
Points clés à retenir
- HSS vs carbide isn’t a “better/worse” question. It’s a wear vs shock question tied to line speed, abrasiveness, and stability.
- If you’re seeing dulling/rounding, you’re usually wear-limited (abrasive web, fillers, high duty cycle). If you’re seeing micro-chipping, you’re usually shock-limited (runout, vibration, excessive overlap/side load).
- Your tolerance stack-up (flatness, TIR/runout, overlap) and regrind discipline often matter as much as substrate selection for edge life at speed.
Why HSS vs Carbide impacts edge life, OEE, and TCO
Edge life drives how often you stop to change knives, how stable your slit edge stays, and how much scrap you create before someone notices the cut is drifting.
In converting lines, that turns into three business metrics:
- Edge life: minutes or meters between edge refresh (regrind or change).
- OEE: changeovers, setup time, and quality holds show up as lost availability and yield.
- TCO: purchase price is usually the smallest lever once downtime, regrind handling, and scrap are counted.
Key variables to log before you choose
If you want a repeatable decision, start by logging these five variables for each job:
- Line speed and duty cycle (intermittent vs continuous)
- Material abrasiveness (fillers, recycled content, fibrous structures)
- Load stability (tension swings, nip variability, web flutter)
- Vibration / runout sensitivity (holder condition, arbor, stack-up)
- Regrind plan (who grinds, how you verify runout/flatness after sharpening)
What this guide provides
- UN material–speed fit map for HSS vs carbide
- Le failure modes to watch so you don’t misdiagnose setup problems as “bad steel”
- Le tolerance and regrind checkpoints that keep performance stable after sharpening
If your next step is to spec or replace knives, MAXTOR METAL’s circular knives and blades page is a practical reference point for what to prepare (drawings, OD/ID, thickness, application notes).
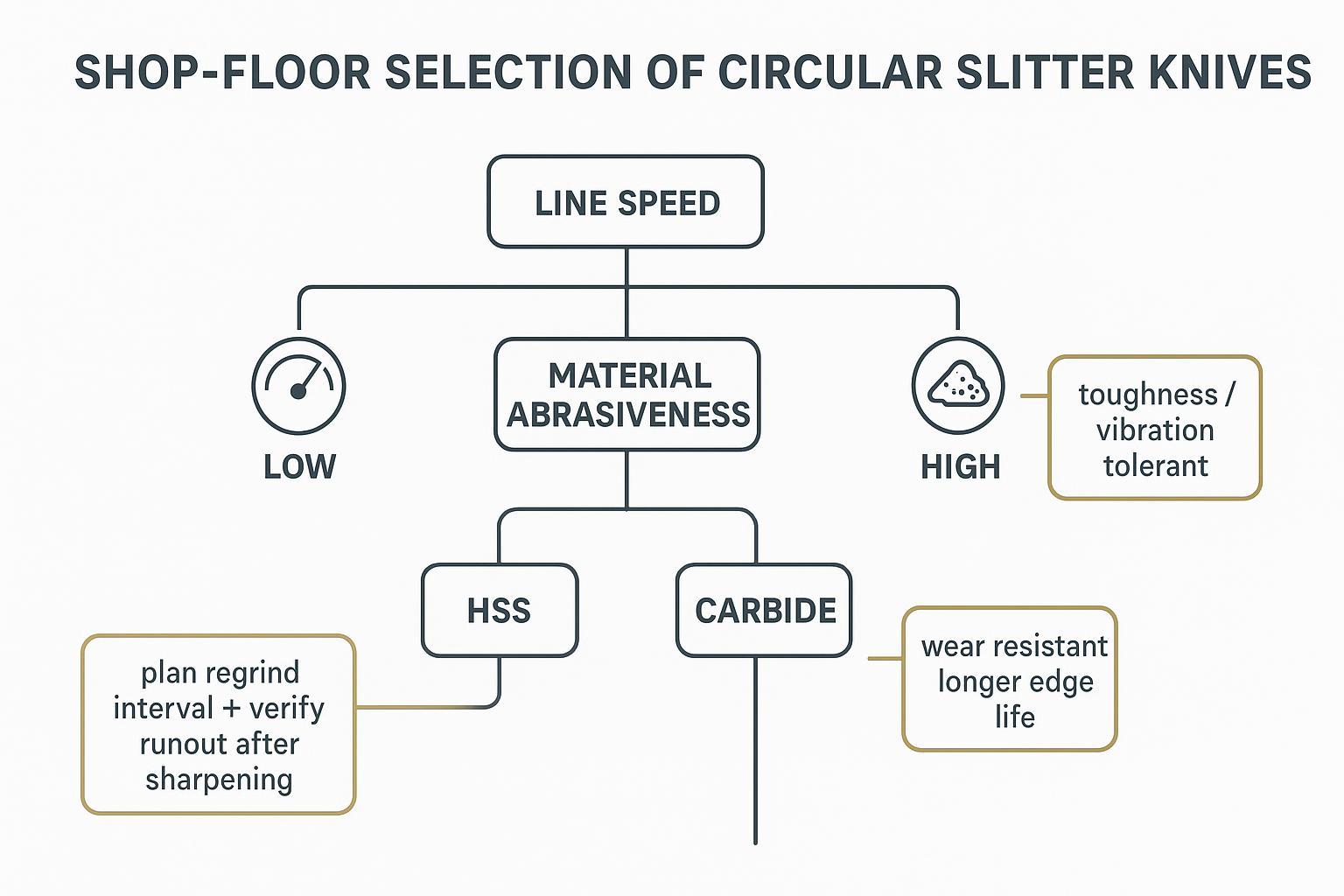
Material–speed fit
Conseil de pro: If you can’t keep overlap, side load, and runout stable, start with HSS to reduce chipping risk. Move to carbide after the line is mechanically stable and your regrind checks are repeatable.
In practice, this section is your slitter knife material selection worksheet: decide which failure mode dominates, then pick the substrate that best fits the speed and abrasiveness.
Line speed and duty cycle
Think of speed and duty cycle as the “heat and wear budget” you’re spending.
- Lower speed + intermittent duty usually favors HSS because toughness and tolerance for load variation matter more than pure wear resistance.
- Higher speed + continuous duty usually favors carbure because abrasive wear and edge rounding become the limiting factor.
A useful shop-floor rule is to decide what’s killing the edge first:
- If the edge slowly degrades (burrs grow, slit edge starts to fuzz), you’re wear-limited.
- If the edge fails suddenly (tiny chips, nicks, streaks), you’re shock-limited.
Points clés à retenir: Carbide pays back when the job is stable and wear-dominated. HSS pays back when the job is variable and shock-dominated.
For a deeper material background, see MAXTOR METAL’s internal HSS vs carbide cutting comparison.
Material abrasiveness and fillers
“Abrasive” in converting isn’t only about hardness. It’s about what the edge is rubbing against for hours.
Examples that tend to push you toward carbide:
- Webs with mineral fillers or abrasive pigments
- Recycled content with higher contamination risk
- Fibrous nonwovens that behave like a fine abrasive brush
Examples where HSS often stays competitive:
- Cleaner, low-filler films
- Short runs where the cost of swapping knives is acceptable
- Jobs where the line is still being dialed in (tension/holder/runout not fully stable)
If your edge life drops sharply after a material change (same speed, same geometry), treat that as an abrasiveness signal first—not a supplier problem.
Failure modes to watch (dulling vs micro-chipping)
Two failure modes create very different actions.
1) Dulling / rounding (wear-dominated)
Typical symptoms:
- Burr slowly increases, then slit edge quality drifts
- Heat tint or polished wear land on the edge
- More dust over time without a single “event”
Best first checks:
- Is the web more abrasive than assumed?
- Are you running higher duty cycle than your regrind plan supports?
- Are you seeing adhesive buildup or heat-related sticking?
2) Micro-chipping (shock-dominated)
Typical symptoms:
- Random streaks, nicks, or chatter marks
- Edge looks “broken” under magnification
- Performance is unstable: good for a short time, then suddenly poor
Best first checks:
- Runout/TIR on arbor and knife
- Excessive overlap or side load
- Vibration sources (holders, bearings, stack rigidity)
Dienes’ troubleshooting note on common shear slitting problems tied to overlap, side load, and runout is a good reference for matching symptoms to setup causes before changing materials.
Tolerances, geometry, regrind

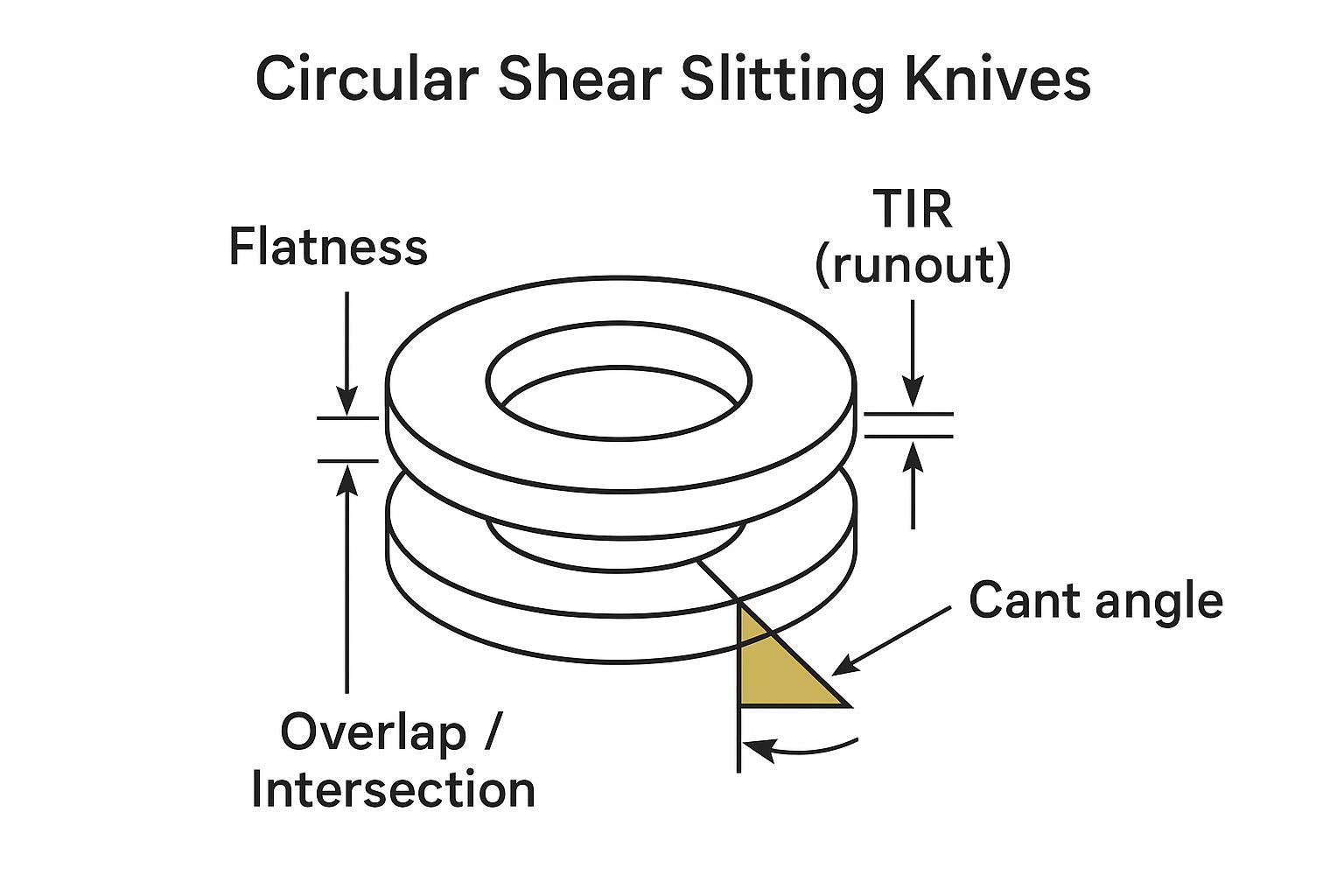
Tolerances that matter (flatness, TIR, overlap)
A high-quality substrate can still fail early if the knife isn’t running true. If you’re troubleshooting burrs or chipping, treat this as your baseline for shear slitting knife tolerances TIR overlap.
Three tolerances/parameters usually dominate stability at speed (and they’re the same ones that decide whether carbide vs HSS circular knives behave predictably):
- Flatness: Controls how consistently the knife face contacts and how evenly load is distributed.
- TIR (Total Indicated Runout) / runout: Controls vibration and shock loading at the edge.
- Overlap / intersection: Controls whether you are shearing cleanly or rubbing/plowing.
Sollex publishes practical overlap ranges for tangential shear slitting—see their guidance on recommended overlap ranges for film, fabrics, and nonwovens (film/foil often ~0.50–0.75 mm; nonwovens higher). Treat this as a starting range only: actual optimum depends on knife diameter, web thickness, holder stiffness, and measured runout.
⚠️ Avertissement: If you try to “fix” edge quality by increasing overlap or side pressure, you can shorten knife life fast and raise chipping risk—especially on carbide.
Safety & validation note: Always follow your machine OEM’s setup limits and local safety procedures (guards, lockout/tagout). When changing overlap/side load, validate with a small trial run and confirm bearing load and edge quality before ramping speed.
Edge geometry by substrate
Geometry is where you tailor the edge to the dominant failure mode.
- Si vous êtes wear-limited (dulling): you typically want a geometry that supports edge stability under abrasion.
- Si vous êtes shock-limited (micro-chipping): you typically want a geometry that reduces edge fragility and lowers peak stress.
Practical notes to align the team:
- Don’t change material and geometry at the same time unless you’re running controlled trials.
- Record what “good” looks like (edge under magnification, slit edge appearance, dust level) so you can compare apples to apples.
For setup fundamentals that interact with geometry (cant angle, overlap approach, knife profiles), MAXTOR METAL’s shear slitting setup guide is a useful internal reference.
Regrind cycles and methods
Regrinding is where many “carbide vs HSS” debates get distorted—and it’s also where circular knife regrind cycles can either protect edge life or quietly destroy it.
A few practical rules:
- Decide whether you want to optimize for maximum number of regrinds ou most stable performance per regrind. These aren’t always the same.
- Treat sharpening as a controlled process: consistent wheel selection, cooling, and edge finish.
- After regrind, verify what matters to performance: runout/TIR, flatness, et le edge condition under magnification.
If you’re using spacers and stack-ups that influence runout, review how components interact. MAXTOR METAL’s guide on slitting knives and spacers provides a clear reminder that the “knife system” is not only the knife.
OEE and TCO guide
Cost drivers beyond purchase price
To compare HSS vs carbide honestly, separate cost into four buckets:
- Downtime costs: changeover time, setup verification, and re-threading losses
- Quality losses: scrap, rework, and customer claims due to edge quality drift
- Regrind logistics: grinding cost, transport, queue time, spare inventory
- Risk costs: web breaks, sudden edge failure, and operator time troubleshooting
If carbide reduces changes but increases chipping events (because runout/overlap isn’t controlled), your TCO can get worse, not better.
ROI thresholds by speed and abrasiveness
Instead of chasing a universal “carbide lasts X times longer” number, use ROI signals you can measure in your plant:
- Edge-life multiplier needed to break even:
- If a knife change costs you more than the price difference in lost time and scrap, carbide is easier to justify.
- Stability premium:
- If the line is speed-limited by edge quality drift, the right substrate/geometry is often worth more than the knife cost.
- Abrasive-job flag:
- If a filler/recycled/fibrous job forces frequent edge refresh, carbide usually becomes the default—provided vibration/runout is controlled.
Coatings and cryo that shift the balance
Treat coatings and cryogenic treatment as “second levers” that can move the decision when you’re close to the boundary.
- If you’re seeing sticking, heat, or buildup, a low-friction coating option (often positioned as DLC-type coatings in industry tool discussions) can be worth a controlled trial.
- If you’re seeing abrasive wear but can’t change substrate for cost or brittleness reasons, a wear-focused PVD coating family is often a practical next step.
- Pour HSS, cryogenic treatment is commonly used to improve wear behavior in tool steels; position it as an option to test on wear-limited jobs.
MAXTOR METAL case note (what to ask for when you want repeatability):
MAXTOR METAL supplies both PM HSS et fine-grain carbide circular knives with documented tolerances (flatness/runout targets aligned to your application), plus PVD/DLC coating options when wear or sticking is the dominant limit. For plant and procurement confidence, they support QA traceability (inspection records and batch tracking) and a one-stop import process for US/EU customers.
If you want a fast, apples-to-apples comparison, prepare three inputs for your supplier: your line speed range, web/material description (including fillers/recycled content), and your observed failure mode (dulling vs micro-chipping).
Mini case study (anonymized)
Job: Calcium carbonate–filled PE film (shear slitting) at 250–450 m/min
| Paramètre | Before (HSS) | After (Carbide + setup control) |
|---|---|---|
| Knife material | Standard HSS circular knives | Carbide circular knives |
| Dominant failure mode | Wear-dominated (abrasive wear, edge rounding) | Wear-dominated, controlled |
| Symptômes | Rapid dulling, rising dust, unstable slit edge after several rolls | Improved edge stability, fewer unplanned stops |
| Radial TIR (runout) | ~0.03 mm | < 0.015 mm |
| Overlap / intersection | ~1.0 mm | ~0.6–0.7 mm |
| Regrind approach | Reactive replacement | Scheduled, inspection-based grinding |
| Résultat | Ligne de base | ~3–5× knife life; unplanned knife-change stoppages reduced significantly |
Measurement note: TIR values above refer to radial runout measured on the knife/arbor setup with a dial indicator; overlap values are tangential shear slitting intersection settings and should be tuned for your geometry and web.
Conclusion
- Choose HSS for resilience at lower speeds, variable loads, and tighter budgets
- Choose Carbide for continuous, abrasive, high-speed runs seeking maximum edge life
- Confirm with tolerance specs, regrind plan, and tracked OEE/TCO metrics
FAQs:
1) HSS vs carbide slitter knives: which lasts longer for plastic film?
Carbide usually lasts longer when the film job is wear-dominated (high speed, continuous duty, abrasive contamination). HSS can still be the better choice for short runs or unstable conditions where shock and vibration drive micro-chipping.
2) What causes carbide slitter knives to chip?
Micro-chipping is typically driven by shock loading: excessive runout/TIR, vibration, too much overlap, or too much side load. Dienes’ notes on common shear slitting problems link these setup variables directly to chipping symptoms.
3) What overlap/intersection should I use for shear slitting film?
A common starting range is about 0.50–0.75 mm for film/foil in tangential shear slitting. Sollex summarizes these recommended ranges in their shear slitting guide, and you should tune from there based on thickness, tension stability, and knife geometry.
4) Is HSS better than carbide for vibration or interrupted contact?
Often, yes. HSS is generally more forgiving when the system has vibration, runout, or variable loading because toughness reduces edge breakout. If you want carbide in these conditions, you typically need tighter tolerance control and geometry tuned to reduce edge fragility.
5) How do I decide if carbide is worth the extra cost?
Treat it like an OEE decision: estimate what one changeover costs in lost time and scrap, then compare that to the price difference. Carbide makes sense when longer runs and abrasive webs make changeovers the dominant cost driver.
6) Should I regrind carbide circular knives the same way as HSS?
The principle is the same (restore geometry and edge finish), but the process control and inspection discipline often need to be tighter. After any regrind, verify runout/TIR and flatness—if runout increases, carbide can start chipping even if the edge looks sharp.
7) Do coatings help slitter knife life on sticky films or abrasive webs?
They can. Low-friction coatings are often trialed when sticking and heat are limiting edge life, while wear-focused coatings are often trialed for abrasive webs. The key is to run controlled trials and track edge life and quality drift, rather than relying on generic multipliers.
8) What specs should I send a circular knife supplier to get the right recommendation?
Send: OD/ID/thickness and drawing, slitting method (shear/crush), line speed range, web description (including fillers/recycled content), target edge quality, and current failure mode (dulling vs chipping). If you have them, include your runout/TIR measurement approach and your current overlap/side load settings.
Standards reference (for drawings and verification)
If you need a standards-backed language for drawings and inspection reports, these ISO documents are widely used:
- Geometrical tolerancing (flatness, run-out) — ISO 1101:2017, Geometrical product specifications (GPS) — Geometrical tolerancing. See the run-out definitions in Clause 16 (including circular run-out and total run-out) and the general rules for specification/interpretation throughout the standard: ISO 1101:2017 on ISO.
- Datum systems used for run-out inspection setups — ISO 5459:2011, Datums and datum systems for geometrical tolerances, for defining datum references when you specify/measure run-out relative to an arbor axis: ISO 5459:2011 on ISO.
- Dial indicator / dial test indicator characteristics — ISO 9493:2010, Dial gauges — Design and metrological characteristics, as a reference for the metrological characteristics of lever-type dial indicators often used in TIR checks: ISO 9493:2010 on ISO.
- Prevention of unexpected start-up during setup/maintenance — ISO 14118:2017, Prevention of unexpected start-up (commonly referenced when implementing safe setup and energy isolation controls): ISO 14118:2017 on ISO.
- Safety distances for guarding — ISO 13857:2019, Safety distances to prevent hazard zones being reached by upper and lower limbs. See the main requirements and tables in Clauses 4–6: ISO 13857:2019 on ISO.
About the method (MAXTOR METAL)
This guide is based on MAXTOR METAL’s shop-floor troubleshooting patterns and QA checkpoints built over 15+ years of custom, precision-ground industrial blade manufacturing. For repeatability, we recommend documenting (and, where possible, providing) inspection records for:
- Flatness inspection for knife faces (to prevent intermittent contact and load spikes)
- Hardness / material certificate traceability to confirm substrate consistency
- Regrind process control and post-grind checks (edge condition + runout verification)
- QA traceability (batch tracking and inspection reports)
Update note: If you want us to review your setup and recommend substrate/geometry, please share your measured TIR/flatness method, overlap/side load settings, and a small set of slit-edge photos under magnification.