
Auswahl des Klingenstahls für lebensmittelechte Schneidemesser Das ist keine Kleinigkeit bei Verbrauchsmaterialien. Wenn Sie vergleichen Brotschneidemesser aus Stahl Bei der Auswahl verschiedener Lieferanten benötigen Sie eine Spezifikation, die realen Hygieneanforderungen und langen Produktionsläufen standhält. Auf Produktionslinien mit hohem Durchsatz (600–1200 Brote/Stunde) beeinflusst das Klingenmaterial vier Faktoren, die sich in jeder Schicht bemerkbar machen: Aussehen der Schnitte, Krümelbildung, Reinigungsaufwand und ungeplante Stillstände.
Eine Klinge, die ihre Schärfe behält und korrosionsbeständig ist, trägt dazu bei, Dickenabweichungen, Ausrisse und Krümelbildung zu minimieren. Eine Klinge, die frühzeitig stumpf wird oder bei regelmäßiger Reinigung rostet, führt hingegen zu Problemen mit der Gesamtanlageneffektivität (OEE) und erschwert die Einhaltung von Vorschriften.
Dieser Leitfaden richtet sich an Bäckereien und OEM-Teams von Brotschneidemaschinen, die Schneidemaschinenmesser für die kontinuierliche Produktion spezifizieren oder qualifizieren. Der Umfang ist bewusst eng gefasst: Schneidemaschinenklingen für Lebensmittelkontakt Wird in industriellen Brotproduktionslinien eingesetzt, die etwa 600–1200 Brote pro Stunde produzieren, wo sowohl hygienische Designanpassung als auch vorhersehbare Gesamtkosten erforderlich sind.
Wir werden dieselben Entscheidungskriterien anwenden, die Ihren Produktions- und Qualitätssicherungsteams wichtig sind:
- Krümelrate (wie schnell sich Krümel ansammeln und wie viel Nacharbeit/Reinigung dadurch erforderlich wird)
- Dickenabweichung (Gleichmäßigkeit von Scheibe zu Scheibe aufgrund von Klingenverschleiß)
- Hygiene-Anpassung (Korrosionsverhalten unter Ihren Reinigungsmitteln und Einwirkzeiten)
- TCO (Kosten für die Klinge + Arbeitsaufwand für das Schärfen/Wechseln + Ausfallrisiko)
Wichtigste Erkenntnisse
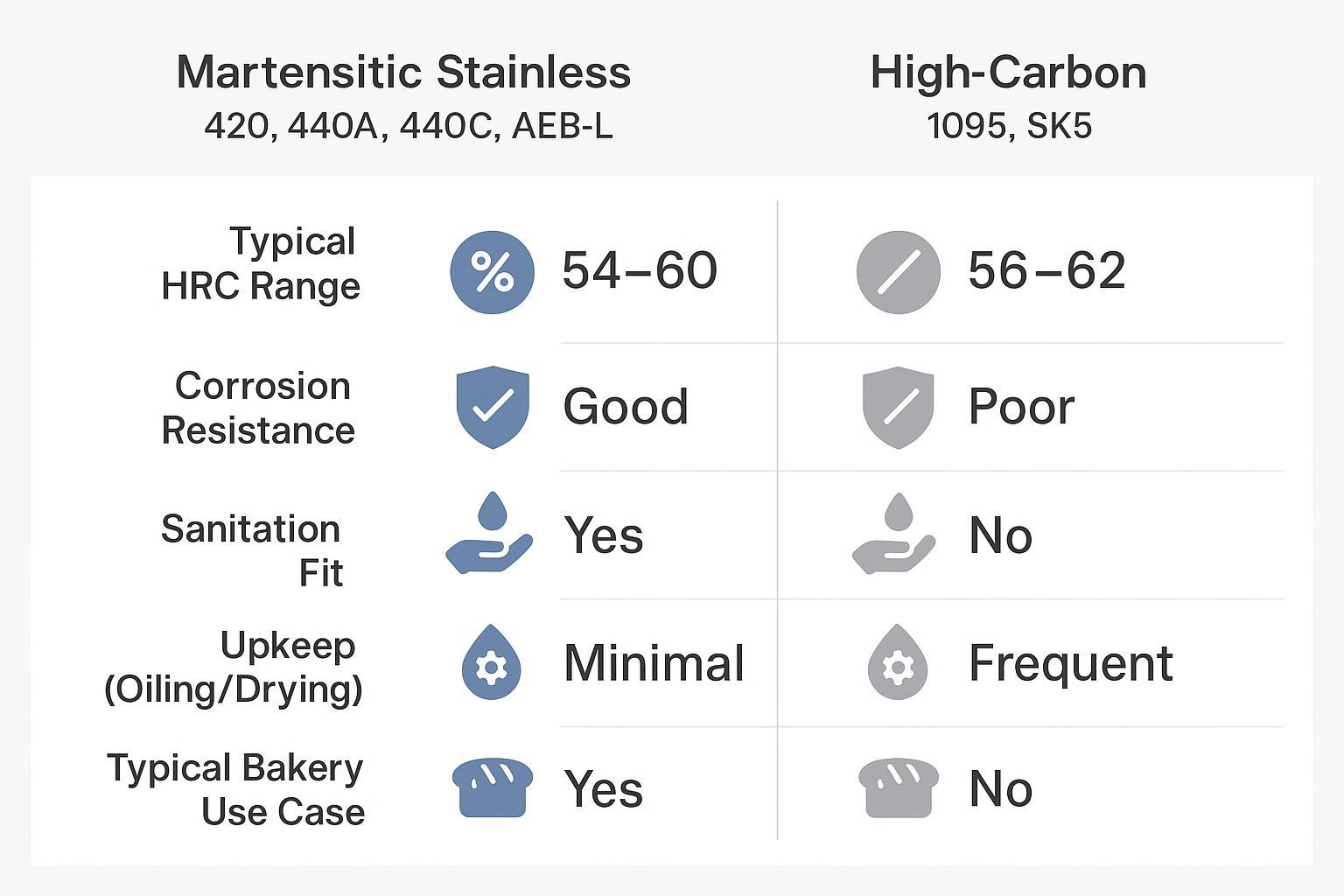
- Für die meisten Bäckereien gilt: martensitischer Edelstahl als Basislinie (üblicherweise Serie 420/440) ist der sicherste Ausgangspunkt für die hygienische Passform und die vorhersehbare Wartung.
- Härte und Konsistenz der Wärmebehandlung sind oft wichtiger als die Güteklasse – insbesondere wenn es darum geht, die Krümelmenge und die Dickenabweichung über lange Produktionsläufe hinweg zu kontrollieren.
- Hochkohlenstoffstähle (1095/SK5) lassen sich zwar aggressiv schneiden, sind aber schlecht geeignet für Nasssanierung Es sei denn, Sie haben eine strikte Rostschutzroutine und eine kontrollierte Exposition.
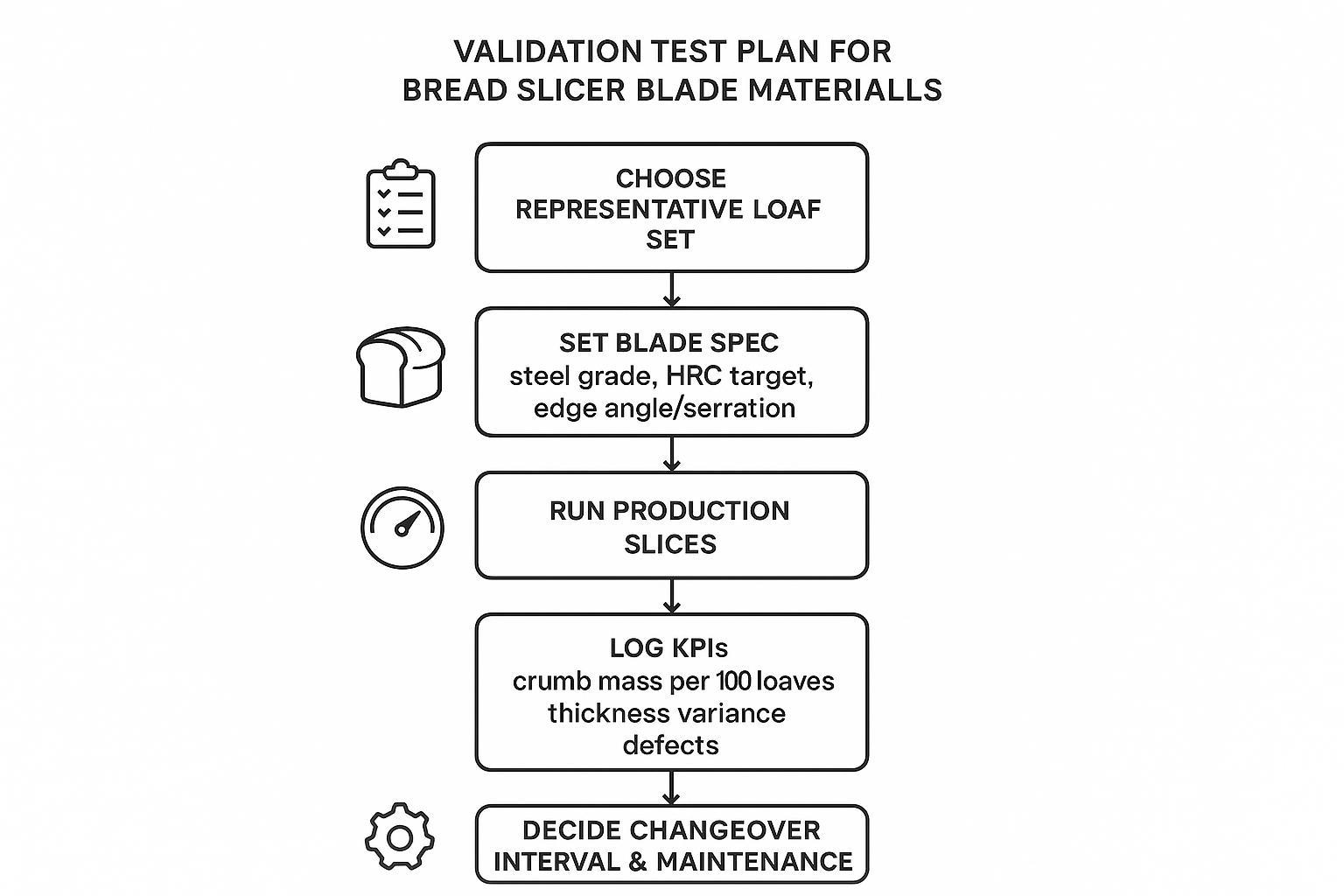
- Die Stahlauswahl sollte mit einem kurzen, messbaren Versuch validiert werden: feste Laibform, feste Kantengeometrie, Krümelbildung und Dickenabweichung; anschließend sollte ein Wechselintervall festgelegt werden.
Materialgrundlagen für lebensmittelechte Schneidemesser

Die Materialauswahl für Schneidemaschinenmesser besteht im Wesentlichen aus drei miteinander verbundenen Entscheidungen:
- Stahlfamilie (martensitischer Edelstahl vs. hochkohlenstoffhaltiger Edelstahl)
- Ziel der Wärmebehandlung (insbesondere Härte und Anlassstabilität)
- Kantengeometrie (Sägemuster, Kantenwinkel und Oberflächenbeschaffenheit)
Wenn Sie eine dieser Einstellungen ändern, können sich Krümelbildung und Stabilität der Scheibendicke verändern, selbst wenn alle anderen Einstellungen der Schneidemaschine unverändert bleiben.
Optionen aus martensitischem Edelstahl
Martensitische Edelstähle werden häufig für Schneidkanten verwendet. In der Praxis setzen viele Betriebe standardmäßig auf diese Werkstoffe. Schneidemesser aus martensitischem Edelstahl Um die Hygienekontrolle und die Lagerhaltung zu vereinfachen, können sie wärmebehandelt werden, um eine geeignete Härte zu erreichen und bieten im Vergleich zu Kohlenstoffstählen dennoch Korrosionsbeständigkeit.
In praktischen Bäckereibegriffen:
- 420 / SUS420 Varianten werden häufig dort eingesetzt, wo Korrosionsbeständigkeit und einfache Reinigung im Vordergrund stehen, bei mäßiger Standzeit der Kanten.
- 440 A / 440 C sind typische „Step-Up“-Optionen, wenn man eine längere Schnitthaltigkeit benötigt, ohne dabei auf Edelstahl verzichten zu müssen.
- AEB-L wird häufig im Zusammenhang mit feinen, stabilen Kanten diskutiert. Für OEMs AEB-L Schneidklingenstahl kann attraktiv sein, wenn man Zähigkeit bei feiner Schneide benötigt, aber nur, wenn man die Wärmebehandlung und das Schleifen kontrollieren kann.
Verlassen Sie sich nicht allein auf die Gütebezeichnung. Zwei Lieferanten können Klingen mit der Bezeichnung „440C“ liefern, die sich sehr unterschiedlich verhalten, wenn die Wärmebehandlung, die Kryobehandlung (falls angewendet) und der Endschliff voneinander abweichen.
Eine grundlegende Tatsache, die die Beschaffung beeinflusst: Härtere Edelstahlsorten können die Standzeit der Schneide verlängern, sind aber weniger fehlertolerant, wenn die Schneidemaschine nicht stabil eingestellt ist (Ausrichtung, Spannung, Temperaturregelung im Brot). Daher sollten Materialwechsel an einen Validierungsplan gekoppelt werden, nicht an die Aussage, dass ein bestimmter Stahl der „beste“ sei.
Optionen aus hochkohlenstoffhaltigem Stahl
Hochkohlenstoffstähle wie 1095 und SK5 Sie können durch Wärmebehandlung eine hohe Härte erreichen und fühlen sich beim Schneiden oft „aggressiv scharf“ an.
In der Bäckereiproduktion liegt der Vorteil auf der Hand: Klingen aus kohlenstoffreichem Material können unter bestimmten Bedingungen länger in Krusten und Teighüllen schneiden. Der Nachteil ist ebenso klar: Sie haben schlechte KorrosionsbeständigkeitSie sind daher auf strikte Einhaltung der Trocknungs-/Ölungsvorschriften und eine kontrollierte Chemikalienexposition angewiesen.
Wenn Ihr Reinigungsprogramm Nassreinigung, stehende Feuchtigkeit oder chlorhaltige Chemikalien beinhaltet, sind Kohlenstoffstähle die ersten, die dies bestrafen – mit Rostflecken, die sich von einem kosmetischen zu einem funktionalen Problem ausweiten können (der Widerstand erhöht sich, Schmutz haftet an und die Schneide verschlechtert sich).
Als allgemeine Referenz seien Materialvergleiche wie die Diskussion von MWalloys herangezogen. „1095 Kohlenstoffstahl vs. 440/440C Edelstahl“ (2026) Dieser zentrale Zielkonflikt wird hervorgehoben: Kohlenstoffstähle eignen sich gut zum Schneiden, doch in feuchten Umgebungen ist das Korrosionsrisiko der Preis dafür. Eine auf Bäckereien zugeschnittene Diskussion dieses Zielkonflikts finden Sie hier: Überblick über Edelstahl vs. Kohlenstoffstahl von MAXTOR METAL.
Notiz: Bei der Bewertung von Lieferantenempfehlungen (einschließlich unserer eigenen) sollten Sie Anlagenversuche und Referenzen Dritter zu Hygiene/Korrosion heranziehen, um Annahmen zu überprüfen – insbesondere wenn Ihre Desinfektion chlorhaltige Chemikalien oder häufiges Nassspülen umfasst.
Grundlagen der Wärmebehandlung
Bei Schneidemaschinenmessern ist die Wärmebehandlung kein „nice-to-have“. Sie entscheidet darüber, ob der von Ihnen spezifizierte Stahl zu einem wiederholgenauen Serienprodukt wird.
Ihre Wärmebehandlungsspezifikation sollte mindestens Folgendes definieren:
- Zielhärtebereich (HRC) und akzeptable Toleranz (Ihre Klingenhärte HRC Fenster)
- Härteprüfverfahren und Probenahme (pro Charge, pro Streifen, pro Klinge – je nach Ihrem Risikoprofil). Für die Rockwell-Härte werden üblicherweise folgende Normen herangezogen: ISO 6508 und ASTM E18.
- Temperierungskontrolle (weil sich bei gleicher Güteklasse die Zähigkeit und Schnitthaltigkeit je nach Härtegrad verändern können)
Typischer Ausgangspunkt: Viele Bäckereiteams betrachten die Auswahl der Teigqualität (z. B. 420 vs. 440A/440C) als ersten Filter, legen dann den HRC-Bereich fest und überprüfen ihn anhand der Zielwerte für Krümelbildung und Dickenabweichung auf ihrer eigenen Schneidemaschine. Ein „typischer“ Härtewert sollte nicht als universelle Anforderung angesehen werden – die Randgeometrie, die Temperatur des Brotes und die Ausrichtung können die Ergebnisse maßgeblich beeinflussen.
Die Härte ist zwar nicht der einzige Faktor, aber ein nützlicher Stellhebel: Härtere Kanten widerstehen in der Regel länger dem Verschleiß, können aber anfälliger für Absplitterungen oder vorzeitige Mikroschäden sein, wenn das System nicht richtig ausgerichtet ist oder die Brote zu heiß geschnitten werden.
Aus Sicht der Lieferantenqualifizierung ist es außerdem wichtig, dass der Lieferant die Wärmebehandlung konsistent durchführen kann. Zum Beispiel gemäß MAXTOR METAL (siehe [Referenz einfügen]). MAXTOR METAL-Produkte (für Brotschneidemaschinenklingen und ähnliche Messer) beschreibt die Unterstützung bei der Materialauswahl und die prozessbegleitenden Kontrollen einschließlich Härteprüfung auf seiner Seite für maßgefertigte Kreismesser, Dies ist die Art von Fähigkeit, die Sie während des Onboardings überprüfen möchten (Anforderung von Härteberichten und Rückverfolgbarkeit für Ihre Pilotchargen).
Leistung und Hygiene

Es gibt zwei Gründe, warum Leistung und Hygiene gemeinsam behandelt werden müssen:
- Eine Klinge, die sauber schneidet, reduziert Krümel und Schmutz, was den Reinigungsaufwand verringert.
- Eine Klinge, die korrodiert oder Poren aufweist, kann zu einem Risiko bei der Reinigungsvalidierung werden und außerdem den Widerstand erhöhen, wodurch Schnittfehler beschleunigt werden.
Schnitthaltigkeit und Schnittqualität
Ihre Linie weist keine „Kantenstabilität“ als abstrakte metallurgische Eigenschaft auf. Sie zeigt sich wie folgt:
- Mehr Krümel sich im Schneidgitter und den nachgelagerten Schutzvorrichtungen sammeln
- Eingerissene oder ausgefranste Kanten (insbesondere bei knusprigen Produkten)
- Dickenabweichung während eines Laufs, wenn sich der Schnittwiderstand ändert
Hinweise zur industriellen Schneidtechnik verweisen immer wieder auf den Zustand und die Einstellung der Klingen. So wird beispielsweise in der Fehlersuche bei industriellen Brotschneidemaschinen darauf hingewiesen, dass stumpfe oder abgenutzte Klingen den Widerstand erhöhen und zu ungleichmäßigen Schnitten sowie zur Ansammlung von Rückständen beitragen (siehe [Link einfügen]). Hanzuns Leitfaden zur Fehlerbehebung bei Brotschneidemaschinen (2026)).
Das Material beeinflusst, wie schnell man diese Schwelle der Abstumpfung erreicht, aber Geometrie und Aufbau entscheiden darüber, wie sich diese Schwelle in der Realität verhält:
- Eine Geometrie, die mit geringerem Widerstand schneidet, kann auch unter nicht perfekten Bedingungen länger akzeptabel bleiben.
- Fehlausrichtung, falsche Spannung oder das Schneiden von zu heißem Brot können Materialunterschiede verschleiern oder verstärken.
Beim Vergleich von Stahlsorten sollten die übrigen Systembedingungen während der Versuche konstant bleiben: gleiches Verzahnungsprofil, gleicher Schneidenwinkel, gleiches Temperaturfenster für das Brot und gleiche Spannungs- und Ausrichtungskontrollen. Ein praktischer Überblick über industrielle Brotmessertypen und Auswahlkriterien wird ebenfalls behandelt in [Referenz einfügen]. Vergleich der Brotschneidemesser von MAXTOR METAL.
Wichtigste ErkenntnisWenn die Dickenabweichung Ihr wichtigster Leistungsindikator ist, ist die Stahlwahl niemals eine alleinige Variable. Kontrollieren Sie die Schneidengeometrie und die Einstellung, bevor Sie den Stahl bewerten.
Hygiene, Korrosion, Konformität
Nahrungspflanzen schädigen Metalle auf zweierlei Weise: durch Feuchtigkeit und chemische Prozesse.
Auch Edelstahl kann korrodieren, wenn er mit den falschen Reinigungsmitteln in Kontakt kommt oder sich Rückstände in toten Zonen ablagern. (Artikel im Food Safety Magazine) „In der Lebensmittelproduktion: Korrosionsgefahr beim Schweißen von Edelstahl“ (2014) ist eine nützliche Erinnerung daran, dass Salze, Fertigungsqualität und Oberflächenbeschaffenheit in realen Anlagen eine Rolle spielen – nicht nur in Labordiagrammen.
Für die alltägliche Prävention sind Leitlinien wie die von NAFEM hilfreich. „8 Möglichkeiten, Edelstahl zu schützen (2024) Dies deckt sich mit dem, was Bäckereiteams bereits wissen, aber unter Produktionsdruck manchmal nicht vollständig umsetzen können: die richtigen Reinigungsmittel auswählen, mit geeigneten Werkzeugen reinigen, gründlich abspülen und vermeiden, aggressive Chemikalien auf der Oberfläche zurückzulassen.
So lässt sich das in die Stahlauswahl für Schneidemaschinenklingen übersetzen:
- Wenn Ihre Sanitäranlagen Folgendes umfassen NassreinigungEdelstahlmartensitische Optionen stellen in der Praxis meist die Standardlösung dar.
- Wenn Ihre Sanitäranlagen Folgendes umfassen chlorhaltige chemische VerbindungenSelbst Edelstahl kann Lochfraß bekommen, wenn Einwirkzeit und Spül-/Trocknungsintervalle nicht kontrolliert werden.
- Wenn Ihre Sanitäranlagen Folgendes umfassen stehende Feuchtigkeit (Abläufe, Gehäuse, Kondensation), werden hochkohlenstoffhaltige Stähle zu einem wartungsintensiven Risiko.
Die Einhaltung der Vorschriften beschränkt sich selten auf ein einzelnes Zertifikat für ein Sägeblatt. Bei Audits HACCP-Hygienemaßnahmen für Schneidemaschinenmesser Die Wirksamkeit Ihrer Reinigungsmethode hängt davon ab, ob sie Korrosion, Rückstände und Ablagerungen zuverlässig verhindert. Korrosion, die zu rauen Oberflächen, Verfärbungen oder Ablagerungen führt, ist schwer zu bekämpfen – insbesondere, wenn sie Ablagerungen oder häufige Nachbesserungen erforderlich macht.
Wartung und Gesamtbetriebskosten
Die Gesamtbetriebskosten für Schneidemaschinenmesser entsprechen nicht dem Kaufpreis. Sie setzen sich wie folgt zusammen:
- Preis der Klinge
- Umrüstarbeit
- Schärf- oder Austauschplan
- Produktionsausfall während der Einrichtung und Reinigung
- Qualitätsverluste (Krümel, Ausschussware, Kundenbeschwerden)
Behandeln Sie den Klingenwechsel wie jeden anderen Verschleißteilwechsel als geplantes Intervall und erstellen Sie dieses Intervall anhand messbarer Liniendaten.
Die Schnittdicke kann durch verschiedene Faktoren beeinflusst werden, nicht nur durch den Verschleiß der Klinge. Baking Business berichtete, dass Faktoren wie Produkttemperatur, Klingenspannung, Klingentemperatur und Positionierung die Schnittdicke bei industriellen Schneidemaschinen beeinflussen (siehe [Referenz einfügen]). „Fehler beim Brotschneiden beseitigen“ (2019)Wenn Sie diese nicht stabilisieren, werden Sie den Stahl für ein Problem verantwortlich machen, das durch die Einrichtung verursacht wurde.
Auswahl und Validierung
Eine gute Stahlentscheidung bewirkt zwei Dinge gleichzeitig:
- Es entspricht Ihren sanitären Gegebenheiten.
- Es erzeugt stabile Slice-KPIs in einem geplanten Umrüstintervall.
Basisversion vs. Upgrade-Optionen
Beginnen Sie mit einer Basislinie, die das Risiko reduziert, und führen Sie ein Upgrade erst dann durch, wenn die Daten zeigen, dass sich das Upgrade lohnt.
Basis (die meisten Linien): martensitischer Edelstahl
- Verwenden Sie martensitischen Edelstahl als Referenzmaterial, wenn die Anlage mit Nassreinigung arbeitet, häufige Produktwechsel durchführt oder eine vorhersehbare Einhaltung der Vorschriften erforderlich ist.
- Die Basis ist üblicherweise eine Entscheidung zwischen den 420er und 440er Modellen, abhängig davon, wie abrasiv Ihre Produkte sind und wie lange die Wechselintervalle sein müssen. Viele Teams beginnen mit der praktischen Herangehensweise: 420 vs 440C Schneidemaschinenklingen—und bestätigen Sie dann die Auswahl anhand von KPI-Daten und der Eignung für sanitäre Zwecke.
Verbesserungsmöglichkeit: höhere Kantenstabilität innerhalb von Edelstahl
- Wenn die Krümelbildung zu schnell zunimmt oder die Dickenabweichung vor dem geplanten Umstellungszeitraum zunimmt, ist der nächste Schritt in der Regel ein Upgrade innerhalb des Edelstahlbereichs (z. B. hin zu Optionen mit höherer Kantenlebensdauer aus der 440er-Familie oder die Prüfung von AEB-L, wo die Versorgungssicherheit und die Wärmebehandlungskontrolle gut sind).
- Der Sinn des Upgrades ist nicht, dass „schwieriger immer besser ist“. Vielmehr geht es darum, „ein längeres akzeptables KPI-Fenster zu schaffen, ohne dass es zu mehr Ausfällen, Hygieneproblemen oder einer erhöhten Komplexität kommt“.
Wo ein hoher CO2-Gehalt sinnvoll sein kann (unter klaren Einschränkungen)
- Hochkohlenstoffstähle (1095/SK5) können dort in Betracht gezogen werden, wo der Reinigungsprozess trocken oder streng kontrolliert ist und wo der Betrieb willens und in der Lage ist, Korrosion konsequent zu verhindern.
- Wenn Trocknung und Schutz nach der Reinigung nicht gewährleistet werden können, schneiden Kohlenstoffstähle im Hygiene-Passformtest in der Regel schlecht ab, selbst wenn sie gut schneiden.
In der Praxis benötigen viele OEM- und Werksteams einen Lieferanten, der die Spezifikationen zuverlässig umsetzen und dokumentieren kann. Ohne hier in eine Verkaufsmasche abzudriften: Fähigkeiten wie kontrollierte Wärmebehandlung, Unterstützung bei der Sortenwahl und Härteprüfungen während des Produktionsprozesses sind relevante Auswahlkriterien. Wenn Sie einen Lieferanten qualifizieren, sollten Sie die Dokumentation (Materialzertifikate, Härteberichte, Chargenrückverfolgbarkeit) als integralen Bestandteil der Schaufelspezifikation betrachten – nicht als nachträgliche Überlegung. Bei OEM-Zeichnungen oder Nachrüstmustern ist die Fähigkeit eines Lieferanten, nach Zeichnungen oder Mustern zu fertigen, genauso wichtig wie die Stahlsorte (siehe MAXTOR METAL Spezialklingen).
Zu testende Setup-Parameter
Wenn Sie einen fairen Vergleich zwischen Stahlsorten wünschen, fixieren Sie die Parameter, die andernfalls Ihre Ergebnisse verfälschen könnten.
Testkonfigurationsparameter, die vor dem Versuch festgelegt werden müssen:
- Laib-Set: mindestens ein weiches Sandwichprodukt und ein Produkt mit höherem Bissfestigkeitsgrad (knusprig, mit Körnern oder mit vielen Zutaten) umfassen.
- Laibtemperaturfenster: Den Temperaturbereich für die „Schnittbildung“ definieren und durchsetzen.
- Schaufelgeometrie: Verzahnungstyp und -teilung, Kantenwinkel und Oberflächenbeschaffenheit.
- Härteziel (HRC): Legen Sie für jeden Stahl einen Bereich fest, nicht einen einzelnen Wert.
- Slicer-Einstellungen: Spannungs-, Führungs-, Druckriemen- und Ausrichtungskontrollen.
- Reinigungszyklus: Entsprechen Sie Ihrer tatsächlichen Standardarbeitsanweisung für die Desinfektion (Chemie + Einwirkzeit + Spül-/Trocknungsschritte).
Hier können OEMs auch ihre Konstruktionsabsicht an die Realität der Anlage anpassen: Wenn das Führungssystem empfindlich auf bestimmte Steifigkeits- oder Dickentoleranzen der Schaufeln reagiert, sollte dies als Qualifikationskriterium behandelt werden.
KPIs und Umstellungsplanung
Wählen Sie KPIs, die schnell messbar sind und mit den Beschwerden Ihrer Kunden korrelieren.
Gemeinsamer KPI-Satz für die Validierung der Schneideklinge:
- Krümelmasse pro 100 Brote (oder pro Schicht) nach standardisierter Sammelmethode
- Dickenabweichung (z. B. Standardabweichung über eine definierte Stichprobengröße)
- Defektrate (Einrisse, ausgefranste Ränder, zusammengedrückte Scheiben)
- Reinigungsaufwand (Zeitaufwand für die Reinigung des Schneidekopfes bis zum Erreichen eines akzeptablen Zustands)
- Umrüstzeit (Klingenwechsel + Nachspannen/Ausrichten + erste Funktionsprüfung)
Definieren Sie das Umrüstintervall dann anhand des Zeitpunkts, an dem die KPIs Ihre „inakzeptable“ Schwelle überschreiten, und nicht anhand des Zeitpunkts, an dem die Klinge abgenutzt aussieht.
EU-Konformitäts- und Hygiene-Design-Referenzen (Anleitung zur Anwendung)

Dieser Artikel ist ein Leitfaden für bewährte technische Vorgehensweisen und keine Rechtsberatung. Wenn Sie Folgendes spezifizieren Schneidemaschinenklingen für Lebensmittelkontakt Für die EU ist es hilfreich, Ihre Klingenspezifikation und Ihre Lieferantendokumentation einigen weit verbreiteten Rahmenwerken zuzuordnen:
- EU-Rahmenverordnung (EG) Nr. 1935/2004 (Materialien für den Kontakt mit Lebensmitteln)Ihr Grundprinzip ist, dass Stoffe keine Bestandteile in Mengen an Lebensmittel abgeben dürfen, die die Gesundheit gefährden, unannehmbare Veränderungen der Lebensmittelzusammensetzung verursachen oder die organoleptischen Eigenschaften beeinträchtigen könnten.
- Gute Herstellungspraxis: Verordnung (EG) Nr. 2023/2006Verwenden Sie dies, wenn Sie prüfen, ob ein Klingenlieferant kontrollierte Prozesse, Rückverfolgbarkeit und konsistente Inspektionsroutinen besitzt.
- Leitfaden für Metalle und Legierungen (Europarat CM/Res(2020)9 + Technischer Leitfaden EDQM): Metalle und Legierungen, die in Lebensmittelkontaktmaterialien und -artikeln verwendet werden(2. Aufl., 2024)Diese Referenzen werden häufig für Metalle/Legierungen verwendet und behandeln Verfahren zur Freigabeprüfung. Spezifische Freigabegrenzen (SRLs) für Metallelemente.
- Leitfaden für hygienisches Design (EHEDG — Hygienische Gestaltungsprinzipien): Verwenden Sie dies, um zu prüfen, ob Ihr Klingendesign, die Oberflächenbeschaffenheit und die Schnittstellen Ihrer Geräte mit der Reinigungsfähigkeit kompatibel sind (z. B. durch Minimierung von Spalten und Vermeidung von Oberflächenbeschaffenheiten, die die Entfernung von Rückständen erschweren).
Wie man diese Referenzen in der Praxis anwendet:
- Fügen Sie Ihrer Angebotsanfrage für Klingen ein Konformitätspaket hinzu.: Materialzertifikate, Chargenrückverfolgbarkeit, Härteprüfprotokolle und eine kurze Beschreibung der beabsichtigten Verwendungsbedingungen für den Lebensmittelkontakt anfordern.
- Verknüpfen Sie Ihren Verifizierungsplan mit Testmethoden.: Härteprüfung definieren pro ISO 6508 / ASTM E18 (Rockwell) und definieren Sie Korrosionsbewertungsmethoden, die Ihren Hygieneanforderungen entsprechen (z. B. Salzsprühnebeltestverfahren wie ISO 9227 / ASTM B117 wo angebracht).
- Kreuzprüfung des Risikos der DesinfektionschemieWenn Ihre Reinigungsmittel chlorhaltig sind oder ein Risiko durch stehende Feuchtigkeit besteht, behandeln Sie Korrosions-/Lochfraßverhalten als kontrollierbares Risiko im HACCP-Konzept und validieren Sie es mit Ihrer tatsächlichen Standardarbeitsanweisung (Chemie, Einwirkzeit, Spül- und Trocknungsschritte).
Diese Referenzen ersetzen nicht die Validierungsarbeit Ihres Werks, aber sie tragen dazu bei, Ihre Materialauswahl und Lieferantenqualifizierung besser zu begründen und standortübergreifend wiederholbar zu machen.
Schlussfolgerung
Ein praktischer, risikoarmer Weg für die meisten gewerblichen Bäckereien ist:
- Verwenden Sie ein martensitischer Edelstahl als Basislinie Bei Schneidemaschinenmessern, die mit Lebensmitteln in Berührung kommen, sollten Sie auf Edelstahl umsteigen, wenn Ihre Produktionsziele und KPI-Schwellenwerte dies erfordern.
- Hochkohlenstoffstähle sollten nur in Nischenbereichen eingesetzt werden. Bei feuchten oder stark chemikalienbelasteten Umgebungen sind sie in der Regel ungeeignet, da Korrosion zu versteckten Kosten führen kann.
Die nächsten Schritte sind unkompliziert und messbar:
- Pilotprojekt mit repräsentativen Produkten (mindestens einem weichen und einem anspruchsvollen Brot) unter Verwendung einer festen Geometrie und eines definierten HRC-Ziels.
- Erfassen Sie die relevanten KPIs – Krümelrate und Dickenabweichung – und legen Sie dann ein Umrüstintervall fest, das die Scheibenqualität und die Gesamtanlageneffektivität (OEE) schützt.
- Die Spezifikationen und die Dokumentation der Rotorblätter müssen mit den HACCP-Vorgaben und den Beschaffungszyklen (Materialzertifikate, Härteprüfberichte und Rückverfolgbarkeit für Pilotchargen) übereinstimmen.
Wenn Sie einen schnelleren Qualifizierungszyklus wünschen, beginnen Sie damit, Ihre Testvorlage und die Checkliste für die Lieferantendokumentation zu standardisieren und diese dann konsequent auf alle Kandidaten für die Basis- und Upgrade-Prüfung anzuwenden.
Anmerkungen, Umfang und Verweise
- UmfangDieser Leitfaden konzentriert sich auf Schneidemaschinen mit Lebensmittelkontakt für industrielle Brotproduktionslinien (ca. 600–1200 Brote/Stunde). Die Ergebnisse können je nach Maschinendesign, Brotrezeptur (mit Körnern/Kruste), Brottemperatur und Desinfektionsmittelzusammensetzung erheblich variieren.
- Keine RechtsberatungBei EU-Einsätzen sollten Sie die Anforderungen an die Einhaltung der Vorschriften für Lebensmittelkontaktmaterialien mit Ihrem internen QA-/Regulierungsteam sowie die Anforderungen im jeweiligen EU-Mitgliedstaat abklären.
- Über ZitateZur praktischen Orientierung werden Web-Referenzen bereitgestellt. Bei Audits und der Qualifizierung von Lieferanten sollten kontrollierte Prüfmethoden, dokumentierte Inspektionsprotokolle und anerkannte technische Leitlinien (z. B. EU-FCM-Rahmenregeln, EDQM-Leitlinien für Metalle/Legierungen und EHEDG-Grundsätze für hygienisches Design) Priorität haben.
Über den Autor & technische Übersicht
- AutorNancy Wu, leitende Fertigungsingenieurin, Nanjing METAL Industrial
- Erfahrung12 Jahre Erfahrung in der industriellen Schaufelradfertigung und Prozesssteuerung
- AnmeldeinformationenKMU – CMfgE, PMP, Six Sigma Black Belt, ASM Internationale Zertifizierungen
- Zuletzt technisch geprüft: 2026-05-03
Optional: Validierungspaket eines Drittanbieters (empfohlen)
Wenn Sie für den Einsatz an mehreren Standorten oder die Auditvorbereitung eine höhere Nachvollziehbarkeit benötigen, sollten Sie ein externes Labor mit der Durchführung eines standardisierten Validierungspakets beauftragen, das Ihren Hygiene-SOPs entspricht. Typische Elemente sind:
- MaterialprüfungChemische Verifizierung vs. Werkszertifikate + Chargenrückverfolgbarkeitsprüfung
- Härte und Konsistenz: Rockwell-Härteprüfungsplan (z. B. ISO 6508 / ASTM E18) mit Stichprobenregeln pro Los
- Korrosionsprüfung: Auswahl der Tests, abgestimmt auf Ihre Reinigungschemie und Ihr Expositionsmuster (z. B. Salzsprühnebelverfahren wie ISO 9227 / ASTM B117, wo angebracht, plus gezielte Prüfungen auf Lochfraß-/Spaltbildungsrisiko)
- Edge-Performance: standardisierte Schnittversuche (feste Laibform + feste Geometrie) mit Erfassung der Krustenmasse und Dickenabweichung
Behandeln Sie den resultierenden Bericht als Teil Ihrer Lieferantenqualifizierungsunterlagen und dokumentieren Sie die Testbedingungen (Chemie, Einwirkzeit, Spülen/Trocknen) explizit, damit die Ergebnisse reproduzierbar bleiben.