
水ストランドペレット化は、英国の配合およびリサイクルにおいて主力製品となっています。しかし、研磨性の高い高充填材やリサイクル材の配合では、回転刃の摩耗が早く、切り替えに時間がかかり、ペレットの品質が低下します。つまり、微粉や尾粉が徐々に増加し、作業員はクリアランスの確認に追われることになります。挿入刃式回転カッター設計は、一体型のローターを取り外して再研磨するのではなく、刃先をその場で交換または交換できるため、根本的な原因に対処します。
このガイドは、Maag/Automatik PRIMO/PRIMOplusおよびScheer/SGSスタイルのストランドペレタイザーを使用している英国の工場を対象としています。摩耗の速さ、長い段取り替え時間、微粉/尾粉の発生、ペレットのばらつきといった基本的な問題点を取り上げ、挿入式/インデックス式システムが、適切な冷却とアライメント管理によって、メンテナンスの手間を削減し、段取り替え時間を管理された再現可能なルーチンに短縮し、品質を安定させる方法を解説します。
データは何を示しているのでしょうか? 類似のドライカットストランドペレタイザーのOEM資料では、工具不要のアクセスとモジュール式ヘッドにより、分解と切り替え時間が大幅に短縮されたことが記録されています。たとえば、MAAGのT200シリーズでは、メーカーの説明にあるように、特定の分解ステップが約30分から約2分に短縮されたと報告されています。 T200シリーズのページPRIMO FCファミリーは、ローター交換が30分以内で完了すると述べています。 メーカーの性能革新に関するニュース速報これらの数値はモデル固有のものであり、挿入式ナイフとソリッドナイフを直接比較したものではないため、このガイドでは、20~50%のメンテナンス削減、15~45分の切り替え時間、2~5倍の刃持ちといった改善範囲を、明確な前提条件と制限を伴うエンジニアリング計画範囲として扱います。
このガイドの使い方:まず、仕組み(挿入されたシステムの違い)を確認し、次に保守コストモデル(TCO)、続いて稼働時間/品質に関する実践方法、互換性のリスクを軽減するための改修チェックリスト、最後に、ラインにおけるメリットを証明するためのKPIを含む検証計画について説明します。
主なポイント
- 水ストランドペレット化用の挿入刃式回転カッターは、現場でのエッジインデックス調整を可能にすることで、手作業によるメンテナンスとダウンタイムを削減できます。現場データで別の結果が出ない限り、保守的なエンジニアリング範囲として、メンテナンス時間を20~50%削減することを想定してください。
- 範囲が明確で、工具が準備され、安全な作業手順が守られている場合、インデックス交換やインサート交換の切り替えは15~45分以内に完了する見込みです。関連モデルに関するOEMの主張は、この機構を裏付けるものであり、直接的な同一性を保証するものではありません。
- 適切な材料、熱処理、および制御されたエッジ半径を用いることで、インデックス可能なインサートは、摩耗負荷において2~5倍の有効刃先寿命を実現できます。これは、前後比較試験と文書化された測定範囲によって検証できます。
- ローターが機械に取り付けられたままになることで、労働コストと生産損失が減少するため、総所有コストが変化します。部品への支出は、ローターの再研磨からインサートセットへと移行し、多くの場合、トン当たりで正味コストがゼロになるか、減少します。
- ペレットの品質安定性は、カッターの設計だけでなく、ギャップ/アライメントと冷却にも大きく依存します。クリアランス、振れ、バランスについては正式な検査を実施し、ASTM規格に準拠した方法で微粉を管理してください。
仕組み

挿入システム vs ソリッドナイフ
挿入式またはインデックス式システムでは、小型の硬化切削インサートをローターの精密加工されたポケットに取り付けます。刃が鈍くなった場合は、ローター全体を取り外して再研磨するのではなく、インサートをインデックス交換または交換します。一体型ナイフ(モノリシックローター)の場合は、刃を回復するためにローターを取り外して再研磨する必要があります。
| 側面 | 挿入/索引付け可能なシステム | ソリッドナイフ/モノリシックローター |
|---|---|---|
| エッジ更新 | 挿入物をその場でインデックス交換する | ローターを取り外し、再研磨し、再取り付けする |
| 一般的な切り替え範囲 | インサートクランプを緩め、インデックス、トルク、ギャップを確認します | ロックアウト、分解、ローターの取り出し、オフラインでの再研磨、再取り付け、再調整 |
| 再研磨サイクル | しばしば避けられたり延期されたりする | 定期的に、累積的な材料除去を行う |
| 研磨作業への適合性 | PM鋼材/コーティングおよびマイクロホーニング加工に適しています | 欠けやすく、再研磨のダウンタイムが長くなる可能性がある |
| リスクポイント | ポケットの摩耗、クランプトルクの制御 | 取り扱い時の損傷、再研磨のばらつき |
PRIMO/PRIMOplusのOEM資料では、アクセスのしやすさと迅速な工具交換が強調されており、類似のMAAGモデルでは、分解とサブアセンブリにかかる時間を大幅に短縮できることが実証されています。これは、規律ある標準作業手順(SOP)に従って導入された挿入型システムが、メンテナンス時間を半減させることが多い理由を説明しています。
材料とエッジ形状
研磨性、高充填率、再生材(ガラス繊維、炭酸カルシウム、汚染物質)を含むコンパウンドの場合、耐久性は鋼種、熱処理、表面状態、エッジ形状が相互に作用することによって決まります。
- 耐摩耗性に優れた工具鋼または粉末冶金鋼を、用途に適したロックウェルC値に焼き戻しすることで、微細な欠けを軽減できます。
- 切削刃のマイクロホーニング半径を制御することで、脆性破壊を防ぎつつ、切れ味をシャープに保つ。
- インサートの形状やベッドナイフの組み合わせに適合する場合、TiN/TiCNコーティングや超硬合金チップなどのコーティングを使用することができます。
仕様書を作成し、部品を受け取る際には、ISO 6508-1 ロックウェル試験または同等の ASTM E18 などの承認された方法で硬度を検証し、バッチに関連付けられた記録を保持してください。工業用ブレードの硬度選択の背景については、説明の概要を参照してください。 ロックウェル硬度試験(ISO 6508-1)を参照するISOエントリーページ そして実用的な 工業用ナイフのロックウェル硬度ガイド.
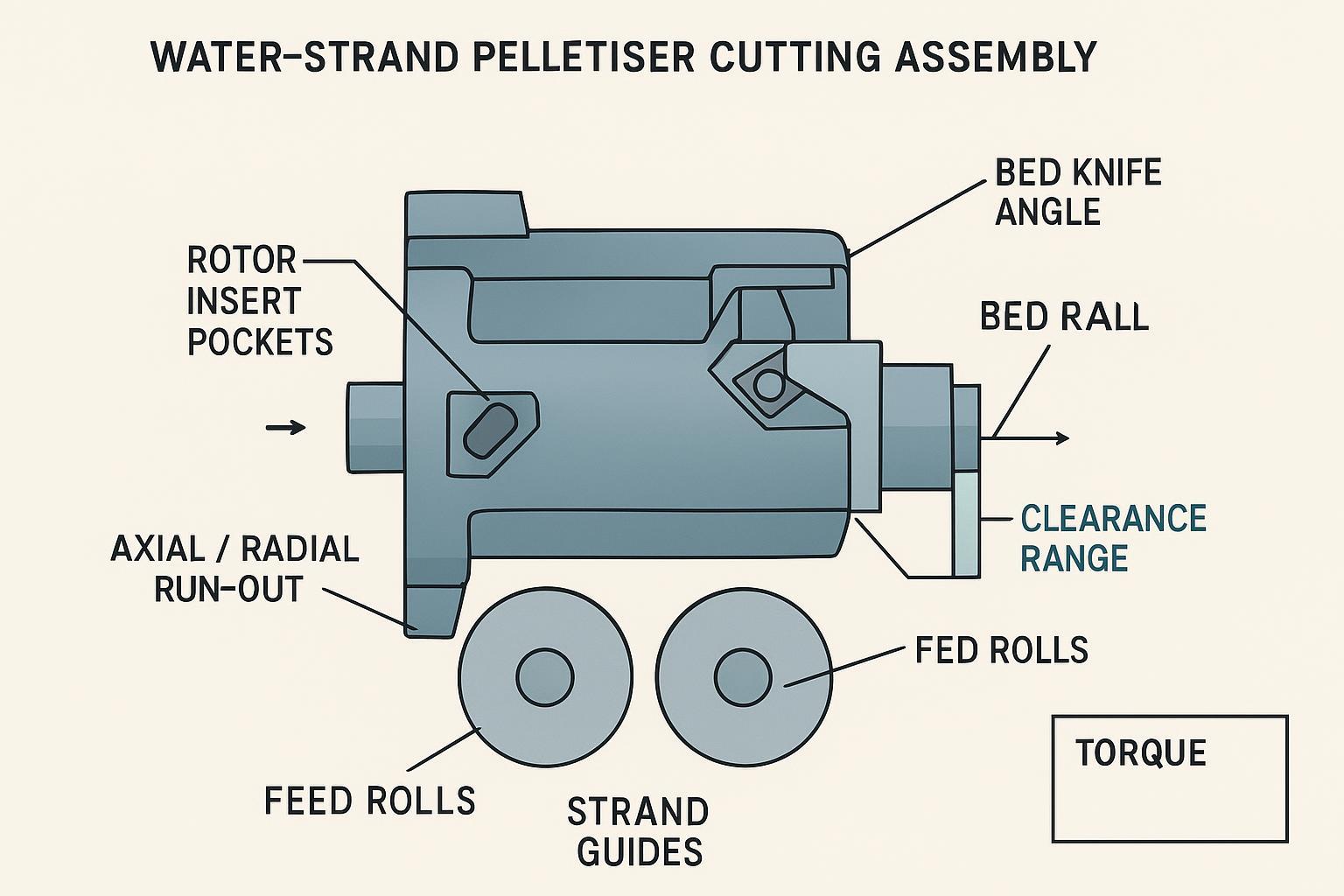
ギャップとアライメントの制御
インデックス式か否かにかかわらず、切断品質は機械的な設定によって左右される。
- 複数の角度位置でカッターとベッド間のクリアランスを測定し、軸方向および半径方向の振れを記録します。
- 挿入インデックスまたは交換後、サービスに戻る前にローターのバランスと許容振れを確認してください。概念と許容範囲については、 ローターバランスに関するISO 21940シリーズ(タイトルと適用範囲).
- ストランドガイドと送りローラーの位置を常に正確に合わせ、横方向の摩擦による微細繊維や末端繊維の発生を防いでください。十分な冷却はストランドを硬化させ、実用的なクリアランス範囲を広げます。
工業用ブレードおよびアセンブリの実用的な検査方法と公差報告については、この資料に役立つ概要が記載されています。 検査と公差の説明.
保守費用モデル

水ストランドペレット化用の挿入刃式回転カッターは、ローターの取り外しなしにエッジを再生するため、TCOの形状を変化させます。このモデルには、部品、労働力、生産損失、スクラップの4つのスタックがあります。
部品と再研磨を回避
ソリッドローターのコストパターンは、定期的な再研磨と最終的な交換によって大きく左右されます。一方、インサート式システムでは、費用はインサートセットとポケットのメンテナンスに振り向けられ、再研磨の頻度を減らすか、あるいは延期することができます。経済性を左右する要因は2つあります。1つは、ローターを取り外さずに刃先を再生できるため、取り扱い時間が短縮され、再研磨材の輸送や待ち時間が不要になることです。もう1つは、適切なベッドナイフの硬度と組み合わせることで、より硬い鋼材を使用したインサート形状が、研磨作業において刃先の耐久性をより長く維持できることです。
労働と休息時間
類似の乾式切断ストランドペレタイザーに関する引用可能なOEMシグナルは、アクセス性を考慮した設計がいかに時間を数分短縮するかを示しています。たとえば、MAAGのT200シリーズは、工具不要の機構により、特定の分解作業にかかる時間を約30分から約2分に短縮したと報告しており、PRIMO FCは、ローター交換を30分以内に完了したと報告しています。挿入システムを備えたPRIMO/PRIMOplusおよびSGSに適用すると、インデックスまたはインサートの交換に関する保守的な計画範囲は、明確な範囲、熟練した作業員、安全な隔離、および固着したファスナーがないことを前提として、15~45分です。
品質と廃棄物
品質損失は、スクラップや再加工のコストとして現れます。微粒子や粉塵は、次のような認められた方法を使用して質量パーセントで測定します。 ASTM D7486ペレットサイズのばらつきを変動係数として追跡します。安定したクリアランスと新鮮なエッジにより、テールや微粉が減少し、多くの場合、下流への供給安定性が向上します。
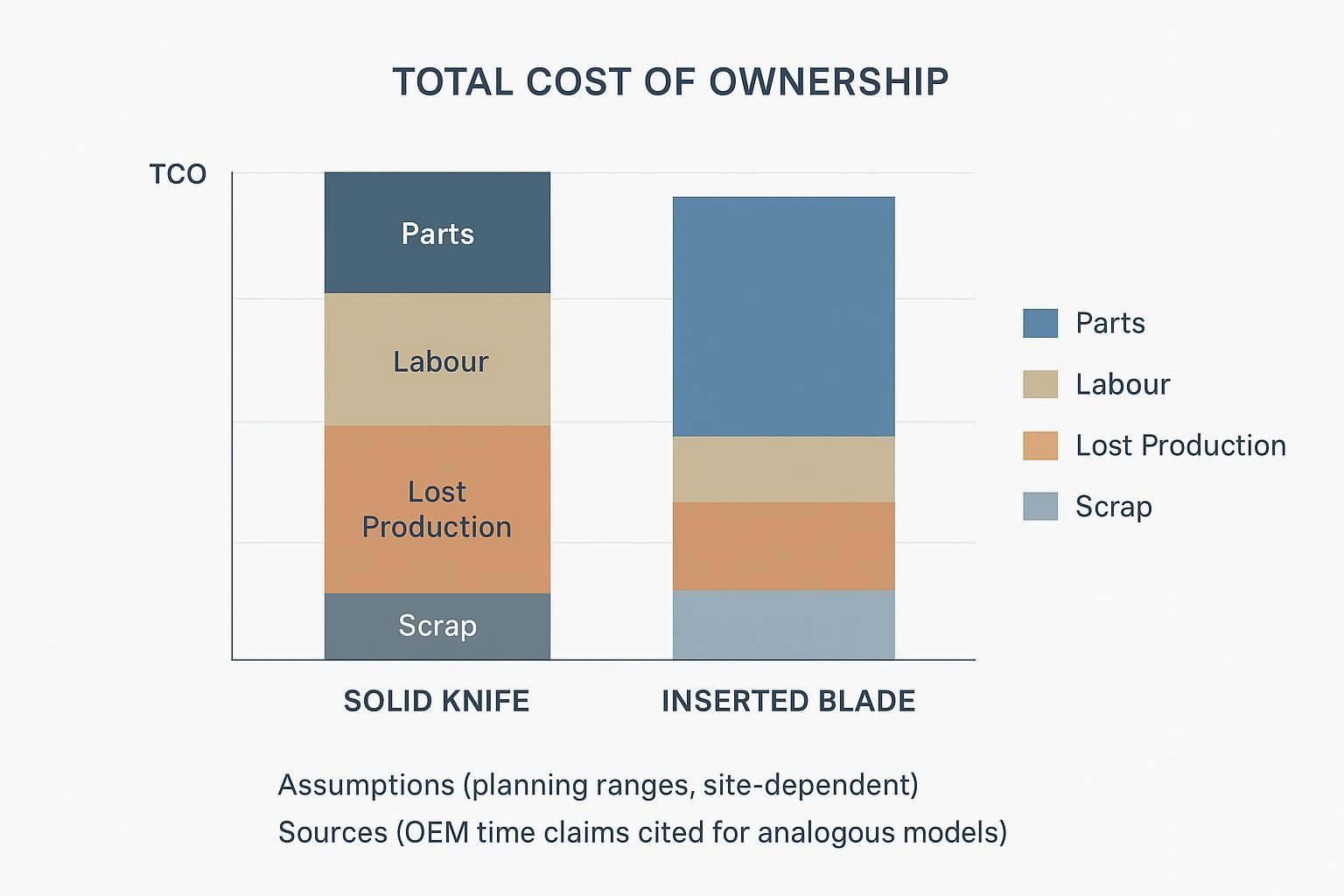
前提条件に関する注記:このグラフは、英国の一般的な労働賃金、ラインごとの生産損失評価、および保守的な不良品ペナルティを使用して計画範囲を視覚化したものです。検証時には、貴社のサイトデータに置き換えてください。
稼働時間と品質
切り替え時間のベンチマーク
タイムバンドはあくまで計画ツールとして扱い、約束ではありません。PRIMO/PRIMOplusおよびSGSスタイルの機械に搭載されたインデックス可能なシステムの場合、通常15~45分で、分離、インデックス付けまたはインサート交換、トルク検証、ギャップチェック、短時間の慣らし運転、およびQCサンプリングが行われます。これは、工具不要のアクセスによってサブタスクが圧縮される類似モデルに関するOEMの主張と方向性が一致しています。詳細については、上記メーカーのページにあるMAAGのT200シリーズおよびPRIMO FCのタイムノートを参照してください。
ペレットの均一性、微粉、尾部
共通の基準を定義し、維持する。微粒子と粉塵:ふるい分け前/ふるい分け後に計量する。 ASTM D7486 結果をwt%として報告します。ペレットの均一性:サンプル画像またはノギスデータを取得してペレット寸法のCVを計算します。最良のランを選択するのではなく、中央値とIQRを追跡します。研磨用途での許容性:改造とSOPの安定化後、ベースラインと比較して微粉率の持続的な減少とペレットサイズCVの狭小化を目指します。
冷却とストランドの状態
冷却はストランドの剛性と切断挙動を左右します。切断前に浴槽の長さと温度がストランドの軟化点以下になるようにしてください。浴槽の長さの推定とストリーマーの発生防止に関する実践的なガイダンスは、プラスチック技術に関する記事(例:)に記載されています。 ストランドペレット化のための浴槽長さの推定 そして ストリーマーを防ぐためのヒント横方向の振動を防ぐため、トラフの速度、噴霧パターン、ガイドの形状を一定に保ってください。
改修チェックリスト
インターフェースとバランス
PRIMO/PRIMOplusまたはSGSスタイルのラインで水ストランドペレット化用の挿入ブレードロータリーカッターを採用する前に、取り付けインターフェースの寸法(シャフト、ハブ、キー、軸方向位置決め機能)と軸方向の積み重ね、ローターの輪郭(直径、幅)、挿入ポケットの形状、ガードに対するクランプスタイルのクリアランス、および組み立て後のバランスグレードターゲットと検証方法を確認してください。 ISO 21940 バランス概念.
クリアランス、トルク、SOP
簡潔で明確な標準作業手順書(SOP)を標準化します。ドライブをロックアウト・タグアウトし、ユーティリティを遮断してから、エネルギーがゼロであることを確認します。インサートをインデックスまたは交換し、接触面を清掃し、指定されたトルクシーケンスを適用して、トルク値を記録します。カッターとベッド間のクリアランスを均一に設定し、軸方向/半径方向の振れを確認し、製品加工前に簡単な無負荷回転チェックを実行します。最初のウォームサイクル後にファスナーのトルクを再確認し、計画された間隔で実行します。
ドキュメント作成と品質保証
供給業者は、納品時にバッチ追跡可能な文書(材料試験証明書、熱処理証明書、ISO 6508-1またはASTM E18に基づくロックウェル硬度試験結果、承認された検査方法による寸法公差報告書など)を提供する必要があります。ローターおよび可能な場合はインサートセットにシリアル番号を付与し、バッチIDに紐づけられた再研磨/インデックス記録を維持してください。
メーカーがこれをどのように表現するかのニュートラルな例は以下から入手できます。 マックストールメタルバッチリンクされたQA成果物と教育リソースを提供します。受領チェックリストの作成については、実用的な 検査と公差の説明 そして、硬度の背景については、 工業用ナイフのロックウェル硬度ガイドこれはあくまで参考情報として提供するものであり、性能に関する主張ではありません。
試験と検証

KPIと受容度
同一製品ファミリーおよび処理量で、比較対象となる前後比較試験を設計します。1,000トンあたりのメンテナンス時間(計画済み vs 計画外)、イベントごとおよび1,000トンあたりの切り替え時間(分)、質量別およびペレットサイズCV別の微粉率、スクラップおよび再起動損失(ポンド/トン)、および下流フィーダーの安定性に関する事象について、期間を定義します。複数の実行結果について、中央値と四分位範囲(IQR)を使用します。導入されたソリューションが、総所有コスト(TCO)が中立または低下し、メンテナンス時間と微粉が統計的に有意に減少することを示した場合、変更を承認します。
スターターのスペアパーツとポリシー
研磨作業の場合は、使用中の刃先位置ごとに少なくとも1セットのインサートを常備し、さらに2回分の交換用予備を用意してください。重要なファスナー、クランプ、およびトルク確認済みの工具キットはライン上に保管してください。ベッドナイフおよび関連するソリッド部品の再研磨に関する方針を定め、部品にシリアル番号を付けて、バッチおよびステーションごとに寿命を追跡できるようにしてください。
リスク管理と安全
作業機器に関する英国のPUWER(作業機器安全規則)の義務に準拠する:危険な部分を保護し、メンテナンス前に隔離し、熟練した作業員を確保する。規制当局の規定を参照のこと。 PUWERの概要 範囲と職務について。すべての標準作業手順書(SOP)にLOTO(ロックアウト・タグアウト)を組み込み、締結具の特性クラスとトルク目標値を指定し、挿入作業後は生産に戻る前にバランス/振れを確認してください。
結論
挿入式/インデックス式カッターを採用することで、ローターの取り外し作業を日常的なメンテナンスから排除し、水ストランドペレット製造の経済性を向上させます。適切なアライメントと冷却を行うことで、工場ではメンテナンス作業がほぼ半減し、ペレット品質が安定し、切り替え作業もより安全かつ短時間で済むようになります。これらの成果は、標準規格に準拠した簡単な試験で検証できます。
次のステップ:単一のPRIMO/PRIMOplusまたはSGSラインでパイロットプランを作成し、KPIとデータ収集を定義し、マッチング試験を実行し、MTC、熱処理、硬度、公差を網羅した受入チェックリストに基づいてサプライヤー文書を確認します。内部テンプレートを作成するための中立的なQAアーティファクトと測定説明については、 HSE PUWER ガイダンス そして工業用ブレード ロックウェル硬度ガイド これらは実践的な出発点となる。
著者および開示事項
著者: 南京金属工業のシニアセールスエンジニア、トミー・タン。
経験: 工業用刃物およびペレット化関連の切断用途において12年の経験。
認定資格: CSE、CME、シックスシグマグリーンベルト、PMP。
開示および更新に関するお知らせ: このガイドは、エンジニアリング計画および標準作業手順書(SOP)の設計を目的としています。工具や手順を変更する前に、必ずペレット製造機のOEMマニュアル、現場のリスク評価、および英国の法的義務(例:PUWER)に従ってください。規格および関連資料は定期的に見直され、新しい改訂版が発行されると変更される場合があります。