust wedge profile with excellent mechanical backing. This is the standard configuration for processing tough substrates like silicon steel or abrasive mineral-filled sheets.
8.Herstellungsprozess und Qualitätsprüfung
Ingot Metallurgy & Consolidation: High-purity tool steel blanks are processed via Electro-Slag Remelting (ESR). For tungsten carbide, blanks are produced using Hot Isostatic Pressing (HIP) vacuum sintering to ensure a void-free, homogeneous structure.
CNC Core Machining: Precision turning of the central bore, drive notches, and locating faces to satisfy H7/G6 specifications.
Vacuum Thermal Modification & Deep Cryogenics: Hardening and subsequent sub-zero processing at -196°C to eliminate residual stresses.
Double-Disc Parallel Grinding: Multi-pass grinding under constant-temperature coolant lubrication to achieve flat, parallel sides with a thickness tolerance down to ±0.001mm.
Rotary Edge Bevel Grinding: Using dedicated high-rigidity grinding centers equipped with vitrified diamond wheels to profile the cutting edge to a finish of Ra < 0.4µm.
Quality Control Protocol:
Laser Interferometric Axial Runout Verification: Every high-precision blade is evaluated across its entire circumference. Side wobble is mapped and documented to confirm compliance with the <0.005mm internal threshold.
Surface Profilometry: Direct stylus measurement of the bevel’s surface finish (Ra).
Multi-Point Rockwell Hardness Mapping: Verifies that the hardness variance across the blade face does not exceed 0.5 HRC.
Fallstudien: Dokumentierte Feldleistung
Case Study A: Lithium-Ion Battery Anode Slitting (Graphite-Coated Copper Foil)
Client Profile: A tier-one manufacturer of electric vehicle battery cells.
Initial Problem: The client was utilizing commercial-grade carbide rotary blades with a thickness tolerance of ±0.005mm and an edge roughness of Ra 0.8µm. Abrasive graphite particles caused material to adhere to the blade faces, limiting linear slitting speeds to 200 m/min. Micro-chipping occurred after 15 hours of operation, causing coating delamination and micro-burrs along the copper foil.
Engineering Intervention: Installed Sub-micron Tungsten Carbide Blades featuring a mirror polish of Ra < 0.1µm and a thickness tolerance held strictly to ±0.001mm.
Quantifiable Outcomes: Face adhesion was eliminated, allowing production speeds to be increased from 200 m/min to 550 m/min (a 175% increase in throughput). Individual blade service life rose from 15 hours to 120 hours between grinds, while micro-dust emissions fell by 88%.
Case Study B: High-Frequency Electrical Silicon Steel Gang Slitting Line
Client Profile: A steel service center specializing in transformer core laminations.
Initial Problem: The line used standard D2 (SKD11) circular blades (HRC 58–60) to slit 0.35mm thick grain-oriented silicon steel. The material’s high deformation resistance caused micro-fractures along the blade edges within 32 operating hours. This dulling produced edge burrs exceeding 0.08mm, which caused electromagnetic performance loss in the final transformer stacks.
Engineering Intervention: Transitioned to DC53 Matrix Steel Circular Blades subjected to vacuum quenching and deep cryogenic stabilization, achieving a uniform hardness of HRC 61–62.
Quantifiable Outcomes: The high fracture toughness of DC53 eliminated micro-chipping. The required resharpening interval was extended from 32 hours to 145 hours of continuous operation. Slit edge burrs were maintained below ≤0.015mm, reducing sheet rejection rates by 92%.
FAQ: Leitfaden für Engineering und Einkauf
Warum ist die Dickentoleranz bei der Konfiguration eines Mehrfach-Längsschneidaufbaus (Gang-Slitting) mit Zwischenringen kritisch?
Bei einer mehrstufigen Längsschneidanordnung mit mehreren Messern summieren sich die einzelnen Dickentoleranzen entlang der Welle. Eine geringfügige Abweichung von ±0.01 mm pro Messer kann bei einem Aufbau mit 10 Messern zu einer kumulierten axialen Verschiebung von über 0.1 mm führen. Diese Verschiebung verändert das kalibrierte horizontale Seitenspiel (Schneidspalt) zwischen den Ober- und Untermessern, was zu schweren Gratbildungen oder Messerkollisionen führt. Eine Verschärfung der Einzeltoleranzen auf ±0.001 mm minimiert diesen kumulativen Fehler.
Was unterscheidet das metallurgische Karbidgefüge von DC53 von traditionellem D2/SKD11?
Traditioneller D2-Werkzeugstahl enthält große, seigerungsbehaftete primäre Chromkarbide (häufig ≥20 μm im Durchmesser), die während der Erstarrung spröde Netzwerke bilden. Diese großen Karbide können unter den hohen Normalkräften, die beim Längsteilen von Siliziumstahl (Elektroband) entstehen, rissen anfällig sein. DC53 wird einer feinen chemischen Modifikation und einem optimierten Verarbeitungsverfahren unterzogen, das diese großen Cluster durch feine, gleichmäßig dispergierte Sekundärkarbide ersetzt, wodurch sich die Kerbschlagzähigkeit des Werkstoffs verdoppelt.
Unsere Längsschneidanlage zeigt bei BOPP-Folie mit 800 m/min Bahnlaufschwankungen (Web Weaving) und unsaubere Schnittkanten. Was sollten wir zuerst prüfen?
Überprüfen Sie zunächst den Axiallauf (Seitenschlag) der Obermesser mit einer Hochpräzisions-Messuhr oder einem Laser-Messgerät. Wenn der Axiallauf 0.020mm überschreitet, taumelt das Messer horizontal quer zur Bahnlaufrichtung, was zu einem welligen Kantenprofil führt. Verifizieren Sie als Nächstes, dass die Kantenrauhigkeit unter Ra 0.4µm liegt; rauere Schneidkanten können bei hohen Geschwindigkeiten Polymerketten mitreißen und lokale Risse verursachen.
Können Kreismesser aus Wolframkarbid (Hartmetall) erfolgreich nachgeschliffen werden? Was sind die wichtigsten Einschränkungen?
Ja, Hartmetall-Rundmesser können nachgeschliffen werden, erfordern jedoch eine hochsteife Schleifmaschine, die mit einer harzgebundenen Diamantschleifscheibe und einem kontinuierlichen, hochvolumigen Nasskühlsystem (Flutschleifen) ausgestattet ist. Trockenes oder instabiles Schleifen erzeugt intensive lokale thermische Gradienten, die Mikrorisse entlang des spröden Hartmetallgefüges hervorrufen, was zu einem vorzeitigen Kantenausfall in der Produktionslinie führt.
Wie verhindert eine hochglanzpolierte Oberfläche (Ra < 0.1µm) die Entstehung von Schneidstaub beim Längsteilen?
Eine Hochglanzpolitur (Spiegelpolitur) eliminiert die mikroskopischen Schleifrillen und -furchen, die auf Standard-Messerkanten vorhanden sind. Diese glatte Oberfläche senkt den Reibungskoeffizienten (μ) zwischen der Messerfläche und der durchlaufenden Materialbahn. Ohne Mikrorauheit, die das Material anritzen oder blockieren könnte, bleibt die mechanische Trennung ein sauberer Scherschnitt, was die Staubemissionen drastisch reduziert.
Was ist ein federbelastetes „Mikro-Vorspannsystem“ (Micro-Preload) und wann sollte es eingesetzt werden?
Bei dünnen, flexiblen Materialbahnen wie Tissue-Papier, Zigarettenpapier oder dünnen Verpackungsfolien ist die Einstellung eines festen physischen Seitenspiels mit starren Zwischenringen oft schwierig. Ein Mikro-Vorspannsystem nutzt einen pneumatischen oder kalibrierten Federmechanismus, um eine konstante Seitenkraft auszuüben. Dadurch wird eine scherfeste Schnittebene ohne Spiel (Null-Spalt) aufrechterhalten, die verhindert, dass sich das dünne Substrat zwischen den Messern faltet.
Ist das dynamische Wuchten bei allen Kreismessern zum Längsteilen erforderlich?
Das dynamische Auswuchten (Wuchten) ist unerlässlich, wenn die Geschwindigkeit der Längsschneidanlage 1000 m/min überschreitet. Bei diesen Geschwindigkeiten erzeugt selbst eine minimale Massenasymmetrie entlang des Messerumfangs erhebliche hochfrequente Fliehkraftvibrationen. Diese Vibrationen beeinträchtigen die Stabilität der Schnittebene, was den Kantenverschleiß beschleunigt und zu einer ungleichmäßigen Schnittqualität führt.
Wann sollte ich für eine Längsschneideanwendung eine Teflon-Beschichtung einer DLC-Beschichtung vorziehen?
Wählen Sie eine Fluorpolymer-(Teflon-)Beschichtung für das Schneiden von Haftklebstoffen, Transferbändern oder medizinischen Verbänden, da sie eine hervorragende Beständigkeit gegen das Anhaften von Klebstoff bietet. Teflon besitzt jedoch eine geringe mechanische Härte. Für das Schneiden von Nichteisenmetallen wie Aluminium- oder Kupferfolie sollten Sie eine diamantähnliche Kohlenstoffschicht (DLC-Beschichtung) wählen; ihre hohe Härte schützt vor abrasivem Verschleiß und verhindert gleichzeitig Metallübertrag sowie Kaltschweißen.
Warum wird M2/M42-Schnellarbeitsstahl beim High-Volume-Paper-Converting (Papierverarbeitung) gegenüber Hartmetall bevorzugt?
Hochwindigkeits-Papierverarbeitungslinien sind häufig mit Bahnlaufspannungsschwankungen, Materialspleißen (Klebestellen) und gelegentlichen Fremdkontaminationen konfrontiert. Während Hartmetall eine hervorragende Verschleißfestigkeit bietet, macht es seine geringe Bruchzähigkeit anfällig für Brüche bei plötzlichen Spannungsstößen. M2/M42-HSS bietet eine hohe Warmhärte (Rotshärte) gepaart mit einer hervorragenden Schlagzähigkeit, sodass es mechanischen Belastungen ohne Gefügeversagen standhält.
Как высокая концентрация остаточного аустенита ухудшает эксплуатационные характеристики прецизионного дискового ножа?
Restaustenit ist bei Raumtemperatur eine instabile, energiereiche Kristallphase. Unter dem Einfluss von zyklischen mechanischen Spannungen und der beim Längsteilen entstehenden Reibungswärme kann er sich in Martensit umwandeln. Diese Umwandlung ist mit einer lokalisierten Volumenausdehnung verbunden, die das flache Profil des Messers verändern kann, was zu einem erhöhten Axiallauf (Seitenschlag) und einem Verlust an Schnittpräzision führt.
Warum zeigen Klingen aus rostfreiem Stahl 440C beim Schneiden von dichten Verbundstoffen einen beschleunigten Verschleiß (Abstumpfung)?
440C ist un martensitischer rostfreier Stahl, der primär auf Korrosionsbeständigkeit ausgelegt ist. Um seine rostfreien Eigenschaften zu erhalten, verbleibt ein erheblicher Teil des Chroms in der festen Lösungshauptphase (Matrix). Dadurch stehen weniger freier Kohlenstoff und Legierungselemente zur Bildung harter Vanadium- oder Molybdäncarbide zur Verfügung. Folglich ist seine maximale abrasive Verschleißfestigkeit geringer als die von spezialisierten Werkzeugstählen wie DC53 oder M2-Schnellarbeitsstahl (HSS).
Welche Folgen hat eine unrunde Bohrungstoleranz (Rundheitsfehler) auf die Messerwellenmontage einer Längsteilanlage?
Wenn die Bohrungstoleranz die H7/G6-Spezifikation überschreitet, sitzt das Kreismesser lose auf der Messerwelle, wodurch eine exzentrische Rotationsachse entsteht. Diese Exzentrizität führt zu einem sprunghaften Anstieg des Radiallaufs (Rundlaufabweichung). Das bedeutet, dass das Messer während seiner Rotation in unterschiedlichen Tiefen in das Material eingreift, was zu zyklischem Verschleiß und ungleichmäßigen Schnitttiefen führt.
Welche Eigenschaften machen Glasfaser-Prepregs so stark abrasiv für Werkzeugschneiden?
Glasfasern bestehen aus amorphen Siliziumdioxid-Filamenten mit hoher physikalischer Härte. Beim Längsteilen wirken diese Filamente wie feine Schleifmittel auf die Schneidkante. Wenn es dem Messermaterial an ausreichendem Volumen oder der Härte von Sekundärcarbiden fehlt, erodieren die vorbeilaufenden Fasern schnell die Matrix, was zu einer Verrundung des Schneidenprofils führt.
Welcher Wartungsschwellenwert wird für die Planung von Nachschleifzyklen während der Stillstandszeiten empfohlen?
Kreismesser sollten zum Nachschleifen eingeplant werden, wenn sich der Mikroschneidenradiusβ(rβ)auf einen Wert zwischen 0,1 mm und 0,2 mm verrundet hat oder wenn die Gratbildung am Produkt die Qualitätsgrenzen überschreitet. Das Warten auf Makroausbrüche oder schwere Abstumpfung erfordert einen erheblichen Materialabtrag beim Nachschleifen, was die Gesamtzahl der Schleifzyklen verringert und die Gesamtstandzeit des Werkzeugs um bis zu 60% verkürzt.
Was ist der Hauptunterschied zwischen einer einphasigen (einfacher Anschliff) und einer mehrphasigen (kombinierter Anschliff) Schneidenkonfiguration? a single bevel and a compound bevelconfiguration?
Ein einfacher Anschliff (Einphasenanschliff) zeichnet sich durch eine durchgehende, abgewinkelte Ebene bis zur Schneidkante aus, was ein sehr scharfes Profil mit geringem Schnittwiderstand ermöglicht. Ein kombinierter Anschliff (Mehrphasenanschliff) führt eine sekundäre Mikrofase direkt an der äußersten Schneidenspitze ein. Diese Mikrofase verstärkt die Schneidkante gegen hohe Normalkräfte sowie Ausbrüche und verlängert die Messerstandzeit bei anspruchsvollen Anwendungen, während der Schnittwiderstand nur minimal ansteigt.
Genießen Sie den Komfort eines nahtlosen Imports. Vom Transport bis zur Zollabwicklung übernehmen wir den gesamten Prozess. Sie müssen lediglich die Mehrwertsteuer entrichten und auf die Ankunft Ihrer Waren warten.
Wettbewerbsfähige Preise
Wir haben unsere Klingen in unzähligen Anwendungen bewiesen und sind bereit für jedes Projekt, das Sie uns vorstellen. Erwarten Sie Genauigkeit, Langlebigkeit und unübertroffen wettbewerbsfähige Preise.
ODM & OEM verfügbar
Ob Sie Zeichnungen, Skizzen oder Muster bereitstellen, wir können für Sie entwerfen und fertigen. Wir haben auch die Fähigkeit, bei der Modifizierung bestehender Designs und Spezifikationen zu helfen, um nahezu jede industrielle Werkzeuganwendung zu verbessern. Bitte kontaktieren Sie unser engagiertes Vertriebsteam, um Ihre spezifischen Anforderungen zu besprechen.
Strenge Qualitätskontrolle
Eine Reihe von Tests und Inspektionen werden zur Qualitätskontrolle durchgeführt, darunter die Erstmusterprüfung, die Wareneingangsprüfung und Materialzertifizierung, die In-Prozess-Qualitätsprüfung und die Endqualitätsprüfung.
Ob Sie ein Importeur, Distributor, Großhändler oder Endverbraucher sind, wir heißen Sie herzlich willkommen. Profitieren Sie von minimalen Mindestbestellmengen (MOQs), problemlosen Anfragen und größerer Einkaufsfreiheit.
Echtzeit-Berichte zum Produktionsfortschritt
Betrachten Sie uns als Ihren exklusiven Monitor. Wir werden Ihnen regelmäßig Updates zu jedem wichtigen Knotenpunkt Ihrer Produktionslinie liefern. Egal wie weit entfernt, Sie erhalten Echtzeit-Einblicke in den Fortschritt Ihres Produkts.