
Выбор стали для лезвия Лезвия для нарезки, пригодные для пищевых продуктов Это не просто решение, касающееся расходных материалов. Если вы сравниваете... стальное лезвие для хлеборезки При выборе поставщика необходимо подобрать спецификацию, которая выдержит реальные санитарные условия и реальную продолжительность работы. На высокопроизводительных линиях (600–1200 буханок в час) материал лезвия влияет на четыре результата, которые проявляются каждую смену: внешний вид ломтиков, формирование мякиша, санитарные усилия и незапланированные остановки.
Лезвие, которое долго держит заточку и устойчиво к коррозии, помогает контролировать смещение толщины, разрывы и образование крошки. Лезвие, которое быстро затупляется или ржавеет при регулярной мойке, превращается в проблему с общей эффективностью оборудования и головную боль, связанную с соблюдением нормативных требований.
Данное руководство предназначено для хлебопекарных предприятий и производителей хлеборезных машин, занимающихся подбором или квалификацией лезвий для хлеборезных машин для непрерывного производства. Область применения ограничена по замыслу: лезвия для слайсеров, контактирующие с пищевыми продуктами Используется на промышленных хлебопекарных линиях, производящих примерно 600–1200 буханок в час, где необходимы как гигиеничные конструктивные решения, так и предсказуемые общие затраты.
Мы будем использовать те же критерии принятия решений, которые важны для ваших линейных и QA-команд:
- Скорость крошки (как быстро накапливаются крошки и сколько работы/уборки это влечет за собой)
- Разница в толщине (равномерность нарезки от ломтика к ломтику по мере износа лезвий)
- Санитарное соответствие (характеристики коррозии под воздействием чистящих средств и времени выдержки)
- ТКО (стоимость лезвия + затраты на заточку/переналадку + риск простоя)
Основные выводы
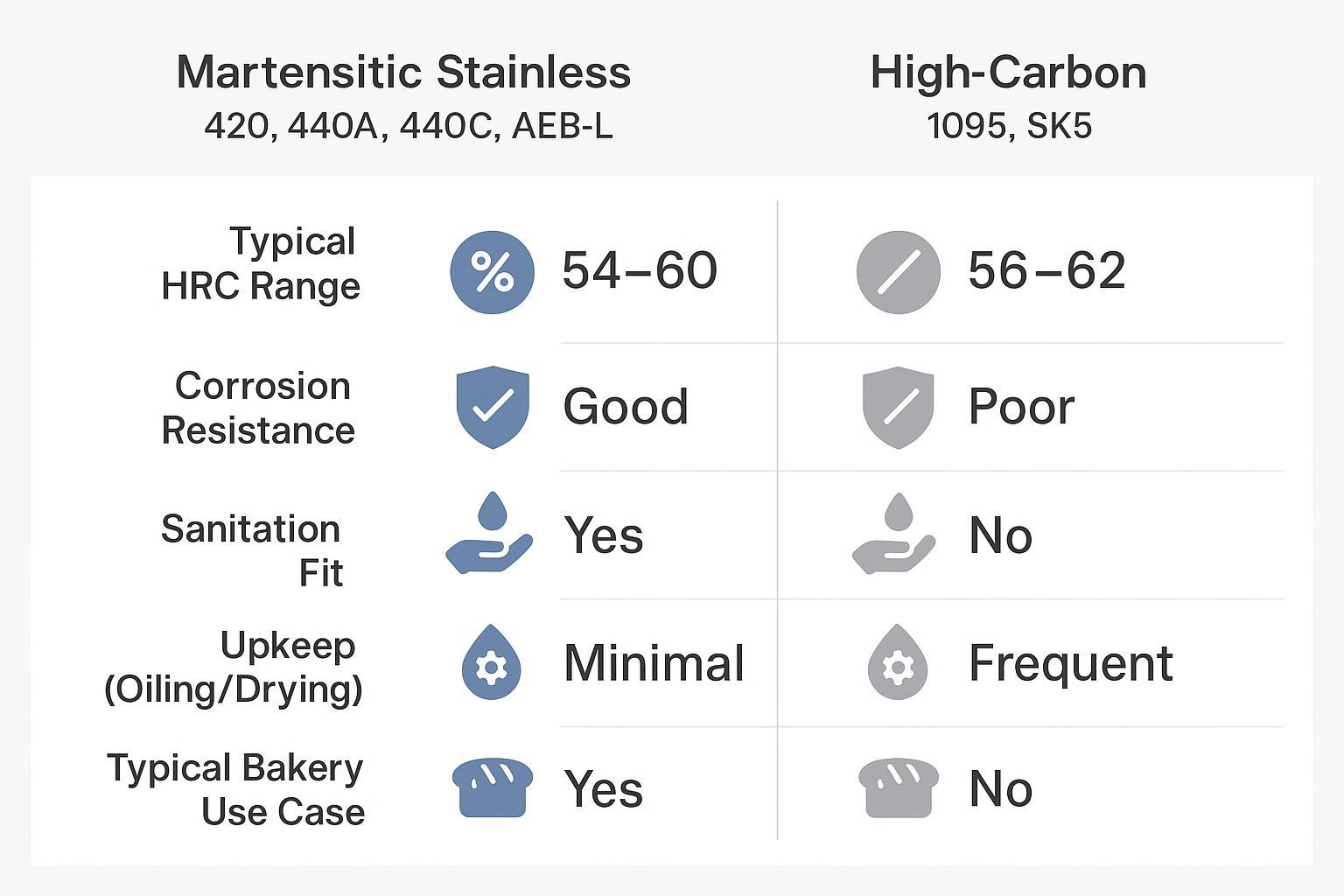
- Для большинства пекарен базовая линия мартенситной нержавеющей стали (обычно серии 420/440) — это наиболее безопасная отправная точка с точки зрения соответствия санитарным нормам и предсказуемого технического обслуживания.
- Постоянство твердости и термообработки Зачастую они важнее, чем маркировка сорта, особенно когда необходимо контролировать изменчивость толщины и степени мякиша в течение длительных циклов производства.
- Высокоуглеродистые стали (1095/SK5) могут резать агрессивно, но они плохо подходят для влажная санитария если только у вас нет строгой программы защиты от ржавчины и контролируемого воздействия.
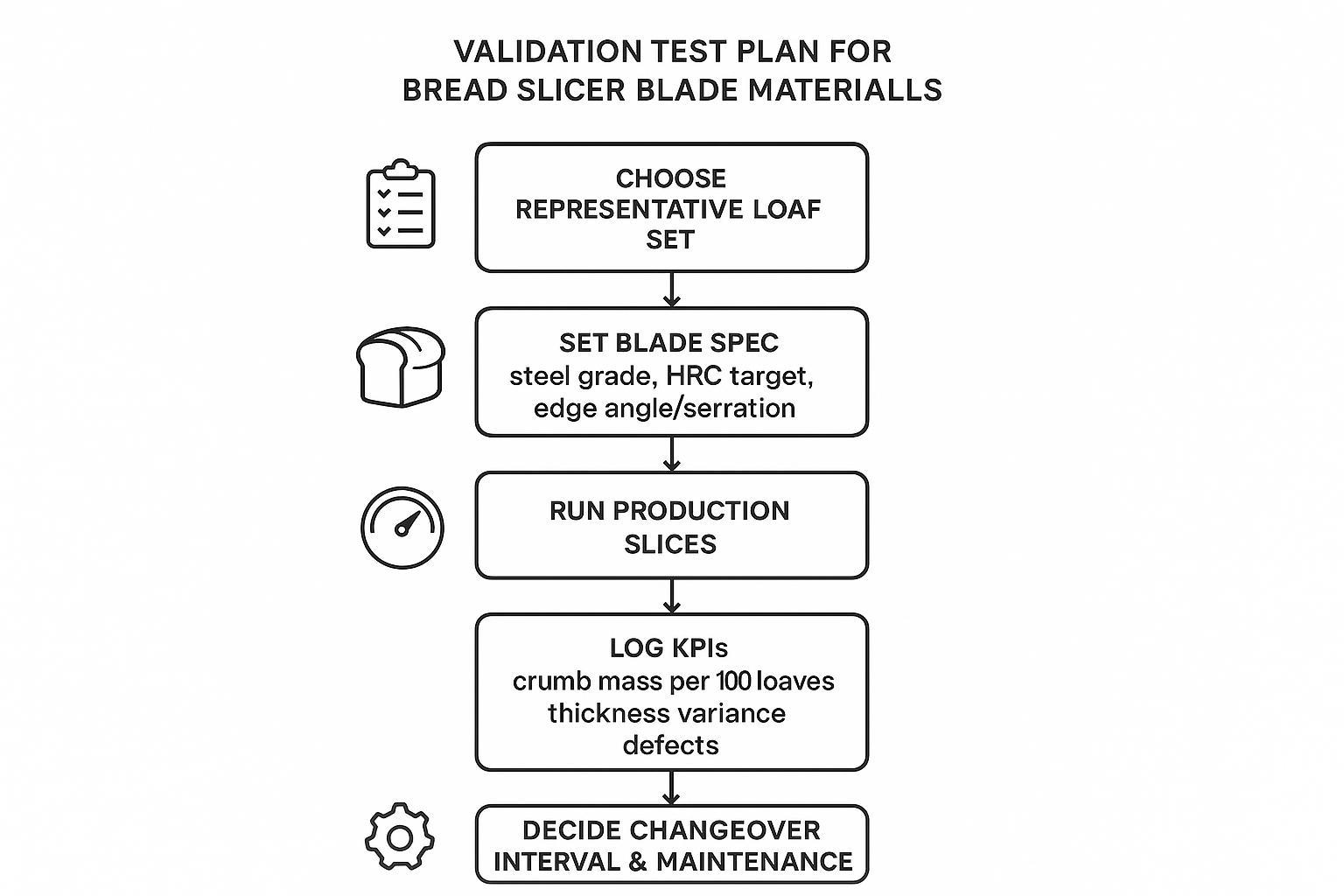
- Проверьте правильность выбора стали с помощью короткого, измеримого испытания: фиксированная высота буханки, фиксированная геометрия кромки, разброс толщины и формы мякиша, затем установите интервал переналадки.
Основные материалы, используемые для изготовления лезвий для слайсеров пищевого качества.

Выбор материала для лезвий слайсера — это, по сути, три взаимосвязанных решения:
- Семья Стил (мартенситная нержавеющая сталь против высокоуглеродистой стали)
- Цель термообработки (особенно твердость и стабильность при отпуске)
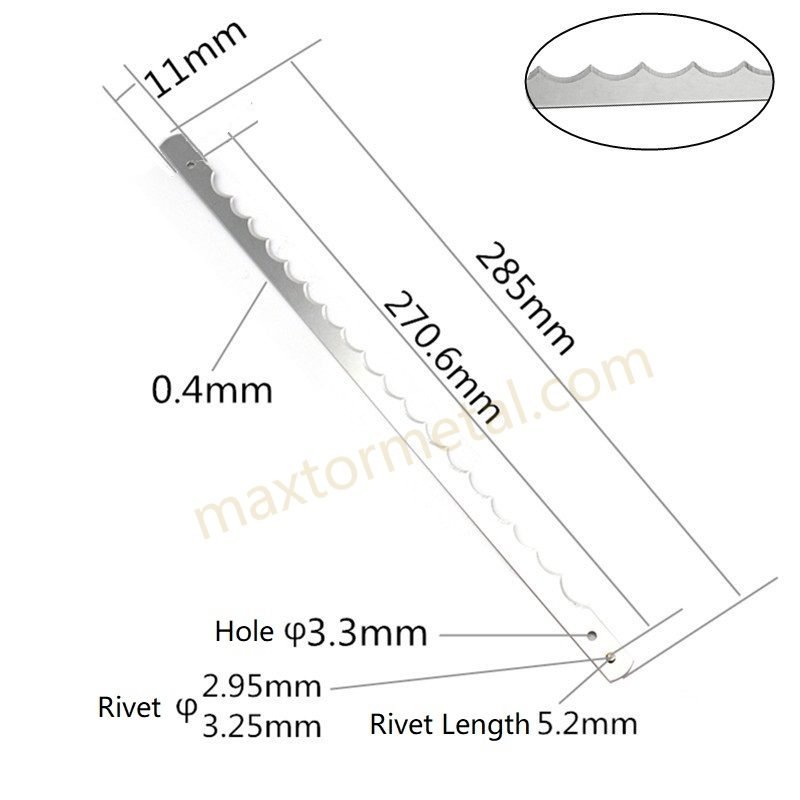
- Геометрия ребер (Рисунок зазубрин, угол заточки и качество обработки поверхности)
Изменение хотя бы одного из этих параметров может повлиять на стабильность крошки и толщины ломтиков, даже если все остальные параметры слайсера останутся неизменными.
варианты мартенситной нержавеющей стали
Мартенситные нержавеющие стали широко используются для изготовления режущих кромок. На практике многие предприятия стандартизируют их использование. Лезвия слайсера из мартенситной нержавеющей стали Это упрощает контроль гигиены и хранение запасных частей, поскольку их можно подвергать термообработке для достижения полезной твердости, сохраняя при этом коррозионную стойкость по сравнению с углеродистыми сталями.
Если говорить о практической стороне вопроса в пекарском деле:
- Варианты 420 / SUS420 Они часто используются там, где наиболее важны коррозионная стойкость и простота в гигиеническом обслуживании, и имеют умеренный срок службы кромки.
- 440А / 440С Это типичные варианты "повышенного качества", когда требуется более длительная стойкость кромки без отказа от нержавеющей стали.
- AEB-L Часто обсуждается вопрос о тонких, стабильных кромках. Для производителей оригинального оборудования (OEM) Сталь для лезвий слайсера AEB-L Может быть привлекательным вариантом, когда требуется высокая прочность и тонкая кромка, но только если вы можете контролировать термообработку и шлифовку.
Не стоит слишком полагаться только на названия марок стали. Два поставщика могут поставлять лезвия с маркировкой «440C», которые ведут себя совершенно по-разному, если различаются термообработка, криогенная обработка (если используется) и окончательная заточка.
Базовая реальность, влияющая на процесс закупок: нержавеющая сталь с более высокой твердостью может увеличить срок службы кромки, но при этом она может стать менее надежной, если настройка вашего слайсера нестабильна (выравнивание, натяжение, контроль температуры хлеба). Именно поэтому следует привязывать изменения материала к плану проверки, а не к утверждению о наличии «лучшей стали».
Варианты высокоуглеродистой стали
Высокоуглеродистые стали, такие как 1095 и СК5 Их можно подвергнуть термообработке для достижения высокой твердости, и при резке они часто кажутся «чрезвычайно острыми».
В хлебопекарном производстве преимущество очевидно: лезвия из высокоуглеродистой стали дольше сохранять прочность корочки и мякоти с семенами в определенных условиях. Недостаток также очевиден: они имеют низкая коррозионная стойкостьПоэтому они зависят от строгой дисциплины сушки/промасливания и контролируемого воздействия химических веществ.
Если ваша программа санитарной обработки включает в себя влажную мойку, застой влаги или использование хлорсодержащих химических веществ, то углеродистая сталь первой начнет страдать от ржавчины, которая может перерасти из косметической проблемы в функциональную (увеличивается сопротивление трению, прилипают загрязнения, и кромка изнашивается).
В качестве общего ориентира можно привести сравнительные данные по материалам, например, в разделе, посвященном компании MWalloys. ««Высокоуглеродистая сталь 1095 против нержавеющей стали 440/440C» (2026) Подчеркните этот ключевой компромисс: углеродистая сталь хорошо режется, но риск коррозии — это плата, которую вы платите во влажной среде. Для более подробного обсуждения этого же компромисса в контексте хлебопекарной промышленности см. Обзор сравнения нержавеющей и углеродистой стали от MAXTOR METAL.
Примечание: При оценке любых рекомендаций поставщиков (включая наши) используйте результаты заводских испытаний и данные сторонних организаций по гигиене/коррозии для перекрестной проверки предположений, особенно если ваша система санитарной обработки включает в себя использование хлорсодержащих химических веществ или частую влажную мойку.
Основы термообработки
Для лезвий слайсеров термообработка — это не просто желательная мера. Именно она определяет, станет ли выбранная вами сталь пригодной для серийного производства деталью.
Как минимум, в спецификации термообработки должны быть указаны следующие параметры:
- Целевой диапазон твердости (HRC) и допустимый допуск (ваш) твердость лезвия по шкале HRC окно)
- Метод определения твердости и отбор проб (за партию, за полоску, за лезвие — в зависимости от вашего уровня риска). Для определения твердости по Роквеллу обычно используются следующие стандарты: ISO 6508 и ASTM E18.
- Контроль температуры (поскольку один и тот же сорт при разной степени закалки может менять прочность и стабильность кромки)
Типичная отправная точка: Многие пекари рассматривают выбор сорта теста (например, 420 против 440A/440C) как первый фильтр, затем устанавливают диапазон твердости по шкале HRC и проверяют его на соответствие целевым показателям толщины мякиша и вариативности толщины на собственном слайсере. Не следует рассматривать какое-либо «типичное» значение твердости как универсальное требование — геометрия кромки, температура выпечки и выравнивание могут существенно влиять на результаты.
Твердость — не единственная переменная, но это полезный регулятор: более твердые кромки, как правило, дольше сопротивляются износу, но могут быть более склонны к сколам или преждевременным микроповреждениям, если система смещена или если хлеб нарезается при слишком высокой температуре.
С точки зрения квалификации поставщика, вам также необходимы доказательства того, что поставщик может стабильно выполнять термообработку. Например, MAXTOR METAL (см. Продукция MAXTOR METAL (для лезвий хлеборезки и соответствующих ножей) описывает поддержку выбора материалов и контроль в процессе производства, включая проверка твердости на своем страница с изготовленными на заказ круглыми ножами, Это именно тот тип возможностей, который вы хотите проверить во время внедрения (запрос отчетов о твердости и отслеживаемости для ваших пилотных партий).
Производительность и гигиена

Есть две причины, по которым производительность и гигиена должны рассматриваться одновременно:
- Чистый срез уменьшает количество крошек и мусора, что снижает нагрузку на санитарную службу.
- Коррозия или образование ямок на лезвии могут создать риск, препятствующий проверке качества очистки, а также увеличить сопротивление, ускоряя образование дефектов при резке.
Срок службы лезвия и качество среза
В вашей линейке продукции «сохранение кромки» не рассматривается как абстрактное металлургическое свойство. Оно проявляется следующим образом:
- Ещё крошки сбор в решетке для нарезки и защитных кожухах ниже по потоку
- Рваные или неровные края (особенно в случае с продуктами, имеющими хрустящую корочку)
- Смещение толщины в ходе пробега при изменении сопротивления резанию
В рекомендациях по промышленной нарезке неизменно указывается состояние и правильная настройка лезвий. Например, в советах по устранению неполадок промышленных хлеборезных машин отмечается, что затупившиеся или изношенные лезвия увеличивают сопротивление и способствуют неравномерной нарезке и скоплению мусора (см. Руководство по устранению неполадок хлеборезки Hanzun (2026)).
Материал влияет на скорость достижения порога затухания, но геометрия и конфигурация определяют, как этот порог будет вести себя в вашей реальности:
- Геометрия, обеспечивающая низкое сопротивление при скольжении, может дольше оставаться приемлемой даже в неидеальных условиях.
- Неправильная центровка, некорректное натяжение или нарезка слишком горячего хлеба могут маскировать или усиливать существенные различия.
При сравнении сталей необходимо сохранять стабильность остальной части системы во время испытаний: одинаковый профиль зубцов, одинаковый угол заточки, одинаковый температурный диапазон для выпечки хлеба и одинаковые проверки натяжения/выравнивания. Практический обзор типов промышленных хлебопечек и факторов выбора также представлен в [ссылка на источник]. Сравнение лезвий для нарезки хлеба от MAXTOR METAL.
Ключевой выводЕсли ваш ключевой показатель эффективности (KPI) — это отклонение толщины, то «выбор стали» никогда не будет единственной переменной. Сначала контролируйте геометрию кромки и настройку, а затем оценивайте сталь.
Санитария, коррозия, соответствие нормам
Пищевые растения негативно реагируют на металлы двумя способами: влагой и химическими процессами.
Даже нержавеющая сталь может подвергаться коррозии при воздействии неподходящих чистящих средств или если остатки загрязняющих веществ скапливаются в застойных зонах. Статья в журнале Food Safety Magazine. «На предприятиях пищевой промышленности: опасность коррозии при сварке нержавеющей стали» (2014) Это полезное напоминание о том, что содержание солей, качество изготовления и состояние поверхности имеют значение в реальных условиях, а не только в лабораторных таблицах.
Для профилактики в повседневной жизни полезны такие рекомендации, как рекомендации NAFEM. «8 способов защиты нержавеющей стали» (2024) Это соответствует тому, что уже известно сотрудникам пекарни, но что они иногда не могут в полной мере соблюдать под давлением производства: выбирайте правильные чистящие средства, используйте соответствующие инструменты для очистки, тщательно ополаскивайте и избегайте оставления агрессивных химических веществ на поверхности.
Вот как это отражается на выборе стали для лезвий слайсера:
- Если ваши санитарные нужды включают в себя мокрая мойкаВ практическом плане обычно используются варианты из мартенситной нержавеющей стали.
- Если ваши санитарные нужды включают в себя хлорсодержащие химические веществаДаже нержавеющая сталь может покрываться точечными пятнами, если не контролировать время выдержки и режим промывки/сушки.
- Если ваша санитарная служба включает в себя стоячая влага (дренажные системы, ограждения, конденсат), высокоуглеродистые стали представляют собой риск, требующий частого технического обслуживания.
Соответствие требованиям редко сводится к одному-единственному сертификату на модуле. В ходе аудитов... Санитарная обработка лезвий слайсера по системе HACCP. Оценка эффективности зависит от того, насколько эффективно ваш метод очистки предотвращает коррозию, скопление остатков и мусора. Коррозию, которая приводит к образованию шероховатых поверхностей, изменению цвета или скоплению остатков, трудно предотвратить, особенно если она приводит к накоплению мусора или необходимости частого профилактического обслуживания.
Техническое обслуживание и общая стоимость владения
Общая стоимость владения (TCO) для лезвий слайсера — это не цена покупки. Это:
- Цена лезвия
- Переналадка оборудования
- график заточки или замены
- Потери производства во время подготовки и уборки.
- Потери качества (крошка, брак, жалобы клиентов)
Рассматривайте замену лезвий как плановый интервал, подобно любой другой замене расходных материалов, и формируйте этот интервал на основе измеримых данных о производственной линии.
Толщина ломтика может изменяться под воздействием множества факторов, а не только износа лезвия. Издание Baking Business сообщило, что такие факторы, как температура продукта, натяжение лезвия, температура лезвия и его положение, влияют на толщину ломтика на промышленных слайсерах (см. «Как избежать ошибок при нарезке хлеба» (2019)Если вы их не стабилизируете, то в возникновении проблем, вызванных неправильной установкой, вы будете винить сталь.
Выбор и проверка
Правильное решение при выборе стали позволяет достичь двух целей одновременно:
- Это соответствует вашей санитарной ситуации.
- Это позволяет получать стабильные ключевые показатели эффективности (KPI) для отдельных сегментов при запланированном интервале переключения.
Базовый вариант против варианта с обновлением
Начните с базового уровня, который снижает риски, а затем переходите на более высокий уровень только тогда, когда данные покажут, что обновление окупается.
Базовый вариант (большинство линий): мартенситная нержавеющая сталь
- Используйте мартенситную нержавеющую сталь в качестве базового варианта, если на предприятии применяется влажная санитарная обработка, часто происходят переналадки или требуется предсказуемое соответствие нормативным требованиям.
- Обычно базовым вариантом является выбор из 420/440 семейств в зависимости от того, насколько абразивны ваши продукты и как часто вам нужно работать без изменений. Многие команды начинают с практического подхода: Лезвия для слайсера 420 против 440C—затем подтвердите свой выбор, используя данные KPI и соответствие санитарным нормам.
Путь модернизации: повышение стабильности кромок в нержавеющей стали.
- Если крошка образуется слишком быстро или разница в толщине увеличивается до истечения запланированного переходного периода, следующим шагом обычно является модернизация в рамках линейки нержавеющей стали (например, переход на варианты с более длительным сроком службы кромок из семейства 440 или изучение AEB-L в тех случаях, когда обеспечен надежный контроль поставок и термообработки).
- Суть обновления не в принципе «чем сложнее, тем лучше». Речь идёт о «более длительном допустимом окне KPI без увеличения количества поломок, проблем с санитарией или усложнения конструкции».
Там, где использование высокоуглеродистых материалов может быть целесообразным (при наличии четких ограничений)
- Высокоуглеродистые стали (1095/SK5) могут рассматриваться в тех случаях, когда процесс санитарной обработки осуществляется в сухих или строго контролируемых условиях, и когда предприятие готово и способно постоянно предотвращать коррозию.
- Если вы не можете гарантировать высыхание и защиту после очистки, углеродистая сталь, как правило, не проходит проверку на гигиеничность, даже если она хорошо режет.
На практике многим OEM-производителям и заводским командам также нужен поставщик, способный последовательно выполнять спецификацию и документировать это. Не превращая это в рекламную презентацию: такие возможности, как контролируемая термообработка, поддержка выбора марки стали и контроль твердости в процессе производства, являются важными критериями отбора. При выборе поставщика рассматривайте документацию (сертификаты материалов, отчеты о твердости, отслеживаемость партий) как часть спецификации лезвия, а не как нечто второстепенное. Для OEM-чертежей или модернизированных моделей способность поставщика изготавливать изделия по чертежам или образцам имеет такое же значение, как и семейство стали (см. MAXTOR METAL — изготовленные на заказ лезвия).
Настройка параметров для тестирования
Для объективного сравнения сталей зафиксируйте параметры, которые в противном случае могут существенно повлиять на результаты.
Параметры настройки тестирования, которые необходимо определить перед началом испытаний:
- набор буханокВключать как минимум один мягкий сэндвич-продукт и один продукт с повышенной устойчивостью к болезням (с корочкой, с семенами или с высоким содержанием наполнителей).
- Диапазон температур для выпечки хлеба: определить диапазон температур, при которых следует производить нарезку, и обеспечить его соблюдение.
- геометрия лопасти: тип и шаг зубцов, угол заточки и качество обработки поверхности.
- Целевая твердость (HRC): задайте диапазон значений для каждого вида стали, а не одно конкретное значение.
- Настройки нарезки: проверка натяжения, направляющих, прижимных ремней и выравнивания.
- Цикл очистки: соответствует вашей реальной стандартной операционной процедуре санитарной обработки (химические вещества + время выдержки + этапы ополаскивания/сушки).
Здесь производители оборудования могут также согласовать проектные решения с реальными условиями эксплуатации: если система направляющих чувствительна к определенным допускам по жесткости или толщине лопаток, следует рассматривать это как критерий квалификации.
Ключевые показатели эффективности и планирование переналадки
Выбирайте ключевые показатели эффективности (KPI), которые можно быстро измерить и которые коррелируют с жалобами ваших клиентов.
Общий набор KPI для проверки лезвия слайсера:
- Мясная масса на 100 буханок (или за смену) при стандартизированном методе сбора
- Разница в толщине (например, стандартное отклонение для выборки определенного размера)
- Уровень брака (разрывы, неровные края, спрессованные ломтики)
- Нагрузка по уборке (Время, необходимое для очистки слайсерной головки до приемлемого состояния)
- Время переналадки (Замена лезвия + повторное натяжение/выравнивание + проверка работоспособности с первого раза)
Затем определите интервал переключения, исходя из того, когда ключевые показатели эффективности (KPI) превышают ваш «неприемлемый» порог, а не когда лезвие выглядит изношенным.
Соответствие стандартам ЕС и принципы гигиенического проектирования (как ими пользоваться)

Данная статья представляет собой руководство по передовым техническим практикам, а не юридическую консультацию. Если вы указываете... лезвия для слайсеров, контактирующие с пищевыми продуктами Для стран ЕС полезно сопоставить технические характеристики ваших блейд-серверов и документацию поставщиков с несколькими широко используемыми системами координат:
- Рамочный регламент ЕС (ЕС) № 1935/2004 (Материалы, контактирующие с пищевыми продуктами)Основной принцип заключается в том, что материалы не должны передавать пищевым продуктам компоненты в количествах, которые могут представлять опасность для здоровья, вызывать неприемлемые изменения в составе пищевых продуктов или ухудшать их органолептические характеристики.
- Надлежащая производственная практика: Регламент (ЕС) № 2023/2006Используйте это при проверке того, насколько поставщик лезвий контролирует процессы, обеспечивает отслеживаемость и имеет ли он последовательные процедуры контроля.
- Руководство по Metal и сплавам (Резолюция Совета Европы CM/Res(2020)9 + Техническое руководство EDQM: Metal и сплавы, используемые в материалах и изделиях, контактирующих с пищевыми продуктами.(2-е изд., 2024 г.)Эти справочные материалы обычно используются для металлов/сплавов и рассматривают подходы к испытаниям на герметичность. Конкретные пределы выбросов (SRL) для металлических элементов.
- Рекомендации по гигиеническому проектированию (EHEDG) — Принципы гигиенического проектирования)Используйте это для проверки совместимости конструкции лезвия, состояния поверхности и взаимодействия оборудования с процессом очистки (например, минимизация щелей и избегание условий поверхности, затрудняющих удаление остатков).
Как применять эти ссылки на практике:
- Добавьте пакет документов, подтверждающих соответствие стандартам, к вашему запросу предложений по лезвиям.: запросить сертификаты на материалы, информацию о прослеживаемости партий, записи о проверке твердости и краткое описание предполагаемых условий использования при контакте с пищевыми продуктами.
- Привяжите свой план верификации к методам тестирования.: определить метод испытания твердости в соответствии с ISO 6508 / ASTM E18 (Роквелл) и определить методы оценки коррозии, соответствующие вашим санитарным условиям (например, процедуры испытаний солевым туманом, такие как...). ISO 9227 / ASTM B117 где это уместно).
- Проверьте риски, связанные с химическими составами для санитарной обработки.Если ваши чистящие средства содержат хлор или существует риск повышенной влажности, рассматривайте коррозию/образование точечных повреждений как контролируемый фактор риска в системе HACCP и подтвердите это с помощью вашей фактической стандартной операционной процедуры (химический состав, время выдержки, этапы ополаскивания и сушки).
Эти справочные материалы не заменяют работы по валидации, проводимые вашим предприятием, но они помогают сделать выбор материалов и квалификацию поставщиков более обоснованными и воспроизводимыми на разных площадках.
Заключение
Для большинства коммерческих пекарен практичный и низкорисковый вариант выглядит следующим образом:
- Используйте базовая линия мартенситной нержавеющей стали Для ножей, контактирующих с пищевыми продуктами, можно перейти на ножи из нержавеющей стали, когда этого потребуют целевые показатели длины цикла и пороговые значения KPI.
- Высокоуглеродистые стали следует рассматривать как нишевый вариант. Если ваша санитарная система связана с влажными процессами или использованием большого количества химических веществ, они, как правило, не подходят, поскольку скрытыми издержками становится коррозия.
Следующие шаги просты и измеримы:
- Провести пилотное исследование на репрезентативных продуктах (как минимум один мягкий хлеб и один сложный в приготовлении хлеб), используя фиксированную геометрию и заданный целевой показатель твердости по Роквеллу (HRC).
- Зафиксируйте важные ключевые показатели эффективности (KPI) — скорость образования крошки и вариативность толщины — затем установите интервал переналадки, который обеспечит сохранение качества ломтиков и общей эффективности оборудования (OEE).
- Приведите технические характеристики лезвия и пакет документации в соответствие с требованиями HACCP и циклами закупок (сертификаты материалов, отчеты о твердости и отслеживаемость для опытных партий).
Если вы хотите ускорить цикл квалификации, начните со стандартизации шаблона тестирования и контрольного списка документации поставщика, а затем применяйте их последовательно ко всем кандидатам, как на базовом этапе, так и на этапе обновления.
Примечания, область применения и ссылки
- ОбъемДанное руководство посвящено лезвиям слайсеров, контактирующим с пищевыми продуктами, используемых на промышленных хлебопекарных линиях (примерно 600–1200 буханок в час). Результаты могут значительно меняться в зависимости от конструкции слайсера, рецептуры хлеба (с семенами/с хрустящей корочкой), температуры выпечки и санитарно-гигиенических условий.
- Не является юридической консультацией.Для развертывания в ЕС подтвердите требования к соответствию стандартам для материалов, контактирующих с пищевыми продуктами, с вашей внутренней группой контроля качества/регулирования, а также с требованиями в принимающем государстве-члене ЕС.
- О цитированииДля практической ориентации предоставлены веб-ссылки. При проведении аудитов и квалификации поставщиков следует отдавать приоритет контролируемым методам испытаний, документированным протоколам проверок и признанным техническим рекомендациям (например, правилам ЕС в области контроля качества материалов, руководству EDQM по металлам/сплавам и принципам гигиенического проектирования EHEDG).
Об авторе и технический обзор
- АвторНэнси Ву, старший инженер-технолог, Нанкинская металлургическая промышленность.
- Опыт: 12 лет опыта в промышленном производстве лезвий и управлении технологическими процессами.
- Реквизиты для входа: Эксперт в предметной области – CMfgE, PMP, Six Sigma Black Belt, международные сертификаты ASM.
- Последняя техническая проверка: 2026-05-03
Дополнительно: пакет сторонней проверки (рекомендуется)
Если вам необходима более высокая степень защиты при развертывании на нескольких объектах или готовности к аудиту, рассмотрите возможность привлечения сторонней лаборатории для проведения стандартизированной проверки, соответствующей вашим стандартным операционным процедурам санитарной обработки. Типичные элементы включают в себя:
- Проверка материалов: проверка химического состава против сертификатов завода-изготовителя + анализ прослеживаемости партий
- Твердость и консистенция: План испытаний на твердость по Роквеллу (например, ISO 6508 / ASTM E18) с правилами отбора проб для каждой партии.
- Коррозионный скринингВыбор методов тестирования должен соответствовать используемым вами чистящим средствам и режиму воздействия (например, процедуры с использованием солевого тумана, такие как ISO 9227 / ASTM B117, где это применимо, а также целевые проверки риска образования ямок/щелей).
- Производительность на границе: стандартизированные испытания нарезки (фиксированный набор буханок + фиксированная геометрия) с отслеживанием изменений массы и толщины мякиша.
Рассматривайте полученный отчет как часть документации по квалификации поставщика и тщательно документируйте условия испытаний (химический состав, время выдержки, промывка/сушка), чтобы результаты оставались воспроизводимыми.