
Quick Answer: 코일 교체 빈도 감소는 주로 계획된 다운타임을 단축함으로써 OEE를 개선하며, 이는 시간 가동률(Availability) 향상으로 직결됩니다. 2차적인 개선 효과는 성능 가동률(Performance, 재가동 후 램프업 기간 단축)과 품질(Quality, 스트립 접합 부위와 관련된 불량 발생 구간 감소)에서 나타납니다. 이러한 효과는 스트립 소모 속도, 코일 길이, 정지당 교체(Changeover) 시간, 교체 시 발생하는 스크랩량의 4가지 입력 변수로 수치화할 수 있습니다. 교대 근무(Shift)당 2,000m를 소모하는 작업 실례에서, 100m 코일을 500m 코일로 변경하면 3시간 이상의 시간 가동률이 복구되며, 교대 조당 약 $3,700의 생산 처리량 기회 가치를 확보할 수 있습니다.
코일 피딩 방식의 전단 및 슬리팅(Slitting) 라인은 보통 작업자가 "빨리 돌리는 것을 잊어서" OEE가 떨어지는 것이 아닙니다. 코일 교체, 스트립 통판(Threading), 그리고 라인 안정화 작업을 위해 어쩔 수 없이 — 그것도 매우 반복적으로 — 라인을 정지해야 하기 때문에 OEE 손실이 발생합니다.
If you’re trying to run longer, more stable production windows, the quickest lever is often to reduce coil change frequency. That’s why many teams start by auditing changeovers as an OEE Availability loss inside the OEE framework (OEE is typically calculated as Availability × Performance × Quality, as defined in ISO 22400-2:2021 — KPI definitions for manufacturing operations management.
실무적으로 코일의 길이와 일관성은 교체(Changeover) 기술만큼이나 중요합니다. 스트립 공급이 장기 가동을 지원할 수 있을 정도로 안정적이라면, 엄격한 치수 정밀도를 유지하면서도 교대 조당 라인 중단 횟수를 대폭 줄이도록 계획할 수 있습니다.
Engineering Note: If your coil supply spec needs to align with blade strip qualification requirements—including coil length, dimensional tolerance, and heat-treatment traceability—see Maxtor Metal’s reference page on industrial blade strip steel in beveled reels for form-factor specifications and long-run consistency controls.
- Why reducing coil change frequency improves Availability, labor, and waste
- What this model covers: OEE math, labor, splice scrap, throughput value
- Inputs needed: meters/shift, minutes/change, scrap meters/change, crew, rates, speed, yield
- Quick guide: what you’ll input, what you’ll get, and when this model applies
Quick calculator inputs (copy/paste)
| 입력 | Symbol in formulas | 단위 | Notes / where to get it |
|---|---|---|---|
| Strip consumption per shift | meters_per_shift | m/shift | From MES, coil usage log, or tally sheet |
| Coil length | meters_per_coil | m/coil | Supplier spec / incoming inspection |
| Changeover time (internal) | minutes_per_change | min/change | From video time study or downtime log |
| Crew size (effective) | crew_size | people | Use effective crew if work is parallelized |
| Scrap per change | scrap_m_per_change | m/change | Splice tail-out + threading scrap |
| Line speed (steady-state) | line_speed_m_per_min | m/min | Use stable running speed |
| Restart yield / first-pass yield | yield | 0–1 | Measure post-change window separately if needed |
| Contribution value (optional) | value_per_meter | $/m | Prefer contribution margin, not revenue |
Tip: If your line is not the bottleneck, convert “lost meters” to “lost available time” and value it using contribution margin per hour instead of $/m.
코일 교체 빈도 감소가 OEE 시간 가동률을 어떻게 끌어올리는가 — 그리고 그 계산법이 생각보다 간단한 이유오

Availability, Performance, Quality linkages
Reducing coil changes primarily improves 유효성—often tracked as OEE Availability—because fewer changeovers means fewer planned stops inside scheduled production time.
It can also lift 성능 그리고 품질 in small but real ways:
- 성능: fewer restarts means fewer ramp-up periods, fewer “micro-stops” while stabilizing tension, and less speed derating immediately after a splice.
- 품질: each splice or threading event can create a small window of higher defect risk—mis-tracking, burr changes, edge waviness, or dimensional drift until tension and guide alignment settle.
핵심 요점: If you want a model that management accepts, keep the OEE logic clean: changeovers hit Availability directly. This article’s equations primarily quantify Availability losses and recovery from coil changes. Performance and Quality often improve too (fewer restarts, fewer defect windows), but those secondary gains are usually smaller and more site-specific—so measure them in a pilot using the same data dictionary and accounting rules before claiming total OEE uplift.
Downtime and labor equations
Use these as a practical starting point. Keep units consistent (minutes, meters, pieces).
Model boundaries (read before you use the formulas)
- “Lost meters” assumes the line is the constraint. The equation
lost_meters = downtime_min × line_speed × yieldonly reflects opportunity value if the line can actually convert recovered time into saleable output. - Separate internal vs external changeover work. If prep can happen while running (tools, next coil staging), treat it as external and do not count it in
minutes_per_changefor Availability. - Use an effective crew size. If only one operator is truly blocked during the stop while others continue value-added work, use
crew_size = 1(or a fraction). - Value per meter should be conservative. Prefer contribution margin (or opportunity value) rather than revenue, and document the assumption.
- Restart yield is not always the same as steady-state yield. If defects cluster after changes, measure the post-change window separately and use a lower
yieldfor that period.
- Change count per shift
changes_per_shift = meters_per_shift / meters_per_coil
(If you need an integer, round up—because partial coils still force a changeover.)
- Downtime per shift from coil changes
downtime_min = changes_per_shift × minutes_per_change
- Labor minutes per shift for changeovers
labor_min = downtime_min × crew_size
- Labor cost per shift (optional)
labor_cost = labor_min/60 × labor_rate_per_hour
This is intentionally simple: it counts the people tied up in the changeover window. If your crew is truly parallelized (one person changes coil while others keep value-added work going), reduce the effective crew size.
Splice scrap and lost throughput value
Two common “hidden” losses are easy to quantify.
- Splice / threading scrap
splice_scrap_m = changes_per_shift × scrap_m_per_change
If scrap is measured by weight instead of meters:
splice_scrap_kg = splice_scrap_m × kg_per_meter
- Lost throughput value from downtime
If your line has a stable selling value per meter (or a contribution margin per meter), you can estimate the value of time lost:
lost_meters = downtime_min × line_speed_m_per_min × yieldlost_value = lost_meters × value_per_meter
Where yield is the fraction of output that becomes saleable product in that operating window. If you don’t have a clean value-per-meter, substitute contribution margin per hour or a conservative “opportunity value” rate.
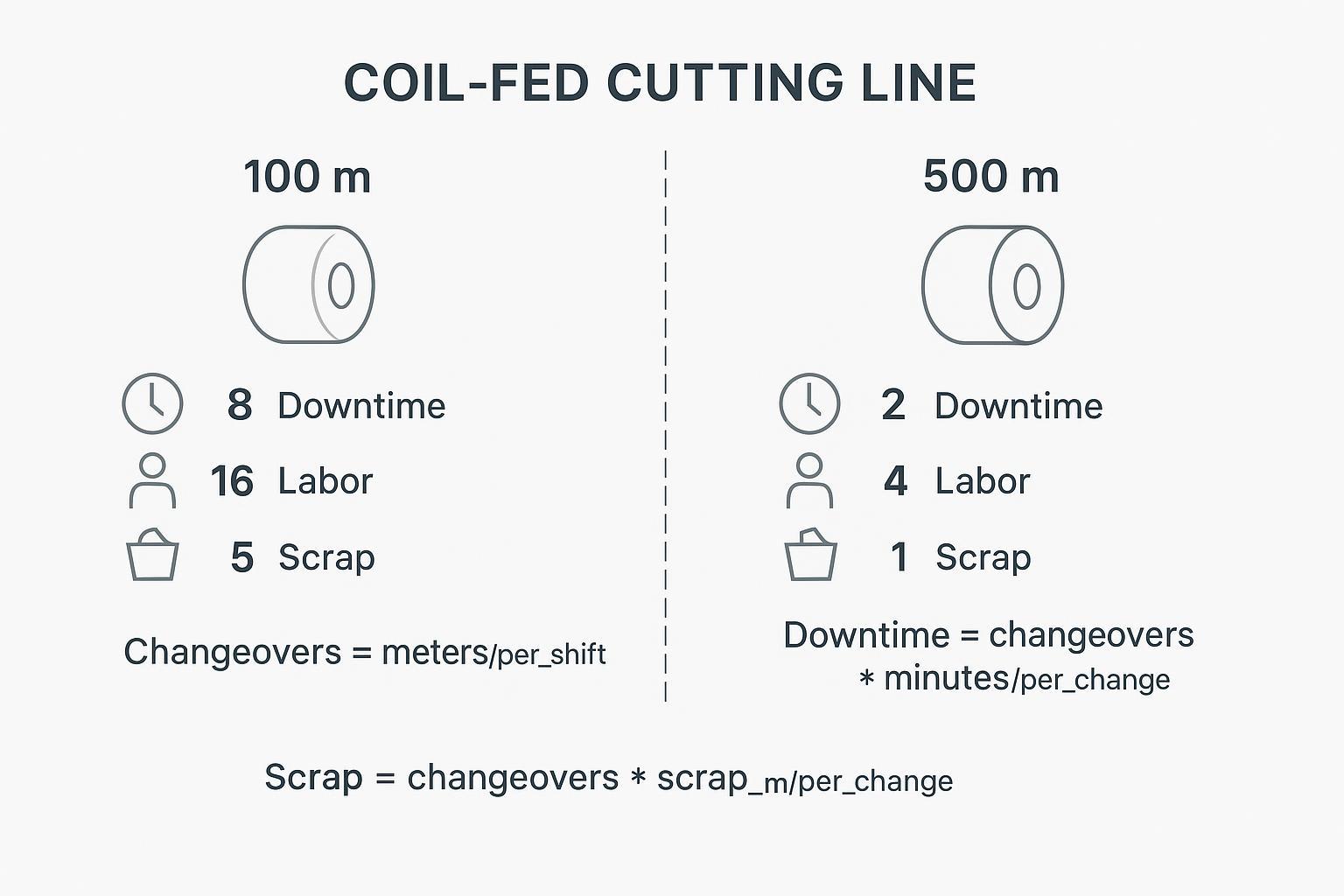
100m vs 500m 코일 비교 (코일 교체 빈도)오

Assumptions and formula setup
This section shows how coil change frequency changes when you move from short coils to long coils, using the same line consumption rate.
The point of this comparison isn’t that 500 m is always better. The point is to expose the math so you can plug in your own plant data.
We’ll compare the impact of moving from 100 m coils to 500 m coils on:
- number of coil changes per shift
- changeover downtime
- changeover labor
- splice scrap
Worked example with conservative inputs
Assume a line consumes:
meters_per_shift = 2,000 mminutes_per_change = 12 minscrap_m_per_change = 3 mcrew_size = 2line_speed_m_per_min = 25 m/min(during steady running)yield = 0.98value_per_meter = $0.80(use contribution value, not revenue, if you can)
Case A: 100 m coils
changes_per_shift = 2,000 / 100 = 20downtime_min = 20 × 12 = 240 min(4.0 hours)labor_min = 240 × 2 = 480 min(8.0 labor-hours)splice_scrap_m = 20 × 3 = 60 mlost_meters = 240 × 25 × 0.98 = 5,880 mlost_value = 5,880 × $0.80 = $4,704 per shift
Case B: 500 m coils
changes_per_shift = 2,000 / 500 = 4downtime_min = 4 × 12 = 48 minlabor_min = 48 × 2 = 96 min(1.6 labor-hours)splice_scrap_m = 4 × 3 = 12 mlost_meters = 48 × 25 × 0.98 = 1,176 mlost_value = 1,176 × $0.80 = $940.80 per shift
Delta (100 m → 500 m)
- Changeovers: -16 per shift
- 중단 시간: -192 min per shift
- Labor time: -384 labor-min per shift (6.4 labor-hours)
- Splice scrap: -48 m per shift
- Throughput opportunity value: -$3,763 per shift (using the assumptions above)
These numbers look dramatic because the model assumes coil changes are true line stops and your line speed is meaningfully higher than “changeover pace.” If your line runs slower, or changeovers are partly externalized, the deltas shrink—but the direction usually stays the same.
Sensitivity levers and break-even notes
The economics of longer coils depend on a few levers you can sanity-check quickly:
- Minutes per change: If your changeover is 5 minutes instead of 12, the benefit is smaller—but still meaningful when changes are frequent.
- Meters per shift (consumption rate): Higher consumption makes coil length more valuable because you “burn through” small coils quickly.
- Scrap per change: Even modest splice scrap becomes significant when it happens 15–30 times per shift.
- Line speed during steady-state: Faster lines pay a higher opportunity cost for every stop.
- Yield during restart: If quality dips after a change (tracking, burr, surface marks, dimensional drift), your real value loss can exceed the simple downtime estimate.
A practical break-even check is to compare:
- added material/handling cost of longer coils (including storage, crane time, and any risk controls) versus
- recovered value from reduced downtime + reduced labor + reduced scrap.
코일 대형화(Longer Coils)가 실제 OEE 개선으로 이어지기 위한 전제 조건오
Handling, tension, cores, and storage
Longer coils reduce changeovers, but they raise the bar for handling discipline 그리고 tension stability.
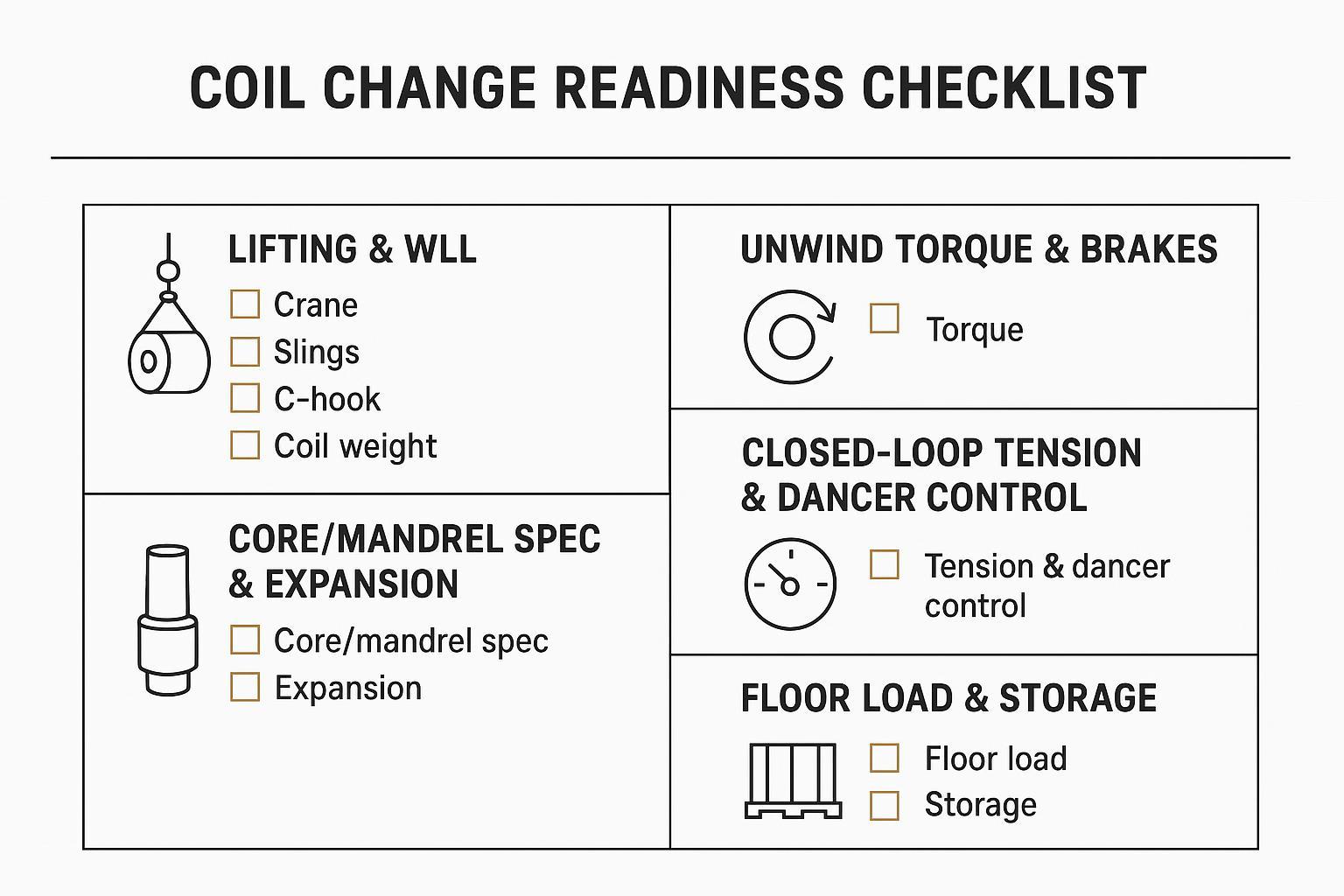
Key constraints to review before increasing coil length:
- Coil weight vs your crane and lifting fixtures (including sling angles and WLL)
- Mandrel and core spec compatibility (ID/OD, expansion range, core crush resistance)
- Brake capacity and unwind torque control (especially during acceleration/deceleration)
- Closed-loop tension control (dancer response, load-cell feedback, web/strip guide stability)
- Storage space, rack rating, and floor loading
When the strip steel itself is part of your stability problem (edge variation, thickness drift, residual stress), longer coils can amplify the pain: you’ll run longer before you realize the batch is unstable.
This is where supplier-side process control matters in a very practical way. When discussing coil length and quality control for blade strip supply, it’s reasonable to ask for evidence of heat treatment consistency 그리고 dimensional tolerances that hold over long, continuous runs—the same controls that determine whether a validated material grade like 440C will perform predictably across an extended coil. For a detailed framework on how those supplier-side controls are specified and verified for blade strip steel, see Validating 440C Dicer Replacement Blades at HRC 56–58. Maxtor Metal provides thickness tolerance records, periodic hardness sampling logs, and heat-treatment batch documentation formatted for audit-ready supplier review.
Safety, SOP, and training updates
Longer or heavier coils change the risk profile of a coil-fed line. Treat this as a controlled change: update standard work, re-train operators, and verify that handling limits and guarding assumptions still hold.
At a minimum, refresh (or add) the following:
- Training and competency: define who is qualified to run coil changes, who can operate lifting equipment, and what “sign-off” looks like after retraining.
- Lift plan and fixtures: approved fixtures only, WLL verification, exclusion zones, and clear hand signals/spotter rules.
- Lockout/tryout: isolate stored energy in brakes, pinch rolls, and tension systems before threading or clearing jams.
- Start-up recipe: documented tension/brake setpoints and a defined ramp-up sequence to reduce restart variability.
- First-meter validation: what to inspect right after restart (tracking, edge condition, burr changes, surface marks, and any dimensional checks).
For general material handling and storage guidance, see OSHA’s Materials Handling and Storage (OSHA 2236).
Use this as a lightweight standard-work checklist. Adjust to your machine’s guarding and interlock rules.
Before stop (external work)
- Next coil verified: ID/OD, core spec, edge protection intact
- Lifting plan confirmed: approved fixtures, WLL check, exclusion zone
- Tools and consumables staged: splice materials, knives, wrenches, gauges
- Correct unwind “recipe” ready: brake/torque setpoints, dancer/load-cell targets
During stop (internal work)
- Lockout/tryout per SOP for stored energy (brakes, pinch rolls, tension system)
- Coil head alignment and threading path verified (avoid twist and mis-tracking)
- Splice quality check: alignment, bonding, and tail-out management
After restart (first-meter verification)
- Tension stability: confirm dancer/load-cell response and steady tracking
- Edge/quality check: burr change, edge waviness, surface marks
- Dimensional check: width/thickness drift as applicable
- Record any ramp-up micro-stops and re-tune only via defined parameters (avoid “tribal” tweaks)
Any move to longer/heavier coils should trigger a short SOP refresh and competency check. For general handling and storage guidance, see OSHA’s “Materials Handling and Storage (OSHA 2236)” booklet: https://www.osha.gov/sites/default/files/publications/OSHA2236.pdf
Update (or add) the following to standard work:
- Lifting plan: approved fixtures, WLL verification, exclusion zones, tag lines, and “hands-off” rules
- Lockout/tryout: isolate stored energy in brakes, pinch rolls, and tension systems before threading
- Threading method: defined path, guarding/interlocks, and safe hand positions
- Tension setpoints: start-up recipe and verification checks (what “stable” looks like)
- First-piece / first-meter validation: what to inspect after a change (tracking, edge condition, burr, surface)
Integration with auto-splicing and SMED
Reducing coil change frequency is one lever. Reducing the time and variability of the remaining changes is the other.
Two practical integrations:
- Auto-splicing (optional upgrade path): Auto-splicing can reduce the effective impact of coil changes by externalizing parts of the work and reducing restart variability. In many plants, it is a capital and integration decision (equipment capability, material compatibility, safety/guarding, and validation requirements), so it is not quantified in the simple equations above. Treat it as a next-step option after you baseline changeover time, scrap per change, and restart yield.
- SMED: The core SMED idea is to convert internal work (machine stopped) to external work (machine running), then standardize what remains. The method was developed by Shigeo Shingo and is documented in detail in A Revolution in Manufacturing: The SMED System. Productivity Press, 1985 (Primary source for SMED methodology.).
A simple SMED starter checklist for coil-fed lines:
- Pre-stage the next coil (ID verified, core verified, edge protected)
- Standardize threading tools and torque settings
- Use visual marks for alignment and strip path
- Parallelize the crew: one on mechanical change, one on verification and documentation
実証事例:440C刃物用帯鋼分条・製造ライン(匿名化済)

This anonymized case shows how a blade strip producer improved OEE by reducing coil change frequency while keeping product specs stable.
Project background
- Product: 440C blade strip steel, supplied to food-cutting blades and industrial band-knife makers
- Goal: reduce changeovers by increasing coil length (not by simply pushing rolling speed)
- Duration: ~5 weeks
- Data ownership and anonymization: This dataset was collected by Maxtor Metal’s technical team during a joint supplier qualification and process optimization project with the customer. Customer-identifying details have been anonymized with permission.
Preconditions (held constant)
- Same steel grade, thickness, width, and heat-treatment process
- Same crew/team; standardized changeover training
- No new equipment added (process + changeover workflow optimization only)
- First-coil validation performed each shift
- OEE accounting rules unchanged
Measurement method
Data dictionary (what each metric means)
| Data field | Definition (what to record) | 단위 | Typical source |
|---|---|---|---|
| meters_per_shift | Actual strip consumed during the shift | m/shift | MES + coil usage log |
| minutes_per_change | Time from changeover start to stable production (exclude external prep when possible) | min/change | Video time study + downtime log |
| scrap_m_per_change | Scrap length tied to the splice/threading window (tail-out + threading scrap) | m/change | Measurement at splice + scrap log |
| changes_per_shift | Count of coil changes in the shift | count/shift | Operator record + downtime log |
| planned_downtime_min | Sum of planned stop minutes tied to coil changes | min/shift | Downtime log |
| availability_delta | Change in Availability points vs baseline | points | OEE report (same accounting rules) |
| oee_delta | Change in overall OEE points vs baseline | points | OEE report (same accounting rules) |
Note: In this pilot, “stable production” was defined as reaching the normal running window where tension, tracking, and quality checks passed the shift’s first-meter validation.
Per shift:
- record actual strip consumption (m/shift)
- time each changeover from start to stable production (min/change)
- measure scrap length around the splice/threading window (m/change)
- count changes per shift and sum planned downtime
- compute Availability and overall OEE deltas
Baseline (before)
| 목 | 기준선 |
|---|---|
| Coil length | 1,000–1,200 m/coil |
| Blade strip consumption | 2,600–3,100 m/shift |
| Coil changes | 2–3 / shift |
| 전환 시간 | 16–20 min/change |
| Scrap generated | 7–10 m/change |
Video review suggested ~60% of stoppage time was not the physical coil swap itself, but delays such as finding lifting fixtures, aligning the coil head, waiting for confirmation, and re-stabilizing tension—this pattern is commonly addressed by SMED-style analysis (separating internal vs external work and standardizing what remains).
First improvement attempt (coil length only)
Coil length was increased by approximately 30% (from the 1,000–1,200 m baseline to ~1,300–1,550 m) without changes to the unwind parameters or changeover workflow. Change count per shift dropped as expected, but the team recorded:
- Higher inertia with larger OD — unwind tension fluctuated ±15–20% during the first 8–12 minutes after a change (vs ±5% at baseline)
- Slight strip snaking during the first ~20 minutes after a change, requiring operator intervention
- Scrap per change increased from the 7–10 m baseline to 11–15 m, partially offsetting the reduction in change count
- Net Availability improvement: near zero — fewer stops, but longer restart windows per stop
The team rejected this approach and concluded that coil length increases must be paired with unwind parameter re-tuning and standardized changeover work. The lesson: coil length is a system variable, not an isolated lever.
Final improvement (coil length + process + standard work)
Actions taken:
- increased coil length by ~35–45%
- re-tuned unwind parameters
- pre-staged tools and fixtures
- standardized coil-head positioning before stop
- used a checklist for changeover + restart verification
Results:
| 목 | 전에 | 후에 |
|---|---|---|
| Coil length | 1,000–1,200 m | 1,400–1,700 m |
| Blade strip consumption | 2,600–3,100 m/shift | ~unchanged |
| 전환 시간 | 16–20 min/change | 11–14 min/change |
| Scrap per change | 7–10 m | 4–6 m |
Improvement summary
| 미터법 | 개선 |
|---|---|
| Coil changes per shift | ↓ ~25–35% |
| Planned downtime | ↓ ~35–45% |
| Changeover scrap | ↓ ~30–45% |
| 유효성 | + ~2–4 points |
| Overall OEE | + ~3–6 points |
Operator behaviors that mattered
High-performing crews typically:
- prepped the next coil ~10 minutes in advance
- confirmed fixtures and lifting plan before stopping
- loaded the correct unwind tension recipe early
- performed immediate first-meter checks after restart
Lower-performing crews tended to:
- search for tools after the line stopped
- delay first-coil checks
- rely on ad-hoc tension tuning
Even on the same equipment, the difference between shifts was often ~2–4 min/change.
Applicability limits
This approach is most effective when:
- production is stable (same grade/spec for long runs)
- coil weight/OD increases are within handling limits
- the unwind system can control higher inertia reliably
If your schedule frequently changes grade/width/spec, the benefits of longer coils may be offset by SKU changeovers—so combine coil length strategy with SMED, scheduling discipline, and standardized work rather than relying on coil length alone.

FAQ:
Q: 코일 교체 빈도는 OEE에 어떤 영향을 미칩니까?
모든 코일 교체는 계획된 생산 시간 내의 '계획된 정지'에 해당하며, 이는 OEE의 시간 가동률(Availability)을 직접적으로 떨어뜨립니다. 또한 라인 재가동 시 성능 가동률(속도 램프업, 스트립 장력 안정화)과 품질(접합부 인접 불량, 치수 드리프트)이 저하될 수 있는 가동 초기 구간을 유발합니다. 이러한 복합적인 영향으로 인해 코일 교체 빈도 개선은 코일 피딩 라인에서 가장 투자 회수(Payback)가 빠른 OEE 개선 레버 중 하나로 꼽힙니다. 가동 중단 시간, 공수(노무비), 접합 스크랩이라는 '회복 가능한 3대 손실'을 한 번에 정돈할 수 있기 때문입니다.
Q: 코일 피딩 방식의 나이프 스트립 라인에서 직관적이고 현실적인 교체(Changeover) 시간 목표는 무엇입니까?
본 문의 파일럿 데이터에 따르면, SMED(싱글 정돈) 스타일의 최적화를 거치기 전에는 회당 16~20분이 일반적인 베이스라인입니다. 기외 준비 작업(External prep)을 표준화하고, 치공구(Fixtures)를 사전에 배치하며, 정지 전 언와인더(Unwind) 레시피를 검증한 결과, 동일한 작업 조가 설비 추가 없이 회당 11~14분을 달성했습니다(약 25~35% 단축). 자동 접합(Auto-splicing) 기능이 있는 라인은 기내 교체 시간을 더 줄일 수 있지만, 가장 큰 단일 개선 성과는 대개 사후 반응적인 "공구 및 자재 찾기" 시간을 사전 준비된 기외 작업으로 전환하는 데서 나옵니다.
Q: 코일 교체로 인한 OEE 시간 가동률 손실(Availability loss)은 어떻게 계산합니까?
계산식: 가동중단_시간(분) = (교대조당_소모메터수 / 코일당_메터수) × 회당_교체시간(분). 이 값을 계획된 생산 시간으로 나누면 시간 가동률 하락 비율(%)을 얻을 수 있습니다. 예를 들어, 교대조당 20회 교체 × 회당 12분 = 240분의 계획된 다운타임이 발생합니다. 8시간 근무(480분) 기준으로, 비계획 정지(突發정지)를 제외하고도 코일 교체 하나만으로 이미 50%의 시간 가동률 손실(Drag)이 발생하는 셈입니다.
Q: 코일의 길이가 스트립의 품질이나 나이프의 성능에 영향을 미칩니까?
코일 길이 자체는 스트립 품질에 중립적입니다. 중요한 것은 공급업체의 공정 제어(Process control)가 코일 전장에 걸쳐 일정하게 유지되느냐입니다. 코일이 길어지면 기존의 치수 드리프트나 열처리 불균일성이 증폭됩니다. 즉, 문제를 감지하기 전에 라인이 더 길게 가동되어 불량 구간이 늘어날 수 있습니다. 이것이 코일 길이 연장을 단순한 물류적 결정으로 취급해서는 안 되며, 공급업체의 품질 문서 검토와 반드시 병행해야 하는 이유입니다. 특히 나이프용 스트립강(Blade strip steel)의 경우, 코일 전장에 걸친 '두께 공差(Tolerance)'와 주기적인 '경도 샘플링 검사'는 공급업체에 요청해야 할 가장 중요한 두 가지 공정 제어 지표입니다.
Q: 코일 대형화(Longer Coils)를 단행해도 OEE가 개선되지 않는 경우는 언제입니까?
개선 효과가 미비하거나 오히려 마이너스가 되는 세 가지 대표적인 시나리오가 있습니다. (1) 생산 스케줄상 강종, 폭, 사양 변경이 빈번한 경우: SKU 교체(품종 변경)에 따른 다운타임이 코일 교체 빈도 감소로 얻은 이득을 상쇄합니다. (2) 언와인더 설비가 대외경(Large OD) 코일의 '높은 관성(Inertia)'을 안정적으로 제어하지 못하는 경우: 재가동 초기 장력 및 속도 제어가 불안정해져 다운타임 단축 효과가 사라집니다. (3) 해당 라인이 공정 전체의 제약 조건(Bottleneck)이 아닌 경우: 후공정(Downstream)이 병목 구간이라면 코일 라인에서 시간 가동률을 확보하더라도 공장 전체의 추가적인 처리량(Throughput) 가치 증대로 이어지지 않습니다.
Q: 코일 대형화로 전환할 때 나이프용 스트립강 공급업체에 요청해야 하는 필수 품질 문서는 무엇입니까?
최소한 다음 문서들이 필요합니다. 코일의 양 끝단뿐만 아니라 전장에 걸쳐 샘플링된 '치수 공차 기록(두께 및 폭)', 코일 로트 번호와 연동된 '열처리 배치(Batch) 기록서', 그리고 '경도 샘플링 검사 로그'입니다. 식품 접촉용 나이프 어플리케이션의 경우, '부동태화(Passivation) 및 표면 조도 기록(Ra ≤ 0.8 µm)'도 필수적으로 확인해야 합니다. Maxtor Metal은 스트립강 코일 공급 자격을 평가하는 고객들을 위해 공급업체 감사(Audit) 프로그램 형식에 맞춘 표준 품질 문서 패키지를 완벽히 지원하고 있습니다.
결론
- Key gains: fewer changeovers, higher Availability, lower setup labor, less splice scrap
- Next steps: plug in plant data, validate with a short pilot, review handling and safety limits
Reducing coil change frequency is a clean OEE play because it attacks a visible loss bucket: planned downtime for changeovers. The ROI often survives conservative assumptions because you’re stacking three effects—Availability time back, fewer labor-minutes tied up in non-value-added work, and fewer splice-related scrap events.
If you want this to hold up in a technical review, treat coil length as a process capability question, not only a purchasing question. Longer stable runs require consistent heat treatment and tight dimensional control over the whole coil—which means your supplier’s QC documentation is part of the equation, not just the strip price.
Maxtor Metal supports customers running formal coil supply validation programs with batch-level documentation: dimensional tolerance records across coil length, heat-treatment consistency data, and hardness sampling logs formatted for audit-ready review. If your internal review requires a concrete long-coil supply spec as a reference point, the industrial blade strip steel in beveled reels product page is the relevant starting point.
참고문헌
데이터 투명성 고지
- Last updated: 2026-07-11
- 면책 조항: This article includes a product example from Maxtor Metal for illustration. The OEE model and the pilot methodology can be applied with any qualified coil supplier.
- How the pilot data was measured: The pilot section summarizes an anonymized 5-week field trial with consistent OEE accounting rules, per-change time studies, and measured scrap length around the splice/threading window. In this context, changeover time means from changeover start to stable production (exclude external prep where possible), and scrap per change means tail-out + threading scrap measured around the splice/threading window.
- Safety note: Always follow your site’s safety procedures, lifting plans, and equipment OEM instructions when changing coils or tuning tension systems.
- ISO. ISO 22400-2:2021 — Automation systems and integration — Key performance indicators (KPIs) for manufacturing operations management — Part 2: Definitions and descriptions. https://www.iso.org/standard/54497.html
- Shingo, S. A Revolution in Manufacturing: The SMED System. Productivity Press, 1985. (Primary source for SMED methodology.) https://books.google.com.pe/books?id=ooXVVIfqEQwC&printsec=frontcover
- OSHA. “Materials Handling and Storage (OSHA 2236).” https://www.osha.gov/sites/default/files/publications/OSHA2236.pdf
- OSHA. “OSHA procedures for safe weight limits when manually lifting (Standard Interpretations).” https://www.osha.gov/laws-regs/standardinterpretations/2013-06-04-0
- ASME. ASME B30.20 — Below-the-Hook Lifting Devices. American Society of Mechanical Engineers. https://www.asme.org/codes-standards/find-codes-standards/b30-20-hook-lifting-devices
토미 탕 는 선임 영업 엔지니어입니다. Maxtor Metal with 12 years of experience supporting industrial customers with custom blade and blade strip supply, including coil-fed cutting and slitting applications. He holds CSE, CME, 식스 시그마 그린 벨트, 그리고 PMP credentials, and focuses on helping engineers and technical buyers reduce downtime risk through material selection, dimensional consistency, and audit-friendly quality control.