
إذا كنت تسعى للحصول على حواف أنظف و إن إطالة عمر السكاكين، لا تتحقق المكاسب الأكبر عادةً من مجرد "سكاكين أكثر حدة". بل تتحقق من خلال ترتيب إعداد قابل للتكرار، وتحقق دقيق، وسجل يوضح نطاقات المعلمات الخاصة بك حسب رمز المنتج (SKU).
تمت كتابة هذا الدليل كقائمة مرجعية لأرضية المصنع: ما الذي يجب ضبطه، وما الذي يجب التحقق منه، وما الذي يجب تسجيله حتى تتمكن من التوقف عن إعادة تعلم نفس الدروس في كل عملية تغيير.
- ما ستقوم بتحديده والتحقق منه وتسجيله لتحسين عملية القص والشق
- المكاسب المتوقعة: حواف أنظف، عمر أطول للشفرة، عرض شق أضيق، كفاءة إجمالية أعلى
- الأدوات التي تحتاجها: مقاييس، مقياس سرعة الدوران، مجهر، أدوات عزم الدوران، بيانات الشد
مبادئ القصّ الشقي
آلية القطع ونقطة التلامس
يعمل القصّ المائل مثل المقص الدائري: ذكر سكين وقاعدة أنثى/سندان تلتقي الشفرات عند نقطة تلامس محددة (نقطة القطع). وتعتمد جودة القطع على مدى ثبات نقطة التلامس هذه أثناء حركة الشريط، وتغير الشد، واهتزاز مجموعة الشفرات.
فيما يلي قاعدتان عمليتان:
- تريد مستوى مناسب من التفاعل لقص الشبكة بشكل نظيف.
- تريد بأقل قدر ممكن من القوة للحفاظ على استقرار هذا الارتباط.
عندما تنحرف نقطة القطع (الانحراف، خطأ الفاصل، الاهتزاز) أو يكون التداخل مفرطًا (تداخل كبير جدًا / حمل جانبي)، غالبًا ما ترى نفس الأعراض: الغبار، والوبر، والحرارة، والتآكل المبكر، واختلاف العرض.
زاوية ميل، تداخل، تحميل جانبي
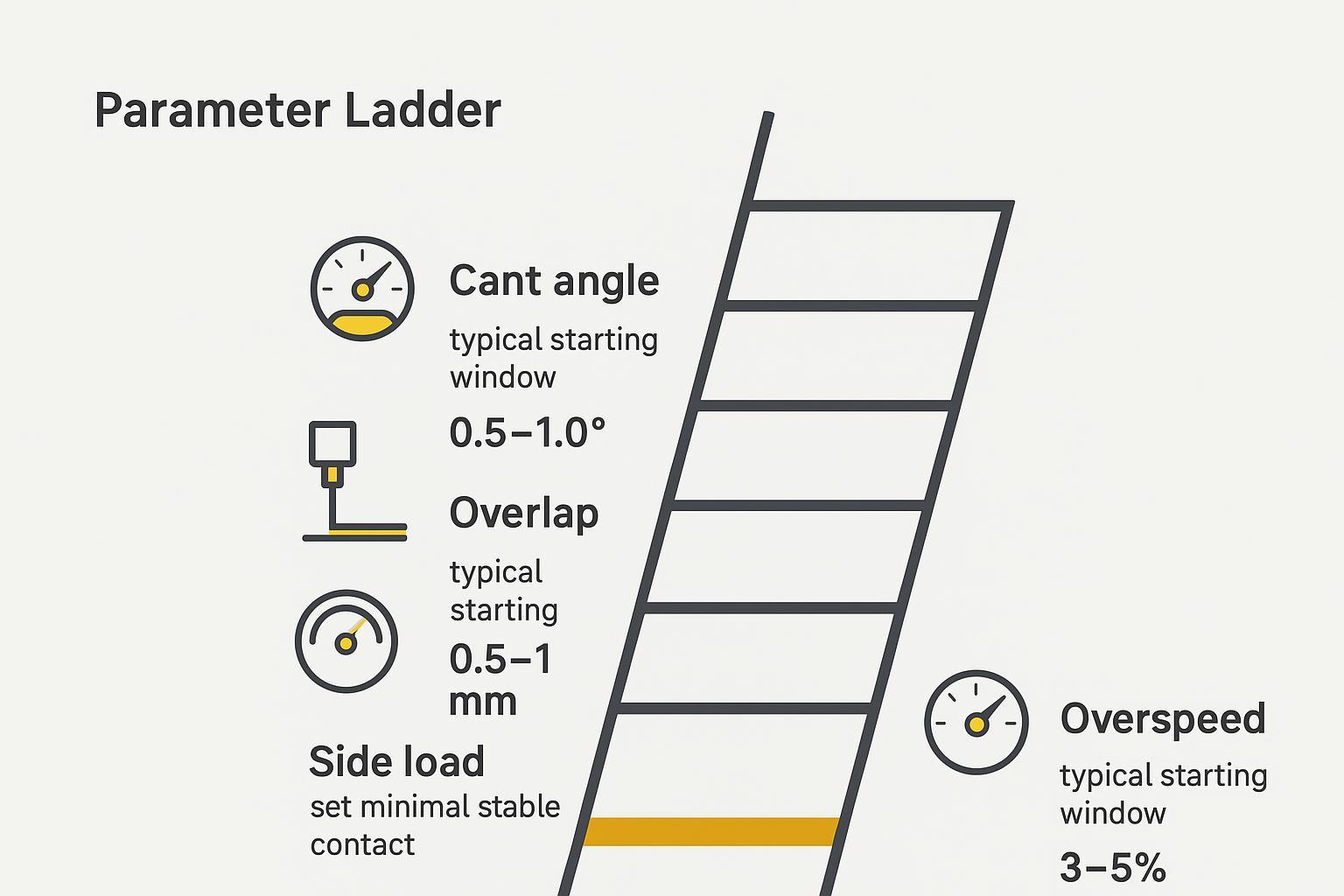
تخيل هذه الثلاثة كسلّم. لا تقوم "بالضغط عليها جميعًا في وقت واحد" - بل تقوم بترتيبها.
- لا يمكن ضبط الزاوية يحدد هذا كيفية التقاء الشفرات عبر الشريط. قد يؤدي الميل الخاطئ (خاصةً الميل السلبي) إلى الطي والتمزق وعدم استقرار القطع. يُشير ديينز إلى الميل السلبي كسبب رئيسي شائع للتمزقات المستمرة في الشريط وعدم القطع في ملاحظات استكشاف أخطاء القص. مشاكل القص الشائعة.
- تداخل يُقصد بذلك مدى اختراق السكين الذكرية أسفل خط التماس للسكين الأنثوية. يؤدي التداخل المفرط إلى تسريع التآكل وزيادة الغبار وتلف الحواف؛ كما تُشير ديينز في دليل استكشاف الأخطاء وإصلاحها نفسه إلى أن التداخل المفرط سبب شائع للحواف الخشنة والغبار.
- تحميل جانبي هي القوة الجانبية التي تحافظ على تلامس السكين. إذا كانت قليلة جدًا، تفقد السكاكين التلامس؛ وإذا كانت كثيرة جدًا، فإنك تولد حرارة وتآكلًا وتشققًا وحوافًا "مقضومة" (وهذا يتوافق مع تحذير ديينز بشأن التحميل الجانبي المفرط).
الهدف ليس "المزيد من الضغط". الهدف هو اتصال مستقر بأقل قوة.
السرعة الزائدة، والتوتر، وأساسيات الوضع
هناك متغيران إضافيان يحددان ما إذا كان قص الشعر النظيف سيظل نظيفًا عند السرعة:
- السرعة الزائدة / فرق السرعة: في العديد من تجهيزات القصّ، تُشغّل الشفرة السفلية المدفوعة بسرعة أعلى قليلاً من الشفرة العلوية (غالباً ما يُشار إلى ذلك بنسبة مئوية صغيرة مثل 3-5%، حسب التصميم). والهدف من ذلك هو الحفاظ على استقرار نقطة القطع ومنع الانزلاق والاحتكاك اللذين يولدان حرارة.
- وضع شد الشبكة وطريقة التعامل معها: يعمل الشد على تثبيت النسيج في الشفرات. إذا كان الشد غير صحيح، يمكنك "إصلاح" التداخل والتحميل الجانبي طوال اليوم وستظل تعاني من الارتعاش، وتشقق الحواف، والتقوس، وانحراف العرض.
أهم النقاط الرئيسيةتعامل مع عملية القصّ كمسألة نقطة تلامس مضبوطة. أفضل حافة تحصل عليها تأتي من محاذاة ثابتة وقوة قليلة، وليس من تداخل الانحناء والحمل الجانبي.
الإعداد والتحقق (إعداد القص والقطع)
تسلسل المحاذاة والميل والتداخل (ترتيب إعداد القطع بالقص)
استخدم هذا التسلسل لتقليل التجربة والخطأ. إن فحوصات "تم عند..." هي ما يجعل الإعداد قابلاً للتكرار عبر الورديات.
- نظف المجموعة وثبتها في مكانها
- نظف الحوامل، والأعمدة، والفواصل، وأسطح السكاكين.
- تأكد من عدم وجود نتوءات أو طبقة عالقة أو مادة لاصقة على أسطح التلامس.
- تم الانتهاء عند: تستقر الفواصل/السكاكين بشكل كامل دون أي اهتزاز أو خطوط حطام مرئية.
- تحقق من الوضع الميكانيكي الأساسي قبل تغيير المعايير
- تحقق من حالة المحامل/الحامل ومدى ارتخائها الواضح.
- إذا كنت تعاني من اهتزازات/انحرافات عرض متكررة، فتعامل مع مشكلة الانحراف/الانحراف الكلي كسبب رئيسي محتمل، وليس كأمر ثانوي.
- تم الانتهاء عند: المحطة مستقرة ميكانيكياً وجاهزة للقياس.
- اضبط زاوية الميل (ثم قم بتثبيتها)
- اضبط قيمة الميل على نقطة البداية المعروفة لديك لهذا المنتج ونمط الحامل.
- أعد التحقق من أنك لم تقم بتثبيت ألواح الميل بشكل عكسي (الميل السلبي هو وضع فشل كلاسيكي، كما هو مذكور في إرشادات استكشاف أخطاء القص DIENES).
- تم الانتهاء عند: يتم التحقق من الميل وتسجيله، ويتم قفل الأجهزة لمنع الانحراف.
- اضبط التداخل (ابدأ بأقل قدر ممكن)
- ابدأ بنافذة تداخل متحفظة تتناسب مع المادة وسمكها.
- إذا كنت تبدأ من الصفر، فإن العديد من الأدلة تشير إلى التداخل في نطاق أقل من ملليمتر إلى حوالي 1 مم كـ نافذة بدء التشغيل النموذجية بالنسبة لبعض التكوينات - لكن الهدف الصحيح هو دائمًا الحد الأدنى من التداخل الذي ينتج عنه قطع مستقر.
- تم الانتهاء عند: تنقطع الشبكة دون انفصال متقطع، ولا يظهر فحص الحافة أي علامات "مضغ".
- أضف الحمل الجانبي في النهاية (أقل قدر من التلامس الثابت)
- قم بزيادة الحمل الجانبي فقط حتى يصبح التلامس مستقرًا من خلال تغييرات السرعة.
- انتبه إلى العلامات الدالة على التحميل الجانبي الزائد: التآكل السريع، والحرارة، والتشقق، والغبار.
- تم الانتهاء عند: تبقى الحافة ثابتة عند سرعة الإنتاج دون أي تأثير مسموع ودون تراكم سريع للحرارة.
نوافذ التحميل الجانبي والنوافذ التي تتجاوز السرعة
تعامل مع هذه كنوافذ تحكم، وليس "اضبطها وانساها". سجلها حسب رمز المنتج (SKU).
- التحميل الجانبي: اضبطه على أقل قيمة تمنع فقدان الاتصال. إذا لاحظت زيادة في الوبر/الغبار مع زيادة الحمل الجانبي، فمن المحتمل أنك تضحي بجودة الحواف مقابل القوة.
- السرعة الزائدة: استخدم مقياس سرعة الدوران للتأكد من نسبة السرعة الفعلية تحت الحمل. تتراوح نسبة السرعة المرجعية الشائعة بين بضعة بالمئة (غالباً من 3 إلى 51 دورة في الدقيقة) اعتمادًا على ما إذا كانت الشفرة السفلية تعمل بالدفع والشفرة العلوية تعمل بالاحتكاك.
قاعدتان تمنعان الضرر:
- إذا كنت بحاجة أكثر فأكثر قم بتحميل الجانب للحفاظ على القطع، واشتبه في وجود تآكل أو انحراف أو خطأ في التداخل أولاً.
- إذا لاحظت حرارة/ذوبان/"شعرة ملائكية"، فقم بإعادة السرعة الزائدة والتداخل إلى الحد الأدنى وتأكد من استقرار الشد.
فحص المسافة الفاصلة، ونسبة الانعكاس الكلي الداخلي، والعرض
تصبح معظم "العيوب الغامضة" واضحة عند قياس ثلاثة أشياء.
- مجموعة الفواصل وعرض الفتحة
- قم بقياس سمك الفواصل وترتيبها.
- تأكد من أن المكدس يطابق خطة عرض الشق المستهدفة.
- سجل: معرفات/مواقع الفواصل، والعرض المستهدف، والعرض المقاس.
- الانحراف/النطاق الكلي عند محطة السكين
- استخدم مؤشر قياس لفحص الانحراف على الأسطح ذات الصلة (الحامل/العمود/السكين) وفقًا لممارسات معداتك.
- غالبًا ما تصف المراجع الصناعية أهداف تصميم دقيقة للغاية (على سبيل المثال، الانحراف المحوري في حدود 0.002 بوصة / 0.05 مم TIR والانحراف القطري في حدود 0.004 بوصة / 0.10 مم TIR في مناقشات أنظمة القطع). استخدم هذه المراجع كمعيار للتحقق من الواقع.لكن تعامل مع مواصفات الشركة المصنعة الأصلية لجهازك باعتبارها الشرط الأساسي.إذا كان الانحراف المقاس أسوأ بشكل ملحوظ من هدف الشركة المصنعة الأصلية، فلن يؤدي ضبط المعلمات إلى التعويض الكامل.
- سجل: نقاط القياس، والقراءات، وأي إجراءات تصحيحية.
- فحص الحواف تحت التكبير
- استخدم مجهرًا يدويًا لفحص حافة الشق بحثًا عن تمزقات دقيقة أو علامات ذوبان أو اهتزاز.
- تم الانتهاء عند: تظهر حافة الشق قصًا متسقًا بدون نمط عيوب متكرر.
الأسئلة الشائعة حول القص الشقّي
1) ما هي أسرع طريقة لتحسين جودة القطع - استخدام سكاكين أكثر حدة أم إعداد أفضل؟
في معظم الخطوط، تأتي أسرع المكاسب من ترتيب الإعداد والتحقق القابل للتكرارعدم الميل ← التداخل ← التحميل الجانبي ← السرعة الزائدة، بالإضافة إلى فحوصات استقرار الشد والانحراف. تساعد السكاكين الأكثر حدة، لكنها لن تعوض عن عدم استقامة الإطار، أو أخطاء في الفواصل، أو التعشيق المفرط.
2) كيف أختار تداخل البداية دون تحميل السكاكين فوق طاقتها؟
ابدأ بنقطة انطلاق متحفظة، ثم اعمل على تحقيق الهدف التالي الحد الأدنى من التداخل الذي ينتج عنه قطع مستقرإذا زاد الوبر/الغبار/الحرارة مع زيادة التداخل، فمن المحتمل أنك تجاوزت نطاق الاستقرار. تأكد من أنك لا تقوم "بإصلاح" مشكلة ميكانيكية (مثل عدم استقامة المحور/الفواصل) عن طريق زيادة التداخل.
3) كيف أعرف ما إذا كان الحمل الجانبي مرتفعًا جدًا أم منخفضًا جدًا؟
- منخفض جداً: فقدان الاتصال المتقطع، وعدم استقرار نقطة القطع، وتقطع الحافة الذي يزداد سوءًا مع تغيرات السرعة.
- مرتفع جداً: الحرارة السريعة، والتآكل المتسارع، والتشقق، وضوضاء الصدمات الأعلى، والحواف "المقضومة".
الهدف هو أقل حمل جانبي يظل مستقرًا عند سرعة الإنتاج.
4) ما هي الطريقة العملية للتأكد من تجاوز السرعة المحددة في الآلة؟
لا تعتمد على نقطة ضبط واجهة المستخدم الرسومية وحدها. استخدم عداد دورات المحرك لتأكيد نسبة السرعة الفعلية تحت الحملثم سجل هذه النسبة حسب رمز المنتج. إذا لاحظت ذوبانًا أو ظهور خيوط رفيعة جدًا، فأعد ضبط سرعة الخيط ومستوى الشد إلى الحد الأدنى، وأعد فحص ثبات الشد.
5) لماذا تتسبب أخطاء الانحراف/الانحراف الكلي الداخلي وأخطاء التباعد في حدوث عيوب تبدو وكأنها "مشاكل في المعلمات"؟
يصبح التذبذب الدوري الصغير أو خطأ في سمك الفاصل مشكلة نمط عيب متكرر بسرعة (علامات اهتزاز، انحراف في العرض، تلف دوري في الحواف). إذا تجاوز الانحراف المقاس قيمة مواصفات الشركة المصنعة الأصلية للآلةقد تؤدي تغييرات التداخل والحمل الجانبي إلى إخفاء الأعراض فقط مع تسريع التآكل.
6) كيف ينبغي لنا تسجيل الإعدادات حتى لا نعيد تعلم نفس الدروس في كل عملية تغيير؟
تعامل مع كل وحدة تخزين (SKU) كأنها نافذة عملية مُحكمة. على الأقل، قم بتسجيل ما يلي:
- المادة، السماكة، الإضافات
- سرعة الخط، نقاط ضبط الشد/القيم الفعلية
- الميل، التداخل، طريقة/إعداد التحميل الجانبي، نسبة السرعة الزائدة
- معرفات السكاكين، ساعات التشغيل، تاريخ آخر إعادة شحذ
- قراءات الانحراف/الانحراف الكلي الداخلي عند نقاط محددة
- ملاحظات فحص الحواف (صورة واحدة بالمجهر إن أمكن)
7) عند ظهور عيب، ما هو أول إجراء تصحيحي يجب تجربته؟
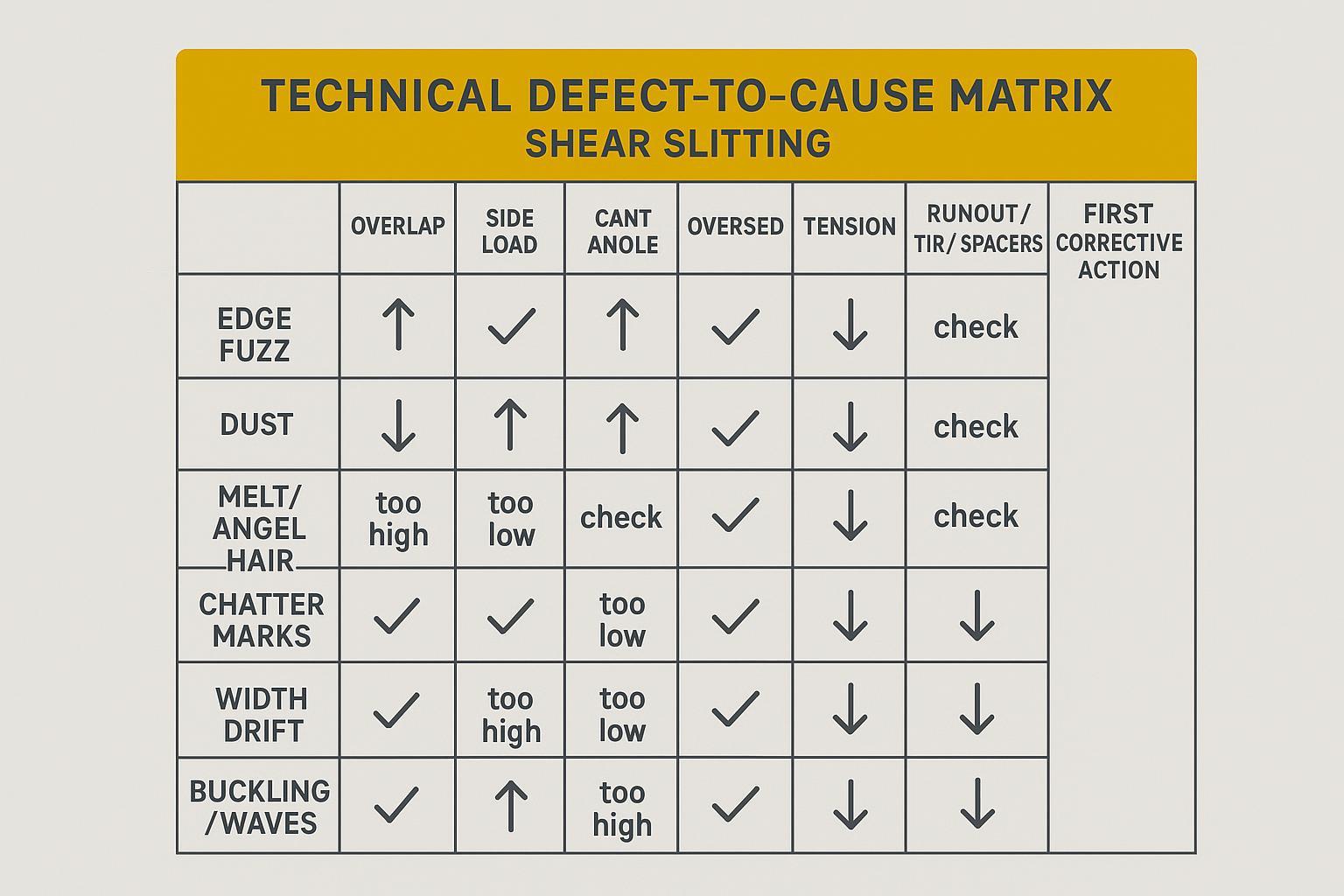
استخدم نهج "الأقل خطورة أولاً":
- غبار/وبر: قلل التداخل إلى الحد الأدنى؛ قلل الحمل الجانبي؛ تحقق من حدة النص وانحرافه.
- شعر ملتوي/شعر الملاك: تأكد من نسبة السرعة الزائدة باستخدام عداد دورات المحرك؛ قلل من التداخل/الحمل الجانبي؛ ثبّت الشد.
- اهتزاز/انحراف العرض: قم بقياس الانحراف/الانحراف الكلي الداخلي وتحقق من مجموعة الفواصل قبل ضبط التعشيق.
8) هل يمكن للمشغلين تعديل محطة السكين أثناء تشغيل الخط؟
لا. من أجل السلامة وإمكانية التكرار، تعامل مع تعديلات محطة السكين كإجراء صيانة مُتحكم به: أوقف الخط، وطبّق إجراءات العزل والتحكم في الطاقة، وتأكد من انعدام الطاقة، ثم اضبطه.اتبع إجراءات منشأتك وتوصيات الشركة المصنعة للآلة.
استكشاف أخطاء الحواف النظيفة وإصلاحها
الوبر والغبار والذوبان: الأسباب والحلول
ابدأ بتقييم سريع للحالات. غالباً ما تنتج هذه العيوب الثلاثة عن الإفراط في التفاعل أو عدم استقرار الاتصال.
- زغب / حافة مشعرة
- الأسباب المحتملة: التداخل مرتفع للغاية، الحمل الجانبي مرتفع للغاية، السكاكين غير حادة/غير مشحوذة بشكل صحيح، الانحراف.
- الإصلاحات الأولية: تقليل التداخل إلى الحد الأدنى؛ تقليل الحمل الجانبي؛ التحقق من حدة الشفرة وجودة الطحن؛ قياس الانحراف.
- تراب
- الأسباب المحتملة: التداخل المفرط (غالباً ما يكون مؤشراً مبكراً)، الحواف الباهتة، الاهتزاز.
- الإصلاحات الأولية: تقليل التداخل؛ تأكيد الميل؛ فحص الاهتزاز؛ التحقق من عدم وجود اهتزاز في الشبكة.
- ميلت / "شعر الملاك"
- الأسباب المحتملة: حرارة الاحتكاك الناتجة عن الانزلاق والفرك (عدم تطابق السرعة الزائدة)، والتداخل المفرط، والتوتر غير المستقر.
- الإصلاحات الأولية: التحقق من نسبة السرعة باستخدام مقياس سرعة الدوران؛ تقليل التداخل والحمل الجانبي؛ تثبيت الشد ومسار الشبكة.
يلخص ديينز العديد من هذه الأسباب الجذرية (أخطاء عدم الميل، والتداخل، والحمل الجانبي، والشد، والانحراف، والاهتزاز) في قائمته الميدانية للمشاكل الشائعة الموجودة في عملية القص.
التذبذب وانحراف العرض: فحوصات الجذر
غالباً ما تكون علامات الاهتزاز وانحراف العرض مرتبطة بالميكانيكا أو بالتراكم قبل أن تصبح "مشاكل في المعلمات".
التحقق من الجذر بالترتيب التالي:
- الانحراف/الانحراف الكلي وحالة المحمل (يتحول التذبذب الدوري الصغير إلى نمط مرئي عند السرعة)
- دقة مجموعة الفواصل (أخطاء في السماكة، نتوءات، ترتيب خاطئ)
- حالة السكين (يمكن أن تُحدث عملية زرع الشريحة الدقيقة علامات دورية)
- مصادر الاهتزاز (حوامل غير محكمة، رنين عند سرعات معينة)
إذا قمت فقط بتغيير التداخل/الحمل الجانبي للتعويض، فقد تخفي الاهتزاز مؤقتًا مع تسريع التآكل.
التواءات وأمواج: السرعة الزائدة/التوتر
يشير الانبعاج أو التموجات أو تقوس الحواف عادةً إلى مشكلة في استقرار التعامل مع الشبكة:
- إذا كان الويب ضيق جدًا أو توتر غير متساوٍ، يمكنك ملاحظة عدم استقرار العرض وتشوه الحواف.
- إذا كان الويب فضفاضة جداً عند الاقتراب من السكاكين، يمكن أن يترهل وينحرف إلى داخل القطع.
التصحيحات التي يجب تجربتها:
- إعادة توازن مناطق الشد (فك/إعادة لف).
- تأكد من محاذاة الموزع/البكرة.
- أعد فحص السرعة الزائدة والحمل الجانبي بعد استقرار الشد.
التحسين والصيانة
سلم المعلمات وتسجيل البيانات
بمجرد استقرار خط الإنتاج، فإن أسرع طريقة لتحسين فعالية المعدات الإجمالية (OEE) هي التوقف عن "الضبط عن طريق الذاكرة". قم بإنشاء سجل بسيط لكل وحدة تخزين (SKU) وحافظ على اتساقه بشكل صارم.
سجل هذه الحقول في كل مرة:
- المادة + السماكة + الإضافات (أي شيء يغير سلوك القطع)
- سرعة الخط ونقاط ضبط شد الشبكة (والقيم الفعلية إن وجدت)
- زاوية الميل، التداخل، طريقة التحميل الجانبي (ضبط الضغط/عزم الدوران)، نسبة السرعة الزائدة
- معرفات السكاكين (أعلى/أسفل)، ساعات التشغيل، وتاريخ آخر إعادة شحذ
- قياس الانحراف/الانحراف الكلي الداخلي عند نقاط محددة
- ملاحظات فحص الحواف (صورة مجهرية إن أمكن)
ثم قم بإدارة السلم:
- التغيير الوحيد خطوة بخطوة (لا يمكن → تداخل → حمل جانبي → سرعة زائدة).
- سجل النتيجة واحتفظ بـ "الفترة الزمنية المناسبة" لهذا المنتج.
إذا كنت ترغب في قراءة متعمقة حول محركات الأقراص ذات العمر الافتراضي، فراجع الدليل الداخلي لشركة MAXTOR حول كيفية القيام بذلك. إطالة عمر شفرة القطع الدائرية يتناسب هذا النهج القائم على الإعداد أولاً بشكل جيد.
علم المعادن، والطلاءات، وتجهيز الحواف
إذا كان الإعداد مستقرًا ولكن العمر الافتراضي لا يزال قصيرًا، فعادةً ما يكون الأمر متعلقًا بالمواد أو تشطيب السطح أو تحضير الحواف - وليس بمزيد من القوة.
ركز نقاشك على المواصفات القابلة للقياس:
- اختيار الفولاذ وتناسق المعالجة الحرارية (يجب أن تتطابق الصلابة والبنية المجهرية مع دورة التشغيل)
- الطلاءات (عندما يكون الاحتكاك/الالتصاق هو العامل المحدد)
- تجهيز الحواف وتشطيب السطح (قد يؤدي السطح الخشن إلى زيادة الاحتكاك والغبار)
ملاحظة عملية للصيانة: جودة إعادة الشحذ لا تقل أهمية عن تكرارها. ملاحظة ديينز حول إعادة شحذ السكين وتأثيرها على جودة القطع القصي يؤكدون على استعادة الشكل الهندسي والتحكم في التشطيب؛ كما يسلطون الضوء على أن التحكم في انحراف السكين السفلي يصبح أكثر أهمية مع زيادة السرعة.
ملاحظة حول الأدلة (ما يمكننا - وما لا يمكننا - تحديده كمياً علناً)
تصف العديد من موارد الصناعة أيّ تؤثر المعايير على جودة حافة السكين وعمرها، ولكن غالباً لا يتم نشر دراسات الحالة العامة على نطاق الإنتاج والتي تتضمن نسب فعالية المعدات الإجمالية قبل وبعد التعديل أو نسب عمر السكين. عندما تتوفر أرقام عامة، فإنها عادةً ما تكون من تجارب مضبوطة بدلاً من تقارير مؤشرات الأداء الرئيسية على مستوى المصنع بأكمله.
على سبيل المثال، العمل التجريبي على شق القص لسبائك الألومنيوم تشير التقارير إلى أن تكوين النتوءات يرتبط ارتباطًا وثيقًا بـ الخلوص، وزاوية الميل، والسرعةويحدد فترات المعالجة التي تقلل من النتوءات (انظر: https://pmc.ncbi.nlm.nih.gov/articles/PMC7412372/استخدم هذا النوع من البيانات كدليل توجيهي، ثم تحقق من صحة نافذتك النهائية باستخدام قياسات الخط وسجلات العيوب الخاصة بك.
وهنا أيضاً تبرز أهمية دعم العمليات الذي تقدمه شركة MAXTOR METAL بطريقة غير تسويقية:
- مراقبة الجودة وإمكانية التتبع: تساعدك عمليات فحص المواد الواردة ونقاط الفحص أثناء العملية والوثائق على تجنب "الفولاذ الغامض" وعدم اتساق الصلابة من دفعة إلى أخرى.
- الدعم في علم المعادن: غالباً ما تكون مطابقة الفولاذ/المعالجة الحرارية/الطلاء مع دورة عمل الفيلم أو النسيج هي الطريقة الأقل تكلفة لتقليل عمليات التغيير.
- دعم الاستيراد: بالنسبة للمصانع التي لا تستطيع تحمل نقص المخزون، فإن خدمة الشحن والدعم الجمركي الشاملة تقلل من مخاطر الجدول الزمني أثناء الإنتاج عالي التنوع.
للحصول على نظرة تركز على التفاوتات، راجع دليل MAXTOR حول دقة سكاكين القطع، والمواد، والطحن.
إعادة الشحذ والعناية بحامل القلم
السكين "الحادة" ولكن غير المشحوذة بشكل سيئ يمكن أن تتصرف مثل السكين غير الحادة.
إجراءات الصيانة التي تحمي جودة الحواف:
- تحقق من أن عملية إعادة الطحن تعيد الشطف/الملف الجانبي الصحيح وتحافظ على علامات الطحن متحدة المركز.
- تجنب ارتفاع درجة الحرارة أثناء الطحن (التلف الحراري يؤدي إلى تلف الجهاز).
- قم بقياس وتسجيل الانحراف بعد عملية الطحن؛ لا تقم بإعادة تثبيت مجموعة السكاكين التي تفشل في فحص الانحراف.
- حافظ على نظافة الحوامل، وسطحها مستوياً، واتباع ممارسات عزم الدوران بشكل متسق.
إذا كنت بحاجة إلى قطعة مساعدة تركز على الصيانة، فإليك نظرة عامة من MAXTOR على تآكل وإصلاح شفرات القطع يمكن ربطها بمكتبة إجراءات التشغيل القياسية الداخلية الخاصة بك.
السلامة وإجراءات التشغيل القياسية
معدات الوقاية الشخصية، وإجراءات العزل والتحكم في الطاقة الخطرة، والتعامل مع الشفرات
تجمع محطات القصّ بين الأدوات الحادة، والقصور الذاتي الدوراني، والطاقة المخزنة. تعامل مع عمليات التغيير كعملية صيانة مضبوطة، وليس كتعديل سريع.
الحد الأدنى من التوقعات:
- ارتدِ قفازات مقاومة للقطع ونظارات واقية أثناء التعامل مع المنتج.
- استخدم نظام العزل والتحكم في الطاقة (LOTO) وتحقق من حالة الطاقة الصفرية قبل الوصول إلى المحطة.
- استخدم الأدوات المناسبة لحمل السكاكين؛ لا تحمل السكاكين الدائرية بشكل غير صحيح.
⚠️ تحذيرلا تقم بإصلاح الأعطال بيديك بالقرب من الشفرات الدوارة. إذا تطلب العطل تعديلاً، فتوقف، وأغلق الجهاز، وتحقق من العطل، ثم قم بالتعديل.
قوائم التحقق الخاصة بالتغيير
استخدم قائمة مراجعة قصيرة سيتبعها فريقك بالفعل.
نصيحة بخصوص نموذج إجراءات التشغيل القياسية: أضف عنوانًا إلى قائمة التحقق الخاصة بك حتى تصبح وثيقة خاضعة للرقابة.
- اسم المستند: قائمة التحقق من إعداد عملية القص والتحقق منها
- إصدار: الإصدار 1.0
- تاريخ السريان: 2026-05-04
- ينطبق على: (طراز الآلة/نوع محطة السكين)، (مجموعات المواد)، (نطاق السماكة)، (نطاق السرعة)
- مالك: هندسة العمليات / الصيانة
- متطلبات السلامة: يُشترط تطبيق نظام العزل والتحكم في الطاقة الخطرة (LOTO) لجميع التعديلات في محطة السكاكين.
- نظف وافحص الحوامل/الأعمدة/الفواصل
- تأكد من اتجاه الميل (تجنب الميل السلبي)
- ضبط وتسجيل عدم القدرة
- اضبط التداخل (ابدأ بأقل قدر ممكن)
- قم بتطبيق الحمل الجانبي (أقل قدر من التلامس الثابت)
- تأكد من تجاوز السرعة باستخدام عداد دورات المحرك.
- تحقق من عرض مجموعة الفواصل والهدف
- قياس الانحراف/الانحراف الكلي عند نقاط محددة
- قم بإجراء قطع تجريبي مضبوط وافحص الحافة تحت التكبير.
التحقق وإعادة بدء التشغيل
قبل إعادة طرح المنتج في خط الإنتاج:
- سجل الإعدادات "كما تركت" والفحوصات المقاسة.
- التقط صورة مجهرية واحدة للحافة كخط أساس لهذا المنتج.
- إذا كانت المحطة حساسة، فقم بتعيين فترة إعادة فحص قصيرة (على سبيل المثال، بعد أول لفة رئيسية) وسجل ما إذا كانت الحافة ظلت مستقرة.
الخاتمة
إذا كنت ترغب في الحصول على حواف نظيفة وعمر أطول للسكين، فركز على ترتيب العمليات:
- ترتيب المعلمات مهم: لا يمكن → تداخل → تحميل جانبي → سرعة زائدة.
- الفوز بأقل قدر من القوة: اضبط فقط ما تحتاجه للحفاظ على قص ثابت.
- توثيق النوافذ: تسجيل الإعدادات والقياسات وملاحظات الحافة حسب وحدة التخزين (SKU).
الخطوات التالية:
- قم بتشغيل إعداد أساسي واحد مع سجل بيانات ضيق.
- قم بتعديل متغير واحد في كل مرة حسب رمز المنتج (SKU).
- تتبع عمر السكين ومعدل الهدر ووقت التغيير حتى تكون "أفضل فترة" لديك واضحة.
إذا كنت ترغب في ذلك، يمكنك مشاركة موادك (نوع الفيلم/النسيج، ونطاق السماكة، وسرعة الخط، وصور العيوب الحالية)، ويمكن لـ MAXTOR METAL مساعدتك في التحقق من صحة نطاقات المعلمات المحتملة ومسار مواصفات السكين (الفولاذ/المعالجة الحرارية/الطلاء) قبل أن تضيع وردية أخرى في التجربة والخطأ.
جيري تشو هو أخصائي الدعم الفني في خدمة ما بعد البيع في ماكستور ميتال مع عشر سنوات من الخبرة في تطبيقات متعددة القطاعات (على سبيل المثال، صناعة الورق، تمزيق البلاستيك، تقطيع لفائف المعادن، النجارة). وهو يدعم المصانع في حل مشكلات التحويل الواقعية مثل نتوءات، وحواف غير منتظمة، وغبار زائدويساعد الفرق على توحيد ممارسات الإعداد والتحقق.
أوراق اعتماد: PMP، CMRP.
نظام الجودة في الشركة: تعمل شركة MAXTOR METAL في إطار نظام إدارة الجودة (مثل ISO 9001) وتطبق فحص المواد الواردة والفحوصات أثناء العملية لدعم الأداء المتسق للسكاكين.
نطاق العمل وملاحظة السلامة
يهدف هذا الدليل إلى أن يكون بمثابة قائمة التحقق من نقطة البداية لإعداد عملية القص والتحقق منها. اتبع دائمًا تعليماتك. توصيات الشركة المصنعة للآلة، وإجراءات السلامة الخاصة بمنشأتك، ومتطلبات المشغلين المدربين. لا تقم بضبط محطات السكاكين الدوارة أثناء التشغيل—توقف، وقم بتطبيق إجراءات العزل والتحكم في الطاقة، وتحقق من انعدام الطاقة، ثم اضبط الوضع.