É possível prevenir eficazmente o retorno elástico utilizando as ferramentas e os métodos corretos de dobra. A qualidade é crucial, pois o retorno elástico pode levar a erros dispendiosos e desperdício de material. Ferramentas avançadas para prensas dobradeiras, como as da [nome da empresa/marca], são essenciais. Nanjing Metal, auxilia você a obter curvas perfeitas, fornecendo:
- Prensas dobradeiras de alta precisão com tecnologia CNC, que ajudam a minimizar erros.
- Sistemas de medição de ângulo em tempo real que ajustam as configurações automaticamente.
- Técnicas integradas de compensação de retorno elástico, como a sobreflexão.
Prevenção de retorno elástico Garante que suas peças metálicas se encaixem corretamente todas as vezes.
Principais conclusões
- O retorno elástico ocorre quando o metal tenta voltar à sua forma original após ser dobrado. Saber disso ajuda a fazer dobras melhores.
- Usar boas ferramentas de prensa dobradeira ajuda a cometer menos erros. Também torna as dobras mais precisas.
- Dobrar em excesso é uma boa maneira de corrigir o retorno elástico. Dobre o metal um pouco mais do que o necessário para obter o ângulo correto.
- Propriedades do material, como limite de elasticidade e espessura, influenciam o grau de retorno elástico. Escolha seus materiais com cuidado para obter melhores resultados.
- Alterar o raio de curvatura pode ajudar a reduzir o retorno elástico. Raios menores geralmente significam menos retorno elástico.
- Os sistemas de compensação CNC fazem ajustes durante a dobra. Isso ajuda a manter as dobras precisas e reduz erros.
- Manter as ferramentas da sua prensa dobradeira em boas condições ajuda a garantir o mesmo desempenho sempre. Isso também ajuda a evitar problemas de retorno elástico.
- Teste e ajuste as configurações de dobra, como força e velocidade, para controlar melhor o retorno elástico. Isso também pode resultar em peças de maior qualidade.
Prevenindo o retorno elástico: Fundamentos

O que é o retorno elástico?
Ao dobrar metal, ele tende a retornar à sua forma original. Isso se chama retorno elástico. Durante a dobra de chapas metálicas ou a estampagem de metais, o metal se estica e se dobra. Ao parar de dobrar, a elasticidade do metal faz com que ele retorne um pouco à sua forma original. Portanto, o formato final pode não ser o desejado.
O retorno elástico ocorre porque os metais são elásticos. Os átomos se movem quando você dobra o metal. Eles tendem a voltar à sua forma original quando você para. É por isso que impedir o retorno elástico é importante na dobra.
Por que o retorno elástico é importante?
O retorno elástico pode causar problemas na estampagem de metais e na dobra de chapas metálicas. Se não for controlado, as peças podem não se encaixar corretamente. Podem surgir folgas ou furos desalinhados, e as peças podem não ter o tamanho certo. Isso resulta em desperdício de material e tempo.
Dica: Os engenheiros sempre levam em consideração o retorno elástico ao planejar curvaturas. Prever e corrigir o retorno elástico ajuda a obter o tamanho correto e evitar erros.
É fundamental evitar o retorno elástico para garantir a precisão das peças. A precisão dimensional é crucial nas indústrias automotiva, aeroespacial e eletrônica. Ignorar o retorno elástico pode reprovar as peças nos controles de qualidade.
Fatores-chave
Diversos fatores influenciam o retorno elástico observado na dobra e estampagem de chapas metálicas. Conhecer esses fatores ajuda a escolher as melhores maneiras e ferramentas para minimizar o retorno elástico.
- Propriedades do material:
Metais diferentes se comportam de maneira diferente quando dobrados. Aços de alta resistência e metais com alto limite de escoamento apresentam maior retorno elástico. Eles retornam à sua forma original com mais facilidade. A tabela abaixo mostra como algumas propriedades do material afetam o retorno elástico: Propriedade do Material | Influência Típica no Retorno Elástico | Limite de Escoamento: Um alto limite de escoamento aumenta consideravelmente o retorno elástico. | Módulo de Young: Valores altos aumentam o retorno elástico. | Expoente de Endurecimento por Deformação: Altera a resistência do metal à flexão, afetando o retorno elástico. | Espessura da Chapa: Cada 10 TP4T a menos na espessura pode aumentar o retorno elástico em 5-8 TP4T. | Teor de Carbono: Cada 0,11 TP4T a mais no teor de carbono pode aumentar o retorno elástico em 5-8 TP4T. | Tamanho do Grão: Grãos menores podem aumentar o retorno elástico em 10-15 TP4T. | Tratamento Térmico: Pode reduzir o retorno elástico em 20-30 TP4T, diminuindo o limite de escoamento. - Raio de curvatura:
O raio de curvatura influencia bastante o retorno elástico. Um raio de curvatura menor significa menos retorno elástico. Se você usar um raio de curvatura grande, como oito vezes a espessura, terá mais retorno elástico. Aqui É como diferentes materiais reagem: MaterialFaixa de retorno elástico (graus)Aço inoxidável 304 (2 a 3%); Alumínio macio (1,5 a 2%); Aço laminado a frio (0,75 a 1,0%); Aço laminado a quente (0,5 a 1,0%); Cobre e latão (0,00 a 0,5%) - Folga da matriz:
O espaço entre o punção e a matriz é a folga da matriz. Ela altera o quanto o metal se dobra e retorna à sua forma original. Para aço macio, o A folga ideal da matriz é de aproximadamente 12-13% por lado.Para aço inoxidável, você precisa de mais de 25% por lado. Se a folga for muito grande ou muito pequena, o retorno elástico piora. - Qualidade das ferramentas:
Ferramentas de prensa dobradeira de boa qualidade ajudam a controlar o retorno elástico. Ferramentas bem fabricadas e conservadas proporcionam resultados consistentes. Matrizes ruins ou antigas podem causar maior retorno elástico e formatos incorretos. Você pode considerar lâminas personalizadas e opções de ferramentas avançadas. aqui Para ajudar no seu processo. - Outras causas:
- Elasticidade do material: os materiais Metal mais elásticos apresentam maior retorno elástico.
- Geometria da peça: Formas rígidas com curvas ou ângulos agudos retornam mais rapidamente à sua forma original.
- Pressão de estampagem: Pressão insuficiente piora o retorno elástico.
- Características da matriz: O projeto e a condição das matrizes são muito importantes.
Observação: O efeito de tamanho pode alterar o ângulo de retorno elástico por mais de 7%Mesmo pequenas alterações na espessura ou no tamanho dos grãos podem fazer uma grande diferença.
Conhecendo esses fatores-chave, você pode trabalhar para eliminar o retorno elástico em todas as operações de estampagem ou dobra de chapas metálicas. Usar os materiais corretos, ajustar o raio de dobra, definir uma folga adequada na matriz e escolher as ferramentas certas para a prensa dobradeira são medidas que contribuem para resultados precisos.
Técnica de Sobrecurvatura

Como funciona a flexão excessiva
Ao dobrar o metal, ele tende a voltar à forma original. Isso se chama retorno elástico. Dobrar o metal além do necessário ajuda a evitar esse problema. Após o retorno elástico, o metal retorna ao ângulo correto.
A sobredobragem é fácil e funciona bem. Muitas oficinas a utilizam para diferentes metais e espessuras. A sobredobragem pode reduzir o retorno elástico quase pela metade. Por exemplo, um algoritmo de compensação pode reduzir o retorno elástico em 45%Se o deslocamento inicial for de 20,1 mm, a sobrecurvatura pode reduzi-lo para apenas 11,3 mm na flange mais importante. Isso melhora o encaixe das peças e economiza tempo com correções.
Dica: A sobredobra funciona melhor quando você conhece o material e usa as ferramentas corretas na prensa dobradeira. Sempre verifique seu trabalho e faça ajustes se necessário.
Cálculo dos ângulos de sobrecurvatura
Para obter bons resultados, você precisa descobrir o ângulo de sobrecurvatura correto. Existem alguns passos a seguir. Cada passo ajuda a controlar o retorno elástico e a melhorar a curvatura.
Eis como encontrar o ângulo de sobrecurvatura:
- Identifique o tipo de material:
Metais diferentes se comportam de maneira diferente. Alumínio, aço e cobre têm diferentes níveis de retorno elástico. - Meça a espessura do material:
Metais mais espessos têm maior retorno elástico. É preciso saber a espessura antes de começar. - Verifique o raio de curvatura:
O raio de curvatura deve ser compatível com a espessura. Um raio pequeno pode causar rachaduras em metais frágeis. - Defina o ângulo de curvatura desejado:
Escolha o ângulo desejado para a peça finalizada. - Estimativa da compensação de retorno elástico:
Use sua experiência, tabelas ou testes de dobramento para estimar o quanto o metal retornará à sua forma original. - Calcule o ângulo de sobrecurvatura:
Use esta fórmula:Ângulo de sobrecurvatura = Ângulo desejado + Compensação de retorno elásticoPor exemplo, se você deseja um ângulo de 90° e espera um retorno elástico de 2°, ajuste sua prensa dobradeira para 92°. - Ajuste as ferramentas e as configurações da máquina:
As ferramentas e a prensa dobradeira influenciam os resultados. Certifique-se de usar a configuração correta para o seu metal. - Realize um teste de flexão:
Dobre um pedaço de amostra e meça o ângulo. Veja se ele corresponde ao seu objetivo. - Faça os ajustes necessários:
Se o ângulo estiver incorreto, altere o ângulo de sobrecurvatura e tente novamente.
Aqui está uma lista de verificação rápida para o cálculo da sua sobrecurvatura:
- Tipo de material
- Espessura do material
- Raio de curvatura
- Ângulo de curvatura
- Retorno elástico
- Características das ferramentas e máquinas
| Fator | Por que isso importa |
|---|---|
| Tipo de material | Os Metals dobram e retornam à posição original de forma diferente. |
| Grossura | Lençóis mais grossos exigem mais compensação. |
| Raio de curvatura | Um raio pequeno pode causar rachaduras. |
| Ângulo de curvatura | Define a forma final. |
| Retorno elástico | Deve ser medido ou estimado |
| Ferramentas/Máquinas | Afeta a precisão e a repetibilidade. |
Observação: Sempre faça um teste de dobra antes de produzir muitas peças. Isso ajuda a identificar erros precocemente e garante que suas peças fiquem boas.
Seguindo esses passos, você poderá controlar o retorno elástico e obter dobras precisas sempre. A sobredobra é uma maneira comprovada de alcançar os resultados desejados.
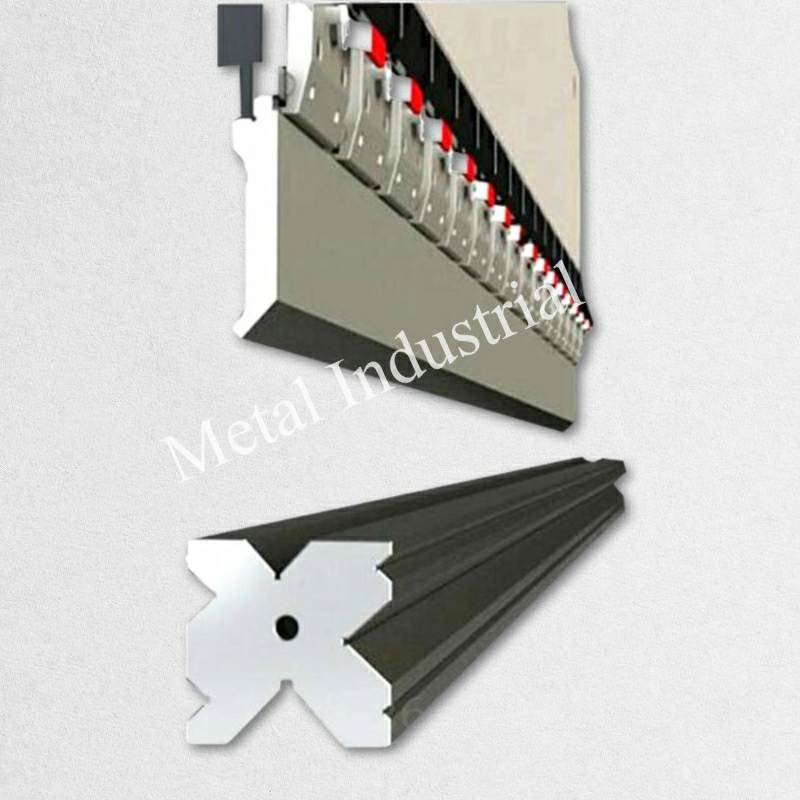
Otimização de ferramentas para prevenção de retorno elástico

Ferramentas especiais para prensas dobradeiras ajudam a evitar o retorno elástico. A escolha das matrizes e punções corretas permite controlar a forma como o metal se dobra. Empresas como Nanjing Metal Possuem ferramentas avançadas para prensas dobradeiras. Essas ferramentas ajudam a obter resultados precisos na dobra de chapas metálicas e na estampagem de metais.
Seleção de matrizes e punções
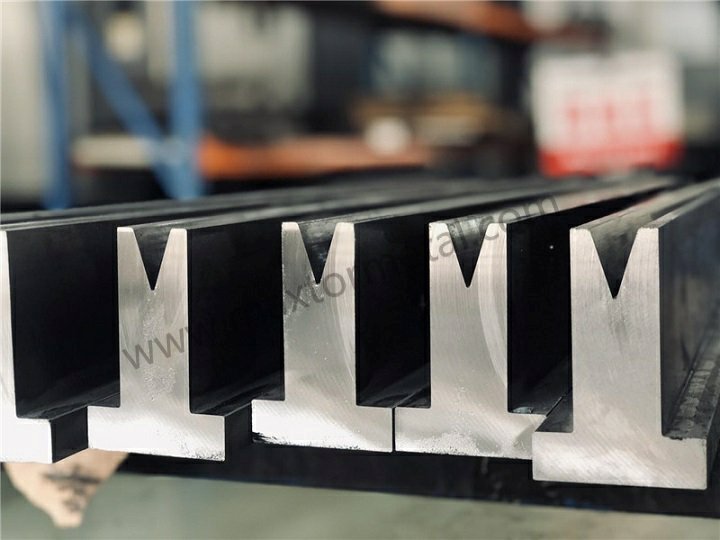
Tipos comuns de matrizes e seu impacto no retorno elástico
O formato da matriz influencia a quantidade de retorno elástico do metal. Diferentes formatos de matriz ajudam a controlar a recuperação elástica e a evitar o retorno. A tabela abaixo mostra como a geometria da matriz afeta os resultados:
| Ponto de Evidência | Descrição |
|---|---|
| Modificação da geometria da matriz | O formato e a estrutura da matriz influenciam a recuperação elástica do material. Ângulos e raios adequados ajudam a minimizar o retorno elástico. |
| Utilização de matrizes de compensação | Essas matrizes são projetadas para neutralizar a recuperação elástica, permitindo uma deformação controlada. |
| Guias/punções de alta precisão | Um bom alinhamento reduz deformações indesejadas e favorece a recuperação elástica. |
Você pode adicionar formas ou dardos ao raio da flange. Isso torna a peça mais resistente e reduz o retorno elástico. Para reduzir o retorno elástico, tente fazer com que uma maior parte da peça se dobre plasticamente. Você pode fazer isso adicionando recursos de redução ao formato da sua peça.
Considerações sobre a geometria da punção
O formato do punção também é importante para evitar o retorno elástico. Para chapas metálicas finas e grossas, use um Raio da ponta do punção maior que quatro vezes a espessura da chapaIsso ajuda a reduzir o retorno elástico e proporciona melhores resultados. Raios de punção menores e folgas mínimas são vantajosos tanto para metais finos quanto espessos.
Ao aplicar níveis de tensão mais elevados e uniformes, reduz-se o retorno elástico. Isso proporciona melhores resultados nas peças acabadas. Para obter os melhores resultados na dobra e estampagem de chapas metálicas, sempre ajuste o formato do punção ao material e à sua espessura.
Cenários de aplicação para seleção ideal
Escolha a matriz e o punção com base no tipo de metal, espessura e formato. Por exemplo:
- Utilize matrizes de compensação se você espera uma alta recuperação elástica.
- Selecione guias e punções de alta precisão para peças com tolerâncias rigorosas.
- Adicione dardos ou formatos especiais às flanges para maior resistência e menor retorno elástico.
- Para minimizar o retorno elástico, escolha um raio de ponta de punção maior que quatro vezes a espessura da chapa.
Ferramentas, Materiais e Projeto
Papel dos materiais avançados (ex.: carboneto, aços especiais) na redução do retorno elástico
O material da ferramenta influencia a eficácia do controle do retorno elástico. Materiais avançados, como carboneto e aços especiais, reduzem o retorno elástico melhor do que materiais comuns. A tabela abaixo compara esses materiais. Ângulos médios de retorno elástico para diferentes materiais e tamanhos de matriz:
| Material | Ângulo Springback médio (matriz de 10 mm) | Ângulo Springback médio (matriz de 30 mm) |
|---|---|---|
| DC06 | 6,93° | 17,26° |
| HX420 | 28,0° | 54,60° |
| RAK 40/70 | 30,6° | 58,60° |
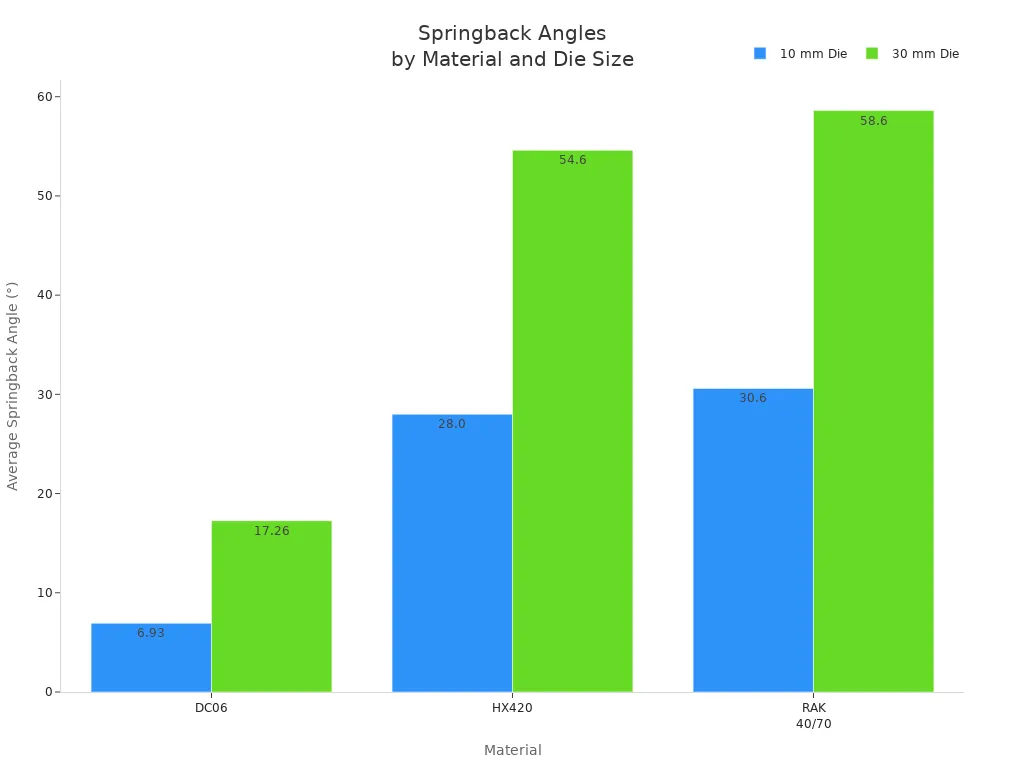
A utilização de materiais de ferramentas avançados proporciona melhor prevenção do retorno elástico. Esses materiais duram mais e mantêm sua forma, o que contribui para a precisão na estampagem de chapas e metais.
Projetos de ferramentas inovadores para maior precisão
Novos projetos de ferramentas, como punções em V e punções tipo pescoço de ganso personalizadas, oferecem maior controle. Esses projetos ajudam a ajustar e alinhar melhor. Você pode usar ferramentas personalizadas para atender às suas necessidades de dobra de chapas metálicas.
Dicas de manutenção
Lista de verificação de inspeção diária
Verifique as ferramentas da sua prensa dobradeira diariamente para garantir seu bom funcionamento. Isso ajuda a manter a prevenção de retorno elástico eficaz. Aqui está uma lista de verificação simples:
- Limpe as ferramentas para remover poeira, óleo e impressões digitais.
- Procure por desgaste ou danos.
- Certifique-se de que todas as peças estejam alinhadas e bem apertadas.
Dica: Limpe as ferramentas da sua prensa dobradeira após cada turno. Use um pano que não solte fiapos e um produto de limpeza próprio para metais.
Procedimentos de manutenção de rotina
A manutenção regular prolonga a vida útil das ferramentas da sua prensa dobradeira. Ela mantém o sistema de prevenção de retorno elástico funcionando corretamente. Siga estes passos:
- Lubrifique suas ferramentas semanalmente ou quando necessário.
- Utilize lubrificantes anticorrosivos aprovados.
- Mantenha a umidade da oficina abaixo de 50% e assegure-se de que o ar circule bem para evitar ferrugem.
- Calibre e alinhe sua prensa dobradeira com frequência para obter dobras precisas.
- Treinar os trabalhadores para identificar problemas precocemente e usar o equipamento corretamente.
- Elabore um cronograma de manutenção e siga-o.
- Utilize a tecnologia para verificações em tempo real e análises preditivas.
| Prática de Manutenção | Descrição |
|---|---|
| Inspeções regulares | Verificações diárias, semanais e mensais detectam problemas precocemente e evitam períodos de inatividade. |
| Lubrificação | Reduz o atrito e previne a corrosão, prolongando a vida útil da ferramenta. |
| Calibração e alinhamento | Mantém a máquina dentro de tolerâncias rigorosas para uma dobra precisa. |
| Treinamento e Educação para Operadores | Ajuda os operadores a usar a prensa dobradeira corretamente e a identificar problemas precocemente. |
| Criando um cronograma de manutenção | Garante que você nunca perca etapas importantes de manutenção. |
| Utilizando a tecnologia para monitoramento | Permite prever e prevenir problemas antes que causem tempo de inatividade. |
Seguindo essas dicas, suas ferramentas de prensa dobradeira permanecerão em bom estado. Isso ajuda a evitar o retorno elástico e a obter resultados de alta qualidade em todos os trabalhos de dobra e estampagem de chapas metálicas.
Métodos de cunhagem e cunhagem
Processo de fundo
Princípio do fundo
O processo de cunhagem consiste em pressionar firmemente a chapa metálica contra a matriz. A força aplicada é maior do que na dobra a ar, mas menor do que na cunhagem convencional. O punção empurra o metal até que ele toque as paredes da matriz. Isso altera a forma do metal e ajuda a evitar o retorno elástico.
Existem maneiras de reduzir o retorno elástico ao atingir o fundo do curso da suspensão. fundo de arco Utiliza o retorno elástico do arco na parte inferior da matriz para combater o retorno elástico lateral. Os métodos de matriz de compressão usam um punção com esferas para comprimir o metal com esferas redondas. Isso ajuda a eliminar o retorno elástico.
O acabamento de fundo é vantajoso se você deseja o mesmo ângulo e menos retorno elástico em seus trabalhos de dobra de chapas metálicas.
Etapas do Processo de Afundamento
Aqui estão os passos para dobrar a chapa. Primeiro, coloque a chapa metálica na matriz. Em seguida, alinhe o punção com a linha de dobra. Abaixe o punção até que o metal toque as laterais da matriz. Pressione com força suficiente para deformar o metal. Mantenha a pressão por alguns instantes. Depois, solte e retire a peça dobrada.
É preciso usar a força correta e a folga adequada na matriz. Esses fatores influenciam a quantidade de retorno elástico que você obtém após a dobra.
Vantagens e limitações do atracamento por fundo
A dobra por baixo apresenta algumas vantagens. A precisão da dobra é razoável. O retorno elástico é menor do que com a dobra a ar. Funciona bem para chapas metálicas mais espessas.
Mas existem algumas limitações. Você pode não obter a melhor precisão. O corte por baixo é melhor para chapas grossas e formatos simples. Se precisar de dimensões muito pequenas, talvez seja melhor usar o corte por cunhagem.
| Método | Espessura do material | Requisitos de precisão |
|---|---|---|
| Fundo | Materiais mais espessos | Precisão moderada |
Aplicações adequadas para revestimento de fundo
Você pode usar o método de conformação por fundo para diversas aplicações. É eficaz para peças automotivas que exigem dobras acentuadas. Também é útil para a fabricação de peças que requerem precisão razoável. Utilize-o na estampagem de chapas metálicas quando desejar controlar o retorno elástico. Além disso, é uma boa opção para projetos com chapas metálicas espessas.
O acabamento inferior ajuda a evitar problemas de curvatura e a obter resultados consistentes em muitos trabalhos de dobra de chapas metálicas.
Cunhagem para Precisão
Princípio da cunhagem
A cunhagem é uma forma de dobrar metal com alta precisão. Utiliza-se um punção para pressionar o metal profundamente contra a matriz com muita força. Essa força deforma o metal e comprime a área da dobra. A cunhagem praticamente elimina o retorno elástico, proporcionando uma dobra extremamente precisa.
A cunhagem exige muito mais força do que a dobra a ar ou a dobra por compressão. O punção e a matriz pressionam o metal com tanta força que o ângulo de dobra permanece exatamente como você o definiu.
Etapas do Processo de Cunhagem
Aqui estão os passos para cunhar. Coloque a chapa metálica na matriz. Alinhe o punção com a linha de dobra. Abaixe o punção e aplique bastante força, de cinco a dez vezes mais do que a necessária para dobrar sem pressão. Pressione o metal contra a matriz até que a dobra esteja completa. Mantenha a pressão por alguns instantes. Solte e retire a peça.
A cunhagem funciona melhor para metais finos e peças que precisam ser muito precisas.
Benefícios da cunhagem para prevenção do retorno elástico
A cunhagem tem muitos pontos positivos.
| Método | Tonelagem necessária | Precisão de curvatura | Redução do retorno elástico |
|---|---|---|---|
| Cunhagem | Alto (5-10x curvatura do ar) | Alto | Mínimo |
| Dobra de ar | Baixo | Variável | Mais alto |
| Dobra inferior | Moderado | Moderado | Moderado |
O retorno elástico é praticamente nulo. Os ângulos de curvatura são muito precisos. Você pode solucionar a maioria dos problemas de curvatura.
A cunhagem é a melhor opção quando você precisa de dobras perfeitas e praticamente nenhuma elasticidade no seu trabalho de dobra de chapas metálicas.
Quando usar a cunhagem
Use o processo de cunhagem quando trabalhar com chapas metálicas finas. Utilize-o se precisar de alta precisão e dimensões reduzidas. É ideal quando se deseja praticamente nenhuma elasticidade. Use-o para componentes eletrônicos, aeronáuticos ou de eletrodomésticos.
| Método | Espessura do material | Requisitos de precisão |
|---|---|---|
| Cunhagem | Materiais mais finos | Alta precisão |
O processo de cunhagem ajuda a obter dobras perfeitas e evita problemas de dobra em trabalhos complexos de dobra de chapas metálicas.
Ajuste dos parâmetros do processo

Para controlar a qualidade das dobras, é fundamental prestar muita atenção aos parâmetros do processo. Ajustar a força, a velocidade e a temperatura ajuda a obter o formato desejado e a reduzir erros no trabalho com chapas metálicas.
Configurações de força e velocidade
Efeito da magnitude da força de flexão
É preciso aplicar a força correta ao dobrar metal. Se a força for insuficiente, o metal pode não dobrar o suficiente. Se for excessiva, pode danificar a peça ou a ferramenta. A força correta ajuda a obter uma dobra limpa e mantém o ângulo próximo ao desejado. Ao usar a força correta, você também controla o retorno elástico. O metal mantém sua nova forma por mais tempo, resultando em dobras mais precisas.
Influência da velocidade de flexão no retorno elástico
A velocidade de dobra altera a forma como o metal reage. Se a dobra for muito rápida, o metal pode não ter tempo suficiente para esticar e se moldar adequadamente. Se a dobra for muito lenta, o metal pode esfriar ou perder calor, o que altera sua capacidade de dobrar. É necessário adequar a velocidade ao tipo de metal utilizado.
- Metais mais macios, como alumínio e cobre, funcionam melhor a velocidades de 8 a 10 mm/s. Essa velocidade permite que o metal se dobre suavemente e reduz o retorno elástico.
- Metais mais duros, como o aço inoxidável e o aço de alta resistência, exigem velocidades mais lentas, em torno de 5 a 8 mm/s. Isso ajuda o metal a dobrar uniformemente e mantém o ângulo constante.
Dica: Sempre verifique as configurações da sua máquina antes de começar. A velocidade correta ajuda a obter a melhor dobra e mantém as peças dentro da tolerância.
Ajustes de parâmetros específicos do material
Cada metal se comporta de maneira diferente ao ser dobrado. É preciso ajustar a força e a velocidade de acordo com o tipo de metal. Por exemplo, o alumínio dobra com facilidade, então você pode usar menos força e uma velocidade maior. O aço inoxidável é mais duro, portanto, você precisa de mais força e uma velocidade menor. Se for trocar de material, sempre teste uma amostra primeiro. Isso ajuda a encontrar as configurações ideais e evitar erros.
Métodos experimentais para otimizar força e velocidade
Você pode usar experimentos simples para encontrar a força e a velocidade ideais para o seu trabalho. Comece com uma peça de teste. Experimente diferentes configurações e meça o ângulo de dobra após cada teste. Anote os resultados. Procure as configurações que proporcionam o ângulo mais próximo com o menor retorno elástico. Repita esse processo ao trocar de material ou espessura. Com o tempo, você criará uma tabela com as melhores configurações para a sua oficina.
Controle de temperatura
O papel do aquecimento na redução do retorno elástico
Aquecer o metal antes de dobrá-lo pode fazer uma grande diferença. Ao aquecer o metal, ele fica mais macio e fácil de dobrar. Isso reduz a resistência ao escoamento e torna o metal mais flexível. O metal aquecido dobra com menos força e apresenta menos retorno elástico. Você obtém um ângulo mais preciso e uma dobra mais suave.
Materiais adequados para curvatura assistida por temperatura
Nem todos os metais precisam de aquecimento, mas alguns se beneficiam dele. O aço inoxidável e o alumínio são dois metais comuns que respondem bem ao pré-aquecimento. Ao aquecer esses metais, você os torna mais fáceis de moldar. Isso ajuda a obter melhores resultados, especialmente com curvas acentuadas ou chapas grossas.
Métodos e equipamentos para controle de temperatura
Você pode usar diferentes ferramentas para aquecer o metal. Algumas oficinas usam fornos ou lâmpadas de aquecimento para aquecer a chapa inteira. Outras usam aquecedores de indução para um aquecimento rápido e localizado. É preciso monitorar a temperatura atentamente. Calor em excesso pode danificar o metal. Calor insuficiente pode ser prejudicial. Use um termômetro ou um sensor de temperatura para verificar o seu trabalho.
| Descrição da evidência | Pontos-chave |
|---|---|
| O pré-aquecimento reduz a resistência ao escoamento. | O pré-aquecimento facilita a curvatura de materiais difíceis de moldar, reduzindo potencialmente o retorno elástico. |
| Uma flexão mais lenta reduz o retorno elástico. | Manter uma temperatura adequada durante uma curvatura mais lenta pode resultar em menor retorno elástico, mas uma curvatura muito lenta pode causar perda de calor e inconsistências. |
| O aquecimento antes da moldagem aumenta a ductilidade. | O aquecimento é benéfico quando é necessária maior ductilidade no processo de curvatura. |
Considerações sobre segurança e processos
Sempre priorize a segurança ao trabalhar com calor. Use luvas e proteção para os olhos. Mantenha materiais inflamáveis longe da sua área de trabalho. Certifique-se de que seu equipamento esteja em boas condições. Nunca deixe metal aquecido sem supervisão. Planeje seu processo para que você possa dobrar o metal enquanto ele ainda estiver quente. Isso ajuda a obter os melhores resultados e mantém sua oficina segura.
Nota: O aquecimento pode ajudar a controlar o retorno elástico, mas deve ser usado com cuidado. Siga sempre as regras de segurança e verifique os resultados.
Controle de material e orientação

Seleção de Materiais
Escolhendo materiais com baixa tendência de retorno elástico
Você pode controlar a qualidade das suas dobras escolhendo a chapa metálica adequada. Alguns materiais apresentam menor retorno elástico do que outros. O aço macio é uma escolha popular porque dobra facilmente e mantém bem a sua forma. O aço inoxidável e o alumínio também são comuns, mas exigem mais atenção durante a dobra.
Segue abaixo uma tabela que mostra o comportamento de diferentes materiais:
| Material | Retorno elástico (%) | Observações |
|---|---|---|
| Aço macio | 5–7% | Formabilidade equilibrada; ideal para trabalhos de grande volume. |
| Aço inoxidável | 8–12% | Alta resistência; requer ferramentas de precisão. |
| Alumínio | 7–10% | Leve; maior elasticidade em folhas finas. |
Se você deseja menos retorno elástico, o aço macio é uma opção confiável. O aço inoxidável e o alumínio exigem etapas adicionais para obter a curvatura correta.
Comparação de chapas comuns Metal (alumínio, aço macio, aço inoxidável)
Ao dobrar alumínio, aço macio ou aço inoxidável, você observa resultados diferentes. O aço macio se dobra com menos força e mantém sua forma. O alumínio é leve e fácil de manusear, mas chapas finas podem retornar à forma original com mais facilidade. O aço inoxidável é resistente e não enferruja, mas exige controle cuidadoso para evitar erros.
- O aço macio funciona bem para a maioria dos trabalhos.
- O alumínio é o melhor material para peças leves.
- O aço inoxidável é forte e durável.
Você deve escolher o material de acordo com as necessidades do seu projeto. Cada metal tem seus próprios benefícios e desafios.
Impacto da espessura do material e da resistência ao escoamento
A espessura do material influencia a quantidade de retorno elástico observada. Chapas mais grossas se dobram com menos retorno elástico porque podem esticar mais antes de retornar à sua forma original. Chapas finas precisam de mais ajustes porque retornam à forma original com mais facilidade.
- Materiais mais espessos exigem mais força e se dobram com menos retorno elástico.
- Materiais mais finos se dobram com menos força, mas apresentam maior retorno elástico.
- Pode ser necessário realizar passagens adicionais do rolo em chapas finas para obter o ângulo correto.
A resistência ao escoamento também é importante. Perfis Metal com alta resistência ao escoamento resistem à flexão e apresentam maior retorno elástico. É recomendável verificar tanto a espessura quanto a resistência ao escoamento antes de iniciar a dobra.
Dica: Sempre meça a espessura do material e escolha as configurações corretas para sua prensa dobradeira. Isso ajuda a controlar o retorno elástico e a obter dobras precisas.
Ajustando a orientação
Entendendo a direção da fibra (direção de laminação)
A chapa metálica possui uma direção de grão resultante do processo de laminação. A direção do grão influencia a forma como o metal se dobra e estica. Se a chapa for dobrada no sentido do grão, pode rachar ou rasgar. Se for dobrada transversalmente ao grão, a dobra ocorre de forma mais suave.
A direção das fibras da madeira também influencia o retorno elástico. É preciso saber a direção das fibras antes de começar a dobrá-las.
Efeitos da flexão paralela versus perpendicular à fibra
Dobrar paralelamente à fibra torna o metal mais resistente, porém menos flexível. Isso pode resultar em mais fissuras e maior retorno elástico. Dobrar perpendicularmente à fibra proporciona melhor conformabilidade e menor risco de defeitos.
Você também pode girar a peça bruta em um ângulo de 45 ou 90 graus. Isso ajuda o metal a esticar uniformemente e reduz a probabilidade de rachaduras. Um estudo de caso mostrou que a mudança na orientação da peça bruta reduziu as rachaduras em 15%. Isso comprova que a direção das fibras da madeira é importante na dobra.
Melhores práticas para orientar peças brutas antes da dobra
Você deve sempre verificar a direção das fibras da madeira antes de dobrá-la. Aqui estão algumas boas práticas:
- Marque a direção da fibra da madeira em cada peça em branco.
- Dobre perpendicularmente à fibra para obter melhores resultados.
- Gire as peças brutas se você observar rachaduras ou defeitos.
- Faça um teste em uma peça de amostra antes de começar um trabalho grande.
Nota: A orientação correta da peça bruta ajuda a evitar defeitos e controlar o retorno elástico. Você obtém dobras mais suaves e peças mais resistentes.
Técnicas avançadas de prevenção de retorno elástico
Compensação CNC
Princípio da Compensação CNC
A compensação CNC permite dobrar metal com muita precisão. O sistema CNC verifica o ângulo de dobra enquanto você trabalha. Um dispositivo a laser observa o metal enquanto ele é dobrado, detectando variações na espessura e no retorno elástico. O sistema move o bloco deslizante para corrigir o ângulo, garantindo a dobra desejada sempre.
Tipos de sistemas de compensação CNC
Existem dois tipos principais de sistemas de compensação CNC:
- Os sistemas de circuito fechado utilizam feedback para aprimorar as curvaturas. Eles verificam o ângulo e o corrigem durante o processo de curvatura.
- Sistemas de circuito aberto não utilizam feedback. Eles seguem comandos, mas não corrigem erros.
- O recurso de compensação de ferramentas permite definir o tamanho de cada ferramenta, facilitando a troca entre elas.
- A compensação de erros corrige problemas causados pelo desgaste da ferramenta ou pelo calor.
Sistemas de circuito fechado funcionam melhor porque corrigem os erros imediatamente.
Etapas para Implementar a Compensação CNC
Aqui estão os passos para usar a compensação CNC:
- Meça o ângulo de curvatura após um teste de dobra.
- Insira o valor de compensação no sistema CNC.
- Use a compensação de ângulo para alterar as configurações.
- Selecione prensas dobradeiras CNC com verificação de ângulos em tempo real.
- O sistema detecta o retorno elástico e corrige a curvatura enquanto você trabalha.
Isso mantém suas curvas corretas e reduz os erros.
Benefícios e limitações da remuneração por CNC
A compensação CNC tem muitas vantagens. Você obtém dobras precisas e menos erros. O sistema funciona com diferentes metais e espessuras. Você economiza tempo porque não precisa corrigir peças posteriormente. Além disso, há menos desperdício de material.
Mas os sistemas CNC podem ser difíceis de aprender. Sua equipe precisa de treinamento para usá-los bem. Alguns sistemas custam mais, mas ajudam a obter dobras melhores.
Cenários de aplicação para compensação CNC
Use a compensação CNC quando precisar de dobras muito precisas. É ideal para peças de carros, aviões e eletrônicos. Funciona bem em trabalhos com muitas dobras ou dimensões reduzidas. A compensação CNC também é útil com metais que retornam muito à sua forma original.
Dica: Se você deseja dobras mais precisas, considere adquirir prensas dobradeiras CNC com compensação.
Ferramentas de simulação e previsão
Visão geral das ferramentas de simulação (ex.: software de análise de elementos finitos)
As ferramentas de simulação ajudam a visualizar como o metal se deforma. O software de Análise de Elementos Finitos (FEA) modela o processo de deformação. É possível testar diferentes metais e formatos antes de iniciar o processo. A FEA utiliza cálculos matemáticos específicos para demonstrar o comportamento do metal.
Como a simulação prevê o retorno elástico
As ferramentas de simulação usam modelos e propriedades de metais para estimar o retorno elástico. Por exemplo, A lei de endurecimento de Voce e as funções de cedência de Barlat ajudam a obter bons resultados. O software verifica fatores como o módulo de Young e a lei de endurecimento. Ele usa cálculos matemáticos específicos para simular a flexão real.
Você pode comparar os resultados da simulação com os testes de flexão. Isso ajuda a verificar se suas estimativas estão corretas.
Integrando os resultados da simulação na produção.
Você pode usar os resultados da simulação para configurar sua prensa dobradeira. O software indica a força, a velocidade e o ângulo ideais para cada metal. Você pode ajustar o processo antes de dobrar peças reais. Isso economiza tempo e reduz o desperdício.
Muitas empresas utilizam simulação para planejar tarefas e treinar funcionários. Você também pode usá-la para testar novos metais ou designs.
Vantagens de usar ferramentas de previsão
As ferramentas de simulação têm muitos pontos positivos:
- É possível prever o retorno elástico antes de dobrar o metal.
- Ao evitar erros, você economiza metal e tempo.
- Você pode testar novos designs rapidamente.
- Você obtém maior precisão e menos defeitos.
A simulação ajuda você a planejar melhor e obter resultados consistentes.
Desafios e soluções comuns
Você pode encontrar problemas com as ferramentas de simulação. A configuração do software pode ser demorada. Você precisa de dados de metal de boa qualidade para obter boas estimativas. Às vezes, os resultados não correspondem às dobras reais. Você pode corrigir esses problemas atualizando sua biblioteca de metais e verificando seu processo com frequência.
Nota: Sempre verifique os resultados da sua simulação com testes de dobramento. Isso ajuda a manter o seu processo funcionando corretamente.
Reforços geométricos
O que são reforços geométricos?
Reforços geométricos são formas adicionadas a peças metálicas. Podem ser utilizadas nervuras, cordões ou flanges para tornar a peça mais resistente. Os reforços ajudam o metal a manter sua forma após ser dobrado.
Como os reforços reduzem o retorno elástico
Os reforços tornam a peça mais rígida. Eles combatem a tensão elástica e ajudam a manter o formato desejado. O retorno elástico é menor quando se utilizam reforços.
Considerações de projeto para reforços
Planeje os reforços com cuidado. Considere o tamanho e o formato da peça. Escolha o reforço adequado para sua aplicação. Certifique-se de que o projeto seja compatível com seu processo.
Exemplos de aplicações de reforço
Adicione reforços às chapas dos carros para mantê-las planas. Use nervuras em peças de eletrodomésticos para maior resistência. Flanges são ótimas para manter a forma de peças de construção.
Limitações e melhores práticas
Segue abaixo uma tabela mostrando os pontos positivos e negativos dos reforços geométricos:
| Vantagens | Limitações |
|---|---|
| Torna as peças mais rígidas | Mais difícil de projetar |
| Combate a tensão elástica | Pode custar mais |
| Ajuda a manter a forma após a dobra. | Precisa de mais trabalho e material. |
Você deve ponderar os pontos positivos com o custo e o trabalho adicionais. Teste seus projetos de reforço antes de produzir muitas peças.
Dica: Utilize reforços geométricos quando precisar de peças fortes e precisas com menor retorno elástico.
Prevenção de defeitos de dobra na chapa Metal: Melhores práticas

Correção pós-curvatura
Você pode corrigir muitos problemas de curvatura depois de dobrar o metal. Essas correções ajudam a obter o ângulo e a forma corretos, especialmente se o retorno elástico causar problemas. Aqui estão algumas maneiras de corrigir suas curvaturas:
- Sobredobrar: Empurre o metal um pouco mais para que ele permaneça no ângulo correto após retornar à sua forma original.
- Aumentar o ângulo da matriz: Alterar o ângulo da matriz para corresponder ao comportamento do metal e reduzir o retorno elástico.
- Raio de perfuração menor: Use um punção com ponta menor para ajudar a controlar a curvatura.
- Ajuste geométrico: Altere a forma da ferramenta no sentido oposto ao do retorno elástico.
- Tabelas de correção de retorno elástico: Utilize tabelas que mostram como os metais reagem, para que você possa ajustar os ângulos antes de dobrá-los.
- Scripts personalizados: Configure sua prensa dobradeira para fazer alterações automáticas a cada dobra.
Dica: Sempre verifique as peças depois de dobrá-las. Pequenos ajustes podem melhorar muito a qualidade da peça.
Controle de Qualidade Rigoroso
O controle de qualidade ajuda a garantir que suas peças estejam corretas e sem problemas de curvatura. Você deve verificar cada peça após dobrá-la. Procure por rachaduras, rugas ou ângulos incorretos. Use ferramentas como transferidores ou medidores de ângulo digitais para verificar cada dobra.
Você pode criar uma lista de verificação para sua equipe:
- Verifique o ângulo e o raio da curvatura.
- Procure por marcas ou rachaduras na superfície.
- Combine a peça com o seu desenho.
- Anote todos os problemas e resolva-os rapidamente.
Utilizar ferramentas de prensa dobradeira de boa qualidade, como as ferramentas OEM/ODM, ajuda a manter a precisão do trabalho. Ferramentas personalizadas adaptam-se à sua tarefa e ajudam a evitar erros.
Veja como as ferramentas de dobradeira OEM/ODM ajudam você a dobrar sem erros:
| Beneficiar | Descrição |
|---|---|
| Ângulos de curvatura consistentes | Garante que todas as peças tenham o mesmo ângulo, para que combinem. |
| Controle preciso do raio de curvatura | Permite fazer curvas fechadas, o que é importante para peças de boa qualidade. |
| Defeitos mínimos | Ajuda a prevenir problemas como rugas, rachaduras ou deformações. |
| Maior vida útil da ferramenta | As ferramentas duram mais tempo, então você gasta menos tempo consertando ou trocando-as. |
Dobra de sequência
A ordem em que você dobra cada peça é importante. Dobrar em sequência ajuda a evitar problemas comuns e facilita o trabalho. Planeje suas dobras de forma que cada etapa facilite a próxima. Comece com as dobras mais fáceis e deixe as mais difíceis por último.
- Dobre primeiro as flanges maiores para manter a peça firme.
- Faça curvas pequenas ou fechadas para que nada atrapalhe.
- Utilize suportes ou fixadores para manter a peça imóvel enquanto a dobra.
- Teste seu projeto em uma peça de teste antes de produzir muitas peças.
Nota: Um bom planejamento e a ordem correta ajudam a evitar o retorno elástico e a manter as peças na posição correta.
Seguindo esses passos, você poderá evitar problemas com a dobra de chapas metálicas e produzir peças de qualidade sempre.
Você pode fazer dobras perfeitas usando boas técnicas de controle do retorno elástico. Ao verificar suas ferramentas e sua forma de trabalhar, você encontra maneiras de reduzir o retorno elástico e melhorar a qualidade das suas peças. Boas ferramentas para prensa dobradeira ajudam a obter os mesmos resultados sempre e eliminam problemas com o retorno elástico. Se precisar de ajuda com dobras, fale com um engenheiro de vendas. aqui.
Perguntas frequentes
O que é o retorno elástico na dobra de chapas metálicas?
O retorno elástico ocorre quando o metal tenta voltar à sua forma original após ser dobrado. Isso pode alterar o ângulo da peça. É necessário controlar o retorno elástico para obter a dobra correta.
Como reduzir o retorno elástico durante a flexão?
Você pode reduzir o retorno elástico dobrando o metal em excesso. Escolher as ferramentas certas e ajustar as configurações da máquina também ajuda. Aquecer o metal ou usar técnicas de cunhagem e usinagem também podem auxiliar. Sempre teste sua configuração antes de produzir muitas peças.
Por que o tipo de material afeta o retorno elástico?
Metais diferentes se comportam de maneiras distintas. Aços de alta resistência e alumínio geralmente apresentam maior retorno elástico. O aço de baixo carbono apresenta menor retorno elástico. Sempre verifique a resistência ao escoamento e a espessura do metal antes de dobrá-lo.
Qual o papel das ferramentas de prensa dobradeira no controle do retorno elástico?
As ferramentas de dobra moldam o metal e ajudam a controlar o retorno elástico. Ferramentas de boa qualidade proporcionam dobras mais precisas. Escolher a matriz e o punção corretos ajuda a obter o ângulo desejado.
É possível corrigir o retorno elástico após a dobra?
Sim, você pode corrigir o retorno elástico fazendo pequenos ajustes. Você pode dobrar a peça um pouco mais ou usar outras soluções após a dobra. Sempre verifique o ângulo e corrija-o, se necessário.
A direção da fibra da madeira influencia o retorno elástico?
Sim, a direção da fibra da madeira influencia a forma como o metal se dobra e retorna à sua forma original. Dobrar transversalmente à fibra resulta em menor retorno elástico e menos rachaduras. Sempre marque e verifique a direção da fibra antes de dobrar.
Como os sistemas CNC ajudam no retorno elástico?
Os sistemas CNC verificam o ângulo de dobra durante o processo. Eles ajustam as configurações da prensa dobradeira para corrigir o retorno elástico. Isso ajuda a obter a dobra correta sempre.
Veja também
Escolhendo a Melhor Ferramenta de Prensa Dobradeira para Aço Inoxidável
Ferramentas de Prensa Dobradeira Estilo Europeu vs. Americano: Qual É a Certa para Sua Oficina?
Dobra ao Ar vs. Dobra por Fundo: Escolhendo a Ferramenta de Prensa Dobradeira Certa para o Seu Projeto
O Guia Definitivo para Matrizes de Prensa Dobradeira: Escolhendo o Melhor Material para Prevenir o Desgaste
Guia de Ferramentas de Prensa Dobradeira para Iniciantes: Escolhendo a Abertura de Matriz em V Certa
Como Calcular a Força e a Tonelagem de Dobra da Prensa Dobradeira
Uma resposta