È possibile prevenire efficacemente il ritorno elastico utilizzando gli strumenti e i metodi di piegatura corretti. La qualità è fondamentale perché il ritorno elastico può portare a errori costosi e sprechi di materiale. Gli utensili avanzati per la pressa piegatrice, come quelli di Nanjing Metal, ti aiuta a ottenere curve perfette fornendo:
- Presse piegatrici di alta precisione con tecnologia CNC, che contribuiscono a ridurre al minimo gli errori.
- Sistemi di misurazione angolare in tempo reale che regolano automaticamente le impostazioni.
- Tecniche di compensazione del ritorno elastico integrate, come la flessione eccessiva.
Prevenzione del ritorno elastico Garantisce che le tue parti metalliche si adattino correttamente ogni volta.
Punti chiave
- Il fenomeno del ritorno elastico si verifica quando il metallo cerca di tornare alla sua forma originale dopo essere stato piegato. Conoscere questo meccanismo aiuta a eseguire piegature migliori.
- Utilizzare utensili di qualità per la pressa piegatrice aiuta a ridurre gli errori e a ottenere piegature più precise.
- Piegare eccessivamente il metallo è un buon modo per risolvere il problema del ritorno elastico. Piegate il metallo un po' più del necessario per ottenere l'angolazione corretta.
- Le proprietà del materiale, come il carico di snervamento e lo spessore, influenzano l'elasticità del materiale. Scegliete i materiali con cura per ottenere risultati migliori.
- Modificare il raggio di curvatura può contribuire a ridurre il ritorno elastico. Raggi più piccoli generalmente comportano un ritorno elastico minore.
- I sistemi di compensazione CNC apportano modifiche durante la piegatura. Questo contribuisce a mantenere le piegature precise e a ridurre gli errori.
- Mantenere gli utensili della pressa piegatrice in buone condizioni contribuisce a garantirne un funzionamento sempre uniforme. Questo aiuta anche a prevenire problemi di ritorno elastico.
- Provate e modificate le impostazioni di piegatura, come forza e velocità, per controllare meglio il ritorno elastico. Questo può anche migliorare la qualità dei vostri pezzi.
Prevenire il ritorno elastico: i principi fondamentali

Cos'è Springback?
Quando si piega il metallo, questo tende a tornare alla forma originale. Questo fenomeno è chiamato ritorno elastico. Durante la piegatura o la stampatura della lamiera, il metallo si allunga e si piega. Quando si interrompe la piegatura, l'elasticità del metallo lo fa tornare leggermente alla forma iniziale. Pertanto, la forma finale potrebbe non essere quella desiderata.
Il ritorno elastico si verifica perché i metalli sono elastici. Gli atomi si muovono quando si piega il metallo e tendono a tornare alla posizione iniziale quando ci si ferma. Ecco perché è importante impedire il ritorno elastico durante la piegatura.
Perché il ritorno elastico è importante
Il ritorno elastico può causare problemi nella stampatura dei metalli e nella piegatura della lamiera. Se non viene controllato, i pezzi potrebbero non combaciare. Si potrebbero notare spazi vuoti o fori non allineati. I pezzi potrebbero non avere le dimensioni corrette. Questo comporta uno spreco di materiale e di tempo.
Mancia: Gli ingegneri tengono sempre conto del ritorno elastico quando progettano le curve. Prevedere e correggere il ritorno elastico aiuta a ottenere le dimensioni corrette ed evitare errori.
È fondamentale prevenire il ritorno elastico per garantire la correttezza dei componenti. La precisione dimensionale è di vitale importanza nei settori automobilistico, aerospaziale ed elettronico. Ignorare il ritorno elastico può compromettere il superamento dei controlli di qualità da parte dei componenti.
Fattori chiave
Molti fattori influenzano l'entità del ritorno elastico durante la piegatura e lo stampaggio della lamiera. Conoscere questi fattori aiuta a scegliere i metodi e gli strumenti più adatti per ridurre al minimo il ritorno elastico.
- Proprietà del materiale:
I diversi metalli si comportano in modo diverso quando vengono piegati. Gli acciai ad alta resistenza e i metalli con un'elevata resistenza allo snervamento hanno un ritorno elastico maggiore. Rimbalzano di più. La tabella seguente mostra come alcune proprietà del materiale influenzano il ritorno elastico: Proprietà del materiale Influenza tipica sul ritorno elastico Resistenza allo snervamento Un'elevata resistenza allo snervamento aumenta notevolmente il ritorno elastico. Modulo di Young Valori elevati aumentano il ritorno elastico. Esponente di incrudimento Modifica il modo in cui il metallo resiste alla piegatura, influenzando il ritorno elastico. Spessore della lamiera Ogni 10% di spessore in meno può aumentare il ritorno elastico di 5-8%. Contenuto di carbonio Ogni 0,1% di carbonio in più può aumentare il ritorno elastico di 5-8%. Dimensione del grano Grani più piccoli possono aumentare il ritorno elastico di 10-15%. Trattamento termico Può ridurre il ritorno elastico di 20-30% riducendo la resistenza allo snervamento. - Raggio di curvatura:
La dimensione del raggio di curvatura influisce notevolmente sul ritorno elastico. Un raggio di curvatura minore corrisponde a un ritorno elastico minore. Utilizzando un raggio di curvatura maggiore, ad esempio otto volte lo spessore, si ottiene un ritorno elastico maggiore. Qui è il modo in cui reagiscono i diversi materiali:MaterialeIntervallo di ritorno elastico (gradi)Acciaio inossidabile 304 da 2 a 3Alluminio dolce da 1,5 a 2Acciaio laminato a freddo da 0,75 a 1,0Acciaio laminato a caldo da 0,5 a 1,0Rame e ottone da 0,00 a 0,5 - Liquidazione degli stampi:
Lo spazio tra il punzone e la matrice è il gioco della matrice. Modifica quanto il metallo si piega e ritorna alla sua posizione originale. Per l'acciaio dolce, il La distanza ottimale tra i chip è di circa 12-13% per lato.Per l'acciaio inossidabile, sono necessari oltre 25% per lato. Se il gioco è troppo grande o troppo piccolo, il ritorno elastico peggiora. - Qualità degli utensili:
Un buon sistema di utensili per pressa piegatrice aiuta a controllare il ritorno elastico. Utensili ben fatti e curati garantiscono risultati costanti. Matrici difettose o vecchie possono causare un maggiore ritorno elastico e forme errate. È possibile valutare lame personalizzate e opzioni di utensili avanzati. Qui per agevolare il tuo processo. - Altre cause:
- Elasticità del materiale: i Metal più elastici hanno una maggiore capacità di ritorno elastico.
- Geometria della parte: le forme rigide con curve o angoli acuti ritornano alla forma originale più facilmente.
- Pressione di stampaggio: una pressione insufficiente peggiora l'effetto di ritorno elastico.
- Caratteristiche degli stampi: il design e le condizioni degli stampi sono di fondamentale importanza.
Nota: L'effetto dimensionale può modificare l'angolo di ritorno elastico più di 7%Anche piccole variazioni di spessore o di granulometria possono fare una grande differenza.
Conoscendo questi fattori chiave, è possibile eliminare il ritorno elastico in ogni operazione di stampaggio o piegatura della lamiera. L'utilizzo dei materiali giusti, la modifica del raggio di curvatura, l'impostazione di un'adeguata distanza tra stampo e matrice e la scelta di utensili per pressa piegatrice di qualità contribuiscono a ottenere risultati precisi.
Tecnica di sovra-piegamento

Come funziona l'iperflessione
Quando si piega il metallo, questo tende a tornare alla posizione originale. Questo fenomeno è chiamato ritorno elastico. Una piegatura eccessiva aiuta a impedire che ciò accada. Si piega il metallo più del necessario. Dopo il ritorno elastico, il metallo assume l'angolazione corretta.
La sovrapiegatura è facile e funziona bene. Molte officine la utilizzano per diversi metalli e spessori. La sovrapiegatura può ridurre il ritorno elastico quasi della metà. Ad esempio, un algoritmo di compensazione può ridurre il ritorno elastico di 45%Se il primo spostamento è di 20,1 mm, la sovrapiegatura può ridurlo a soli 11,3 mm sulla flangia più importante. Questo permette ai componenti di adattarsi meglio e fa risparmiare tempo nella correzione degli errori.
Mancia: La piegatura eccessiva funziona al meglio quando si conosce il materiale e si utilizzano gli utensili giusti per la pressa piegatrice. Controllare sempre il lavoro e apportare modifiche se necessario.
Calcolo degli angoli di sovrapposizione
Per ottenere buoni risultati, è necessario individuare il giusto angolo di piegatura. Ci sono alcuni passaggi da seguire. Ogni passaggio aiuta a controllare il ritorno elastico e a migliorare la piegatura.
Ecco come calcolare l'angolo di sovra-piegatura:
- Identificare il tipo di materiale:
I diversi metalli si comportano in modo diverso. Alluminio, acciaio e rame hanno un diverso ritorno elastico. - Misurare lo spessore del materiale:
Il metallo più spesso ha una maggiore elasticità. È necessario conoscere lo spessore prima di iniziare. - Verificare il raggio di curvatura:
Il raggio di curvatura deve corrispondere allo spessore. Un raggio troppo piccolo può causare la rottura dei metalli fragili. - Imposta l'angolo di curvatura desiderato:
Scegli l'angolazione desiderata per il pezzo finito. - Stima della compensazione di ritorno elastico:
Utilizza la tua esperienza, le tabelle o le prove di piegatura per stimare quanto il metallo tornerà alla sua forma originale. - Calcola l'angolo di sovraflessione:
Utilizza questa formula:Angolo di sovraflessione = Angolo desiderato + Compensazione del ritorno elasticoAd esempio, se si desidera un angolo di 90° e si prevede un ritorno elastico di 2°, impostare la pressa piegatrice a 92°. - Regolare gli utensili e le impostazioni della macchina:
Gli utensili e la pressa piegatrice influenzano i risultati. Assicurati di utilizzare la configurazione corretta per il metallo che stai lavorando. - Eseguire una prova di piegatura:
Piega un campione e misura l'angolo. Verifica se corrisponde al tuo obiettivo. - Regolare con precisione secondo necessità:
Se l'angolo non è corretto, modifica l'angolo di sovrapiegatura e riprova.
Ecco una breve lista di controllo per il calcolo della sovraflessione:
- Tipo di materiale
- Spessore del materiale
- Raggio di curvatura
- Angolo di piegatura
- Ritorno elastico
- Caratteristiche degli utensili e della macchina
| Fattore | Perché è importante |
|---|---|
| Tipo di materiale | I Metal si piegano e ritornano alla forma originale in modo diverso |
| Spessore | Le lenzuola più spesse richiedono una maggiore compensazione |
| Raggio di curvatura | Un raggio piccolo può causare crepe |
| Angolo di piegatura | Definisce la forma finale |
| Ritorno elastico | Deve essere misurato o stimato |
| Attrezzatura/Macchina | Influisce sulla precisione e sulla ripetibilità |
Nota: Prima di produrre grandi quantità di pezzi, eseguite sempre una prova di piegatura. Questo vi aiuterà a individuare tempestivamente eventuali errori e a garantire la qualità dei vostri componenti.
Se segui questi passaggi, potrai controllare il ritorno elastico e ottenere piegature precise ogni volta. La sovrapiegatura è un metodo collaudato per ottenere i risultati desiderati.
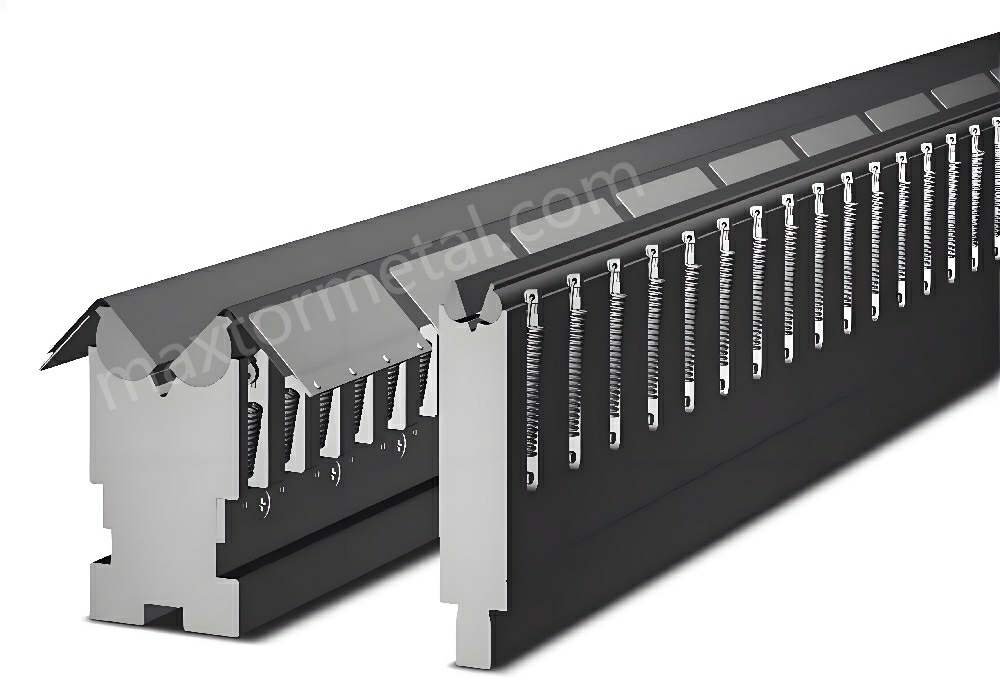
Ottimizzazione degli utensili per la prevenzione del ritorno elastico

Gli utensili speciali per presse piegatrici aiutano a prevenire il ritorno elastico. La scelta di matrici e punzoni giusti consente di controllare la piegatura del metallo. Aziende come Nanjing Metal Disponiamo di attrezzature avanzate per la pressa piegatrice. Questi strumenti ti aiutano a ottenere risultati precisi nella piegatura della lamiera e nello stampaggio dei metalli.
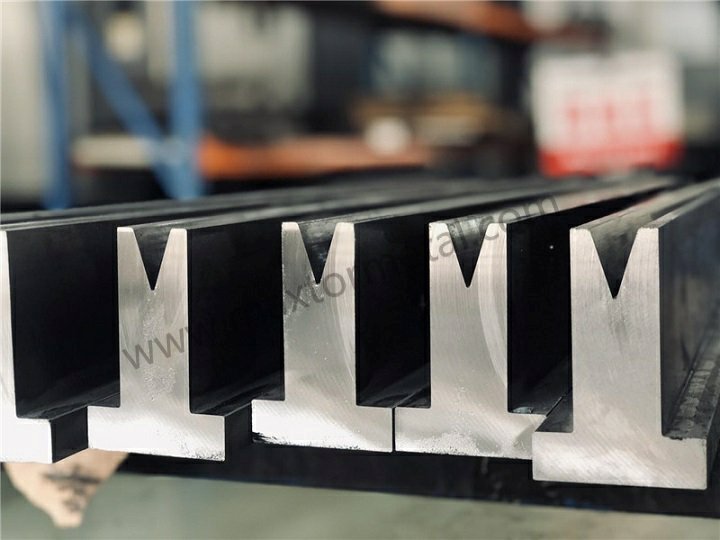
Selezione di matrici e punzoni
Tipi di stampi comuni e il loro impatto sul ritorno elastico
La forma della matrice influisce sulla quantità di ritorno elastico del metallo. Forme diverse della matrice aiutano a controllare il recupero elastico e a limitare il ritorno elastico. La tabella seguente mostra come la geometria della matrice influisce sui risultati:
| Punto di prova | Descrizione |
|---|---|
| Modifica della geometria dello stampo | La forma e la struttura dello stampo influenzano il recupero elastico. Angoli e raggi adeguati contribuiscono a minimizzare il ritorno elastico. |
| Utilizzo di matrici compensative | Questi stampi sono progettati per contrastare il recupero elastico consentendo una deformazione controllata. |
| Guide/punzoni di alta precisione | Un buon allineamento riduce le deformazioni indesiderate e il recupero elastico. |
È possibile aggiungere forme o rientranze al raggio della flangia. Questo rende il componente più resistente e riduce il ritorno elastico. Per ridurre il ritorno elastico, si consiglia di far sì che una porzione maggiore del componente si fletta plasticamente. È possibile farlo aggiungendo elementi di riduzione alla forma del componente.
Considerazioni sulla geometria del punzone
Anche la forma del punzone è importante per prevenire il ritorno elastico. Per lamiere sottili e spesse, utilizzare un raggio della punta del punzone maggiore di quattro volte lo spessore della lamieraQuesto contribuisce a ridurre il ritorno elastico e a ottenere risultati migliori. Raggi di punzonatura più piccoli e tolleranze ridotte sono utili sia per metalli sottili che spessi.
L'applicazione di livelli di deformazione più elevati e uniformi riduce il ritorno elastico. Questo permette di ottenere risultati migliori nei pezzi finiti. Per ottenere i migliori risultati nella piegatura e nello stampaggio della lamiera, è fondamentale adattare sempre la forma del punzone al materiale e allo spessore del pezzo.
Scenari applicativi per la selezione ottimale
Scegli la matrice e il punzone in base al tipo di metallo, allo spessore e alla forma. Ad esempio:
- Utilizzare matrici di compensazione se si prevede un elevato recupero elastico.
- Per la realizzazione di pezzi con tolleranze ristrette, scegli guide e punzoni di alta precisione.
- Aggiungere nervature o forme alle flange per una maggiore resistenza e una minore elasticità.
- Per prevenire al meglio il ritorno elastico, scegli un raggio della punta del punzone superiore a quattro volte lo spessore della lamiera.
Materiali e design degli utensili
Ruolo dei materiali avanzati (ad es. carburo, acciai speciali) nella riduzione del ritorno elastico
Il materiale degli utensili influisce sulla capacità di controllare il ritorno elastico. Materiali avanzati come il carburo e gli acciai speciali riducono il ritorno elastico meglio dei materiali normali. La tabella seguente confronta Angoli medi di ritorno elastico per diversi materiali e dimensioni degli stampi:
| Materiale | Angolo medio del ritorno elastico (matrice da 10 mm) | Angolo medio del ritorno elastico (matrice da 30 mm) |
|---|---|---|
| DC06 | 6,93° | 17,26° |
| HX420 | 28,0° | 54,60° |
| RAK 40/70 | 30,6° | 58,60° |
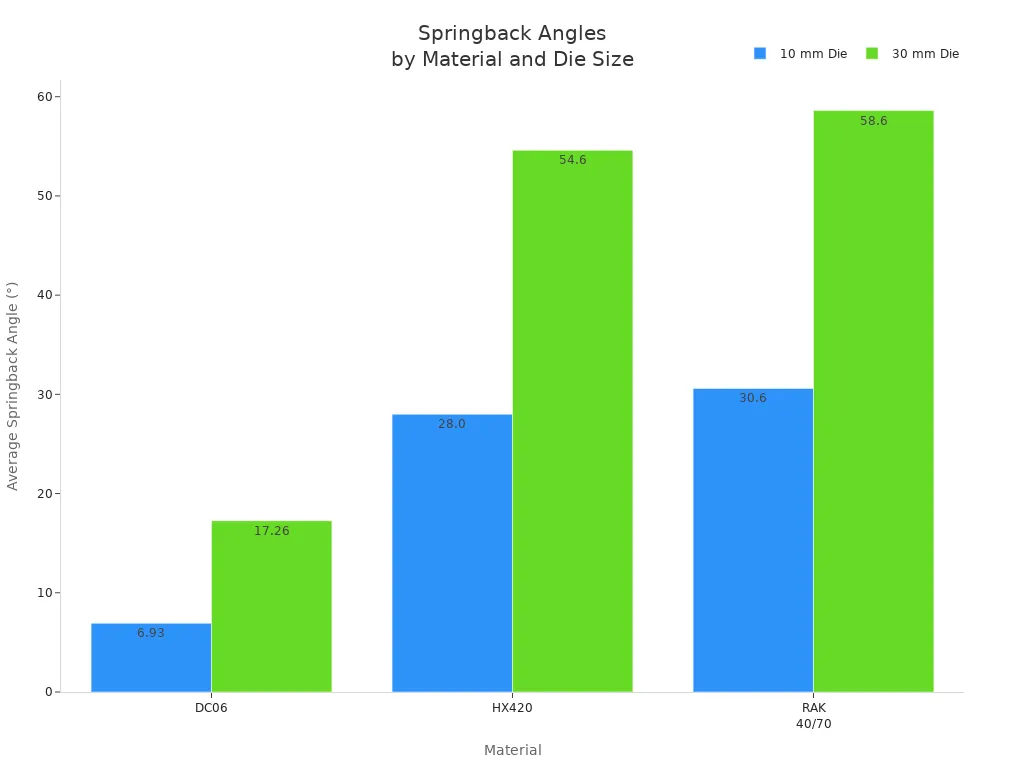
L'utilizzo di materiali per utensili avanzati garantisce una migliore prevenzione del ritorno elastico. Questi materiali durano più a lungo e mantengono la loro forma, contribuendo alla precisione nelle operazioni di stampaggio di lamiere e metalli.
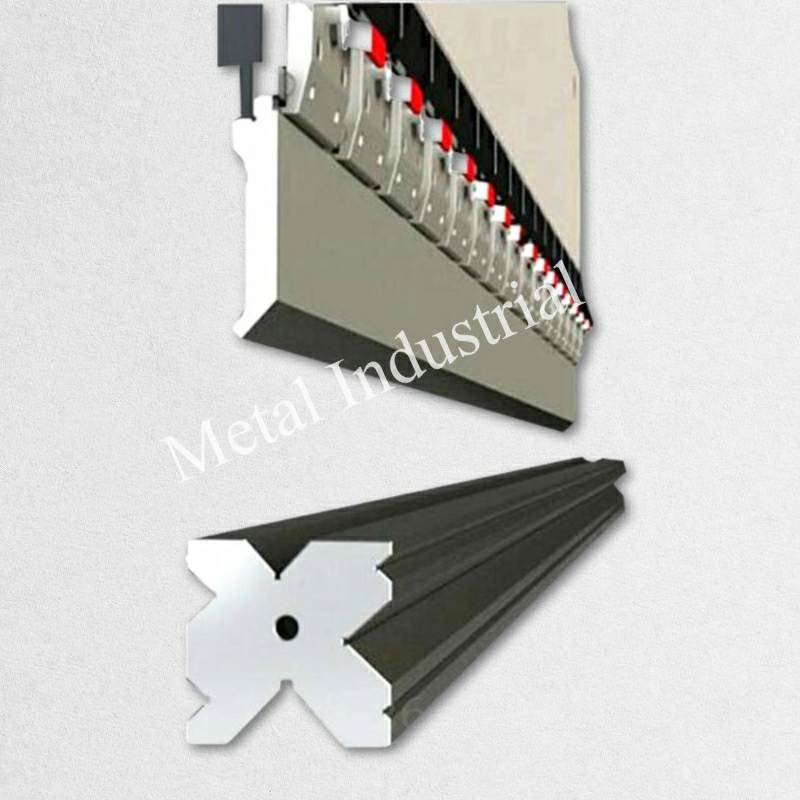
Design innovativi degli utensili per una maggiore precisione
I nuovi design degli utensili, come i punzoni a V e a collo d'oca personalizzati, offrono un maggiore controllo. Questi design consentono di regolare e allineare meglio. È possibile utilizzare utensili personalizzati per soddisfare le proprie esigenze nella piegatura della lamiera.
Suggerimenti per la manutenzione
Lista di controllo per l'ispezione giornaliera
Controllate quotidianamente gli utensili della vostra pressa piegatrice per assicurarvi che funzionino correttamente. Questo vi aiuterà a mantenere efficace il sistema di prevenzione del ritorno elastico. Ecco una semplice lista di controllo:
- Pulisci gli strumenti per rimuovere polvere, olio e impronte digitali.
- Verifica la presenza di usura o danni.
- Assicurati che tutte le parti siano allineate e ben fissate.
Mancia: Pulisci gli utensili della pressa piegatrice dopo ogni turno. Usa un panno privo di lanugine e un detergente adatto ai metalli.
Procedure di manutenzione ordinaria
Una manutenzione regolare prolunga la durata degli utensili della pressa piegatrice e mantiene efficiente il sistema di prevenzione del ritorno elastico. Segui questi passaggi:
- Lubrifica i tuoi attrezzi ogni settimana o quando necessario.
- Utilizzare lubrificanti anticorrosione approvati.
- Mantieni l'umidità dell'officina al di sotto di 50% e assicurati che ci sia una buona circolazione d'aria per prevenire la formazione di ruggine.
- Calibrate e allineate frequentemente la vostra pressa piegatrice per ottenere piegature precise.
- Formare i lavoratori affinché siano in grado di individuare tempestivamente i problemi e di utilizzare correttamente le attrezzature.
- Elabora un programma di manutenzione e rispettalo.
- Sfruttate la tecnologia per controlli in tempo reale e analisi predittive.
| Pratica di manutenzione | Descrizione |
|---|---|
| Ispezioni regolari | I controlli giornalieri, settimanali e mensili consentono di individuare tempestivamente i problemi e prevenire i tempi di inattività. |
| Lubrificazione | Riduce l'attrito e previene la corrosione, prolungando la durata dell'utensile. |
| Calibrazione e allineamento | Mantiene la macchina entro tolleranze ristrette per una piegatura precisa. |
| Formazione e istruzione per gli operatori | Aiuta gli operatori a utilizzare correttamente la pressa piegatrice e a individuare tempestivamente eventuali problemi. |
| Creazione di un programma di manutenzione | Garantisce che non vi perdiate mai importanti passaggi di manutenzione. |
| Utilizzo della tecnologia per il monitoraggio | Consente di prevedere e prevenire i problemi prima che causino tempi di inattività. |
Se segui questi consigli, gli utensili della tua pressa piegatrice rimarranno in ottime condizioni. Questo ti aiuterà a evitare il ritorno elastico e a ottenere risultati di alta qualità in ogni lavoro di piegatura e stampaggio della lamiera.
Metodi di fondo e coniatura
Processo di fondo
Principio del fondo
La pressatura a fondo piatto consiste nel premere con forza la lamiera contro lo stampo. Si applica una forza maggiore rispetto alla piegatura ad aria, ma inferiore rispetto alla coniatura. Il punzone spinge il metallo fino a farlo toccare i lati dello stampo. Questo modifica la forma del metallo e contribuisce a impedire il ritorno elastico.
Esistono dei modi per ridurre il ritorno elastico nella penetrazione anale. Fondo ad arco Utilizza il ritorno elastico dell'arco nella parte inferiore della matrice per contrastare il ritorno elastico delle pareti laterali. I metodi di stampaggio a pizzico utilizzano un punzone con perline per schiacciare il metallo con perline rotonde. Questo aiuta a eliminare il ritorno elastico.
La piegatura dal basso è ideale se si desidera mantenere lo stesso angolo e ridurre il ritorno elastico nelle lavorazioni di piegatura della lamiera.
Fasi del processo di fondo
Ecco i passaggi per la piegatura. Per prima cosa, posiziona la lamiera sulla matrice. Quindi, allinea il punzone con la linea di piegatura. Abbassa il punzone finché il metallo non tocca i lati della matrice. Spingi con sufficiente forza per modificare la forma del metallo. Mantieni la pressione per un breve periodo. Quindi rilascia ed estrai la parte piegata.
È necessario utilizzare la forza e il gioco della matrice corretti. Questi fattori influenzano la quantità di ritorno elastico che si ottiene dopo la piegatura.
Vantaggi e limiti del ruolo di passivo
La piegatura dal basso ha alcuni vantaggi. Si ottiene una precisione di piegatura accettabile. Il ritorno elastico è inferiore rispetto alla piegatura ad aria. Funziona per lamiere più spesse.
Tuttavia, ci sono dei limiti. Potresti non ottenere la massima precisione. La formatura a fondo piatto è più adatta per lamiere spesse e forme semplici. Se hai bisogno di dimensioni molto precise, potresti optare per la coniatura.
| Metodo | Spessore del materiale | Requisiti di precisione |
|---|---|---|
| Toccare il fondo | Materiali più spessi | Precisione moderata |
Applicazioni idonee per il fondo
La piegatura a fondo piatto può essere utilizzata per molteplici scopi. È adatta per componenti automobilistici che necessitano di forti curvature. È ideale per la costruzione di pezzi che richiedono una precisione accettabile. Si presta alla stampatura di lamiere quando si desidera controllare il ritorno elastico. È inoltre indicata per progetti con lamiere spesse.
La piegatura di base aiuta a prevenire i problemi di piegatura e a ottenere risultati stabili in molte lavorazioni di piegatura della lamiera.
Coniazione di precisione
Principio della coniazione
La coniatura è un metodo per piegare il metallo con elevata precisione. Si utilizza un punzone per premere il metallo in profondità nello stampo con molta forza. Questa forza modifica il metallo e comprime l'area di piegatura. La coniatura elimina quasi completamente il ritorno elastico e consente di ottenere una piegatura molto precisa.
La coniatura richiede molta più forza rispetto alla piegatura ad aria o alla formatura a fondo. Il punzone e la matrice premono sul metallo con tale forza che l'angolo di piegatura rimane esattamente come impostato.
Fasi del processo di coniazione
Ecco i passaggi per la coniatura. Posizionare la lamiera sulla matrice. Allineare il punzone con la linea di piegatura. Abbassare il punzone e applicare una forza considerevole, da cinque a dieci volte superiore a quella necessaria per la piegatura ad aria. Premere il metallo nella matrice fino a quando la piegatura non è completamente formata. Mantenere la pressione per un breve periodo. Rilasciare e rimuovere il pezzo.
La coniatura è ideale per metalli sottili e componenti che richiedono un'elevata precisione.
Vantaggi della coniatura per la prevenzione del ritorno elastico
La coniazione ha molti aspetti positivi.
| Metodo | Tonnellaggio richiesto | Precisione della piegatura | Riduzione del ritorno elastico |
|---|---|---|---|
| Coniazione | Elevato (5-10 volte la flessione dell'aria) | Alto | Minimo |
| Piegatura in aria | Basso | Variabile | Più alto |
| Piegatura inferiore | Moderare | Moderare | Moderare |
Non si verifica praticamente alcun ritorno elastico. Gli angoli di piegatura sono molto precisi. È possibile risolvere la maggior parte dei problemi di piegatura.
La coniatura è la soluzione migliore quando si necessitano piegature perfette e un ritorno elastico quasi nullo nelle lavorazioni di piegatura della lamiera.
Quando utilizzare la coniazione
Utilizzate la coniatura quando lavorate con lamiere sottili. È ideale se avete bisogno di elevata precisione e dimensioni ristrette. È particolarmente indicata quando si desidera un ritorno elastico quasi nullo. È adatta per la produzione di componenti in elettronica, aeroplani o elettrodomestici.
| Metodo | Spessore del materiale | Requisiti di precisione |
|---|---|---|
| Coniazione | Materiali più sottili | Alta precisione |
La coniatura consente di ottenere piegature perfette e di eliminare i problemi di piegatura nelle lavorazioni più impegnative di lamiere.
Regolazione dei parametri di processo

Quando si desidera controllare la qualità delle piegature, è necessario prestare molta attenzione ai parametri di processo. Regolando forza, velocità e temperatura è possibile ottenere la forma desiderata e ridurre gli errori nella lavorazione della lamiera.
Impostazioni di forza e velocità
Effetto dell'entità della forza di flessione
Quando si piega il metallo, è fondamentale applicare la giusta forza. Una forza insufficiente potrebbe impedire la piegatura desiderata, mentre una forza eccessiva potrebbe danneggiare il pezzo o l'utensile. La forza corretta consente di ottenere una piega precisa e di mantenere l'angolo vicino a quello desiderato. Inoltre, l'applicazione della forza corretta contribuisce a controllare l'effetto di ritorno elastico. Il metallo mantiene meglio la sua nuova forma, garantendo risultati più accurati.
Influenza della velocità di flessione sul ritorno elastico
La velocità di piegatura influenza il modo in cui il metallo reagisce. Se si piega troppo velocemente, il metallo potrebbe non avere il tempo di allungarsi e assumere la forma corretta. Se si piega troppo lentamente, il metallo può raffreddarsi o disperdere calore, modificando di conseguenza la sua capacità di piegatura. È necessario adattare la velocità al tipo di metallo utilizzato.
- I metalli più morbidi come l'alluminio e il rame funzionano al meglio a velocità di 8-10 mm/s. Questa velocità permette al metallo di piegarsi in modo uniforme e riduce il ritorno elastico.
- I metalli più duri, come l'acciaio inossidabile e l'acciaio ad alta resistenza, richiedono velocità inferiori, intorno ai 5-8 mm/s. Questo permette al metallo di piegarsi in modo uniforme e di mantenere un angolo costante.
Suggerimento: controlla sempre le impostazioni della macchina prima di iniziare. La velocità corretta ti aiuta a ottenere la piega migliore e a mantenere i pezzi entro le tolleranze.
Regolazioni dei parametri specifici del materiale
Ogni metallo si comporta in modo diverso quando viene piegato. È necessario regolare la forza e la velocità in base al tipo di metallo. Ad esempio, l'alluminio si piega facilmente, quindi si può usare meno forza e una velocità maggiore. L'acciaio inossidabile è più duro, quindi è necessaria più forza e una velocità inferiore. Se si cambia materiale, è sempre consigliabile fare prima una prova su un campione. Questo aiuta a trovare le impostazioni ottimali ed evitare errori.
Metodi sperimentali per l'ottimizzazione di forza e velocità
Puoi utilizzare semplici esperimenti per trovare la forza e la velocità ottimali per il tuo lavoro. Inizia con un pezzo di prova. Prova diverse impostazioni e misura l'angolo di piegatura dopo ogni prova. Annota i risultati. Cerca le impostazioni che ti danno l'angolo più vicino con il minimo ritorno elastico. Ripeti questo processo quando cambi materiale o spessore. Col tempo, creerai una tabella con le impostazioni migliori per la tua officina.
Controllo della temperatura
Ruolo del riscaldamento nella riduzione del ritorno elastico
Riscaldare il metallo prima di piegarlo può fare una grande differenza. Quando il metallo viene riscaldato, diventa più morbido e più facile da piegare. Questo riduce il carico di snervamento e rende il metallo più flessibile. Il metallo riscaldato si piega con meno forza e presenta un minore ritorno elastico. Si ottiene un angolo più preciso e una piega più uniforme.
Materiali adatti alla piegatura assistita dalla temperatura
Non tutti i metalli necessitano di riscaldamento, ma alcuni ne traggono beneficio. L'acciaio inossidabile e l'alluminio sono due metalli comuni che rispondono bene al preriscaldamento. Riscaldando questi metalli, si facilita la loro formatura. Ciò consente di ottenere risultati migliori, soprattutto con curve strette o lamiere spesse.
Metodi e apparecchiature per il controllo della temperatura
Per riscaldare il metallo si possono utilizzare diversi strumenti. Alcune officine usano forni o lampade a infrarossi per riscaldare l'intera lamiera. Altre utilizzano riscaldatori a induzione per un riscaldamento rapido e localizzato. È fondamentale monitorare attentamente la temperatura. Un calore eccessivo può danneggiare il metallo, mentre un calore insufficiente potrebbe non essere sufficiente. Utilizzate un termometro o un sensore di temperatura per controllare il lavoro.
| Descrizione della prova | Punti chiave |
|---|---|
| Il preriscaldamento riduce la resistenza allo snervamento | Il preriscaldamento facilita la piegatura di materiali difficili da modellare, riducendo potenzialmente il ritorno elastico. |
| Una flessione più lenta riduce il ritorno elastico | Mantenere un calore sufficiente durante la piegatura più lenta può ridurre il ritorno elastico, ma una piegatura troppo lenta può causare dispersione di calore e irregolarità. |
| Il riscaldamento prima della formatura aumenta la duttilità | Il riscaldamento è vantaggioso quando è richiesta una maggiore duttilità per il processo di piegatura. |
Considerazioni relative alla sicurezza e al processo
Quando si utilizza il calore, la sicurezza è fondamentale. Indossare guanti e occhiali protettivi. Tenere i materiali infiammabili lontani dall'area di lavoro. Assicurarsi che l'attrezzatura sia in buone condizioni. Non lasciare mai il metallo caldo incustodito. Pianificare il processo in modo da poter piegare il metallo mentre è ancora caldo. Questo permette di ottenere risultati migliori e di mantenere l'officina sicura.
Nota: il riscaldamento può aiutare a controllare il ritorno elastico, ma è necessario utilizzarlo con cautela. Seguire sempre le norme di sicurezza e verificare i risultati.
Controllo del materiale e dell'orientamento

Selezione dei materiali
Scelta di materiali con bassa tendenza al ritorno elastico
È possibile controllare la qualità delle piegature scegliendo la lamiera giusta. Alcuni materiali mostrano una minore elasticità rispetto ad altri. L'acciaio dolce è una scelta comune perché si piega facilmente e mantiene bene la forma. Anche l'acciaio inossidabile e l'alluminio sono materiali diffusi, ma richiedono maggiore attenzione durante la piegatura.
Ecco una tabella che mostra il comportamento di diversi materiali:
| Materiale | Ritorno elastico (%) | Osservazioni |
|---|---|---|
| Acciaio dolce | 5–7% | Formabilità equilibrata; ideale per lavori ad alto volume |
| Acciaio inossidabile | 8–12% | Elevata resistenza; richiede utensili di precisione |
| Alluminio | 7–10% | Leggero; maggiore elasticità nelle lenzuola sottili |
Se si desidera una minore elasticità, l'acciaio dolce è un'opzione affidabile. L'acciaio inossidabile e l'alluminio richiedono passaggi aggiuntivi per ottenere la piega corretta.
Confronto tra le lamiere comuni Metal (alluminio, acciaio dolce, acciaio inossidabile)
Si ottengono risultati diversi piegando alluminio, acciaio dolce o acciaio inossidabile. L'acciaio dolce si piega con meno forza e mantiene la sua forma. L'alluminio è leggero e facile da maneggiare, ma le lamiere sottili possono tornare alla forma originale più facilmente. L'acciaio inossidabile è resistente e non arrugginisce, ma richiede un controllo accurato per evitare errori.
- L'acciaio dolce è adatto alla maggior parte dei lavori.
- L'alluminio è il materiale migliore per i componenti leggeri.
- L'acciaio inossidabile è resistente e durevole.
È importante scegliere il materiale più adatto alle esigenze del progetto. Ogni metallo presenta vantaggi e svantaggi specifici.
Impatto dello spessore del materiale e della resistenza allo snervamento
Lo spessore del materiale influisce sulla capacità di ritorno elastico. I fogli più spessi si piegano con minore elasticità perché possono allungarsi maggiormente prima di tornare alla loro forma originale. I fogli sottili richiedono maggiori regolazioni perché ritornano facilmente alla loro forma iniziale.
- I materiali più spessi richiedono maggiore forza e si piegano con minore ritorno elastico.
- I materiali più sottili si piegano con meno forza ma mostrano una maggiore elasticità.
- Potrebbero essere necessari passaggi aggiuntivi del rullo per le lamiere sottili al fine di ottenere l'angolazione corretta.
Anche la resistenza allo snervamento è importante. I profilati Metal con elevata resistenza allo snervamento resistono alla flessione e mostrano una maggiore elasticità. È consigliabile verificare sia lo spessore che la resistenza allo snervamento prima di iniziare la piegatura.
Suggerimento: misurate sempre lo spessore del materiale e scegliete le impostazioni corrette per la vostra pressa piegatrice. Questo vi aiuterà a controllare il ritorno elastico e a ottenere piegature precise.
Regolazione dell'orientamento
Comprensione della direzione delle fibre (direzione di laminazione)
La lamiera presenta una direzione delle fibre dovuta al processo di laminazione. La direzione delle fibre influenza il modo in cui il metallo si piega e si allunga. Se si piega lungo le fibre, il metallo può incrinarsi o lacerarsi. Se si piega perpendicolarmente alle fibre, il metallo si piega in modo più uniforme.
Anche la direzione delle fibre influisce sul ritorno elastico. È necessario conoscere la direzione delle fibre prima di iniziare a piegare.
Effetti della flessione parallela rispetto a quella perpendicolare alla venatura
La piegatura parallela alla venatura rende il metallo più resistente ma meno flessibile. Si possono verificare più crepe e un maggiore ritorno elastico. La piegatura perpendicolare alla venatura offre una migliore formabilità e un minor rischio di difetti.
È anche possibile ruotare il pezzo grezzo di 45 o 90 gradi. Questo aiuta il metallo ad allungarsi in modo uniforme e riduce la probabilità di crepe. Uno studio di caso ha dimostrato che la modifica dell'orientamento del pezzo grezzo ha ridotto le crepe del 15%. Ciò dimostra che la direzione delle fibre è importante nel processo di piegatura.
Procedure ottimali per orientare i pezzi grezzi prima della piegatura
Prima di piegare un elemento, è sempre consigliabile controllare la direzione delle fibre del legno. Ecco alcuni suggerimenti utili:
- Segna la direzione delle venature su ogni pezzo grezzo.
- Per risultati migliori, piegare perpendicolarmente alla venatura.
- Ruota i pezzi grezzi se noti crepe o difetti.
- Prima di iniziare un lavoro di grandi dimensioni, eseguite una prova su un campione.
Nota: un corretto orientamento del grezzo aiuta a evitare difetti e a controllare il ritorno elastico. Si ottengono piegature più uniformi e pezzi più resistenti.
Tecniche avanzate di prevenzione del ritorno elastico
Compensazione CNC
Principio di compensazione CNC
La compensazione CNC consente di piegare il metallo con estrema precisione. Il sistema CNC controlla l'angolo di piegatura durante la lavorazione. Un dispositivo laser analizza il metallo durante la piegatura, rilevando variazioni di spessore e ritorno elastico. Il sistema sposta il blocco di scorrimento per correggere l'angolo, garantendo così di ottenere la piegatura desiderata in ogni occasione.
Tipologie di sistemi di compensazione CNC
Esistono due tipi principali di sistemi di compensazione CNC:
- I sistemi a circuito chiuso utilizzano il feedback per migliorare le curve. Controllano l'angolo e lo correggono durante la curvatura.
- I sistemi a ciclo aperto non utilizzano il feedback. Eseguono i comandi ma non correggono gli errori.
- Gli offset degli utensili consentono di impostare le dimensioni di ciascun utensile, semplificando così il cambio degli utensili stessi.
- La compensazione degli errori risolve i problemi derivanti dall'usura o dal calore degli utensili.
I sistemi a circuito chiuso funzionano meglio perché correggono gli errori immediatamente.
Passaggi per l'implementazione della compensazione CNC
Ecco i passaggi per utilizzare la compensazione CNC:
- Misurare l'angolo di piegatura dopo una prova di piegatura.
- Inserire il valore di compensazione nel sistema CNC.
- Utilizza la compensazione dell'angolo per modificare le impostazioni.
- Scegli presse piegatrici CNC con controllo dell'angolo in tempo reale.
- Il sistema recupera l'elasticità e corregge la curvatura durante l'utilizzo.
Questo permette di mantenere le curve corrette e riduce gli errori.
Vantaggi e limiti della retribuzione CNC
La compensazione CNC presenta molti vantaggi. Permette di ottenere piegature precise e riduce gli errori. Il sistema è compatibile con diversi metalli e spessori. Consente di risparmiare tempo evitando di dover correggere i pezzi in un secondo momento. Inoltre, riduce gli sprechi di materiale.
Ma i sistemi CNC possono essere difficili da imparare. Il tuo team ha bisogno di formazione per utilizzarli al meglio. Alcuni sistemi costano di più, ma ti aiutano a ottenere piegature migliori.
Scenari applicativi per la compensazione CNC
Utilizzate la compensazione CNC quando avete bisogno di piegature molto precise. È ideale per componenti di auto, aerei ed elettronica. Funziona bene per lavorazioni con molte piegature o dimensioni ristrette. La compensazione CNC è utile con i metalli che tendono a tornare alla forma originale.
Suggerimento: se desiderate piegature migliori, valutate l'acquisto di una pressa piegatrice CNC con compensazione.
Strumenti di simulazione e previsione
Panoramica degli strumenti di simulazione (ad es. software FEA)
Gli strumenti di simulazione ti aiutano a visualizzare come si piegherà il metallo. Il software di analisi agli elementi finiti (FEA) modella il processo di piegatura. Puoi testare diversi metalli e forme prima di iniziare. L'analisi agli elementi finiti utilizza formule matematiche specifiche per mostrare come si comporterà il metallo.
Come la simulazione prevede il ritorno elastico
Gli strumenti di simulazione utilizzano modelli e proprietà dei metalli per stimare il ritorno elastico. Ad esempio, La legge di indurimento di Voce e le funzioni di snervamento di Barlat contribuiscono a ottenere buoni risultati. Il software verifica parametri come il modulo di Young e la legge di incrudimento. Utilizza formule matematiche specifiche per riprodurre la flessione reale.
È possibile confrontare i risultati della simulazione con le prove di piegatura. Questo aiuta a verificare se le proprie ipotesi sono corrette.
Integrazione dei risultati delle simulazioni nella produzione
È possibile utilizzare i risultati della simulazione per configurare la pressa piegatrice. Il software indica la forza, la velocità e l'angolo ottimali per ogni metallo. È possibile modificare il processo prima di piegare i pezzi reali, risparmiando tempo e riducendo gli sprechi.
Molte officine utilizzano la simulazione per pianificare le lavorazioni e formare i dipendenti. È possibile utilizzarla anche per sperimentare nuovi metalli o design.
Vantaggi dell'utilizzo di strumenti di previsione
Gli strumenti di simulazione presentano molti vantaggi:
- È possibile stimare il ritorno elastico prima di piegare il metallo.
- Risparmi metallo e tempo evitando gli errori.
- È possibile testare rapidamente nuovi design.
- Si ottiene una maggiore precisione e un minor numero di difetti.
La simulazione ti aiuta a pianificare meglio e a ottenere risultati costanti.
Sfide comuni e soluzioni
Potresti riscontrare problemi con gli strumenti di simulazione. La configurazione del software può richiedere tempo. Per ottenere stime accurate, sono necessari dati precisi sui metalli. A volte, i risultati non corrispondono alle piegature reali. Puoi risolvere questi problemi aggiornando la libreria dei metalli e verificando frequentemente il processo.
Nota: verificate sempre i risultati della simulazione con delle prove di piegatura. Questo vi aiuterà a mantenere il processo efficiente.
Rinforzi geometrici
Che cosa sono i rinforzi geometrici?
I rinforzi geometrici sono elementi che vengono aggiunti alle parti metalliche. È possibile utilizzare nervature, bordature o flange per rendere il componente più resistente. I rinforzi aiutano il metallo a mantenere la sua forma dopo la piegatura.
Come i rinforzi riducono il ritorno elastico
I rinforzi rendono il pezzo più rigido. Contrastano le sollecitazioni elastiche e contribuiscono a mantenere la forma desiderata. L'utilizzo di rinforzi riduce l'effetto di ritorno elastico.
Considerazioni di progettazione per i rinforzi
Pianifica attentamente i rinforzi. Considera le dimensioni e la forma del pezzo. Scegli il rinforzo più adatto al tuo lavoro. Assicurati che il design sia compatibile con il tuo processo.
Esempi di applicazioni dei rinforzi
Aggiungi nervature ai pannelli delle auto per mantenerli piatti. Usa bordure nelle parti degli elettrodomestici per una maggiore resistenza. Le flange sono utili negli elementi da costruzione per mantenerne la forma.
Limitazioni e migliori pratiche
Ecco una tabella che mostra i punti di forza e di debolezza dei rinforzi geometrici:
| Vantaggi | Limitazioni |
|---|---|
| Rende i componenti più rigidi | Più difficile da progettare |
| Contrasta lo stress elastico | Potrebbe costare di più |
| Aiuta a mantenere la forma dopo la piegatura | Necessita di ulteriore lavoro e materiale |
Bisogna valutare i vantaggi rispetto ai costi e al lavoro aggiuntivi. Testate i vostri progetti di rinforzi prima di produrre grandi quantità di pezzi.
Suggerimento: utilizzate rinforzi geometrici quando avete bisogno di componenti robusti e precisi con un minore ritorno elastico.
Prevenzione dei difetti di piegatura dei fogli Metal: migliori pratiche

Correzione post-piegatura
Dopo aver piegato il metallo, è possibile risolvere molti problemi di piegatura. Queste soluzioni aiutano a ottenere l'angolo e la forma desiderati, soprattutto in caso di ritorno elastico. Ecco alcuni metodi per correggere le piegature:
- Piegatura eccessiva: spingere il metallo un po' di più in modo che mantenga l'angolazione corretta dopo essere tornato alla posizione originale.
- Allargamento dell'angolo della matrice: modificare l'angolo della matrice per adattarlo al comportamento del metallo e ridurre il ritorno elastico.
- Raggio di curvatura più piccolo: utilizzare un punzone con una punta più piccola per controllare meglio la curvatura.
- Regolazione geometrica: Modificare la forma dell'utensile in senso opposto al ritorno elastico.
- Tabelle di correzione del ritorno elastico: Utilizzate tabelle che mostrano come reagiscono i metalli, in modo da poter impostare gli angoli prima di piegarli.
- Script personalizzati: configura la tua pressa piegatrice per apportare modifiche automatiche a ogni piega.
Suggerimento: dopo aver piegato i pezzi, controllate sempre attentamente l'aspetto finale. Anche piccoli ritocchi possono migliorare significativamente la qualità del componente.
Controllo Qualità Rigoroso
Il controllo qualità ti aiuta a garantire che i tuoi pezzi siano corretti e non presentino problemi di piegatura. Dovresti controllare ogni pezzo dopo averlo piegato. Cerca crepe, pieghe o angoli errati. Utilizza strumenti come goniometri o goniometri digitali per controllare ogni piega.
Puoi creare una lista di controllo per il tuo team:
- Verificare l'angolo di curvatura e il raggio.
- Cerca segni o crepe sulla superficie.
- Abbina il pezzo al tuo disegno.
- Annota eventuali problemi e risolvili rapidamente.
L'utilizzo di utensili di qualità per la pressa piegatrice, come quelli OEM/ODM, contribuisce a mantenere la precisione del lavoro. Gli utensili personalizzati si adattano perfettamente al lavoro da svolgere e aiutano a evitare errori.
Ecco come gli utensili OEM/ODM per presse piegatrici ti aiutano a piegare senza errori:
| Beneficio | Descrizione |
|---|---|
| Angoli di piegatura costanti | Verifica che tutte le parti abbiano la stessa angolazione, in modo che corrispondano. |
| Controllo preciso del raggio di curvatura | Consente di effettuare curve strette, il che è importante per ottenere pezzi di buona qualità. |
| Difetti minimi | Aiuta a prevenire problemi come rughe, crepe o deformazioni. |
| Maggiore durata degli utensili | Gli utensili durano più a lungo, quindi si impiega meno tempo a ripararli o sostituirli. |
Piegatura della sequenza
L'ordine in cui si piegano le varie parti è importante. La piegatura sequenziale aiuta a prevenire i problemi più comuni e semplifica il lavoro. Pianifica le piegature in modo che ogni passaggio faciliti il successivo. Inizia con le piegature più semplici e lascia quelle più complesse per ultime.
- Piegare prima le flange più grandi per mantenere stabile il pezzo.
- Fai in modo che le curve piccole o strette siano le ultime, così che nulla intralci.
- Utilizza supporti o fermi per mantenere il pezzo immobile durante la piegatura.
- Prima di realizzare molti pezzi, prova il tuo progetto su un pezzo di prova.
Nota: una buona pianificazione e il giusto ordine aiutano a prevenire il ritorno elastico e a mantenere i componenti in ordine.
Se segui questi passaggi fondamentali, potrai evitare problemi di piegatura della lamiera e realizzare pezzi di qualità ogni volta.
È possibile realizzare piegature perfette utilizzando metodi efficaci per controllare il ritorno elastico. Controllando gli utensili e le procedure di lavoro, si possono individuare soluzioni per ridurre il ritorno elastico e migliorare la qualità dei pezzi. Un buon sistema di utensili per presse piegatrici consente di ottenere risultati costanti ed elimina i problemi di ritorno elastico. Per assistenza con la piegatura, contatta un tecnico commerciale. Qui.
Domande frequenti
Che cos'è il ritorno elastico nella piegatura della lamiera?
Il ritorno elastico è la tendenza del metallo a ritornare alla sua forma originale dopo essere stato piegato. Questo può causare una variazione dell'angolo del pezzo. È necessario controllare il ritorno elastico per ottenere la piega corretta.
Come si può ridurre il ritorno elastico durante la flessione?
È possibile ridurre il ritorno elastico piegando eccessivamente il metallo. Anche la scelta degli utensili giusti e la modifica delle impostazioni della macchina possono essere d'aiuto. Riscaldare il metallo o utilizzare la coniatura e la battitura possono contribuire a questo scopo. Testate sempre la vostra configurazione prima di produrre grandi quantità di pezzi.
Perché il tipo di materiale influisce sul ritorno elastico?
I diversi metalli si comportano in modo diverso. L'acciaio ad alta resistenza e l'alluminio solitamente hanno una maggiore elasticità di ritorno. L'acciaio dolce ne ha di meno. Controlla sempre il carico di snervamento e lo spessore del metallo prima di piegarlo.
Che ruolo svolge l'utensile della pressa piegatrice nel controllo del ritorno elastico?
Gli utensili per la pressa piegatrice modellano il metallo e aiutano a controllare il ritorno elastico. Utensili di buona qualità consentono di ottenere piegature migliori. La scelta della matrice e del punzone giusti aiuta a ottenere l'angolo desiderato.
È possibile ripristinare l'elasticità dopo la piegatura?
Sì, è possibile correggere il ritorno elastico apportando piccole modifiche. Potresti piegare leggermente di più il pezzo o utilizzare altri accorgimenti dopo la piegatura. Controlla sempre l'angolo e correggilo se necessario.
L'orientamento delle fibre influisce sul ritorno elastico?
Sì, la direzione delle fibre influisce sul modo in cui il metallo si piega e ritorna alla sua forma originale. Piegare perpendicolarmente alle fibre riduce il ritorno elastico e la formazione di crepe. Prima di piegare, è sempre importante contrassegnare e verificare la direzione delle fibre.
In che modo i sistemi CNC aiutano a ridurre il ritorno elastico?
I sistemi CNC controllano l'angolo di piegatura durante la lavorazione. Modificano le impostazioni della pressa piegatrice per eliminare il ritorno elastico. Questo ti aiuta a ottenere la piegatura corretta ogni volta.
Vedi anche
Scegliere la Migliore Attrezzatura per Piegatrici per Acciaio Inossidabile
Attrezzatura per Piegatrici Stile Europeo vs. Americano: Qual è la Giusta per la Tua Officina?
Piegatura in Aria vs. Piegatura in Fondo: Scegliere l'Attrezzatura per Piegatrici Giusta per il Tuo Progetto
La Guida Definitiva alle Matrici per Piegatrici: Scegliere il Miglior Materiale per Prevenire l'Usura
Guida alle Attrezzature per Piegatrici per Principianti: Scegliere la Giusta Apertura della Matrice a V
Come Calcolare la Forza e il Tonnellaggio di Piegatura della Piegatrice
Una risposta