
Quick Answer: コイル交換頻度の低減は、 主に計画停止時間(計画ダウンタイム)を短縮することでOEEを改善し、これは「時間稼働率(Availability)」の向上に直結します。二次的なメリットとしては、「性能稼働率(Performance)」(再起動後のライン昇速・慣らし運転期間の削減)と「品質(Quality)」(帯鋼の接合・スプライス部に起因する成形不良リスクの低減)が挙げられます。この効果は、帯鋼消費速度、コイル長、1回あたりの段取り換え(チェンジオーバー)時間、交換ごとに発生するスクラップ量の4つの入力値で数値化可能です。1シフトあたり2,000mを消費する計算実例では、100m巻から500m巻のコイルへ移行することにより、3時間以上の時間稼働率を回収でき、1シフトあたり約3,700ドルの生産スループット機会価値を創出します。
コイル供給式の切断・スリッターラインにおいて、OEEが低下する原因は、通常オペレーターが「高速運転を怠った」からではありません。コイル交換、帯鋼の通板(スレッディング)、そして通板後のライン安定化(慣らし運転)のために、ラインが繰り返し停止を余儀なくされることこそが、OEE低下の真因です。
If you’re trying to run longer, more stable production windows, the quickest lever is often to reduce coil change frequency. That’s why many teams start by auditing changeovers as an OEE Availability loss inside the OEE framework (OEE is typically calculated as Availability × Performance × Quality, as defined in ISO 22400-2:2021 — KPI definitions for manufacturing operations management.
実務上、コイルの長さと品質の一致(コンシステンシー)は、段取り換え(チェンジオーバー)技術と同等に重要です。帯鋼の供給がロングラン運転に対応できるほど安定していれば、シビアな寸法精度(分条・成形精度)を維持したまま、1シフトあたりのライン停止回数を大幅に削減する計画を立てることができます。
Engineering Note: If your coil supply spec needs to align with blade strip qualification requirements—including coil length, dimensional tolerance, and heat-treatment traceability—see Maxtor Metal’s reference page on industrial blade strip steel in beveled reels for form-factor specifications and long-run consistency controls.
- Why reducing coil change frequency improves Availability, labor, and waste
- What this model covers: OEE math, labor, splice scrap, throughput value
- Inputs needed: meters/shift, minutes/change, scrap meters/change, crew, rates, speed, yield
- Quick guide: what you’ll input, what you’ll get, and when this model applies
Quick calculator inputs (copy/paste)
| 入力 | Symbol in formulas | Unit | Notes / where to get it |
|---|---|---|---|
| Strip consumption per shift | meters_per_shift | m/shift | From MES, coil usage log, or tally sheet |
| Coil length | meters_per_coil | m/coil | Supplier spec / incoming inspection |
| Changeover time (internal) | minutes_per_change | min/change | From video time study or downtime log |
| Crew size (effective) | crew_size | people | Use effective crew if work is parallelized |
| Scrap per change | scrap_m_per_change | m/change | Splice tail-out + threading scrap |
| Line speed (steady-state) | line_speed_m_per_min | m/分 | Use stable running speed |
| Restart yield / first-pass yield | yield | 0~1 | Measure post-change window separately if needed |
| Contribution value (optional) | value_per_meter | $/m | Prefer contribution margin, not revenue |
Tip: If your line is not the bottleneck, convert “lost meters” to “lost available time” and value it using contribution margin per hour instead of $/m.
コイル交換頻度の低减がいかにOEEの時間稼働率を向上させるか — そしてその計算が想像以上にシンプルである理由

Availability, Performance, Quality linkages
Reducing coil changes primarily improves 可用性—often tracked as OEE Availability—because fewer changeovers means fewer planned stops inside scheduled production time.
It can also lift パフォーマンス そして 品質 in small but real ways:
- パフォーマンス: fewer restarts means fewer ramp-up periods, fewer “micro-stops” while stabilizing tension, and less speed derating immediately after a splice.
- 品質: each splice or threading event can create a small window of higher defect risk—mis-tracking, burr changes, edge waviness, or dimensional drift until tension and guide alignment settle.
重要なポイント: If you want a model that management accepts, keep the OEE logic clean: changeovers hit Availability directly. This article’s equations primarily quantify Availability losses and recovery from coil changes. Performance and Quality often improve too (fewer restarts, fewer defect windows), but those secondary gains are usually smaller and more site-specific—so measure them in a pilot using the same data dictionary and accounting rules before claiming total OEE uplift.
Downtime and labor equations
Use these as a practical starting point. Keep units consistent (minutes, meters, pieces).
Model boundaries (read before you use the formulas)
- “Lost meters” assumes the line is the constraint. The equation
lost_meters = downtime_min × line_speed × yieldonly reflects opportunity value if the line can actually convert recovered time into saleable output. - Separate internal vs external changeover work. If prep can happen while running (tools, next coil staging), treat it as external and do not count it in
minutes_per_changefor Availability. - Use an effective crew size. If only one operator is truly blocked during the stop while others continue value-added work, use
crew_size = 1(or a fraction). - Value per meter should be conservative. Prefer contribution margin (or opportunity value) rather than revenue, and document the assumption.
- Restart yield is not always the same as steady-state yield. If defects cluster after changes, measure the post-change window separately and use a lower
yieldfor that period.
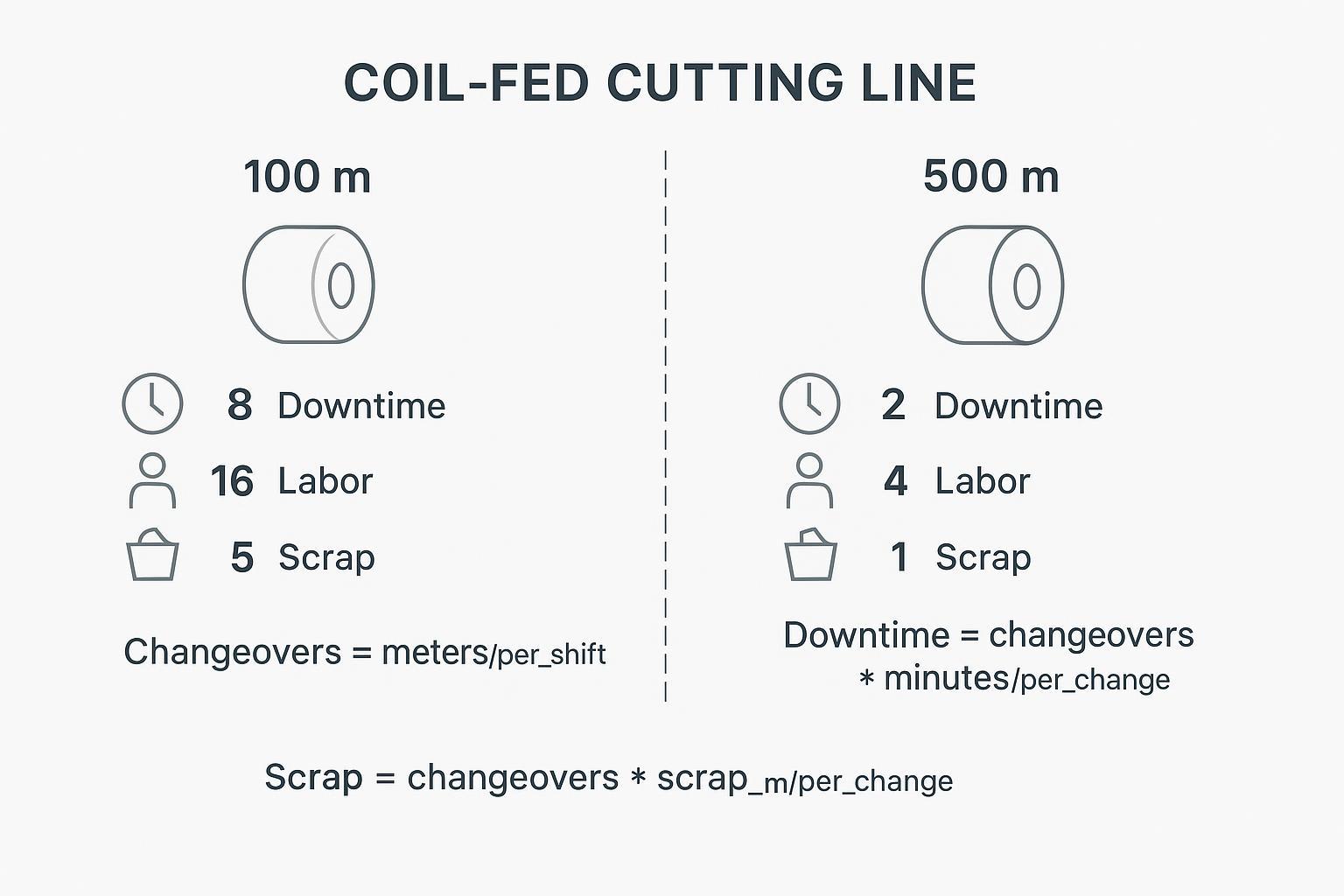
- Change count per shift
changes_per_shift = meters_per_shift / meters_per_coil
(If you need an integer, round up—because partial coils still force a changeover.)
- Downtime per shift from coil changes
downtime_min = changes_per_shift × minutes_per_change
- Labor minutes per shift for changeovers
labor_min = downtime_min × crew_size
- Labor cost per shift (optional)
labor_cost = labor_min/60 × labor_rate_per_hour
This is intentionally simple: it counts the people tied up in the changeover window. If your crew is truly parallelized (one person changes coil while others keep value-added work going), reduce the effective crew size.
Splice scrap and lost throughput value
Two common “hidden” losses are easy to quantify.
- Splice / threading scrap
splice_scrap_m = changes_per_shift × scrap_m_per_change
If scrap is measured by weight instead of meters:
splice_scrap_kg = splice_scrap_m × kg_per_meter
- Lost throughput value from downtime
If your line has a stable selling value per meter (or a contribution margin per meter), you can estimate the value of time lost:
lost_meters = downtime_min × line_speed_m_per_min × yieldlost_value = lost_meters × value_per_meter
Where yield is the fraction of output that becomes saleable product in that operating window. If you don’t have a clean value-per-meter, substitute contribution margin per hour or a conservative “opportunity value” rate.
100m巻と500m巻コイルの比較(コイル交換頻度)

Assumptions and formula setup
This section shows how coil change frequency changes when you move from short coils to long coils, using the same line consumption rate.
The point of this comparison isn’t that 500 m is always better. The point is to expose the math so you can plug in your own plant data.
We’ll compare the impact of moving from 100 m coils to 500 m coils on:
- number of coil changes per shift
- changeover downtime
- changeover labor
- splice scrap
Worked example with conservative inputs
Assume a line consumes:
meters_per_shift = 2,000 mminutes_per_change = 12 minscrap_m_per_change = 3 mcrew_size = 2line_speed_m_per_min = 25 m/min(during steady running)yield = 0.98value_per_meter = $0.80(use contribution value, not revenue, if you can)
Case A: 100 m coils
changes_per_shift = 2,000 / 100 = 20downtime_min = 20 × 12 = 240 min(4.0 hours)labor_min = 240 × 2 = 480 min(8.0 labor-hours)splice_scrap_m = 20 × 3 = 60 mlost_meters = 240 × 25 × 0.98 = 5,880 mlost_value = 5,880 × $0.80 = $4,704 per shift
Case B: 500 m coils
changes_per_shift = 2,000 / 500 = 4downtime_min = 4 × 12 = 48 minlabor_min = 48 × 2 = 96 min(1.6 labor-hours)splice_scrap_m = 4 × 3 = 12 mlost_meters = 48 × 25 × 0.98 = 1,176 mlost_value = 1,176 × $0.80 = $940.80 per shift
Delta (100 m → 500 m)
- Changeovers: -16 per shift
- ダウンタイム: -192 min per shift
- Labor time: -384 labor-min per shift (6.4 labor-hours)
- Splice scrap: -48 m per shift
- Throughput opportunity value: -$3,763 per shift (using the assumptions above)
These numbers look dramatic because the model assumes coil changes are true line stops and your line speed is meaningfully higher than “changeover pace.” If your line runs slower, or changeovers are partly externalized, the deltas shrink—but the direction usually stays the same.
Sensitivity levers and break-even notes
The economics of longer coils depend on a few levers you can sanity-check quickly:
- Minutes per change: If your changeover is 5 minutes instead of 12, the benefit is smaller—but still meaningful when changes are frequent.
- Meters per shift (consumption rate): Higher consumption makes coil length more valuable because you “burn through” small coils quickly.
- Scrap per change: Even modest splice scrap becomes significant when it happens 15–30 times per shift.
- Line speed during steady-state: Faster lines pay a higher opportunity cost for every stop.
- Yield during restart: If quality dips after a change (tracking, burr, surface marks, dimensional drift), your real value loss can exceed the simple downtime estimate.
A practical break-even check is to compare:
- added material/handling cost of longer coils (including storage, crane time, and any risk controls) versus
- recovered value from reduced downtime + reduced labor + reduced scrap.
大巻化(ロングコイル)が実際にOEEを向上させるためにクリアすべき前提条件
Handling, tension, cores, and storage
Longer coils reduce changeovers, but they raise the bar for handling discipline そして tension stability.
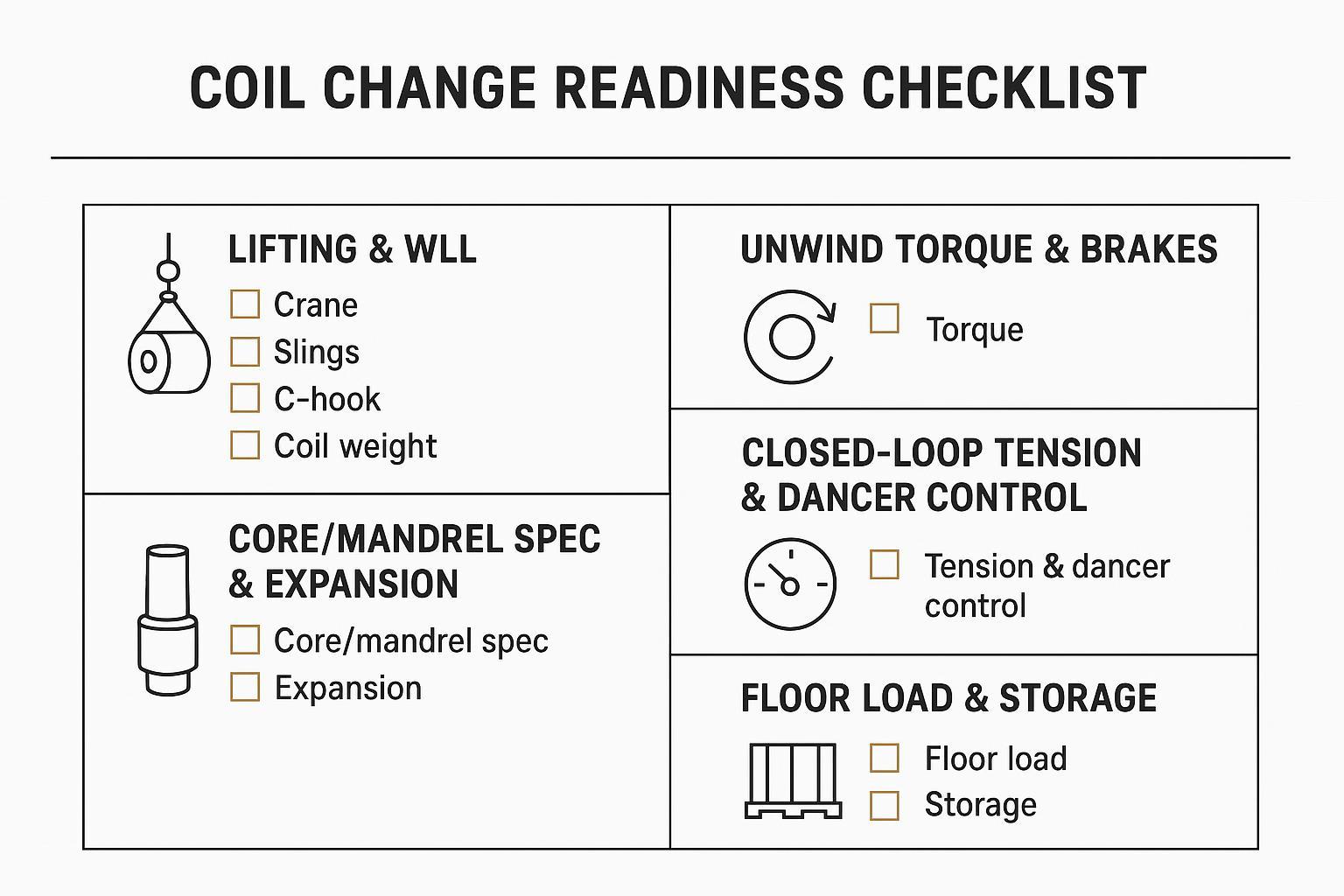
Key constraints to review before increasing coil length:
- Coil weight vs your crane and lifting fixtures (including sling angles and WLL)
- Mandrel and core spec compatibility (ID/OD, expansion range, core crush resistance)
- Brake capacity and unwind torque control (especially during acceleration/deceleration)
- Closed-loop tension control (dancer response, load-cell feedback, web/strip guide stability)
- Storage space, rack rating, and floor loading
When the strip steel itself is part of your stability problem (edge variation, thickness drift, residual stress), longer coils can amplify the pain: you’ll run longer before you realize the batch is unstable.
This is where supplier-side process control matters in a very practical way. When discussing coil length and quality control for blade strip supply, it’s reasonable to ask for evidence of heat treatment consistency そして dimensional tolerances that hold over long, continuous runs—the same controls that determine whether a validated material grade like 440C will perform predictably across an extended coil. For a detailed framework on how those supplier-side controls are specified and verified for blade strip steel, see Validating 440C Dicer Replacement Blades at HRC 56–58. Maxtor Metal provides thickness tolerance records, periodic hardness sampling logs, and heat-treatment batch documentation formatted for audit-ready supplier review.
Safety, SOP, and training updates
Longer or heavier coils change the risk profile of a coil-fed line. Treat this as a controlled change: update standard work, re-train operators, and verify that handling limits and guarding assumptions still hold.
At a minimum, refresh (or add) the following:
- Training and competency: define who is qualified to run coil changes, who can operate lifting equipment, and what “sign-off” looks like after retraining.
- Lift plan and fixtures: approved fixtures only, WLL verification, exclusion zones, and clear hand signals/spotter rules.
- Lockout/tryout: isolate stored energy in brakes, pinch rolls, and tension systems before threading or clearing jams.
- Start-up recipe: documented tension/brake setpoints and a defined ramp-up sequence to reduce restart variability.
- First-meter validation: what to inspect right after restart (tracking, edge condition, burr changes, surface marks, and any dimensional checks).
For general material handling and storage guidance, see OSHA’s Materials Handling and Storage (OSHA 2236).
Use this as a lightweight standard-work checklist. Adjust to your machine’s guarding and interlock rules.
Before stop (external work)
- Next coil verified: ID/OD, core spec, edge protection intact
- Lifting plan confirmed: approved fixtures, WLL check, exclusion zone
- Tools and consumables staged: splice materials, knives, wrenches, gauges
- Correct unwind “recipe” ready: brake/torque setpoints, dancer/load-cell targets
During stop (internal work)
- Lockout/tryout per SOP for stored energy (brakes, pinch rolls, tension system)
- Coil head alignment and threading path verified (avoid twist and mis-tracking)
- Splice quality check: alignment, bonding, and tail-out management
After restart (first-meter verification)
- Tension stability: confirm dancer/load-cell response and steady tracking
- Edge/quality check: burr change, edge waviness, surface marks
- Dimensional check: width/thickness drift as applicable
- Record any ramp-up micro-stops and re-tune only via defined parameters (avoid “tribal” tweaks)
Any move to longer/heavier coils should trigger a short SOP refresh and competency check. For general handling and storage guidance, see OSHA’s “Materials Handling and Storage (OSHA 2236)” booklet: https://www.osha.gov/sites/default/files/publications/OSHA2236.pdf
Update (or add) the following to standard work:
- Lifting plan: approved fixtures, WLL verification, exclusion zones, tag lines, and “hands-off” rules
- Lockout/tryout: isolate stored energy in brakes, pinch rolls, and tension systems before threading
- Threading method: defined path, guarding/interlocks, and safe hand positions
- Tension setpoints: start-up recipe and verification checks (what “stable” looks like)
- First-piece / first-meter validation: what to inspect after a change (tracking, edge condition, burr, surface)
Integration with auto-splicing and SMED
Reducing coil change frequency is one lever. Reducing the time and variability of the remaining changes is the other.
Two practical integrations:
- Auto-splicing (optional upgrade path): Auto-splicing can reduce the effective impact of coil changes by externalizing parts of the work and reducing restart variability. In many plants, it is a capital and integration decision (equipment capability, material compatibility, safety/guarding, and validation requirements), so it is not quantified in the simple equations above. Treat it as a next-step option after you baseline changeover time, scrap per change, and restart yield.
- SMED: The core SMED idea is to convert internal work (machine stopped) to external work (machine running), then standardize what remains. The method was developed by Shigeo Shingo and is documented in detail in A Revolution in Manufacturing: The SMED System. Productivity Press, 1985 (Primary source for SMED methodology.).
A simple SMED starter checklist for coil-fed lines:
- Pre-stage the next coil (ID verified, core verified, edge protected)
- Standardize threading tools and torque settings
- Use visual marks for alignment and strip path
- Parallelize the crew: one on mechanical change, one on verification and documentation
実証事例:440C刃物用帯鋼分条・製造ライン(匿名化済)

This anonymized case shows how a blade strip producer improved OEE by reducing coil change frequency while keeping product specs stable.
Project background
- Product: 440C blade strip steel, supplied to food-cutting blades and industrial band-knife makers
- Goal: reduce changeovers by increasing coil length (not by simply pushing rolling speed)
- Duration: ~5 weeks
- Data ownership and anonymization: This dataset was collected by Maxtor Metal’s technical team during a joint supplier qualification and process optimization project with the customer. Customer-identifying details have been anonymized with permission.
Preconditions (held constant)
- Same steel grade, thickness, width, and heat-treatment process
- Same crew/team; standardized changeover training
- No new equipment added (process + changeover workflow optimization only)
- First-coil validation performed each shift
- OEE accounting rules unchanged
Measurement method
Data dictionary (what each metric means)
| Data field | Definition (what to record) | Unit | Typical source |
|---|---|---|---|
| meters_per_shift | Actual strip consumed during the shift | m/shift | MES + coil usage log |
| minutes_per_change | Time from changeover start to stable production (exclude external prep when possible) | min/change | Video time study + downtime log |
| scrap_m_per_change | Scrap length tied to the splice/threading window (tail-out + threading scrap) | m/change | Measurement at splice + scrap log |
| changes_per_shift | Count of coil changes in the shift | count/shift | Operator record + downtime log |
| planned_downtime_min | Sum of planned stop minutes tied to coil changes | min/shift | Downtime log |
| availability_delta | Change in Availability points vs baseline | points | OEE report (same accounting rules) |
| oee_delta | Change in overall OEE points vs baseline | points | OEE report (same accounting rules) |
Note: In this pilot, “stable production” was defined as reaching the normal running window where tension, tracking, and quality checks passed the shift’s first-meter validation.
Per shift:
- record actual strip consumption (m/shift)
- time each changeover from start to stable production (min/change)
- measure scrap length around the splice/threading window (m/change)
- count changes per shift and sum planned downtime
- compute Availability and overall OEE deltas
Baseline (before)
| アイテム | ベースライン |
|---|---|
| Coil length | 1,000–1,200 m/coil |
| Blade strip consumption | 2,600–3,100 m/shift |
| Coil changes | 2–3 / shift |
| 切り替え時間 | 16–20 min/change |
| Scrap generated | 7–10 m/change |
Video review suggested ~60% of stoppage time was not the physical coil swap itself, but delays such as finding lifting fixtures, aligning the coil head, waiting for confirmation, and re-stabilizing tension—this pattern is commonly addressed by SMED-style analysis (separating internal vs external work and standardizing what remains).
First improvement attempt (coil length only)
Coil length was increased by approximately 30% (from the 1,000–1,200 m baseline to ~1,300–1,550 m) without changes to the unwind parameters or changeover workflow. Change count per shift dropped as expected, but the team recorded:
- Higher inertia with larger OD — unwind tension fluctuated ±15–20% during the first 8–12 minutes after a change (vs ±5% at baseline)
- Slight strip snaking during the first ~20 minutes after a change, requiring operator intervention
- Scrap per change increased from the 7–10 m baseline to 11–15 m, partially offsetting the reduction in change count
- Net Availability improvement: near zero — fewer stops, but longer restart windows per stop
The team rejected this approach and concluded that coil length increases must be paired with unwind parameter re-tuning and standardized changeover work. The lesson: coil length is a system variable, not an isolated lever.
Final improvement (coil length + process + standard work)
Actions taken:
- increased coil length by ~35–45%
- re-tuned unwind parameters
- pre-staged tools and fixtures
- standardized coil-head positioning before stop
- used a checklist for changeover + restart verification
Results:
| アイテム | 前に | After |
|---|---|---|
| Coil length | 1,000–1,200 m | 1,400–1,700 m |
| Blade strip consumption | 2,600–3,100 m/shift | ~unchanged |
| 切り替え時間 | 16–20 min/change | 11–14 min/change |
| Scrap per change | 7–10 m | 4–6 m |
Improvement summary
| メトリック | 改善 |
|---|---|
| Coil changes per shift | ↓ ~25–35% |
| Planned downtime | ↓ ~35–45% |
| Changeover scrap | ↓ ~30–45% |
| 可用性 | + ~2–4 points |
| Overall OEE | + ~3–6 points |
Operator behaviors that mattered
High-performing crews typically:
- prepped the next coil ~10 minutes in advance
- confirmed fixtures and lifting plan before stopping
- loaded the correct unwind tension recipe early
- performed immediate first-meter checks after restart
Lower-performing crews tended to:
- search for tools after the line stopped
- delay first-coil checks
- rely on ad-hoc tension tuning
Even on the same equipment, the difference between shifts was often ~2–4 min/change.
Applicability limits
This approach is most effective when:
- production is stable (same grade/spec for long runs)
- coil weight/OD increases are within handling limits
- the unwind system can control higher inertia reliably
If your schedule frequently changes grade/width/spec, the benefits of longer coils may be offset by SKU changeovers—so combine coil length strategy with SMED, scheduling discipline, and standardized work rather than relying on coil length alone.

FAQ:
Q: コイル交換頻度はOEEにどのように影響しますか?
すべてのコイル交換は、計画された生産時間内における「計画停止」であり、OEEの時間稼働率(Availability)を直接低下させます。また、ライン再起動時には、性能稼働率(ラインの昇速、帯鋼張力の安定化)と品質(接合部付近の成形不良、スリット幅などの寸法ドリフト)が一時的に低下するリスクも生じます。この複合的な影響により、コイル交換頻度の低減は、コイル供給式ラインにおいて最も費用対効果(投資回収)の早いOEE改善手段の1つとなります。なぜなら、停止時間、労務コスト、そして接合部スクラップという「回収可能な3つのロス」を同時に解消できるからです。
Q: コイル供給式刃物帯鋼ラインにおける、現実的な段取り換え時間(チェンジオーバータイム)の目標値はどのくらいですか?
本記事の検証データに基づくと、SMED(シングル段取り)手法による最適化を行う前は、1回あたり16〜20分が一般的な基準(ベースライン)です。外取り作業(機外準備)の標準化、治具の事前配置、そしてライン停止前におけるアンワインダー(巻取解き)条件の確認を実施した結果、同一の作業クルーが設備を追加することなく1回あたり11〜14分を達成しました(約25〜35%の短縮)。自動接合(オートスプライス)機能を備えたラインでは、内取り段取り時間をさらに短縮できますが、最も大きな改善効果は、通常、場当たり的な「工具や部材の捜索時間」を機外での事前準備作業へと転換することによって得られます。
Q: コイル交換によるOEEの時間稼働率ロス(Availability loss)はどのように計算すればよいですか?
計算式:停止時間(分)=(1シフトあたりの消費メートル数 ÷ 1コイルあたりのメートル数)× 1回あたりの段取り換え時間(分)。この停止時間を「計画生産時間」で割ることで、時間稼働率の低下率(%)が算出できます。例えば、20回交換/シフト × 12分/交換 = 240分の計画停止時間となります。8時間シフト(480分)の場合、非計画停止(突発的なライン停止)をカウントする前の段階で、コイル交換だけで時間稼働率が50%も引き下げられていることになります。
Q: コイルの長さは、帯鋼の品質や刃物の切削性能に影響しますか?
コイルの長さ自体が帯鋼の品質を左右することはありません。重要なのは、サプライヤーの製造工程管理(プロセスコントロール)がコイル全長にわたって維持されているか否かです。コイルが長くなると、潜在的な寸法ドリフトや熱処理の不均一性が増幅されます。つまり、不具合を検知するまでにラインが長く走りすぎてしまうリスクがあります。そのため、コイル長の長尺化は単なる物流上の判断として扱うべきではなく、サプライヤーの品質証明書の監査とセットで行うべきです。特に刃物用帯鋼(ブレードストリップスチール)においては、コイル全長における「厚み公差」と定期的な「硬度サンプリング試験」が、サプライヤーに要求すべき最も重要な2大工程管理指標となります。
Q: ロングコイル(大巻化)を採用してもOEEが向上しないのはどのような場合ですか?
Tiga skenario umum di mana manfaatnya terbatas atau negatif: (1) jadwal Anda sering mengubah grade, lebar, atau spesifikasi — changeover SKU mengimbangi keuntungan dari pengurangan penggantian coil; (2) sistem unwind Anda tidak dapat mengontrol inersia yang lebih tinggi dari coil dengan OD (diameter luar) yang lebih besar secara andal, yang menciptakan ketidakstabilan restart yang menghapus penghematan downtime; (3) lini Anda bukan merupakan kendala — jika operasi hilir (downstream) adalah bottleneck, memulihkan waktu Ketersediaan pada lini coil tidak menghasilkan nilai throughput tambahan.
Q: ロングコイル(長尺化)への移行にあたり、刃物用帯鋼サプライヤーに要求すべき品質証明書類にはどのようなものがありますか?
最低限、以下の書類が必要です:コイルの両端だけでなく全長にわたってサンプリングされた「寸法公差記録(板厚・板幅)」、コイルのロット番号と紐づいた「熱処理ロット履歴書」、および「硬度測定ログ」。食品接触用の刃物用途においては、「パッシベーション(不動態化処理)および表面粗糙度記録(Ra ≤ 0.8 µm)」も対象となります。Maxtor Metal(マクスターメタル)では、帯鋼の長尺供給を認定・評価するお客様向けに、サプライヤー監査プログラムにそのまま組み込める形式の「品質品質ドキュメントパッケージ」一式を提供しています。
結論
- Key gains: fewer changeovers, higher Availability, lower setup labor, less splice scrap
- Next steps: plug in plant data, validate with a short pilot, review handling and safety limits
Reducing coil change frequency is a clean OEE play because it attacks a visible loss bucket: planned downtime for changeovers. The ROI often survives conservative assumptions because you’re stacking three effects—Availability time back, fewer labor-minutes tied up in non-value-added work, and fewer splice-related scrap events.
If you want this to hold up in a technical review, treat coil length as a process capability question, not only a purchasing question. Longer stable runs require consistent heat treatment and tight dimensional control over the whole coil—which means your supplier’s QC documentation is part of the equation, not just the strip price.
Maxtor Metal supports customers running formal coil supply validation programs with batch-level documentation: dimensional tolerance records across coil length, heat-treatment consistency data, and hardness sampling logs formatted for audit-ready review. If your internal review requires a concrete long-coil supply spec as a reference point, the industrial blade strip steel in beveled reels product page is the relevant starting point.
参考文献
Catatan Transparansi
- 最終更新日: 2026-07-11
- 免責事項: This article includes a product example from Maxtor Metal for illustration. The OEE model and the pilot methodology can be applied with any qualified coil supplier.
- How the pilot data was measured: The pilot section summarizes an anonymized 5-week field trial with consistent OEE accounting rules, per-change time studies, and measured scrap length around the splice/threading window. In this context, changeover time means from changeover start to stable production (exclude external prep where possible), and scrap per change means tail-out + threading scrap measured around the splice/threading window.
- Safety note: Always follow your site’s safety procedures, lifting plans, and equipment OEM instructions when changing coils or tuning tension systems.
- ISO. ISO 22400-2:2021 — Automation systems and integration — Key performance indicators (KPIs) for manufacturing operations management — Part 2: Definitions and descriptions. https://www.iso.org/standard/54497.html
- Shingo, S. A Revolution in Manufacturing: The SMED System. Productivity Press, 1985. (Primary source for SMED methodology.) https://books.google.com.pe/books?id=ooXVVIfqEQwC&printsec=frontcover
- OSHA. “Materials Handling and Storage (OSHA 2236).” https://www.osha.gov/sites/default/files/publications/OSHA2236.pdf
- OSHA. “OSHA procedures for safe weight limits when manually lifting (Standard Interpretations).” https://www.osha.gov/laws-regs/standardinterpretations/2013-06-04-0
- ASME. ASME B30.20 — Below-the-Hook Lifting Devices. American Society of Mechanical Engineers. https://www.asme.org/codes-standards/find-codes-standards/b30-20-hook-lifting-devices
トミー・タン is a Senior Sales Engineer at Maxtor Metal with 12 years of experience supporting industrial customers with custom blade and blade strip supply, including coil-fed cutting and slitting applications. He holds CSE, CME, Six Sigma Green Belt、 そして PMP credentials, and focuses on helping engineers and technical buyers reduce downtime risk through material selection, dimensional consistency, and audit-friendly quality control.