스트랜드 vs 수링식(Water Ring) 펠렛타이징: 소재 및 TCO에 따른 선택 가이드
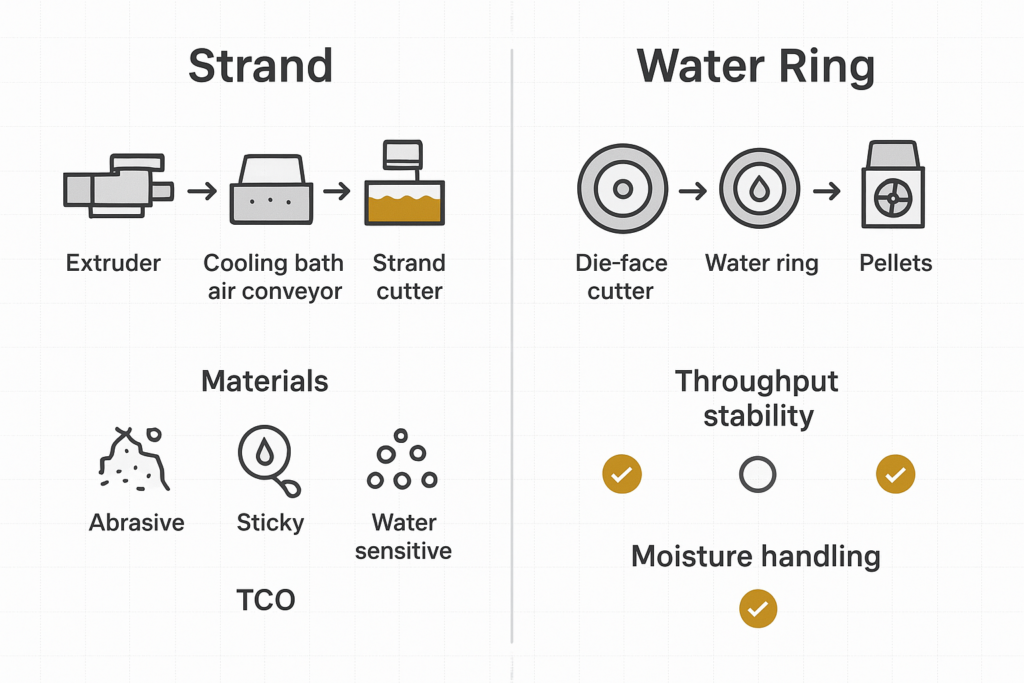
Choosing between strand pelletising and water ring pelletising isn’t just a preference for “wet” or “dry” cutting. It changes what controls pellet quality, what fails first during a disruption, and where your real cost-per-tonne sits (wear parts, drying, changeovers, and scrap). In UK compounding and recycling—especially when you’re running high-fill, glass fibre, mineral-loaded, or high-recycled-content […]
로터리 커터: 수중 스트랜드 펠렛타이징을 위한 최종 가이드

This guide is for compounding leaders running water‑strand pelletising lines who need dependable cut quality with fewer changeovers and predictable costs. You’ll learn the technical requirements that stabilise pellet length and shape, how to vet a China rotary‑cutter/knife factory with confidence, what to ask for in QC documentation, and how to model landed cost and […]
공랭식 PE/PP용 핫 페이스(Hot Face) 페레타이징 블레이드 선택 방법

Selecting the right hot face pelletizing blades for air-cooled PE/PP isn’t just about material names on a quote. The right choice directly lowers tails and fines, stabilizes cut quality across shifts, and keeps uptime predictable so your total cost of ownership (TCO) tracks to plan. This guide shows you how to specify blade substrate, hardness, […]
유리 섬유 강화 수지의 마모를 극복하는 페레타이저 블레이드

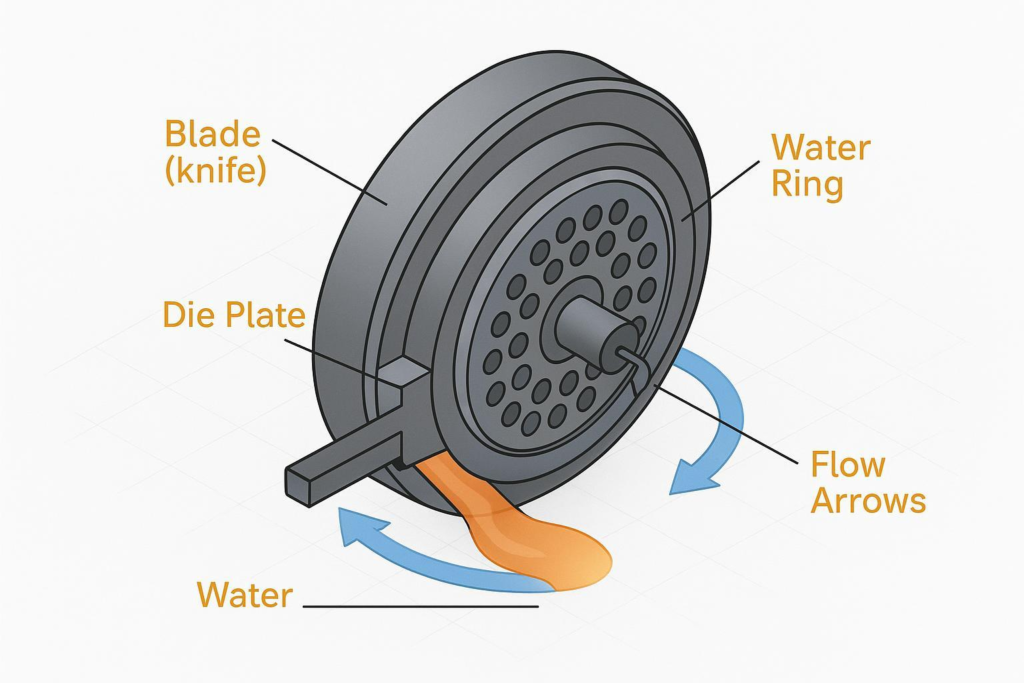
Introduction Glass fibers turn an ordinary polyolefin run into an abrasive slurry. Each chopped strand behaves like a microscopic file, accelerating edge rounding on blades and carving faint grooves into the die face. The result? Rising fines and tails, growing vibration, and more frequent blade swaps or regrinds. In die-face/water-ring (underwater) pelletizing of PP/PE with […]
페레타이저 블레이드 수명 연장: 가동 중단 시간을 줄이는 유지보수 전략

By Tommy Tang, Senior Sales Engineer (Nanjing METAL). 12 years supporting pelletizing and size-reduction blade applications. Certifications: CSE, CME, Six Sigma Green Belt, PMP. Scope and validation note: The numeric ranges in this guide are typical starting points used in plant practice. Always follow your OEM manual and site safety rules first, then confirm final setpoints with the […]
맞춤형 페레타이저 나이프가 CAD 설계에서 생산 준비 단계까지 가는 과정

Custom pelletizer knives for underwater (water-ring/die-face) cutting don’t become production-ready by chance. They get there through a disciplined chain: CAD intent → DFM reality → controlled manufacturing → auditable QA → run-in validation on your line. In this guide, you’ll see how geometry, materials, precision grinding, and documentation come together to shorten run-in and extend […]
실전 펠렛 테일(Pellet Tails) 트러블슈팅 — 효과적인 5가지 해결책

This guide is for leaders running PE/PP water-ring (die-face hot-cut) pelletizers who need clean pellets, stable throughput, and high uptime. If you’re seeing tails, fines, chaining/doubles, unstable cutting, or noisy contact, use the five fixes below to move fast without guesswork. Quick symptom map: tails (inadequate cooling, dull/misset knives, grooved die face), fines (excessive impact/recirculation, […]
PVD 코팅 페레타이저 나이프로 테일링 및 미세 분말 감소

PE/PP 워터링(다이 페이스 핫컷) 라인에서 펠릿 품질을 저해하는 두 가지 주요 적은 꼬리 부분과 미세 입자입니다. 꼬리 부분은 절단면이 깨끗하지 않을 때 다이 페이스에서 발생하는데, 이는 주로 마모된 모서리, 홈이 파인 다이 페이스, 정렬 불량 또는 규격에 맞지 않는 수분 조건 때문입니다. 이러한 꼬리 부분은 건조 과정에서 떨어져 나가 미세 입자와 분진으로 변합니다. […]
PE/PP 라인용 수환식(Water Ring) 페레타이저 나이프 선택 방법
Pellet quality, uptime, and total cost per ton decide whether a water-ring (die-face hot-cut) line is truly performing. In PE/PP service, the blade’s material, coating, edge geometry, and dimensional tolerances interact with die-face condition, water-loop stability, and blade speed. Get any of these wrong and you’ll see tails, fines, inconsistent cut length, or avoidable downtime. […]
스트랜드 및 언더워터 시스템을 위한 최적의 마스터배치 페레타이저 블레이드

Blade selection is one of the fastest levers you can pull to improve pellet uniformity, uptime, and total cost. In strand pelletizing, the blade story is about helical scissor geometry, rotor‑to‑bed knife gap, and how quickly wear drifts that gap. In underwater pelletizing (die‑face/water‑ring), it’s about keeping a clean, stable cut through controlled knife contact […]