Puede prevenir eficazmente el efecto de recuperación elástica utilizando las herramientas y los métodos adecuados en el doblado. La calidad es crucial porque la recuperación elástica puede provocar errores costosos y desperdicio de material. Herramientas avanzadas para prensas plegadoras, como las de Nanjing Metal, te ayuda a lograr curvas perfectas al proporcionarte:
- Plegadoras de alta precisión con tecnología CNC, que ayudan a minimizar los errores.
- Sistemas de medición de ángulos en tiempo real que ajustan automáticamente la configuración.
- Técnicas de compensación de recuperación elástica incorporadas, como el sobredoblado.
Prevención de retroceso elástico Garantiza que sus piezas metálicas encajen correctamente en todo momento.
Puntos clave
- El efecto de recuperación elástica se produce cuando el metal intenta volver a su forma original después de doblarlo. Conocer este fenómeno te ayudará a realizar mejores dobleces.
- Utilizar buenas herramientas para la plegadora ayuda a cometer menos errores y a obtener pliegues más precisos.
- Doblar el metal un poco más de lo necesario es una buena manera de corregir el efecto de recuperación elástica. Dobla el metal un poco más de lo necesario para obtener el ángulo correcto.
- Las propiedades del material, como el límite elástico y el grosor, influyen en la recuperación elástica. Elija sus materiales con cuidado para obtener mejores resultados.
- Modificar el radio de curvatura puede ayudar a reducir el efecto rebote. Por lo general, un radio menor implica un menor efecto rebote.
- Los sistemas de compensación CNC realizan ajustes mientras se realiza el plegado. Esto ayuda a mantener la precisión de los pliegues y a reducir los errores.
- Mantener las herramientas de la plegadora en buen estado garantiza un funcionamiento óptimo en cada ocasión. Esto también ayuda a prevenir problemas de recuperación elástica.
- Prueba y ajusta los parámetros de doblado, como la fuerza y la velocidad, para controlar mejor el efecto de recuperación elástica. Esto también puede mejorar la calidad de tus piezas.
Cómo prevenir el efecto rebote: Fundamentos

¿Qué es Springback?
Cuando se dobla un metal, este tiende a recuperar su forma original. Este fenómeno se conoce como efecto de recuperación elástica. Durante el doblado o estampado de chapa metálica, el metal se estira y se dobla. Al detener el doblado, la elasticidad del metal hace que vuelva ligeramente a su forma original. Por lo tanto, la forma final puede no ser la deseada.
El efecto de recuperación elástica se produce porque los metales son elásticos. Los átomos se mueven al doblar el metal y tienden a volver a su posición original al detener el movimiento. Por eso, evitar este efecto es importante al doblar.
Por qué importa el efecto Springback
El efecto de recuperación elástica puede causar problemas en el estampado y el doblado de chapa metálica. Si no se controla, las piezas podrían no encajar correctamente. Podrían aparecer huecos o agujeros desalineados. Las piezas podrían no tener el tamaño adecuado. Esto supone un desperdicio de material y tiempo.
Consejo: Los ingenieros siempre tienen en cuenta el efecto de recuperación elástica al planificar las curvas. Predecir y corregir este efecto ayuda a obtener el tamaño adecuado y evitar errores.
Es fundamental evitar el efecto de recuperación elástica para garantizar la precisión dimensional de las piezas. La exactitud dimensional es crucial en los sectores automotriz, aeroespacial y electrónico. Si se ignora este efecto, las piezas podrían no superar los controles de calidad.
Factores clave
Muchos factores influyen en la elasticidad que se produce al doblar y estampar chapa metálica. Conocer estos factores ayuda a elegir los mejores métodos y herramientas para evitar este efecto.
- Propiedades del material:
Los distintos metales actúan de forma distinta al doblarlos. Los aceros de alta resistencia y los metales con un límite elástico alto tienen mayor recuperación elástica. Rebotan más. La tabla siguiente muestra cómo algunas propiedades del material afectan a la recuperación elástica: Propiedad del material Influencia típica en la recuperación elástica Límite elástico Un límite elástico alto aumenta mucho la recuperación elástica. Módulo de Young Los valores altos hacen que la recuperación elástica sea mayor. Exponente de endurecimiento por deformación Cambia cómo el metal resiste la flexión, afectando a la recuperación elástica. Espesor de la lámina Cada 10% menos de espesor puede hacer que la recuperación elástica aumente en 5-8%. Contenido de carbono Cada 0,1% más de carbono puede aumentar la recuperación elástica en 5-8%. Tamaño del grano Los granos más pequeños pueden hacer que la recuperación elástica aumente en 10-15%. Tratamiento térmico Puede reducir la recuperación elástica en 20-30% al hacer que el límite elástico sea menor. - Radio de curvatura:
El radio de curvatura influye mucho en la recuperación elástica. Un radio de curvatura menor implica menor recuperación. Si se utiliza un radio de curvatura grande, como ocho veces el grosor, se obtiene mayor recuperación. Aquí es cómo reaccionan los diferentes materiales: MaterialRango de recuperación elástica (grados)Acero inoxidable 304 2 a 3 Aluminio dulce 1,5 a 2 Acero laminado en frío 0,75 a 1,0 Acero laminado en caliente 0,5 a 1,0 Cobre y latón 0,00 a 0,5 - Espacio libre para troqueles:
El espacio entre el punzón y la matriz es la holgura de la matriz. Cambia cuánto se dobla y recupera el metal. Para el acero dulce, El espacio libre óptimo para el chip es de aproximadamente 12-13% por lado.Para acero inoxidable, se necesitan más de 25% por lado. Si la holgura es demasiado grande o demasiado pequeña, el efecto de recuperación elástica empeora. - Calidad de las herramientas:
Un buen utillaje para la plegadora ayuda a controlar el efecto de recuperación elástica. Las herramientas bien hechas y mantenidas ofrecen resultados consistentes. Los troqueles defectuosos o viejos pueden causar mayor recuperación elástica y formas incorrectas. Puede consultar opciones de cuchillas personalizadas y utillaje avanzado. aquí para facilitar su proceso. - Otras causas:
- Elasticidad del material: Los Metal que son más elásticos tienen mayor capacidad de recuperación elástica.
- Geometría de la pieza: Las formas rígidas con curvas o ángulos agudos recuperan mejor su forma original.
- Presión de estampado: Una presión insuficiente empeora el efecto de recuperación elástica.
- Características de los troqueles: El diseño y el estado de los troqueles son muy importantes.
Nota: El efecto de tamaño puede cambiar el ángulo de recuperación elástica mediante más de 7%Incluso pequeños cambios en el grosor o el tamaño del grano pueden marcar una gran diferencia.
Si conoce estos factores clave, podrá evitar el efecto de recuperación elástica en cada trabajo de estampado o doblado de chapa metálica. Utilizar los materiales adecuados, modificar el radio de curvatura, ajustar correctamente la holgura de la matriz y elegir las herramientas adecuadas para la plegadora le ayudarán a obtener resultados precisos.
Técnica de sobreflexión

Cómo funciona la sobreflexión
Cuando se dobla un metal, tiende a recuperar su forma original. Este fenómeno se conoce como efecto de recuperación elástica. Doblarlo en exceso ayuda a evitarlo. Se dobla el metal más de lo necesario. Tras la recuperación elástica, el metal vuelve a tener el ángulo correcto.
El sobredoblado es fácil y funciona bien. Muchos talleres lo utilizan para diferentes metales y espesores. El sobredoblado puede reducir la recuperación elástica casi a la mitad. Por ejemplo, un algoritmo de compensación puede reducir la recuperación elástica en 45%Si el primer desplazamiento es de 20,1 mm, el sobrecurvado puede reducirlo a tan solo 11,3 mm en la brida más importante. Esto mejora el ajuste de las piezas y ahorra tiempo corrigiendo errores.
Consejo: El sobredoblado funciona mejor cuando se conoce el material y se utiliza la herramienta adecuada para la plegadora. Siempre revise su trabajo y realice los cambios necesarios.
Cálculo de ángulos de sobrecurvatura
Para obtener buenos resultados, debes determinar el ángulo de sobreflexión adecuado. Hay algunos pasos a seguir. Cada paso te ayudará a controlar la recuperación elástica y a mejorar el doblado.
Así es como se calcula el ángulo de sobrecurvatura:
- Identifique el tipo de material:
Los distintos metales se comportan de manera diferente. El aluminio, el acero y el cobre tienen diferentes propiedades de recuperación elástica. - Mida el grosor del material:
El metal más grueso tiene mayor elasticidad. Debes conocer el grosor antes de empezar. - Compruebe el radio de curvatura:
El radio de curvatura debe coincidir con el espesor. Un radio pequeño puede agrietar metales frágiles. - Establezca el ángulo de curvatura deseado:
Elige el ángulo que deseas para la pieza terminada. - Estimación de la compensación por recuperación elástica:
Utilice su experiencia, tablas o pruebas de flexión para calcular cuánto recuperará el metal su forma original. - Calcula el ángulo de sobrecurvatura:
Utilice esta fórmula:Ángulo de sobrecurvatura = Ángulo deseado + Compensación por recuperación elásticaPor ejemplo, si desea un ángulo de 90° y espera una recuperación elástica de 2°, ajuste su plegadora a 92°. - Ajustar las herramientas y la configuración de la máquina:
Las herramientas y la máquina plegadora influyen en los resultados. Asegúrese de utilizar la configuración adecuada para su metal. - Realiza una prueba de flexión:
Dobla una pieza de muestra y mide el ángulo. Comprueba si coincide con tu objetivo. - Ajuste según sea necesario:
Si el ángulo es incorrecto, cambie el ángulo de sobrecurvatura e inténtelo de nuevo.
Aquí tienes una lista de verificación rápida para el cálculo de la sobrecurvatura:
- Tipo de material
- Espesor del material
- Radio de curvatura
- Ángulo de curvatura
- Recuperación elástica
- Características de las herramientas y de la máquina
| Factor | Por qué es importante |
|---|---|
| Tipo de material | Los Metal se doblan y recuperan su forma de manera diferente. |
| Espesor | Las sábanas más gruesas necesitan mayor compensación. |
| Radio de curvatura | Un radio pequeño puede provocar grietas. |
| Ángulo de curvatura | Establece la forma final |
| Recuperación elástica | Debe medirse o estimarse |
| Herramientas/Máquinas | Afecta a la precisión y la repetibilidad. |
Nota: Siempre realiza una prueba de doblado antes de fabricar muchas piezas. Esto te ayudará a detectar errores a tiempo y garantizará que tus piezas sean de buena calidad.
Si sigues estos pasos, podrás controlar el efecto de recuperación elástica y obtener dobleces precisos en todo momento. El sobredoblado es un método comprobado para lograr los resultados deseados.
Optimización de herramientas para la prevención del efecto rebote

Las herramientas especiales para prensas plegadoras ayudan a evitar el efecto de recuperación elástica. Elegir los troqueles y punzones adecuados permite controlar cómo se dobla el metal. Empresas como Nanjing Metal Disponemos de herramientas avanzadas para prensas plegadoras. Estas herramientas le ayudan a obtener resultados precisos en el doblado y estampado de chapa metálica.
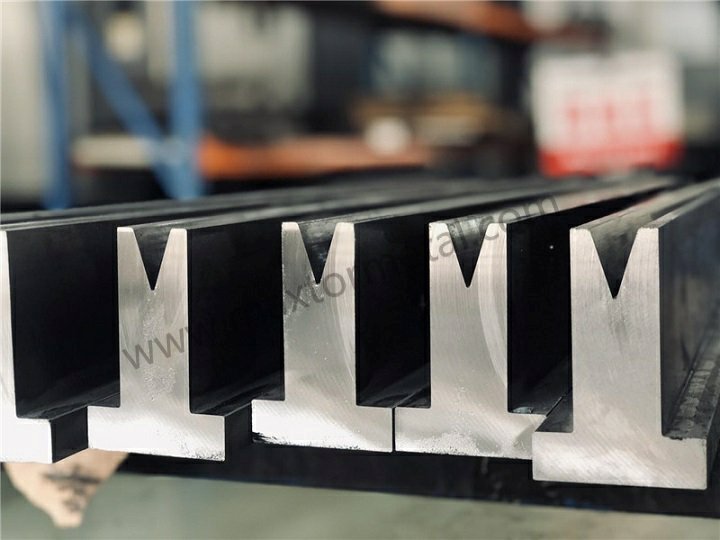
Selección de troqueles y punzones
Tipos de troqueles comunes y su impacto en el efecto de recuperación elástica.
La forma de la matriz influye en la elasticidad del metal. Las diferentes formas de matriz ayudan a controlar la recuperación elástica y a evitar el efecto rebote. La siguiente tabla muestra cómo la geometría de la matriz afecta a los resultados:
| Punto de evidencia | Descripción |
|---|---|
| modificación de la geometría del troquel | La forma y la estructura de la matriz influyen en la recuperación elástica. Los ángulos y radios adecuados ayudan a minimizar el efecto de recuperación elástica. |
| Uso de matrices compensadoras | Estos troqueles están diseñados para contrarrestar la recuperación elástica permitiendo una deformación controlada. |
| Guías/punzones de alta precisión | Una buena alineación reduce las deformaciones no deseadas y favorece la recuperación elástica. |
Puedes añadir formas o rebajes al radio de la brida. Esto refuerza la pieza y reduce la recuperación elástica. Para reducir la recuperación elástica, intenta que la pieza se doble plásticamente en mayor medida. Puedes lograrlo añadiendo elementos de reducción a su forma.
Consideraciones sobre la geometría del punzón
La forma del punzón también importa para evitar el efecto rebote. Para chapas metálicas finas y gruesas, utilice un radio de la punta del punzón mayor que cuatro veces el espesor de la láminaEsto ayuda a reducir el efecto de recuperación elástica y proporciona mejores resultados. Los radios de punzón más pequeños y las tolerancias ajustadas son útiles tanto para metales delgados como gruesos.
Al aumentar la tensión y uniformizarla, se reduce el efecto de recuperación elástica. Esto se traduce en mejores resultados en las piezas terminadas. Para obtener los mejores resultados en el doblado y estampado de chapa metálica, siempre adapte la forma del punzón al material y su grosor.
Escenarios de aplicación para la selección óptima
Seleccione su matriz y punzón según el tipo de metal, el grosor y la forma. Por ejemplo:
- Utilice matrices compensadoras si prevé una alta recuperación elástica.
- Seleccione guías y punzones de alta precisión para piezas con tolerancias ajustadas.
- Añada pinzas o formas a las bridas para mayor resistencia y menor efecto rebote.
- Para evitar la máxima recuperación elástica, elija un radio de punta de punzón mayor que cuatro veces el espesor de la lámina.
Material y diseño de herramientas
Función de los materiales avanzados (por ejemplo, carburo, aceros especiales) en la reducción del efecto de recuperación elástica.
El material de la herramienta afecta la eficacia con la que se controla el efecto de recuperación elástica. Los materiales avanzados como el carburo y los aceros especiales reducen mejor la recuperación elástica que los materiales comunes. La siguiente tabla compara: ángulos de recuperación elástica promedio para diferentes materiales y tamaños de troquel:
| Material | Ángulo de recuperación promedio (troquel de 10 mm) | Ángulo de recuperación promedio (matriz de 30 mm) |
|---|---|---|
| DC06 | 6.93° | 17.26° |
| HX420 | 28.0° | 54.60° |
| RAK 40/70 | 30.6° | 58.60° |
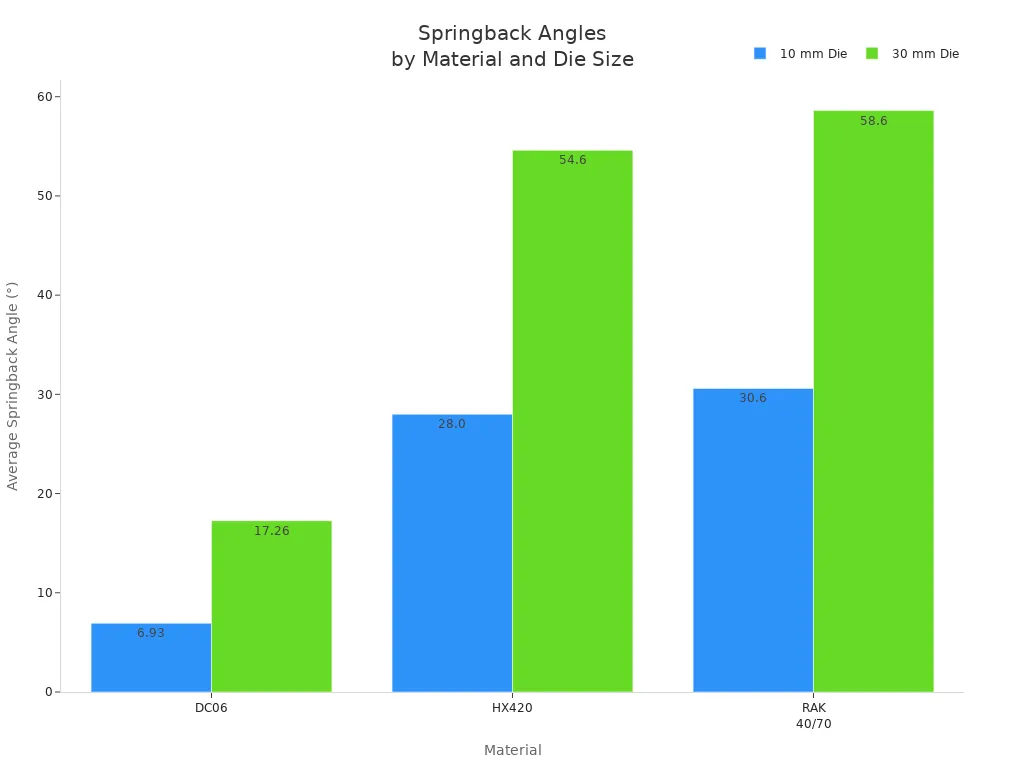
Using advanced tooling materials gives you better springback prevention. These materials last longer and keep their shape. This helps you stay accurate in sheet metal stamping and metal stamping.
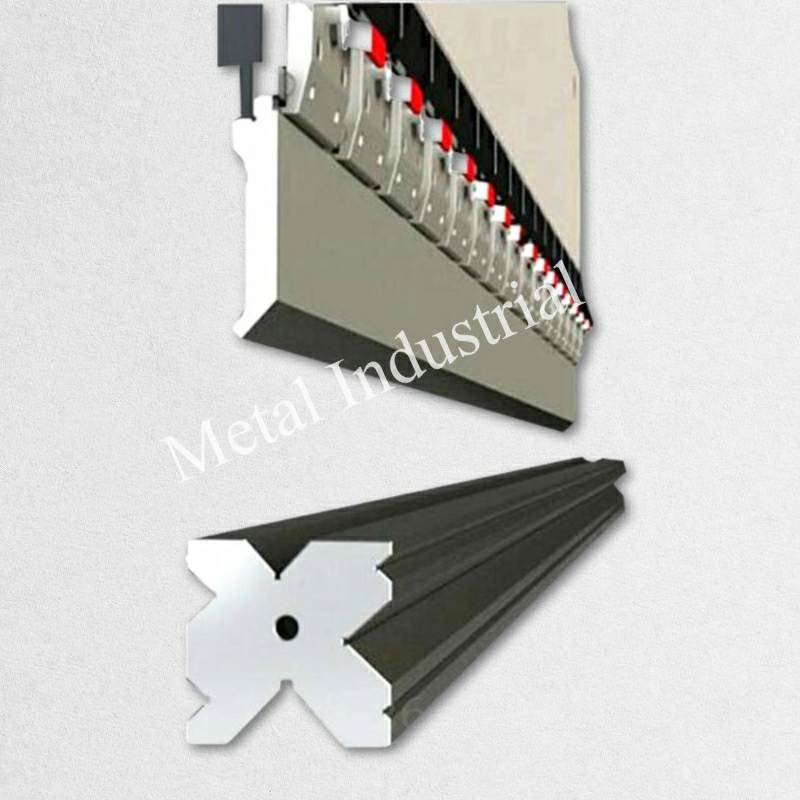
Innovative Tooling Designs for Enhanced Accuracy
New tooling designs, like custom V-punches and gooseneck punches, give you more control. These designs help you adjust and align better. You can use custom tooling to fit your needs in sheet metal bending.
Consejos de Mantenimiento
Daily Inspection Checklist
Check your press brake tooling every day to keep it working well. This helps you keep springback prevention strong. Here is a simple checklist:
- Clean tools to remove dust, oil, and fingerprints.
- Busque desgaste o daños.
- Make sure all parts are lined up and tight.
Consejo: Clean your press brake tools after every shift. Use a lint-free cloth and a metal-safe cleaner.
Routine Maintenance Procedures
Regular maintenance makes your press brake tooling last longer. It keeps your springback prevention working well. Follow these steps:
- Lubricate your tools every week or when needed.
- Use approved anti-corrosion lubricants.
- Keep shop humidity below 50% and make sure air moves well to stop rust.
- Calibrate and align your press brake often for accurate bending.
- Train workers to spot problems early and use equipment right.
- Make a maintenance schedule and follow it.
- Use technology for real-time checks and predictive analytics.
| Práctica de mantenimiento | Descripción |
|---|---|
| Inspecciones regulares | Daily, weekly, and monthly checks catch issues early and prevent downtime. |
| Lubricación | Reduces friction and prevents corrosion, extending tool life. |
| Calibración y alineación | Keeps the machine within tight tolerances for accurate bending. |
| Training and Education for Operators | Helps operators use the press brake correctly and spot problems early. |
| Creating a Maintenance Schedule | Ensures you never miss important maintenance steps. |
| Utilizing Technology for Monitoring | Lets you predict and prevent problems before they cause downtime. |
If you follow these tips, your press brake tooling stays in good shape. This helps you stop springback and get high-quality results in every sheet metal bending and metal stamping job.
Métodos de acuñación y acuñación de fondos
Bottoming Process
Principle of Bottoming
Bottoming is when you press sheet metal hard into the die. You use more force than air bending but less than coining. The punch pushes the metal until it touches the die sides. This changes the metal’s shape and helps stop springback.
There are ways to lower springback in bottoming. Arc bottoming uses the arc’s springback at the die’s bottom to fight side wall springback. Pinching die methods use a beaded punch to pinch the metal with round beads. This helps get rid of springback.
Bottoming is good if you want the same angle and less springback in your sheet metal bending jobs.
Steps in the Bottoming Process
Here are the steps for bottoming. First, put the sheet metal on the die. Next, line up the punch with the bend line. Lower the punch until the metal touches the die sides. Push hard enough to change the metal’s shape. Hold the pressure for a short time. Then let go and take out the bent part.
You must use the right force and die clearance. These things change how much springback you get after bending.
Advantages and Limitations of Bottoming
Bottoming has some good points. You get okay bend accuracy. Springback is less than with air bending. It works for thicker metal sheets.
But there are some limits. You may not get the best accuracy. Bottoming is better for thick sheets and simple shapes. If you need very tight sizes, you might want to use coining.
| Método | Espesor del material | Requisitos de precisión |
|---|---|---|
| Toque fondo | Thicker materials | Moderate precision |
Suitable Applications for Bottoming
You can use bottoming for many things. It works for car parts that need strong bends. It is good for building parts that need okay accuracy. Use it for sheet metal stamping when you want to control springback. It is also good for thick sheet metal projects.
Bottoming helps you stop bending problems and get steady results in many sheet metal bending jobs.
Coining for Accuracy
Principle of Coining
Coining is a way to bend metal with high accuracy. You use a punch to press the metal deep into the die with a lot of force. This force changes the metal and squeezes the bend area. Coining almost stops springback and gives you a very exact bend.
Coining needs much more force than air bending or bottoming. The punch and die press the metal so hard that the bend angle stays just as you set it.
Steps in the Coining Process
Here are the steps for coining. Put the sheet metal on the die. Line up the punch with the bend line. Lower the punch and use a lot of force, five to ten times more than air bending. Press the metal into the die until the bend is fully made. Hold the pressure for a short time. Let go and take out the part.
Coining works best for thin metal and parts that need to be very exact.
Benefits of Coining for Springback Prevention
Coining has many good points.
| Método | Tonnage Required | Bend Accuracy | Springback Reduction |
|---|---|---|---|
| Acuñación | High (5-10x air bending) | Alto | Mínimo |
| Control del aire | Bajo | Variable | Más alto |
| Flexión inferior | Moderado | Moderado | Moderado |
You get almost no springback. The bend angles are very exact. You can stop most bending problems.
Coining is best when you need perfect bends and almost no springback in your sheet metal bending work.
When to Use Coining
Use coining when you work with thin sheet metal. Use it if you need high accuracy and tight sizes. It is good when you want almost no springback. Use it for parts in electronics, airplanes, or home appliances.
| Método | Espesor del material | Requisitos de precisión |
|---|---|---|
| Acuñación | Thinner materials | Alta precisión |
Coining helps you get perfect bends and stop bending problems in tough sheet metal bending jobs.
Ajuste de parámetros del proceso

When you want to control the quality of your bends, you must pay close attention to your process parameters. Adjusting force, speed, and temperature can help you achieve the right shape and reduce errors in your sheet metal work.
Force and Speed Settings
Effect of Bending Force Magnitude
You need to set the right amount of force when you bend metal. If you use too little force, the metal may not bend enough. If you use too much, you can damage the part or the tooling. The correct force helps you get a clean bend and keeps the angle close to what you want. When you use the right force, you also help control springback. The metal stays in its new shape better, and you get more accurate results.
Influence of Bending Speed on Springback
Bending speed changes how the metal reacts. If you bend too fast, the metal may not have time to stretch and form well. If you bend too slow, the metal can cool down or lose heat, which changes how it bends. You need to match the speed to the type of metal you use.
- Softer metals like aluminum and copper work best at speeds of 8-10 mm/s. This speed lets the metal bend smoothly and reduces springback.
- Harder metals like stainless steel and high-strength steel need slower speeds, around 5-8 mm/s. This helps the metal bend evenly and keeps the angle steady.
Tip: Always check your machine settings before you start. The right speed helps you get the best bend and keeps your parts within tolerance.
Material-Specific Parameter Adjustments
Every metal acts differently when you bend it. You must adjust your force and speed for each type. For example, aluminum bends easily, so you can use less force and a faster speed. Stainless steel is harder, so you need more force and a slower speed. If you switch materials, always test a sample first. This helps you find the best settings and avoid mistakes.
Experimental Methods for Optimizing Force and Speed
You can use simple experiments to find the best force and speed for your job. Start with a test piece. Try different settings and measure the bend angle after each test. Write down your results. Look for the settings that give you the closest angle with the least springback. Repeat this process when you change materials or thickness. Over time, you will build a chart of the best settings for your shop.
Temperature Control
Role of Heating in Reducing Springback
Heating the metal before bending can make a big difference. When you heat the metal, it becomes softer and easier to bend. This lowers the yield strength and makes the metal more flexible. Heated metal bends with less force and shows less springback. You get a more accurate angle and a smoother bend.
Suitable Materials for Temperature-Assisted Bending
Not all metals need heating, but some benefit from it. Stainless steel and aluminum are two common metals that respond well to pre-heating. When you heat these metals, you make them easier to form. This helps you get better results, especially with tight bends or thick sheets.
Temperature Control Methods and Equipment
You can use different tools to heat your metal. Some shops use ovens or heat lamps to warm the whole sheet. Others use induction heaters for fast, local heating. You must watch the temperature closely. Too much heat can damage the metal. Too little heat may not help at all. Use a thermometer or a temperature sensor to check your work.
| Descripción de la evidencia | Puntos clave |
|---|---|
| Pre-heating reduces yield strength | Pre-heating makes hard-to-form materials easier to bend, potentially reducing springback. |
| Slower bending reduces springback | Maintaining sufficient heat during slower bending can lead to less springback, but too slow can cause heat loss and inconsistencies. |
| Heating before forming increases ductility | Heating is beneficial when additional ductility is required for the bending process. |
Safety and Process Considerations
Always think about safety when you use heat. Wear gloves and eye protection. Keep flammable items away from your work area. Make sure your equipment is in good shape. Never leave heated metal unattended. Plan your process so you can bend the metal while it is still hot. This helps you get the best results and keeps your shop safe.
Note: Heating can help you control springback, but you must use it carefully. Always follow safety rules and check your results.
Control de materiales y orientación

Selección de materiales
Choosing Materials with Low Springback Tendency
You can control the quality of your bends by choosing the right sheet metal. Some materials show less springback than others. Mild steel is a popular choice because it bends easily and keeps its shape well. Stainless steel and aluminum are also common, but they need more attention during bending.
Here is a table that shows how different materials behave:
| Material | Springback (%) | Remarks |
|---|---|---|
| Acero dulce | 5–7% | Balanced formability; good for high-volume jobs |
| Acero inoxidable | 8–12% | High strength; needs precise tooling |
| Aluminium | 7–10% | Lightweight; more springback in thin sheets |
If you want less springback, mild steel is a reliable option. Stainless steel and aluminum need extra steps to get the right bend.
Comparing Common Sheet Metals (Aluminum, Mild Steel, Stainless Steel)
You see different results when you bend aluminum, mild steel, or stainless steel. Mild steel bends with less force and keeps its shape. Aluminum is light and easy to handle, but thin sheets can spring back more. Stainless steel is strong and resists rust, but it needs careful control to avoid errors.
- Mild steel works well for most jobs.
- Aluminum is best for lightweight parts.
- Stainless steel is strong and durable.
You should match the material to your project needs. Each metal has its own benefits and challenges.
Impact of Material Thickness and Yield Strength
Material thickness changes how much springback you see. Thicker sheets bend with less springback because they can stretch more before returning to their original shape. Thin sheets need more adjustments because they spring back easily.
- Thicker materials need more force and bend with less springback.
- Thinner materials bend with less force but show more springback.
- You may need extra roller passes for thin sheets to get the right angle.
Yield strength also matters. Metals with high yield strength resist bending and show more springback. You should check both thickness and yield strength before you start bending.
Tip: Always measure your material thickness and choose the right settings for your press brake. This helps you control springback and get accurate bends.
Adjusting Orientation
Understanding Grain Direction (Rolling Direction)
Sheet metal has a grain direction from the rolling process. Grain direction affects how the metal bends and stretches. If you bend along the grain, the metal may crack or tear. If you bend across the grain, the metal bends more smoothly.
Grain direction also changes springback. You need to know the grain direction before you start bending.
Effects of Bending Parallel vs. Perpendicular to Grain
Bending parallel to the grain makes the metal stronger but less flexible. You may see more cracks and higher springback. Bending perpendicular to the grain gives you better formability and less risk of defects.
You can also rotate the blank to a 45 or 90-degree angle. This helps the metal stretch evenly and lowers the chance of cracks. A case study showed that changing the blank orientation reduced cracking by 15%. This proves that grain direction matters in bending.
Best Practices for Orienting Blanks Before Bending
You should always check the grain direction before you bend. Here are some best practices:
- Mark the grain direction on each blank.
- Bend perpendicular to the grain for better results.
- Rotate blanks if you see cracks or defects.
- Test a sample piece before starting a big job.
Note: Proper blank orientation helps you avoid defects and control springback. You get smoother bends and stronger parts.
Técnicas avanzadas para prevenir el efecto rebote
CNC Compensation
Principle of CNC Compensation
CNC compensation helps you bend metal very accurately. The CNC system checks the bend angle while you work. A laser device looks at the metal as it bends. It finds changes in thickness and springback. The system moves the slide block to fix the angle. This helps you get the bend you want every time.
Types of CNC Compensation Systems
There are two main types of CNC compensation systems:
- Closed-loop systems use feedback to make bends better. They check the angle and fix it during bending.
- Open-loop systems do not use feedback. They follow commands but do not fix mistakes.
- Tool offsets let you set each tool’s size. This makes changing tools easier.
- Error compensation fixes problems from tool wear or heat.
Closed-loop systems work best because they fix errors right away.
Steps for Implementing CNC Compensation
Here are steps to use CNC compensation:
- Measure the bend angle after a test bend.
- Put the compensation value into the CNC system.
- Use angle compensation to change the settings.
- Pick CNC press brakes with real-time angle checks.
- The system finds springback and fixes the bend as you work.
This keeps your bends correct and lowers mistakes.
Benefits and Limitations of CNC Compensation
CNC compensation has many good points. You get accurate bends and fewer mistakes. The system works for different metals and thicknesses. You save time because you do not need to fix parts later. You also waste less material.
But CNC systems can be hard to learn. Your team needs training to use them well. Some systems cost more, but they help you get better bends.
Application Scenarios for CNC Compensation
Use CNC compensation when you need very accurate bends. It is good for car, airplane, and electronics parts. It works well for jobs with many bends or tight sizes. CNC compensation helps with metals that spring back a lot.
Tip: If you want better bends, think about getting CNC press brakes with compensation.
Simulation and Prediction Tools
Overview of Simulation Tools (e.g., FEA Software)
Simulation tools help you see how metal will bend. Finite Element Analysis (FEA) software models the bending process. You can test different metals and shapes before you start. FEA uses special math to show how metal will act.
How Simulation Predicts Springback
Simulation tools use metal models and properties to guess springback. For example, Voce hardening law and Barlat’s yield functions help get good results. The software checks things like Young’s modulus and hardening law. It uses special math to match real bending.
You can compare simulation results with test bends. This helps you see if your guesses are right.
Integrating Simulation Results into Production
You can use simulation results to set up your press brake. The software tells you the best force, speed, and angle for each metal. You can change your process before you bend real parts. This saves time and cuts waste.
Many shops use simulation to plan jobs and teach workers. You can also use it to try new metals or designs.
Advantages of Using Prediction Tools
Simulation tools have many good points:
- You can guess springback before you bend metal.
- You save metal and time by avoiding mistakes.
- You can test new designs quickly.
- You get better accuracy and fewer defects.
Simulation helps you plan better and get steady results.
Common Challenges and Solutions
You may have problems with simulation tools. Setting up the software can take time. You need good metal data for good guesses. Sometimes, results do not match real bends. You can fix these problems by updating your metal library and checking your process often.
Note: Always check your simulation results with test bends. This helps you keep your process working well.
Geometric Stiffeners
What Are Geometric Stiffeners
Geometric stiffeners are shapes added to metal parts. You can use ribs, beads, or flanges to make the part stronger. Stiffeners help metal keep its shape after bending.
How Stiffeners Reduce Springback
Stiffeners make the part stiffer. They fight elastic stress and help keep the shape you want. You see less springback when you use stiffeners.
Design Considerations for Stiffeners
Plan stiffeners carefully. Think about the part’s size and shape. Pick the right stiffener for your job. Make sure the design fits your process.
Examples of Stiffener Applications
Add ribs to car panels to keep them flat. Use beads in appliance parts for extra strength. Flanges work well in building pieces to hold their shape.
Limitations and Best Practices
Here is a table showing the good and bad points of geometric stiffeners:
| Ventajas | Limitaciones |
|---|---|
| Makes parts stiffer | Harder to design |
| Fights elastic stress | May cost more |
| Helps keep shape after bending | Needs more work and material |
You should balance the good points with the extra cost and work. Test your stiffener designs before making lots of parts.
Tip: Use geometric stiffeners when you need strong, accurate parts with less springback.
Prevención de defectos de doblado en la lámina Metal: Mejores prácticas

Post-Bend Correction
You can fix many bending problems after you bend the metal. These fixes help you get the right angle and shape, especially if springback causes trouble. Here are some ways to fix your bends:
- Overbending: Push the metal a little more so it stays at the right angle after it springs back.
- Widening the die angle: Change the die’s angle to match how the metal acts and lower springback.
- Smaller punch radius: Use a punch with a smaller tip to help control the bend.
- Geometric adjustment: Change the tool’s shape in the opposite way of the springback.
- Springback correction tables: Use charts that show how metals react, so you can set your angles before you bend.
- Custom scripts: Set up your press brake to make automatic changes for each bend.
Tip: Always look at your parts after you bend them. Small fixes can really help your part’s quality.
Control de Calidad Riguroso
Quality control helps you make sure your parts are right and do not have bending problems. You should check every part after you bend it. Look for cracks, wrinkles, or wrong angles. Use tools like protractors or digital angle finders to check each bend.
You can make a checklist for your team:
- Check the bend angle and radius.
- Look for marks or cracks on the surface.
- Match the part to your drawing.
- Write down any problems and fix them fast.
Using good press brake tooling, like OEM/ODM tools, helps you keep your work steady. Custom tools fit your job and help stop mistakes.
Here is how OEM/ODM press brake tooling helps you bend without mistakes:
| Beneficio | Descripción |
|---|---|
| Consistent bend angles | Makes sure all parts have the same angle, so they match. |
| Precise control of the bend radius | Lets you make tight bends, which is important for good parts. |
| Minimal defects | Helps stop problems like wrinkles, cracks, or bent shapes. |
| Mayor vida útil de la herramienta | Tools last longer, so you spend less time fixing or changing them. |
Sequence Bending
The order you bend each part is important. Sequence bending helps you stop common bending problems and makes your work easier. Plan your bends so each step helps the next one. Start with easy bends and do hard ones last.
- Bend big flanges first to keep the part steady.
- Make small or tight bends last so nothing gets in the way.
- Use supports or holders to keep the part still while you bend.
- Try your plan on a test piece before making lots of parts.
Note: Good planning and the right order help you stop springback and keep your parts right.
If you follow these best steps, you can stop sheet metal bending problems and make good parts every time.
You can make perfect bends by using good ways to control springback. When you check your tools and how you work, you find ways to lower springback and make your parts better. Good press brake tooling helps you get the same results every time and stops springback problems. If you need help with bending, talk to a sales engineer aquí.
Preguntas frecuentes
What is springback in sheet metal bending?
Springback is when metal tries to go back to its old shape after you bend it. This can make the angle of your part change. You need to control springback to get the right bend.
How can you reduce springback during bending?
You can lower springback by overbending the metal. Picking the right tools and changing machine settings also helps. Heating the metal or using bottoming and coining can help too. Always test your setup before making lots of parts.
Why does material type affect springback?
Different metals act in their own way. High-strength steel and aluminum usually have more springback. Mild steel has less. Always check the metal’s yield strength and thickness before you bend it.
What role does press brake tooling play in springback control?
Press brake tooling shapes the metal and helps control springback. Good quality tools give better bends. Picking the right die and punch helps you get the angle you want.
Can you fix springback after bending?
Yes, you can fix springback by making small changes. You might bend the part a little more or use other fixes after bending. Always check the angle and fix it if you need to.
Does grain direction matter for springback?
Yes, grain direction changes how metal bends and springs back. Bending across the grain gives less springback and fewer cracks. Always mark and check the grain direction before you bend.
How do CNC systems help with springback?
CNC systems check the bend angle as you work. They change the press brake settings to fix springback. This helps you get the right bend every time.
Ver también
Cómo Elegir la Mejor Herramienta de Plegado para Acero Inoxidable
Herramientas de Prensa Plegadora Estilo Europeo vs. Americano: ¿Cuál es la Adecuada para Su Taller?
Plegado al Aire vs. Plegado por Fondo: Elegir la Herramienta de Plegado Adecuada para Su Proyecto
La Guía Definitiva de Troqueles de Freno de Prensa: Elegir el Mejor Material para Prevenir el Desgaste
Guía de Herramientas de Prensa Plegadora para Principiantes: Elegir la Apertura de Matriz en V Correcta
Cómo Calcular la Fuerza y el Tonelaje de Plegado de la Prensa Plegadora
Un comentario