تحبيب الخيوط مقابل تحبيب الحلقة المائية: الاختيار حسب المادة والتكلفة الإجمالية للملكية (TCO)
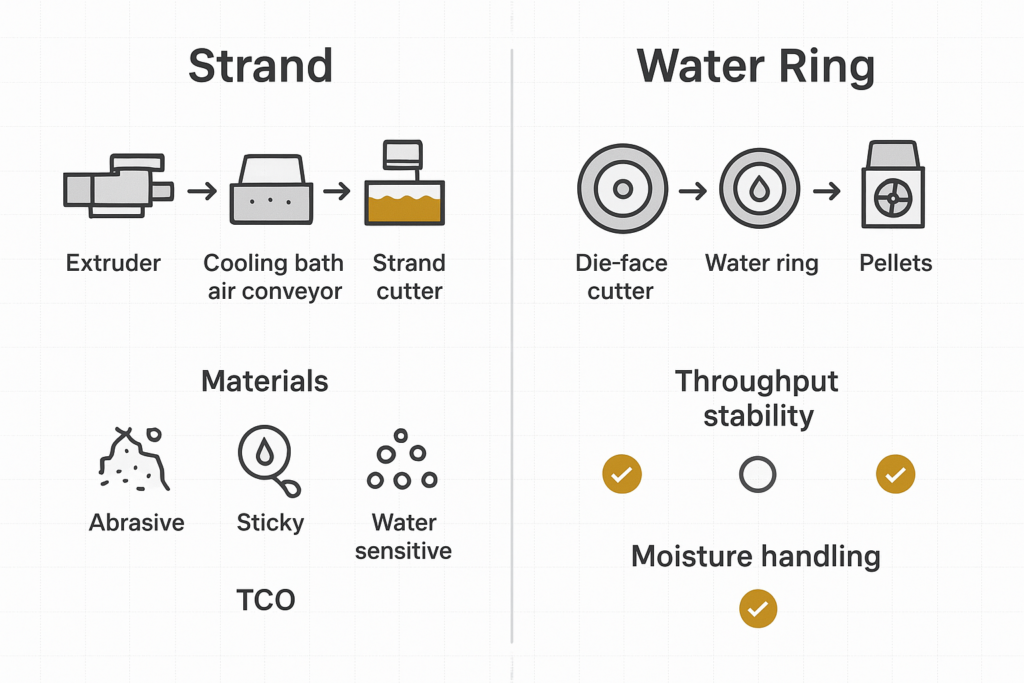
إن اختيار طريقة تكوير الحبيبات بين طريقة الخيوط وطريقة الحلقة المائية ليس مجرد تفضيل للتقطيع "الرطب" أو "الجاف". بل إنه يُغير العوامل المتحكمة في جودة الحبيبات، وما الذي يتعطل أولاً أثناء أي عطل، وموقع التكلفة الحقيقية للطن الواحد (قطع الغيار المستهلكة، والتجفيف، وعمليات التغيير، والخردة). في مجال الخلط وإعادة التدوير في المملكة المتحدة - خاصةً عند استخدام مواد ذات محتوى عالٍ من الألياف الزجاجية، أو مواد محملة بالمعادن، أو مواد ذات محتوى عالٍ من المواد المعاد تدويرها [...]
القواطع الدوارة: الدليل النهائي لتحبيب الخيوط المائية

This guide is for compounding leaders running water‑strand pelletising lines who need dependable cut quality with fewer changeovers and predictable costs. You’ll learn the technical requirements that stabilise pellet length and shape, how to vet a China rotary‑cutter/knife factory with confidence, what to ask for in QC documentation, and how to model landed cost and […]
كيفية اختيار سكاكين تحبيب الوجه الساخن لـ PE/PP المبرد بالهواء

Selecting the right hot face pelletizing blades for air-cooled PE/PP isn’t just about material names on a quote. The right choice directly lowers tails and fines, stabilizes cut quality across shifts, and keeps uptime predictable so your total cost of ownership (TCO) tracks to plan. This guide shows you how to specify blade substrate, hardness, […]
سكاكين المحببة التي تقاوم التآكل في الراتنجات المعززة بالألياف الزجاجية

مقدمة: تحوّل الألياف الزجاجية مادة البولي أوليفين العادية إلى معجون كاشط. يعمل كل خيط مقطّع كمبرد مجهري، مما يُسرّع من استدارة حواف الشفرات ويحفر أخاديد دقيقة في سطح القالب. والنتيجة؟ زيادة في كمية الجزيئات الدقيقة والشوائب، واهتزازات متزايدة، واستبدال الشفرات أو إعادة شحذها بشكل متكرر. في عملية تحبيب البولي بروبيلين/البولي إيثيلين باستخدام سطح القالب/حلقة الماء (تحت الماء) مع […]
إطالة عمر سكين المحببة: إجراءات الصيانة التي تقلل من وقت التوقف

By Tommy Tang, Senior Sales Engineer (Nanjing METAL). 12 years supporting pelletizing and size-reduction blade applications. Certifications: CSE, CME, Six Sigma Green Belt, PMP. Scope and validation note: The numeric ranges in this guide are typical starting points used in plant practice. Always follow your OEM manual and site safety rules first, then confirm final setpoints with the […]
كيف تتحول سكاكين المحببات المخصصة من تصميم CAD إلى جاهزية الإنتاج

لا تصبح سكاكين التكوير المخصصة للقطع تحت الماء (حلقة الماء/سطح القالب) جاهزة للإنتاج صدفةً، بل تصل إلى هذه المرحلة عبر سلسلة منهجية منضبطة: من التصميم بمساعدة الحاسوب (CAD) إلى التصميم للتصنيع (DFM) إلى التصنيع الخاضع للرقابة، ثم إلى ضمان الجودة القابل للتدقيق، وأخيرًا إلى التحقق من التشغيل التجريبي على خط الإنتاج. في هذا الدليل، ستتعرف على كيفية تضافر الهندسة والمواد والطحن الدقيق والتوثيق لتقصير فترة التشغيل التجريبي وإطالة عمرها.
استكشاف أخطاء ذيول الحبيبات وإصلاحها بشكل عملي: 5 حلول فعالة

هذا الدليل مخصص للقادة الذين يشغلون ماكينات تحبيب البولي إيثيلين/البولي بروبيلين ذات حلقة الماء (القطع الساخن لسطح القالب) والذين يحتاجون إلى حبيبات نظيفة، وإنتاجية ثابتة، ووقت تشغيل عالٍ. إذا لاحظت وجود بقايا حبيبات، أو جزيئات دقيقة، أو تكتل/تضاعف الحبيبات، أو قطع غير مستقر، أو ضوضاء عند التلامس، فاستخدم الحلول الخمسة التالية للتحرك بسرعة ودون تخمين. خريطة سريعة للأعراض: بقايا الحبيبات (تبريد غير كافٍ، شفرات غير حادة/غير مثبتة بشكل صحيح، سطح قالب محزز)، جزيئات دقيقة (تأثير/إعادة تدوير مفرط، [...]
تقليل التذييل والمواد الناعمة باستخدام سكاكين المحببة المطلية بـ PVD

تُعدّ الشوائب والشوائب الدقيقة العدوّين الرئيسيين لجودة حبيبات البولي إيثيلين/البولي بروبيلين في خطوط القطع الساخن ذات الحلقة المائية (القطع على سطح القالب). تبدأ الشوائب بالظهور عند سطح القالب عندما لا يكون القطع نظيفًا، وغالبًا ما يكون ذلك بسبب حافة مهترئة، أو سطح قالب مُخدّد، أو سوء محاذاة، أو ظروف مياه غير مطابقة للمواصفات. ثم تنفصل هذه الشوائب في المُجفّف، لتتحوّل إلى شوائب دقيقة وغبار...
كيفية اختيار سكاكين تحبيب حلقة الماء لخطوط PE/PP
تُحدد جودة الحبيبات، ووقت التشغيل، والتكلفة الإجمالية للطن الواحد، مدى كفاءة خط إنتاج الحبيبات بتقنية القطع الساخن (ذات حلقة الماء). في خدمة البولي إيثيلين/البولي بروبيلين، تتفاعل مادة الشفرة، وطلاءها، وشكل حافتها، وتفاوت أبعادها مع حالة سطح القالب، واستقرار حلقة الماء، وسرعة الشفرة. أي خلل في هذه العوامل سيؤدي إلى ظهور بقايا غير مرغوب فيها، أو شوائب دقيقة، أو عدم انتظام في طول القطع، أو توقفات غير ضرورية.
أفضل سكاكين محببة الماسترباتش لأنظمة الخيوط والأنظمة تحت الماء

يُعد اختيار الشفرة من أسرع الطرق لتحسين تجانس الكريات، وزيادة وقت التشغيل، وخفض التكلفة الإجمالية. في عملية تكوير الخيوط، يعتمد اختيار الشفرة على هندسة المقص الحلزوني، والمسافة بين شفرة الدوار وشفرة القاعدة، وسرعة تآكل هذه المسافة. أما في عملية التكوير تحت الماء (سطح القالب/حلقة الماء)، فيعتمد الأمر على الحفاظ على قطع نظيف ومستقر من خلال التحكم في تلامس الشفرة.