
Если вы стремитесь к более четким краям и Более длительный срок службы ножей. Наибольшие преимущества обычно достигаются не только за счет «более острых ножей». Они достигаются благодаря повторяемому порядку настройки, тщательной проверке и журналу учета, в котором параметры процесса четко обозначены для каждого артикула.
Это руководство написано в виде контрольного списка для производственного цеха: что нужно установить, что проверить и что зафиксировать, чтобы вам не приходилось заново усваивать одни и те же уроки при каждой переналадке.
- Что вы будете устанавливать, проверять и регистрировать для улучшения разрезания при сдвиге
- Ожидаемая прибыль: более чистые кромки, более длительный срок службы лезвий, более узкая ширина щели, более высокая эффективность оборудования.
- Какие инструменты вам понадобятся: измерительные приборы, тахометр, микроскоп, динамометрические инструменты, данные о натяжении
Принципы продольной резки
Механизм резки и точка контакта
Продольная резка работает как круговые ножницы: верхняя часть мужской нож и дно женский/наковальня Ножи сходятся в контролируемой точке контакта («точке разреза»). Качество резки зависит от того, насколько стабильной остается эта точка контакта, когда полотно движется, изменяется натяжение и ножевой блок подвергается вибрации.
Далее следуют два практических правила:
- Вы хотите достаточное вовлечение чисто разорвать паутину.
- Вы хотите как можно меньше силы чтобы сохранить стабильность этих отношений.
Когда точка реза смещается (биение, ошибка проставки, вибрация) или зацепление чрезмерное (слишком большое перекрытие/боковая нагрузка), часто наблюдаются одни и те же симптомы: пыль, ворс, нагрев, преждевременный износ и изменение ширины.
Наклон под углом, перекрытие, боковая нагрузка.
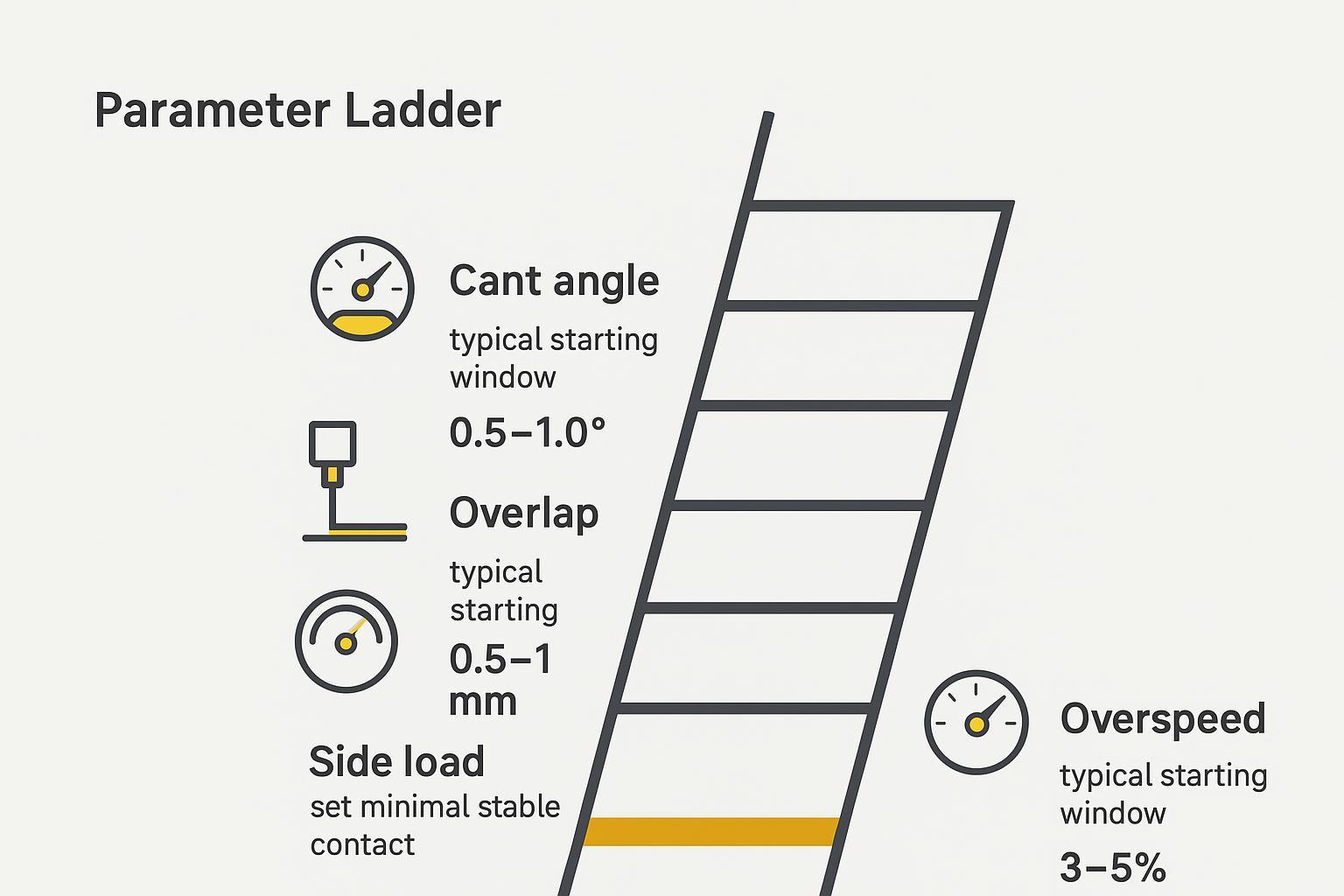
Представьте эти три пункта как лестницу. Вы не «набираете их все сразу» — вы устанавливаете их в определенном порядке.
- Угол наклона Определяет, как ножи соединяются поперек полотна. Неправильный угол наклона (особенно отрицательный) может привести к складыванию, поломкам и нестабильным результатам резки. В рекомендациях по устранению неполадок при резке методом ножниц компания DIENES указывает на отрицательный угол наклона как на распространенную причину постоянных поломок полотна и невозможности резки. распространенные проблемы при резке ножницами.
- Перекрывать Это то, насколько глубоко мужской лезвие проникает ниже касательной линии женского лезвия. Слишком большое перекрытие ускоряет износ и может увеличить количество пыли и повреждение кромки; в том же руководстве по устранению неполадок компания DIENES также называет чрезмерное перекрытие частой причиной появления ворса и пыли на кромках.
- Боковая загрузка Это боковая сила, которая поддерживает контакт ножей. Слишком малая сила приводит к потере контакта; слишком большая — к нагреву, износу, сколам и «зазубренным» лезвиям (что опять же соответствует предупреждению DIENES о чрезмерной боковой нагрузке).
Цель состоит не в том, чтобы «усилить давление». Цель состоит в том, чтобы стабильный контакт при минимальной силе.
Превышение скорости, натяжение, основные принципы работы.
Два дополнительных фактора определяют, останется ли ваш срез чистым на высокой скорости:
- Превышение скорости / разница скоростей: Во многих установках для продольной резки нижний нож вращается немного быстрее, чем верхний (часто указывается небольшой процентный диапазон, например, ~3–5%, в зависимости от конструкции). Цель состоит в том, чтобы поддерживать стабильную точку резки и предотвращать проскальзывание и трение, которые приводят к выделению тепла.
- Режим натяжения полотна и способ его обработки: Натяжение стабилизирует полотно в ножах. Если натяжение неправильное, можно «исправлять» перекрытие и боковую нагрузку целый день, и всё равно будут наблюдаться колебания, растрескивание кромок, деформация и смещение ширины.
Ключевой выводРассматривайте резание как проблему контролируемой точки контакта. Наилучшая заточка достигается за счет стабильного выравнивания + минимального усилия, а не за счет перекрытия при вращении и боковой нагрузки.
Настройка и проверка (настройка для продольной резки)
Последовательность выравнивания, наклона и перекрытия (порядок настройки резки).
Используйте эту последовательность, чтобы уменьшить количество проб и ошибок. Проверки «завершено, когда…» обеспечивают повторяемость настройки в разных сменах.
- Очистите и установите стопку на место.
- Очистите держатели, валы, прокладки и поверхности ножей.
- Убедитесь в отсутствии заусенцев, застрявшей пленки или клея на контактных поверхностях.
- Выполняется, когда: Проставки/ножи полностью встают на место без люфта и видимых следов износа.
- Перед изменением параметров проверьте базовые механические параметры.
- Проверьте состояние подшипников/держателей и наличие явного люфта.
- Если у вас постоянно возникают помехи/дрейф ширины, рассматривайте биение/TIR как основную причину, а не как второстепенную.
- Выполняется, когда: Станция механически стабильна и готова к измерениям.
- Установите угол наклона (затем зафиксируйте его).
- Установите угол наклона равным известной вам начальной точке для данного артикула и типа держателя.
- Ещё раз проверьте, не установили ли вы наклонные пластины наоборот (отрицательный наклон — это классический вид поломки, как указано в руководстве DIENES по устранению неполадок, связанных с резкими выступами).
- Выполняется, когда: Наклон проверяется и регистрируется, а оборудование блокируется для предотвращения смещения.
- Установить перекрытие (начиная с минимального).
- Начните с умеренного диапазона перекрытия, соответствующего вашему материалу и его толщине.
- Если вы начинаете с нуля, во многих руководствах указывается перекрытие в диапазоне от субмиллиметра до ~1 мм как оптимальный вариант. типичное начальное окно для определенных конфигураций — но правильной целью всегда является минимальное перекрытие, обеспечивающее стабильный разрез.
- Выполняется, когда: Полотно срезается без периодического отсоединения, а осмотр кромок не выявляет следов «пережевывания».
- Боковая нагрузка добавляется в последнюю очередь (минимальный стабильный контакт).
- Увеличивайте боковую нагрузку только до тех пор, пока контакт не стабилизируется при изменении скорости.
- Обратите внимание на признаки чрезмерной боковой нагрузки: ускоренный износ, перегрев, сколы, скопление пыли.
- Выполняется, когда: Кромка сохраняет стабильность на производственной скорости без слышимых ударов и быстрого нагрева.
Боковые загрузочные и противоскоростные окна
Рассматривайте их как контролируемые окна, а не как "настроил и забыл". Записывайте их по артикулу.
- Боковая загрузка: Установите минимальное значение, предотвращающее потерю контакта. Если вы видите увеличение количества ворса/пыли по мере увеличения боковой нагрузки, вы, вероятно, жертвуете качеством заточки ради силы удара.
- Превышение скорости: Используйте тахометр, чтобы подтвердить фактическое передаточное отношение под нагрузкой. Обычно используемый диапазон начальных значений составляет несколько процентов (часто ~3–5%) в зависимости от того, приводится ли в движение нижний нож, а верхний — за счет трения.
Два правила, предотвращающие повреждения:
- Если вам это необходимо всё больше и больше Боковая загрузка для предотвращения затупления, биения или ошибки перекрытия.
- Если вы видите признаки нагрева/плавления/эффекта «ангельских волос», уменьшите скорость вращения и перекрытие нитей до минимальных значений и убедитесь в стабильности натяжения.
Проверка распорок, TIR и ширины.
Большинство «загадочных дефектов» становятся очевидными при измерении трех параметров.
- Ширина пакета распорок и ширина щели
- Измерьте толщину прокладки и порядок укладки.
- Убедитесь, что структура стопки соответствует целевому плану ширины щели.
- Бревно: Идентификаторы/положения разделителей, целевая ширина, измеренная ширина.
- Выход/TIR на ножевой станции
- Используйте индикатор часового типа для проверки биения на соответствующих поверхностях (держатель/вал/нож) в соответствии с правилами эксплуатации вашего оборудования.
- В отраслевых справочниках часто описываются очень жесткие проектные параметры (например, осевое биение порядка 0,002 дюйма / 0,05 мм TIR и радиальное биение порядка 0,004 дюйма / 0,10 мм TIR в описаниях систем продольной резки). Используйте это как проверку на соответствие реальности —но рассматривайте технические характеристики вашего оборудования как определяющие требования.Если измеренное биение существенно хуже, чем целевое значение, установленное производителем, то настройка параметров не сможет полностью его компенсировать.
- Бревно: Точки измерения, показания и любые корректирующие действия.
- Осмотр кромок под увеличением
- Используйте ручной микроскоп, чтобы проверить край щели на наличие микроразрывов, следов расплава или царапин.
- Выполняется, когда: Край щели демонстрирует равномерный сдвиг без повторяющихся дефектов.
Часто задаваемые вопросы о продольной резке ножницами
1) Как быстрее всего улучшить качество резки — заточить ножи или лучше подготовить оборудование?
В большинстве случаев самый быстрый рост достигается за счет Повторяемый порядок настройки и проверки: наклон → перекрытие → боковая нагрузка → превышение скорости, а также проверка стабильности натяжения и биения. Более острые ножи помогают, но они не компенсируют биение, ошибки в установке прокладок или чрезмерное зацепление.
2) Как выбрать начальное перекрытие, не перегружая ножи?
Начните с консервативной отправной точки, а затем двигайтесь в правильном направлении. минимальное перекрытие, обеспечивающее стабильный разрезЕсли при увеличении перекрытия увеличивается количество ворса/пыли/тепла, вы, вероятно, вышли за пределы стабильного диапазона. Убедитесь, что вы не «исправляете» механическую проблему (биение/проставки), увеличив зацепление.
3) Как определить, слишком высока или слишком низка боковая нагрузка?
- Слишком низкий уровень: Периодическая потеря контакта, нестабильность точки среза, прерывистость кромки, усиливающаяся при изменении скорости.
- Слишком высоко: Быстрый нагрев, ускоренный износ, сколы, более громкий звук удара и «зазубренные» края.
Цель — минимальная боковая нагрузка, которая остается стабильной при скорости производства..
4) Как на практике подтвердить превышение скорости вращения станка?
Не полагайтесь только на заданное значение HMI. Используйте тах подтвердить фактическое передаточное число под нагрузкойЗатем запишите это соотношение по артикулу. Если вы видите эффект плавления/«ангельских волос», верните скорость вращения и зацепление к минимальным значениям и повторно проверьте стабильность натяжения.
5) Почему биение/полное внутреннее сопротивление и ошибки, связанные с разделителями, вызывают дефекты, которые выглядят как «проблемы с параметрами»?
Небольшое циклическое колебание или ошибка толщины проставки становятся повторяющийся дефектный рисунок на высокой скорости (следы вибрации, смещение ширины, периодическое повреждение кромок). Если измеренное биение превышает ваше значение спецификация OEM машиныИзменения в количестве перекрытий и боковой нагрузке могут лишь маскировать симптомы, ускоряя при этом износ.
6) Как следует записывать настройки, чтобы не повторять одни и те же ошибки при каждом переходе на новую систему?
Рассматривайте каждый артикул как контролируемый технологический процесс. Как минимум, регистрируйте:
- Материал, толщина, добавки
- Скорость натяжения лески, заданные/фактические значения натяжения
- Наклон, перекрытие, метод/настройка боковой нагрузки, передаточное отношение превышения скорости
- Идентификационные данные ножа, часы работы, дата последней заточки.
- Показания дивергенции/полного внутреннего отражения в заданных точках
- Заметки по осмотру краев (по возможности, одно фото под микроскопом)
7) При обнаружении дефекта, какие действия по его устранению следует предпринять в первую очередь?
Применяйте подход «сначала наименьший риск»:
- Пух/пыль: Свести перекрытие к минимуму; уменьшить боковую нагрузку; проверить остроту и биение.
- Пряжа/ангельские волосы: Подтвердите превышение передаточного отношения с помощью тахометра; уменьшите перекрытие/боковую нагрузку; стабилизируйте натяжение.
- Дрейф вибрации/ширины: Перед регулировкой зацепления измерьте биение/полное внутреннее сопротивление и проверьте правильность установки проставок.
8) Могут ли операторы регулировать положение ножевого узла во время работы линии?
Нет. В целях безопасности и обеспечения повторяемости результатов регулировку ножевого узла следует рассматривать как контролируемое техническое обслуживание: Остановите линию, примените блокировку и маркировку (LOTO), убедитесь в отсутствии энергии, затем отрегулируйте.Следуйте установленным на вашем предприятии процедурам и рекомендациям производителя оборудования.
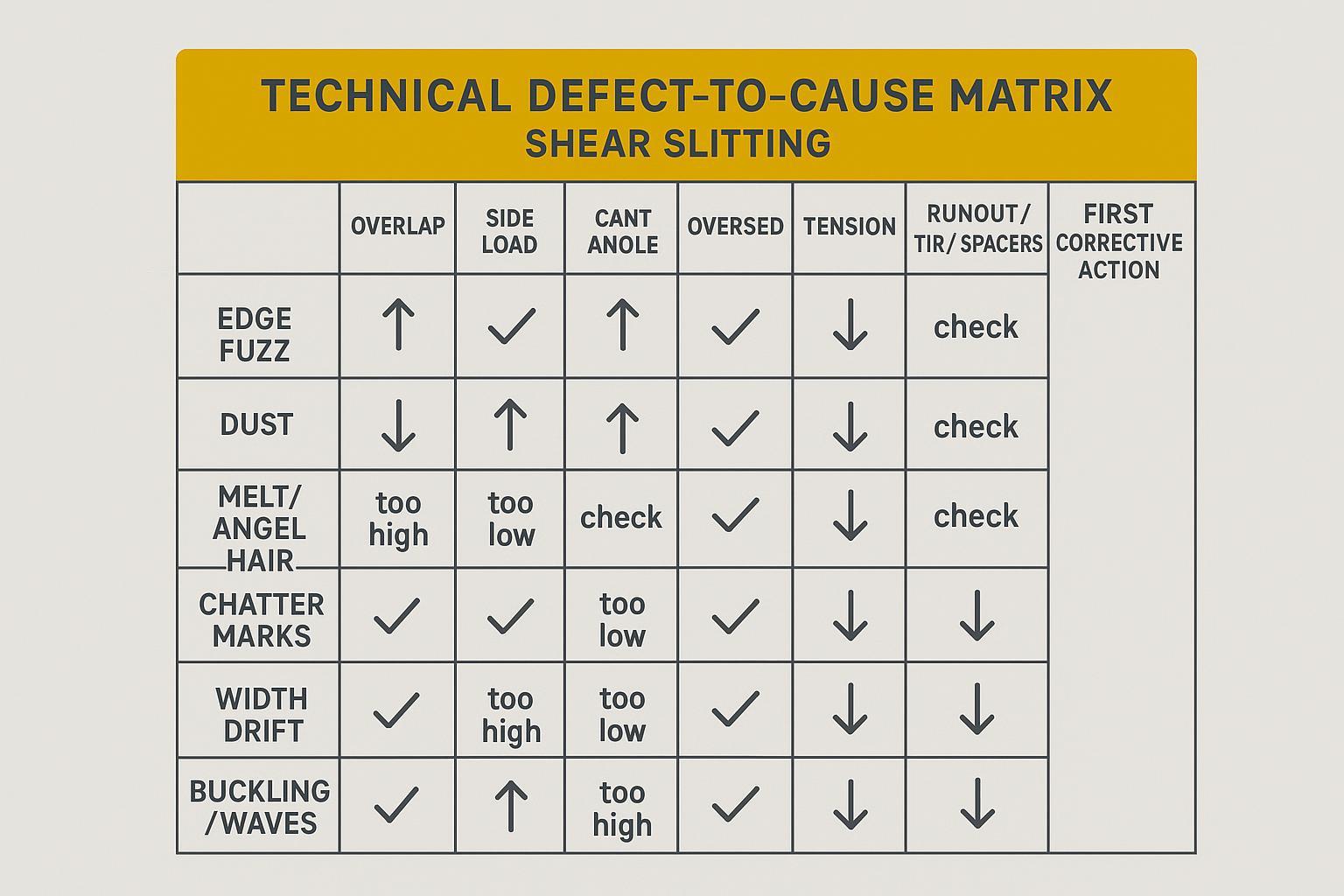
Устранение неполадок с чистыми кромками
Пушок, пыль, расплавленный материал: причины и способы устранения.
Начните с быстрой оценки ситуации. Эти три дефекта часто возникают из-за чрезмерного вовлечения или нестабильного контакта.
- Пушистый/волосатый край
- Вероятные причины: слишком большое перекрытие, слишком большая боковая нагрузка, затупившиеся/неправильно заточенные ножи, биение.
- Первые шаги: свести перекрытие к минимуму; уменьшить боковую нагрузку; проверить остроту и качество заточки; измерить биение.
- Пыль
- Вероятные причины: чрезмерное перекрытие (часто является ранним признаком), затупление кромок, вибрация.
- Первые шаги: минимизировать наложение; подтвердить наклон; проверить на наличие вибрации; убедиться, что полотно не колышется.
- Расплавление / «ангельские волосы»
- Вероятные причины: тепловое трение от проскальзывания и трения (несоответствие скорости вращения), слишком сильное зацепление, нестабильное натяжение.
- Первые шаги: проверить передаточное отношение с помощью тахометра; уменьшить перекрытие и боковую нагрузку; стабилизировать натяжение и траекторию движения полотна.
Компания DIENES обобщает несколько из этих основных причин (ошибки в наклоне, перекрытие, боковая нагрузка, натяжение, биение, вибрация) в своем ориентированном на практику списке распространенных проблем, встречающихся при резке материалов.
Дрейф частоты и ширины: корневые проверки
Следы вибрации и смещение ширины часто имеют механические или связанные с укладкой гильз, прежде чем стать «проблемами с параметрами».
Проверка прав доступа в указанном порядке:
- Состояние биения/полного износа и подшипника (Небольшое циклическое колебание на высокой скорости превращается в видимый рисунок)
- точность укладки разделительных прокладок (ошибки в толщине, заусенцы, неправильный порядок)
- Состояние ножа (Микрочипы могут оставлять периодические следы)
- Источники вибрации (свободные держатели, резонанс на определенных скоростях)
Если для компенсации изменять только перекрытие/боковую нагрузку, это может временно замаскировать вибрацию, но при этом ускорить износ.
Изгибы и волны: превышение скорости/натяжение
Изгибы, волнообразные деформации или искривление кромок обычно указывают на проблемы со стабильностью при работе с бревенчатым полотном:
- Если веб-сайт слишком туго или неравномерно натянутыйВы можете заметить нестабильность ширины и искажение краев.
- Если веб-сайт слишком свободно При приближении к ножам он может провиснуть и «направить» себя в зону разреза.
Попробуйте внести следующие исправления:
- Перебалансировка зон натяжения при размотке/намотке.
- Проверьте выравнивание разбрасывателя/катка.
- После стабилизации натяжения повторно проверьте превышение скорости и боковую нагрузку.
Оптимизация и техническое обслуживание
Параметрическая лестница и регистрация данных
Как только производительность стабилизируется, самый быстрый способ улучшить OEE — прекратить «настройку по памяти». Создайте простой журнал для каждого артикула и поддерживайте его предельно стабильным.
Регистрируйте эти поля каждый раз:
- Материал + толщина + добавки (все, что изменяет характеристики резки)
- Указанные значения скорости и натяжения полотна (а также фактические значения, если таковые имеются).
- Угол наклона, перекрытие, метод боковой нагрузки (настройка давления/крутящего момента), коэффициент превышения скорости.
- Идентификаторы ножей (верхний/нижний), часы работы и дата последней заточки.
- Измеренное биение/полное внутреннее сопротивление в заданных точках
- Заметки по осмотру краев (по возможности, фотография под микроскопом)
Затем займитесь обустройством лестницы:
- Только перемены по одной перекладине за раз (наклон → перекрытие → боковая нагрузка → превышение скорости).
- Запишите результат и сохраните «оптимальный период» для данного артикула.
Если вы хотите подробнее ознакомиться с факторами, влияющими на срок службы аккумуляторов, обратитесь к внутреннему руководству MAXTOR. продлить срок службы лезвия для круговой резки Хорошо сочетается с таким подходом, при котором сначала выполняется настройка.
1TP1Термология, покрытия, подготовка кромок
Если установка стабильна, но срок службы всё ещё короткий, обычно дело в материалах, качестве обработки поверхности или подготовке кромки, а не в увеличении силы.
Сосредоточьте обсуждение на измеримых параметрах:
- Выбор стали и стабильность термообработки. (Твердость и микроструктура должны соответствовать рабочему циклу)
- Покрытия (когда ограничивающим фактором является трение/адгезия)
- Подготовка кромок и обработка поверхности (Шероховатая поверхность может усиливать трение и пылеобразование)
Практическое замечание по уходу: качество заточки так же важно, как и частота заточки. Заметка Диенеса о... Заточка ножей и ее влияние на качество резки. Особое внимание уделяется восстановлению геометрии и контролю качества обработки; также подчеркивается, что контроль биения нижнего ножа становится более важным по мере увеличения скорости.
Примечание к доказательствам (что мы можем — и чего не можем — публично количественно оценить)
Многие отраслевые ресурсы описывают который Параметры определяют качество заточки и срок службы ножа, но Публичные исследования, посвященные производственным процессам, с полными данными о коэффициенте эффективности оборудования (OEE) и процентах ресурса ножей до и после внедрения, часто не публикуются.Там, где существуют общедоступные номера, они обычно получены от контролируемые эксперименты вместо общезаводских отчетов по ключевым показателям эффективности.
Например, экспериментальные работы по резка алюминиевого сплава сообщается, что тенденция образования заусенцев сильно зависит от дорожный просвет, угол наклона и скоростьи определяет технологические окна, которые минимизируют образование заусенцев (см.: https://pmc.ncbi.nlm.nih.gov/articles/PMC7412372/Используйте данные такого типа в качестве ориентира, а затем подтвердите окончательный вариант с помощью собственных измерений и журналов дефектов.
Именно здесь поддержка производственных процессов со стороны MAXTOR METAL имеет значение и не только в маркетинговом плане:
- Контроль качества и прослеживаемость: Поступающий контроль материалов, контрольные точки в процессе производства и документация помогают избежать появления «непонятной стали» и непостоянства твердости от партии к партии.
- Поддержка Metallurgy: Подбор стали/термообработки/покрытия в соответствии с циклом работы вашей пленки или текстиля часто является самым экономичным способом сокращения количества переналадок.
- Поддержка импорта: Для предприятий, которые не могут позволить себе дефицит товаров, комплексная доставка и таможенное оформление снижают риски, связанные с нарушением сроков, при производстве продукции широкого ассортимента.
Для получения более подробной информации о допусках см. руководство MAXTOR. Допуски, материалы и шлифовка ножей для продольной резки..
Повторная заточка и уход за держателем
Нож, который "острый", но плохо заточен, может вести себя как тупой нож.
Меры по техническому обслуживанию, обеспечивающие сохранение качества кромок:
- Убедитесь, что повторная заточка восстанавливает правильный скос/профиль и обеспечивает концентричность следов заточки.
- Избегайте перегрева во время шлифовки (термическое повреждение выводит изделие из строя).
- Измерьте и запишите биение после заточки; не устанавливайте обратно набор ножей, не прошедших проверку на биение.
- Следите за чистотой держателей, ровностью поверхностей и соблюдением единообразия моментов затяжки.
Если вам нужен аксессуар, ориентированный на техническое обслуживание, то обзор от MAXTOR... Износ и ремонт режущих лезвий Можно добавить ссылку на вашу внутреннюю библиотеку стандартных операционных процедур.
Безопасность и стандартные операционные процедуры
СИЗ, блокировка и маркировка, погрузочно-разгрузочные ножи.
Станции для продольной резки сочетают в себе острый инструмент, вращательную инерцию и накопленную энергию. Переналадку следует рассматривать как плановое техническое обслуживание, а не как быструю настройку.
Минимальные требования:
- При работе с материалами используйте перчатки, устойчивые к порезам, и защитные очки.
- Перед тем как залезть внутрь станции, используйте систему блокировки и маркировки (LOTO) и убедитесь в отсутствии энергии.
- Обращайтесь с ножами, используя подходящие приспособления; не носите круглые ножи, сжимая их в кулак.
⚠️ ПредупреждениеНе пытайтесь устранять неисправности руками вблизи вращающихся ножей. Если требуется регулировка, остановитесь, заблокируйте, проверьте, а затем отрегулируйте.
Контрольные списки для переналадки
Используйте короткий контрольный список, которому ваша команда действительно будет следовать.
Совет по использованию шаблона SOP: Добавьте заголовок к своему контрольному списку, чтобы он стал контролируемым документом.
- Название документа: Контрольный список настройки и проверки процесса продольной резки.
- Версия: v1.0
- Дата вступления в силу: 2026-05-04
- Применимо к: (модель станка/тип ножевой станции), (семейства материалов), (диапазон толщины), (диапазон скорости)
- Владелец: Технологическое проектирование / Техническое обслуживание
- Требование безопасности: Для всех регулировок на ножевой станции требуется система LOTO (блокировка и маркировка).
- Очистите и осмотрите держатели/валы/проставки.
- Подтвердите угол наклона (избегайте отрицательного наклона).
- Установить и записать нельзя
- Установить перекрытие (начиная с минимального).
- Приложите боковую нагрузку (минимальный стабильный контакт).
- Подтвердите превышение скорости с помощью тахометра.
- Проверьте ширину стопки распорок и целевую ширину.
- Измерьте биение/полное отражение в заданных точках.
- Выполните контролируемый пробный надрез и осмотрите кромку под увеличением.
Проверка и подтверждение перезапуска
Перед возобновлением производства:
- Запишите настройки "как было установлено" и результаты измерений.
- Для данного артикула сделайте один микроскопический снимок края и используйте его в качестве базового.
- Если станция чувствительна, установите короткий интервал повторной проверки (например, после первого эталонного броска) и зафиксируйте, оставалась ли кромка стабильной.
Заключение
Если вы хотите получить ровные лезвия и продлить срок службы ножа, сосредоточьтесь на последовательности действий:
- Порядок параметров имеет значение: не может → перекрытие → боковая нагрузка → превышение скорости.
- Побеждает принцип минимальной силы: Устанавливайте только те параметры, которые необходимы для обеспечения стабильного среза.
- Оформите документы на окнах: Настройки логов, измерения и наблюдения за гранями по артикулам.
Дальнейшие шаги:
- Выполните одно базовое тестирование с подробным логированием.
- Настраивайте по одной переменной за раз для каждого артикула.
- Отслеживайте срок службы ножей, процент брака и время переналадки, чтобы определить оптимальный для вас период производства.
При желании вы можете поделиться своими данными (тип пленки/текстиля, диапазон толщины, скорость линии и фотографии текущих дефектов), и компания MAXTOR METAL поможет вам проверить вероятные диапазоны параметров и параметры обработки ножом (сталь/термообработка/покрытие), прежде чем вы потратите очередную смену на метод проб и ошибок.
Джерри Чу является Специалист технической поддержки в Послепродажное обслуживание в МАКСТОР МЕТАЛЛ с 10 лет опыта работы в различных отраслях. (например, производство бумаги, измельчение пластмасс, резка металлических рулонов, деревообработка). Он оказывает поддержку предприятиям в решении реальных проблем, связанных с переработкой материалов, таких как: заусенцы, неровные края и чрезмерное количество пылии помогает командам стандартизировать методы настройки и проверки.
Реквизиты для входа: PMP, CMRP.
Система качества компании: Компания MAXTOR METAL работает в соответствии с системой управления качеством (например, ISO 9001) и применяет входной контроль материалов и контроль на всех этапах производства для обеспечения стабильного качества ножей.
Область применения и примечание по технике безопасности
Данное руководство предназначено для контрольный список отправной точки для настройки и проверки процесса резки. Всегда следуйте инструкциям. Рекомендации производителя оборудованияа также правила техники безопасности вашего предприятия и требования к обученным операторам. Не регулируйте вращающиеся ножевые станции во время работы.—Стоп, активируйте блокировку и маркировку (LOTO), убедитесь в отсутствии энергии, затем отрегулируйте.