
Lựa chọn thép làm lưỡi dao cho lưỡi dao thái thực phẩm Đây không phải là một quyết định nhỏ về vật tư tiêu hao. Nếu bạn đang so sánh lưỡi dao thép cắt bánh mì Với nhiều lựa chọn từ các nhà cung cấp khác nhau, bạn cần một thông số kỹ thuật đáp ứng được các yêu cầu vệ sinh thực tế và thời gian sản xuất dài. Trên các dây chuyền sản xuất năng suất cao (600–1200 ổ bánh mì/giờ), chất liệu lưỡi dao ảnh hưởng đến bốn kết quả xuất hiện trong mỗi ca làm việc: hình dạng lát bánh, lượng vụn bánh, nỗ lực vệ sinh và các lần dừng máy ngoài kế hoạch.
Lưỡi dao giữ được độ sắc bén và chống ăn mòn giúp kiểm soát sự thay đổi độ dày, hiện tượng rách và tích tụ vụn vật liệu. Lưỡi dao bị cùn sớm—hoặc bị gỉ sét trong quá trình vệ sinh—sẽ dẫn đến vấn đề về hiệu suất thiết bị tổng thể (OEE) và gây khó khăn trong việc tuân thủ các quy định.
Hướng dẫn này dành cho các nhà máy bánh mì và các nhóm OEM máy cắt bánh mì khi lựa chọn hoặc đánh giá lưỡi cắt cho sản xuất liên tục. Phạm vi được thiết kế hẹp: lưỡi dao cắt tiếp xúc với thực phẩm Được sử dụng trên các dây chuyền sản xuất bánh mì công nghiệp với sản lượng khoảng 600–1200 ổ bánh mì/giờ, nơi cần cả thiết kế phù hợp về mặt vệ sinh và tổng chi phí có thể dự đoán được.
Chúng tôi sẽ sử dụng cùng các tiêu chí quyết định mà nhóm sản xuất và nhóm kiểm thử chất lượng của bạn quan tâm:
- Tỷ lệ vụn bánh (Tốc độ tích tụ vụn thức ăn và lượng công việc làm lại/dọn dẹp mà nó gây ra)
- Sự khác biệt về độ dày (Độ đồng đều giữa các lát cắt khi lưỡi dao mòn)
- Phù hợp vệ sinh (Hiện tượng ăn mòn dưới tác động của chất tẩy rửa và thời gian tiếp xúc)
- TCO (Chi phí lưỡi dao + chi phí mài/thay dao + rủi ro thời gian ngừng hoạt động)
Những điểm chính cần ghi nhớ
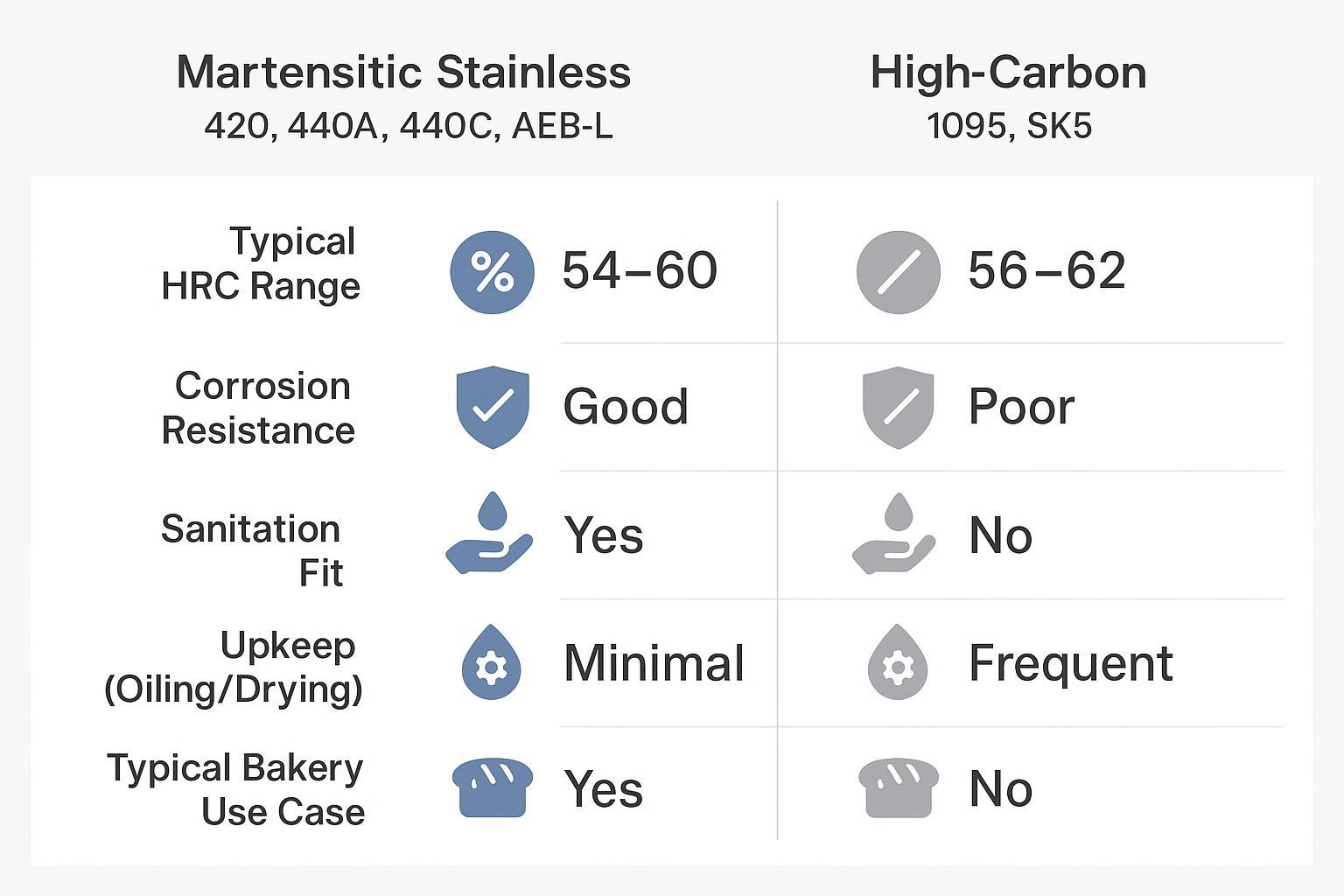
- Đối với hầu hết các tiệm bánh, đường cơ sở thép không gỉ mactenxit (thường là dòng 420/440) là điểm khởi đầu an toàn nhất cho việc lắp đặt hệ thống vệ sinh và bảo trì có thể dự đoán được.
- Độ cứng và tính nhất quán của quá trình xử lý nhiệt Những yếu tố này thường quan trọng hơn nhãn mác phân loại—đặc biệt khi bạn cần kiểm soát tỷ lệ vụn bánh và độ dày khác nhau trong suốt quá trình sản xuất dài ngày.
- Thép cacbon cao (1095/SK5) có thể cắt rất mạnh, nhưng chúng lại không phù hợp với... vệ sinh ướt trừ khi bạn có quy trình chống gỉ nghiêm ngặt và kiểm soát chặt chẽ sự tiếp xúc với gỉ sét.
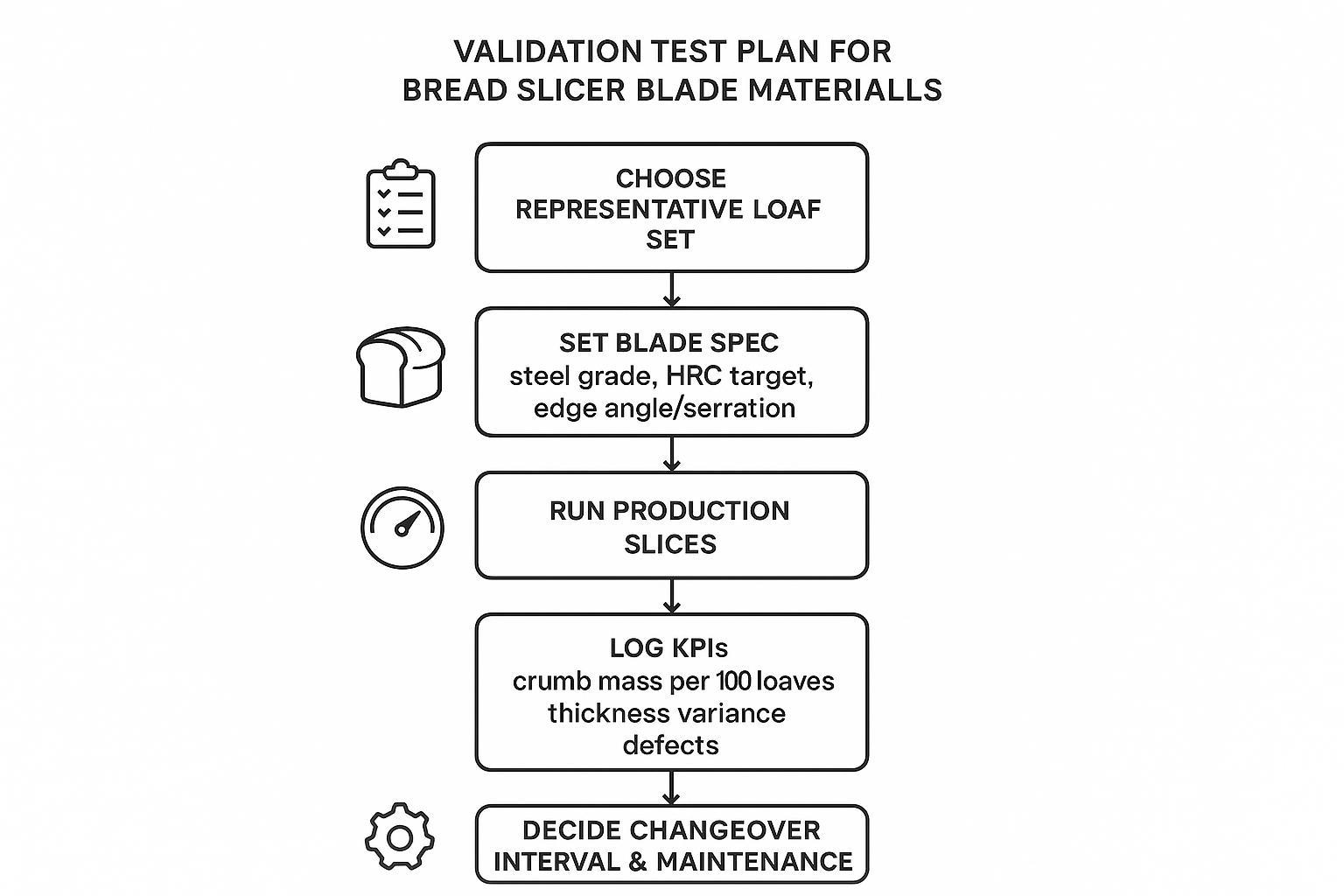
- Kiểm tra tính hiệu quả của các loại thép bằng một thử nghiệm ngắn, có thể đo lường được: cố định hình dạng ổ bánh mì, cố định hình dạng cạnh, độ biến thiên về vụn bánh và độ dày, sau đó thiết lập khoảng thời gian thay đổi.
Vật liệu cơ bản cho lưỡi dao thái thực phẩm

Việc lựa chọn vật liệu cho lưỡi dao máy thái lát thực chất là ba quyết định có liên quan mật thiết với nhau:
- Gia đình thép (Thép không gỉ mactenxit so với thép cacbon cao)
- Mục tiêu xử lý nhiệt (đặc biệt là độ cứng và độ ổn định nhiệt)
- Hình học cạnh (kiểu răng cưa, góc cạnh và độ hoàn thiện bề mặt)
Nếu bạn thay đổi bất kỳ một trong số này, tỷ lệ vụn bánh và độ ổn định độ dày lát cắt có thể thay đổi ngay cả khi mọi thứ khác trên máy cắt vẫn không thay đổi.
Các tùy chọn thép không gỉ mactenxit
Thép không gỉ mactenxit thường được sử dụng cho các cạnh cắt. Trên thực tế, nhiều nhà máy tiêu chuẩn hóa việc sử dụng loại thép này. lưỡi dao cắt bằng thép không gỉ mactenxit Để đơn giản hóa việc kiểm soát vệ sinh và dự trữ phụ tùng vì chúng có thể được xử lý nhiệt để đạt độ cứng hữu ích trong khi vẫn có khả năng chống ăn mòn tốt hơn so với thép carbon.
Xét về mặt thực tiễn trong ngành làm bánh:
- Các biến thể 420 / SUS420 Chúng thường được sử dụng ở những nơi mà khả năng chống ăn mòn và dễ vệ sinh là yếu tố quan trọng nhất, với tuổi thọ cạnh vừa phải.
- 440A / 440C Đây là những lựa chọn "nâng cấp" điển hình khi bạn cần độ bền cạnh lâu hơn mà không cần chuyển sang chất liệu khác ngoài thép không gỉ.
- AEB-L thường được thảo luận về các cạnh sắc nét, ổn định. Đối với các nhà sản xuất thiết bị gốc (OEM), Thép lưỡi dao cắt AEB-L Nó có thể hấp dẫn khi bạn cần độ bền chắc ở cạnh sắc, nhưng chỉ khi bạn có thể kiểm soát quá trình xử lý nhiệt và mài.
Đừng chỉ dựa vào tên mác thép để đánh giá. Hai nhà cung cấp có thể cùng bán lưỡi dao “440C” nhưng lại có đặc tính rất khác nhau nếu quá trình xử lý nhiệt, làm lạnh (nếu có) và mài cuối cùng khác nhau.
Một thực tế cơ bản ảnh hưởng đến quá trình mua sắm: các loại thép không gỉ có độ cứng cao hơn có thể cải thiện tuổi thọ lưỡi dao, nhưng chúng cũng có thể trở nên khó gia công hơn nếu thiết lập máy cắt của bạn không ổn định (căn chỉnh, lực căng, kiểm soát nhiệt độ bánh). Đó là lý do tại sao bạn nên gắn việc thay đổi vật liệu với một kế hoạch kiểm định, chứ không phải chỉ dựa trên một tuyên bố duy nhất về "loại thép tốt nhất".
Các lựa chọn thép cacbon cao
Thép cacbon cao như 1095 Và SK5 Chúng có thể được xử lý nhiệt để đạt độ cứng cao và thường cho cảm giác "sắc bén một cách mạnh mẽ" khi cắt.
Trong sản xuất bánh mì, ưu điểm rất rõ ràng: lưỡi dao thép hàm lượng carbon cao có thể giữ được độ giòn khi cắt vỏ bánh và lớp vỏ hạt lâu hơn trong một số điều kiện. Nhược điểm cũng rất rõ ràng: chúng có khả năng chống ăn mòn kémVì vậy, chúng phụ thuộc vào quy trình làm khô/bôi dầu nghiêm ngặt và việc tiếp xúc với hóa chất được kiểm soát.
Nếu chương trình vệ sinh của bạn bao gồm rửa bằng nước, độ ẩm đọng hoặc hóa chất chứa clo, thép carbon sẽ là vật liệu đầu tiên bị ảnh hưởng—với các vết rỉ sét có thể từ vấn đề thẩm mỹ trở thành vấn đề chức năng (lực cản tăng, mảnh vụn bám vào và cạnh bị mài mòn).
Để tham khảo chung, các so sánh vật liệu như phần thảo luận của MWalloys về... “Thép cacbon cao 1095 so với thép không gỉ 440/440C” (2026) Hãy nhấn mạnh sự đánh đổi cốt lõi này: thép carbon có thể cắt tốt, nhưng rủi ro ăn mòn là cái giá bạn phải trả trong môi trường ẩm ướt. Để có một cuộc thảo luận tập trung vào ngành làm bánh về sự đánh đổi tương tự, hãy xem Tổng quan về thép không gỉ và thép carbon của MAXTOR METAL.
Ghi chú: Khi đánh giá bất kỳ hướng dẫn nào từ nhà cung cấp (bao gồm cả của chúng tôi), hãy sử dụng các thử nghiệm tại nhà máy và các tài liệu tham khảo về vệ sinh/ăn mòn từ bên thứ ba để kiểm tra chéo các giả định — đặc biệt nếu hệ thống vệ sinh của bạn bao gồm các hóa chất chứa clo hoặc việc rửa ướt thường xuyên.
Các yếu tố cần thiết của xử lý nhiệt
Đối với lưỡi dao máy thái, xử lý nhiệt không phải là một yếu tố "nên có". Đó là yếu tố quyết định liệu loại thép bạn lựa chọn có trở thành một bộ phận sản xuất hàng loạt ổn định hay không.
Tối thiểu, bản đặc tả xử lý nhiệt của bạn cần phải xác định rõ:
- Phạm vi độ cứng mục tiêu (HRC) và mức độ dung sai chấp nhận được (của bạn) độ cứng lưỡi dao HRC cửa sổ)
- Phương pháp thử độ cứng và lấy mẫu (theo từng lô, từng dải, từng lưỡi dao — tùy thuộc vào mức độ rủi ro của bạn). Đối với độ cứng Rockwell, các tiêu chuẩn thường được tham khảo bao gồm: ISO 6508 Và Tiêu chuẩn ASTM E18.
- Kiểm soát nhiệt độ (vì cùng một loại thép nhưng ở các mức độ tôi luyện khác nhau có thể làm thay đổi độ dẻo dai và độ ổn định của lưỡi cắt)
Ghi chú điểm khởi đầu điển hình: Nhiều đội ngũ làm bánh mì coi việc lựa chọn loại bánh (ví dụ: 420 so với 440A/440C) là bước lọc đầu tiên, sau đó thiết lập phạm vi độ cứng HRC và kiểm tra lại so với mục tiêu về độ xốp và độ dày trên máy cắt của họ. Không nên coi bất kỳ con số độ cứng “điển hình” nào là yêu cầu chung – hình dạng cạnh bánh, nhiệt độ bánh và độ thẳng hàng có thể chi phối kết quả.
Độ cứng không phải là biến số duy nhất, nhưng nó là một yếu tố điều chỉnh hữu ích: các cạnh cứng hơn thường chống mài mòn lâu hơn, nhưng có thể dễ bị sứt mẻ hoặc hư hỏng nhỏ sớm khi hệ thống bị lệch hoặc khi cắt bánh mì quá nóng.
Từ góc độ đánh giá năng lực nhà cung cấp, bạn cũng cần bằng chứng cho thấy nhà cung cấp có thể thực hiện quá trình xử lý nhiệt một cách nhất quán. Ví dụ: MAXTOR METAL (xem Sản phẩm kim loại MAXTOR (Đối với lưỡi dao máy cắt bánh mì và các loại dao liên quan) mô tả hỗ trợ lựa chọn vật liệu và kiểm tra trong quá trình sản xuất, bao gồm: kiểm tra độ cứng trên đó trang dao tròn tùy chỉnh, Đây là loại năng lực bạn muốn xác minh trong quá trình tiếp nhận (yêu cầu báo cáo về độ cứng và khả năng truy xuất nguồn gốc cho các lô thử nghiệm của bạn).
Hiệu suất và vệ sinh

Có hai lý do tại sao hiệu suất và vệ sinh phải được xử lý đồng thời:
- Lưỡi dao cắt sạch sẽ giúp giảm thiểu vụn thức ăn và mảnh vụn, từ đó giảm bớt công việc vệ sinh.
- Lưỡi dao bị ăn mòn hoặc rỗ có thể trở thành rủi ro trong quá trình kiểm định làm sạch và cũng có thể làm tăng lực cản, đẩy nhanh quá trình tạo ra các lỗi cắt lát.
Độ bền lưỡi dao và chất lượng lát cắt
Đường dây của bạn không thể hiện đặc tính luyện kim trừu tượng "giữ độ sắc bén". Nó thể hiện như sau:
- Thêm vụn bánh thu gom trong lưới cắt và các bộ phận bảo vệ phía hạ lưu
- Các cạnh bị rách hoặc sờn (đặc biệt là đối với các sản phẩm có lớp vỏ cứng)
- Sự thay đổi độ dày trong quá trình chạy khi lực cản cắt thay đổi
Hướng dẫn về máy cắt công nghiệp luôn nhấn mạnh đến tình trạng và cách thiết lập lưỡi dao. Ví dụ, lời khuyên khắc phục sự cố cho máy cắt bánh mì công nghiệp lưu ý rằng lưỡi dao cùn hoặc mòn làm tăng lực cản và góp phần gây ra các vết cắt không đều và tích tụ vụn (xem Hướng dẫn khắc phục sự cố máy cắt bánh mì Hanzun (2026)).
Chất liệu ảnh hưởng đến tốc độ bạn đạt đến ngưỡng nhàm chán, nhưng hình dạng và cách bố trí quyết định ngưỡng đó hoạt động như thế nào trong thực tế của bạn:
- Một thiết kế hình học có khả năng cắt với lực cản thấp hơn có thể duy trì chất lượng chấp nhận được lâu hơn ngay cả khi điều kiện không hoàn hảo.
- Sự lệch trục, lực căng không chính xác, hoặc việc cắt bánh mì khi còn quá nóng có thể che giấu hoặc khuếch đại sự khác biệt về chất liệu.
Nếu bạn đang so sánh các loại thép, hãy giữ cho các yếu tố còn lại của hệ thống ổn định trong suốt quá trình thử nghiệm: cùng kiểu răng cưa, cùng góc cạnh, cùng khoảng nhiệt độ nướng bánh và cùng các bước kiểm tra độ căng/căn chỉnh. Tổng quan thực tế về các loại dao cắt bánh mì công nghiệp và các yếu tố lựa chọn cũng được đề cập trong phần này. So sánh các loại lưỡi cắt bánh mì của MAXTOR METAL.
Điểm chínhNếu chỉ số KPI của bạn là sự biến thiên độ dày, thì "lựa chọn thép" không bao giờ là một biến số duy nhất. Hãy kiểm soát hình dạng và thiết lập cạnh, sau đó mới đánh giá thép.
Vệ sinh, ăn mòn, tuân thủ
Các loại cây lương thực loại bỏ kim loại theo hai cách: độ ẩm và phản ứng hóa học.
Ngay cả thép không gỉ cũng có thể bị ăn mòn nếu tiếp xúc với chất tẩy rửa không phù hợp hoặc nếu cặn bẩn tích tụ ở những vùng không được xử lý. Bài viết trên Tạp chí An toàn Thực phẩm cho biết. “Trong nhà máy thực phẩm: Nguy cơ ăn mòn khi hàn thép không gỉ” (2014) Đây là một lời nhắc nhở hữu ích rằng muối, chất lượng chế tạo và điều kiện bề mặt đều quan trọng trong thực tế ở các nhà máy - chứ không chỉ trên các biểu đồ thí nghiệm.
Để phòng ngừa bệnh tật hàng ngày, cần có hướng dẫn như của NAFEM. “8 cách bảo vệ thép không gỉ” (2024) Điều này phù hợp với những gì các đội làm bánh đã biết nhưng đôi khi không thể thực hiện đầy đủ dưới áp lực sản xuất: chọn chất tẩy rửa phù hợp, làm sạch bằng dụng cụ thích hợp, rửa sạch kỹ lưỡng và tránh để lại các hóa chất mạnh trên bề mặt.
Điều này được thể hiện qua việc lựa chọn thép cho lưỡi dao thái:
- Nếu hệ thống vệ sinh của bạn bao gồm rửa sạch bằng nướcCác tùy chọn thép không gỉ mactenxit thường là lựa chọn cơ bản thiết thực.
- Nếu hệ thống vệ sinh của bạn bao gồm các chất hóa học chứa cloNgay cả thép không gỉ cũng có thể bị rỗ nếu không kiểm soát được thời gian tiếp xúc và quy trình rửa/lau khô.
- Nếu công tác vệ sinh của bạn liên quan đến... độ ẩm đọng (ống thoát nước, vỏ bọc, ngưng tụ), thép cacbon cao trở thành vật liệu có rủi ro bảo trì cao.
Việc tuân thủ hiếm khi chỉ xoay quanh một chứng chỉ duy nhất trên một lưỡi dao. Trong các cuộc kiểm toán, Vệ sinh theo tiêu chuẩn HACCP cho lưỡi dao máy thái. Hiệu quả được đánh giá dựa trên việc phương pháp làm sạch của bạn có kiểm soát được sự ăn mòn, cặn bẩn và tích tụ mảnh vụn một cách nhất quán hay không. Sự ăn mòn tạo ra bề mặt thô ráp, đổi màu hoặc cặn bẩn rất khó khắc phục—đặc biệt nếu nó dẫn đến tích tụ mảnh vụn hoặc cần bảo trì sửa chữa thường xuyên.
Maintenance and TCO
TCO for slicer blades is not the purchase price. It’s:
- Blade price
- Changeover labor
- Sharpening or replacement schedule
- Lost production during setup and cleaning
- Quality losses (crumbs, rejects, customer complaints)
Treat blade changes as a planned interval like any other consumable change, and build that interval from measurable line data.
Slice thickness can drift with multiple variables, not just blade wear. Baking Business reported that factors like product temperature, blade tension, blade temperature, and positioning affect slice thickness on industrial slicers (see “Slaying bread slicing errors” (2019)). If you don’t stabilize those, you’ll blame the steel for a problem caused by setup.
Lựa chọn và xác nhận
A good steel decision does two things at once:
- It fits your sanitation reality.
- It produces stable slice KPIs at a planned changeover interval.
Baseline vs upgrade choices
Start with a baseline that reduces risk, then upgrade only when the data shows the upgrade pays.
Baseline (most lines): martensitic stainless
- Use a martensitic stainless baseline when the plant runs wet sanitation, has frequent changeovers, or needs a predictable compliance story.
- The baseline is usually a 420/440-family decision depending on how abrasive your products are and how long you need to run between changes. Many teams start with the practical framing: 420 vs 440C slicer blades—then confirm the choice with KPI data and sanitation fit.
Upgrade path: higher edge stability within stainless
- If crumbs increase too fast or thickness variance grows before your planned changeover window, upgrading within stainless (e.g., toward higher edge-life options in the 440 family, or exploring AEB-L where supply and heat-treat control are strong) is typically the next step.
- The point of the upgrade is not “harder is always better.” It’s “longer acceptable KPI window without increasing breakage, sanitation issues, or sharpening complexity.”
Where high-carbon can make sense (with clear constraints)
- High-carbon steels (1095/SK5) can be considered where the sanitation process is dry or tightly controlled, and where the operation is willing and able to prevent corrosion consistently.
- If you can’t guarantee drying and protection after cleaning, carbon steels tend to fail the hygiene fit test even when they cut well.
In practice, many OEM and plant teams also need a supplier that can execute the spec consistently and document it. Without turning this into a sales pitch: capabilities like controlled heat treatment, grade selection support, and in-process hardness checks are relevant selection criteria. If you’re qualifying any supplier, treat documentation (material certs, hardness reports, batch traceability) as part of the blade spec—not an afterthought. For OEM drawings or retrofit patterns, a supplier’s ability to build from prints or samples matters as much as the steel family (see MAXTOR METAL custom blades).
Setup parameters to test
If you want a fair comparison between steels, lock the parameters that can otherwise dominate your results.
Test setup parameters to define before the trial:
- Loaf set: include at least one soft sandwich product and one higher-resistance product (crusty, seeded, or high-inclusion).
- Loaf temperature window: define “slice at” temperature range and enforce it.
- Hình dạng lưỡi dao: serration type and pitch, edge angle, and surface finish.
- Hardness target (HRC): set a range per steel, not a single value.
- Slicer settings: tension, guides, pressure belts, and alignment checks.
- Cleaning cycle: match your real sanitation SOP (chemistry + dwell time + rinse/dry steps).
This is also where OEMs can align design intent with plant reality: if the guide system is sensitive to certain blade stiffness or thickness tolerance, treat that as a qualification criterion.
KPIs and changeover planning
Choose KPIs that can be measured quickly and that correlate with what your customers complain about.
Common KPI set for slicer-blade validation:
- Crumb mass per 100 loaves (or per shift) under standardized collection method
- Sự khác biệt về độ dày (e.g., standard deviation across a defined sample size)
- Defect rate (tearing, ragged edges, compressed slices)
- Cleaning burden (time-to-clean slicer head to acceptable condition)
- Thời gian chuyển đổi (blade swap + re-tension/alignment + first-good verification)
Then define the changeover interval based on when KPIs cross your “unacceptable” threshold, not when the blade looks worn.
Các tiêu chuẩn tuân thủ EU và tiêu chuẩn thiết kế vệ sinh (cách sử dụng)

This article is a technical best-practices guide, not legal advice. If you’re specifying lưỡi dao cắt tiếp xúc với thực phẩm for the EU, it helps to map your blade spec and your supplier documentation to a few widely used frameworks:
- EU Framework Regulation (EC) No 1935/2004 (Food Contact Materials): your baseline principle is that materials must not transfer constituents to food in quantities that could endanger health, cause unacceptable changes in food composition, or impair organoleptic characteristics.
- Good Manufacturing Practice: Regulation (EC) No 2023/2006: use this when you audit whether a blade supplier has controlled processes, traceability, and consistent inspection routines.
- Metals & alloys guidance (Council of Europe CM/Res(2020)9 + EDQM Technical Guide: Metals and Alloys used in Food Contact Materials and Articles, 2nd ed., 2024): these references are commonly used for metals/alloys and discuss release testing approaches and Specific Release Limits (SRLs) for metal elements.
- Hygienic design guidance (EHEDG — Hygienic Design Principles): use this to pressure-test whether your blade design, surface condition, and equipment interfaces are compatible with cleanability (for example, minimizing crevices and avoiding surface conditions that make residues harder to remove).
How to apply these references in practice:
- Add a compliance pack to your blade RFQ: request material certificates, batch traceability, hardness inspection records, and a brief statement of intended food-contact use conditions.
- Tie your verification plan to test methods: define hardness testing per ISO 6508 / ASTM E18 (Rockwell), and define corrosion evaluation methods that match your sanitation reality (e.g., salt spray test procedures such as ISO 9227 / ASTM B117 where appropriate).
- Cross-check sanitation chemistry risk: if your cleaners are chlorine-containing or you have standing moisture risk, treat corrosion/pitting behavior as a controlled risk item in HACCP and validate with your actual SOP (chemistry, dwell time, rinse, and dry steps).
These references don’t replace your plant’s validation work, but they help make your material choice and supplier qualification more defensible and more repeatable across sites.
Phần kết luận
A practical, low-risk path for most commercial bakeries is:
- Use a đường cơ sở thép không gỉ mactenxit for food-contact slicer blades, then upgrade within stainless when your run-length targets and KPI thresholds demand it.
- Treat high-carbon steels as a niche choice. If your sanitation is wet or chemistry-heavy, they’re usually the wrong fit because corrosion becomes the hidden cost.
Next steps are straightforward and measurable:
- Pilot on representative products (at least one soft loaf and one demanding loaf), using a fixed geometry and a defined HRC target.
- Record the KPIs that matter—crumb rate and thickness variance—then set a changeover interval that protects slice quality and OEE.
- Align the blade spec and documentation package with HACCP expectations and procurement cycles (material certificates, hardness reports, and traceability for pilot lots).
If you want a faster qualification cycle, start by standardizing your test template and supplier documentation checklist, then apply it consistently across baseline and upgrade candidates.
Ghi chú, phạm vi và tài liệu tham khảo
- Scope: This guide focuses on food-contact slicer blades on industrial bread lines (~600–1200 loaves/hour). Results can change significantly with slicer design, loaf formulation (seeded/crusty), loaf temperature, and sanitation chemistry.
- Not legal advice: For EU deployments, confirm food-contact compliance requirements with your internal QA/regulatory team and the requirements in the destination EU member state.
- About citations: Web references are provided for practical orientation. For audits and supplier qualification, prioritize controlled test methods, documented inspection records, and recognized technical guidance (e.g., EU FCM framework rules, EDQM metals/alloys guidance, and EHEDG hygienic design principles).
About the author & technical review
- Tác giả: Nancy Wu, Senior Manufacturing Engineer, Nanjing METAL Industrial
- Experience: 12 years in industrial blade manufacturing and process control
- Credentials: SME – CMfgE, PMP, Six Sigma Black Belt, ASM International Certifications
- Last technically reviewed: 2026-05-03
Optional: third-party validation package (recommended)
If you need higher defensibility for multi-site deployment or audit readiness, consider commissioning a third-party lab to run a standardized validation package that matches your sanitation SOP. Typical elements include:
- Material verification: chemistry verification vs mill certs + batch traceability review
- Hardness & consistency: Rockwell hardness testing plan (e.g., ISO 6508 / ASTM E18) with sampling rules per lot
- Corrosion screening: test selection aligned to your cleaning chemistry and exposure pattern (for example, salt spray procedures such as ISO 9227 / ASTM B117 where appropriate, plus targeted pitting/crevice risk checks)
- Edge performance: standardized cut trials (fixed loaf set + fixed geometry) with crumb mass and thickness variance tracking
Treat the resulting report as part of your supplier qualification record and keep the test conditions (chemistry, dwell time, rinse/dry) explicitly documented so the results remain reproducible.