
By Tommy Tang (Senior Sales Engineer, Nanjing METAL Industrial). 12 years in slitting & industrial cutting applications. Certifications: CSE, CME, Six Sigma Green Belt, PMP.
はじめに
Glass fiber–reinforced polymers (GFRP) are unforgiving on cutting edges. Hard, silica-based fibers abrade the knife, rounding the edge and seeding micro‑chips that show up as tails and later break into fines. As fines rise, dryers clog faster, operators chase quality drift, and unplanned stoppages creep in. The net effect: shortened runtime between regrinds and replacements.
Tungsten carbide inlaid rotary cutters counter this with a wear‑stable WC–Co tip bonded to a tougher steel body. The carbide inlay resists abrasive rounding far better than HSS, while the steel backing absorbs impact events common on strand/traction pelletizers. When paired with disciplined setup and resharpen SOPs, plants typically see longer continuous runs, steadier pellet shape, and fewer emergency stops.
What you’ll learn here: how to choose the right inlaid cutter for GFRP duty, field‑tested operating practices (gap, alignment, geometry, grade), the QA documents to request, and the KPIs/TCO model to validate gains on your line.
主なポイント
- Hero KPI: maximize mean runtime between scheduled regrinds/replacements; use fines% and tails rate as early‑warning indicators.
- Tungsten carbide inlaid rotary cutters maintain a sharper effective edge in abrasive service, while the steel body mitigates chipping risk vs. solid carbide.
- For strand pelletizers, control knife‑to‑die gap within a tight window (~0.03–0.08 mm; confirm per OEM) and verify rotor runout/seat flatness to stabilize cuts.
- Match WC–Co grade and micro‑geometry (hone/chamfer) to fiber load and impact risk; set resharpen thresholds tied to fines% delta and edge radius.
- Standardize procurement: dimensional tolerances, hardness targets, CMM and hardness records, and full traceability; plan a 4–8 week A/B pilot and compute cost/ton.
Why Tungsten Carbide Inlaid Rotary Cutters

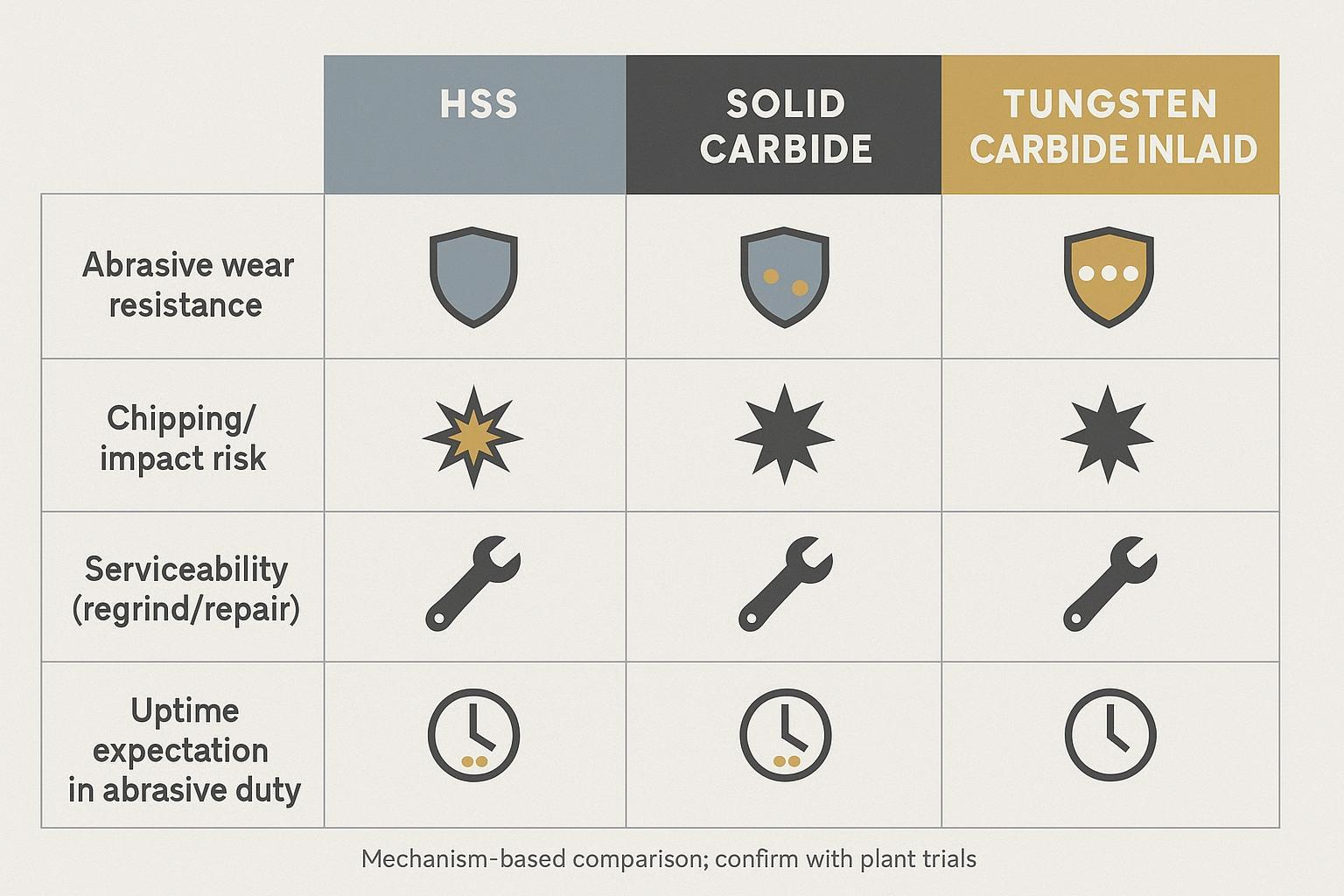
Abrasive wear vs HSS and solid carbide
HSS loses its edge quickly in GFRP as glass fibers plow and micro‑abrade the cutting radius, accelerating tails and fines. Solid carbide holds hardness but is brittle; a strand snap or rethread bump can chip corners, forcing premature changeouts. Inlaid carbide places a high‑hardness WC–Co tip at the wear zone and supports it with a tough steel body, combining wear life with impact tolerance. General cutting literature reports substantially longer life for carbide‑tipped vs HSS in abrasive media, consistent with shop‑floor experience in plastics converting; see mechanism context in the 2018 brief from American Cutting Edge and a 2025 explainer on HSS vs TCT vs PCD in cutting tools for why carbide tips retain sharpness better in abrasive duty (American Cutting Edge overview, 2018).
Additionally, erosive studies show glass fibers produce significant wear compared with some carbon fiber systems, reinforcing the abrasive‑duty premise (Mendoza et al., 2021).
Inlay construction: wear edge, tough body
A brazed inlay concentrates extremely hard WC–Co at the cutting line (typical HRA ~90–94; ≈1400–1800 HV) while the backing steel is heat‑treated for support and shock resistance (commonly HRC mid‑40s to upper‑50s depending on geometry and regrind allowance). Submicron WC grades improve edge retention; slightly higher Co content can trade a bit of hardness for toughness on impact‑prone lines. See materials libraries for hardness ranges and grade behaviors (e.g., Hyperion materials resources, accessed 2025–2026: Hyperion materials library). For pelletizer‑specific values, validate with your supplier’s QA.
Expected gains: runtime, fines, cost/ton
Mechanistically, a more wear‑stable edge maintains a clean shear plane longer. That reduces tails that later fragment into fines, cuts down dryer/filter cleanouts, and extends mean runtime—the hero KPI. Secondary effects typically include steadier pellet size CV% and a lower emergency‑stop rate. Because downtime drives cost, improving runtime often yields a favorable cost/ton even if blade unit cost rises. Public, pelletizer‑specific multipliers are scarce; treat improvements as hypotheses to test via the trial plan below. Troubleshooting guides tie tails/fines directly to cut quality, supporting this linkage (Plastics Technology underwater pelletizing troubleshooting, 2020).
Operating Practices for Clean Cuts
Knife-to-die gap and alignment
For strand pelletizers, start by blue‑checking or lightly contacting the die face, then back off to a small, uniform clearance. Typical practitioner windows are about 0.03–0.08 mm with control tolerance around ±0.02–0.05 mm; confirm exact setpoints and methods per your OEM manual. Verify rotor runout with a dial indicator at the cutting circle; aim for low TIR and adjust eccentric mechanisms evenly. Uneven gap shows up first as localized tails and fines spikes. Field troubleshooting consistently links improper gap to pellet defects (Plastics Technology, 2015).
Convert these quick checks into SOP steps: measure seat flatness across the knife contact area to prevent rocking; torque fasteners in sequence; recheck gap hot vs. cold to account for thermal growth; and after the first minutes of run‑in, re‑verify contact marks and back‑off evenly.
Edge geometry and carbide grade match
Match geometry to fiber content and impact risk. For high glass loadings (e.g., 20–50% GF), a submicron WC–Co grade with a small edge hone or micro‑chamfer reduces micro‑chipping while maintaining sharpness. On lines with frequent strand breaks or rethread bumps, consider a slightly tougher grade (higher Co) and a conservative micro‑chamfer to blunt peak stresses. Keep rake and relief angles within OEM norms; extreme sharpness without a hone can chip prematurely in GFRP.
Process stability and resharpen thresholds
Tie maintenance to data, not guesswork. Two practical triggers:
- Fines% rises >20% vs. your stable baseline (same polymer, same throughput);
- Edge radius growth approaches ~0.2 mm on magnified inspection or profilometry. Both indicate the shear plane is degrading. Because tails become fines with handling and drying, react before tails proliferate (Plastics Technology troubleshooting, 2020). Standardize the inspection interval (e.g., every 2–4 hours initially, then extend as data stabilize).
Selection & Compatibility

Match resin, fiber content, impact risk
Think in terms of abrasion vs. shock. High GF content and mineral‑filled blends call for harder, finer‑grain WC inlays and reinforced micro‑geometry. If your line sees frequent strand snaps, prioritize toughness (slightly higher Co) and consider geometry that diffuses impact (micro‑chamfer). For cleaner, lower‑fill resins, sharper edges with minimal hone can improve surface finish.
Tolerances, flatness, runout for OEMs
OEM brochures emphasize precise, often toolless gap adjustment but rarely publish numeric limits. In practice, maintenance teams target low rotor TIR at the cutting circle and tight seat flatness to keep the gap uniform. As pragmatic starting points used in precision cutting work (always confirm the exact method and acceptance limits in your OEM manual/service documentation):
- Rotor runout: strive for ≤0.05–0.10 mm TIR at the cutting circle;
- Knife seat flatness: ≤0.02–0.05 mm across the contact area.
These are typical practice ranges to validate per model; OEM literature often describes adjustment mechanisms without publishing numeric limits publicly (see MAAG’s T‑Series strand pelletizer overview (MAAG, 2019), the Scheer S3500 brochure (MAAG, 2019), and the Coperion SP EN/PURE brochure (Coperion, 2018)).
Coatings and when they help
PVD coatings can further slow abrasive wear and reduce sticking. Practical options:
- TiN/TiAlN for thermal robustness at higher pelletizing temperatures;
- DLC-like coatings for low‑temperature, low‑adhesion behavior. Vendors document that matched coatings improve edge life in abrasive/adhesive duty; choose based on temperature window and resin chemistry (DURIT coating overview; see also general slitter blade guidance on coating selection from American Cutting Edge, 2018–2020 timeframe).
Procurement & Documentation
This is where many programs fail or fly. Lock specifications and traceability up front, then validate on receipt.
Neutral example of supplier capability integration: Some manufacturers of custom pelletizer knives can produce tungsten carbide inlaid rotary cutters per drawing and provide QA artifacts such as CMM dimension sheets, heat‑treatment notes, and hardness records. For instance, MAXTOR METAL offers customized industrial blades with carbide‑tipped options and shares process insights on heat treatment and materials selection (Knowledge Base Source). See their products overview and heat‑treatment guidance for context: MAXTOR METAL products そして rotary shear blade heat‑treatment guide. Request specific QA documents with any order; do not rely on web overviews alone.
Spec checklist: dimensions, hardness, materials
- Drawing with all critical dims and tolerances (GD&T where needed);
- Inlay grade (WC–Co) and nominal hardness range (e.g., HRA and/or HV), grain class (submicron/micron);
- Backing steel grade and target hardness (HRC band) with regrind allowance per tip height;
- Edge geometry spec (hone size or micro‑chamfer), relief/rake angles;
- Coating type and thickness if applied;
- Balance/runout criteria if rotor assembly is included.
Quality records: CMM, hardness, traceability
- CMM report listing all critical dimensions and flatness/runout results;
- Hardness records: Vickers for carbide tip, Rockwell C for backing (note that HV↔HRC conversions are approximate and method‑dependent);
- Heat‑treatment certificate with batch/heat numbers; full lot traceability that ties blades to material certs and inspection outcomes.
Micro‑workflow example: On first‑article inspection, capture the checks below before installation. A supplier that can package these as an FAI bundle (drawing rev, CMM, hardness, heat‑treat record) will shorten your acceptance cycle.
| FAI check item | How to measure | Pass criteria | Record to keep |
|---|---|---|---|
| Tip height & overhang vs. seat | Calipers/micrometer; compare to drawing and seat datum | Within drawing tolerance; consistent across knives | FAI sheet + photo of measurement setup |
| Seat flatness & straightness | Granite + feeler gauge or CMM flatness; inspect for rocking | Within flatness tolerance; no rocking on seat | CMM report or flatness log |
| Hardness within spec band | HV for carbide tip; HRC for backing steel (same method each lot) | Meets the specified band for tip and backing | Hardness report + heat-treat cert (batch/heat no.) |
Logistics: lead time, packaging, import
- Confirm manufacturing and transit lead times with buffers for regrind cycles;
- Packaging that protects brittle tips (edge guards, foam, VCI paper, desiccants), with handling labels;
- For imports, ensure HS codes, commercial invoice accuracy, and any VAT arrangements are clear; request photos of packing before dispatch.
KPIs & TCO Model

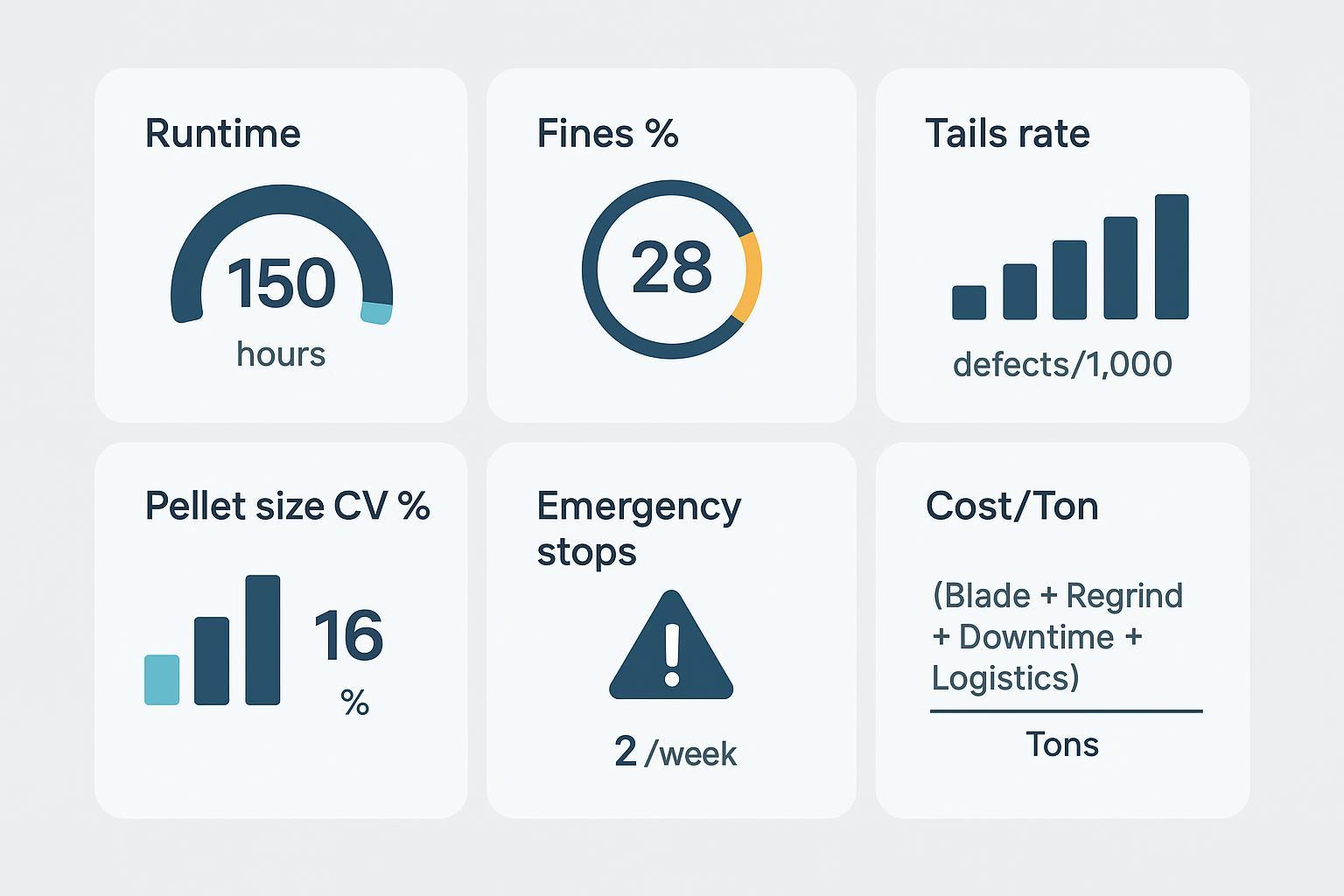
Pellet quality: fines, tails, CV%
Track pellet defects as leading indicators. Define fines% by weight after drying or via loop‑water filtration; standardize the sample size and timing. Record tails occurrence per 1,000 pellets with a simple visual/magnified check. Calculate pellet size CV% (diameter or mass) to quantify stability. Plastics Technology offers practical defect taxonomies and sampling guidance (feature on pellet perfection, 2023).
Uptime: mean runtime, emergency stops
Set the hero KPI: mean runtime between scheduled regrinds/replacements. Log start/stop times and causes; separate emergency stops from planned changes. Aim to lengthen runtime while holding quality limits steady. Use a dashboard so maintenance, production, and purchasing share one view (dashboard practices overview, 2018).
Cost/ton calculator and trial plan
To make your 4–8 week pilot reproducible (and to avoid arguing over “feel”), use a simple data capture sheet like this on every run:
| 分野 | How to capture | 注記 |
|---|---|---|
| Resin / GF% / additives | Batch sheet or COA | Keep formulation constant for A/B |
| Pelletizer type & model | Nameplate / maintenance record | Strand vs underwater; rotor diameter matters |
| Knife set ID + drawing rev | Label + receiving docs | Tie to CMM/hardness records |
| Knife-to-die gap setpoint | Feeler/shim method per OEM | Record cold + hot if you adjust |
| Rotor TIR at cutting circle | Dial indicator | Record pre-run and after first run-in |
| Start/stop timestamps | Line log / MES | Separate planned vs emergency stops |
| Hero KPI: runtime per edge (hours) | Stop time minus start time | Define “edge” consistently (per knife set) |
| Changeover time (minutes) | Stopwatch | Include cleanout time if it’s driven by fines |
| Fines% sampling method | Standard sample mass + sieve/filtration + dry weight | Same sample location and interval |
| Tails rate | Count per N pellets under consistent lighting/magnification | Define “tail” threshold (length) |
| Throughput (kg/h) & total tons | Line report | Needed for cost/ton |
| Resharpen trigger met? | Yes/No + reason | Fines% delta, edge radius, visual chips |
If you keep this sheet consistent across 2–3 cycles, the runtime delta and cost/ton model become much more defensible to production and purchasing.
A simple, transparent calculator keeps teams aligned:
cost/ton = (blade cost + regrind cost + downtime cost + logistics) / tons produced over the blade’s service life.
Inputs to document:
- Blade unit price and expected regrinds per inlay height;
- Average runtime hours per edge until resharpen, at constant resin/throughput;
- Downtime cost/hour (labor + lost margin) and average change time;
- Logistics and inventory carrying costs.
4–8 week pilot plan:
- Baseline with incumbent knives on matched runs; capture runtime, fines%, tails, emergency stops.
- Install tungsten carbide inlaid rotary cutters with documented grade/geometry; verify gap, alignment, and QA docs on receipt.
- Run to predefined resharpen triggers (fines% delta or edge radius); collect KPIs and notes on operator interventions.
- Compute runtime delta (hero KPI) and model cost/ton with sensitivity bands (optimistic/typical/conservative on downtime cost and runtime).
- Decide on standardization after 2–3 cycles to average variability.
結論
Tungsten carbide inlaid rotary cutters align well with the abrasive reality of GFRP. By pairing a hard, wear‑stable tip with a tough body—and by dialing in knife‑to‑die gap, alignment, and micro‑geometry—you can extend mean runtime, stabilize pellet quality, and lower cost/ton. The rest is discipline: lock specs and QA, watch fines% and tails as leading indicators, and run a tight resharpen cadence.
Next steps: pick one strand line, run the 4–8 week pilot with clear QA docs and KPIs, and schedule a review to confirm runtime gains and standardize what works.