
यदि आप साफ किनारों की तलाश में हैं और चाकू की लंबी उम्र के लिए, सबसे बड़े फायदे आमतौर पर केवल "तेज धार वाले चाकू" से ही नहीं मिलते। ये एक दोहराने योग्य सेटअप क्रम, सटीक सत्यापन और एक लॉगबुक से मिलते हैं जो आपके पैरामीटर विंडो को एसकेयू के अनुसार स्पष्ट करती है।
यह मार्गदर्शिका एक शॉप-फ्लोर चेकलिस्ट के रूप में लिखी गई है: क्या सेट करना है, क्या सत्यापित करना है और क्या रिकॉर्ड करना है ताकि आप हर बदलाव के दौरान एक ही सबक को दोबारा न सीख सकें।
- आप क्या सेट करेंगे, सत्यापित करेंगे और लॉग करेंगे शियर स्लिटिंग में सुधार करने के लिए
- अपेक्षित लाभ: साफ किनारे, ब्लेड का लंबा जीवन, कम चौड़ाई वाली स्लिट, उच्च OEE
- आपको किन उपकरणों की आवश्यकता होगी: गेज, टैकोमीटर, माइक्रोस्कोप, टॉर्क उपकरण, तनाव डेटा
शियर स्लिटिंग के सिद्धांत
कट मैकेनिक्स और संपर्क बिंदु
शियर स्लिटिंग गोलाकार कैंची की तरह काम करती है: एक शीर्ष पुरुष चाकू और निचला भाग महिला/एनविल चाकू एक नियंत्रित संपर्क बिंदु ("कट पॉइंट") पर मिलते हैं। आपकी कटाई की गुणवत्ता इस बात पर निर्भर करती है कि वेब के हिलने, तनाव में बदलाव और चाकू स्टैक में कंपन होने पर भी वह संपर्क बिंदु कितना स्थिर रहता है।
इसके बाद दो व्यावहारिक नियम आते हैं:
- आप चाहते हैं बस पर्याप्त सहभागिता जाले को साफ-सुथरा काटने के लिए।
- आप चाहते हैं जितना संभव हो उतना कम बल उस जुड़ाव को स्थिर बनाए रखने के लिए।
जब कट पॉइंट भटक जाता है (रनआउट, स्पेसर त्रुटि, कंपन) या जुड़ाव अत्यधिक होता है (बहुत अधिक ओवरलैप/साइड लोड), तो अक्सर आपको वही लक्षण दिखाई देते हैं: धूल, रोएँ, गर्मी, समय से पहले घिसाव और चौड़ाई में भिन्नता।
कोण, ओवरलैप, साइड लोड भूमिकाओं को नहीं छोड़ सकते
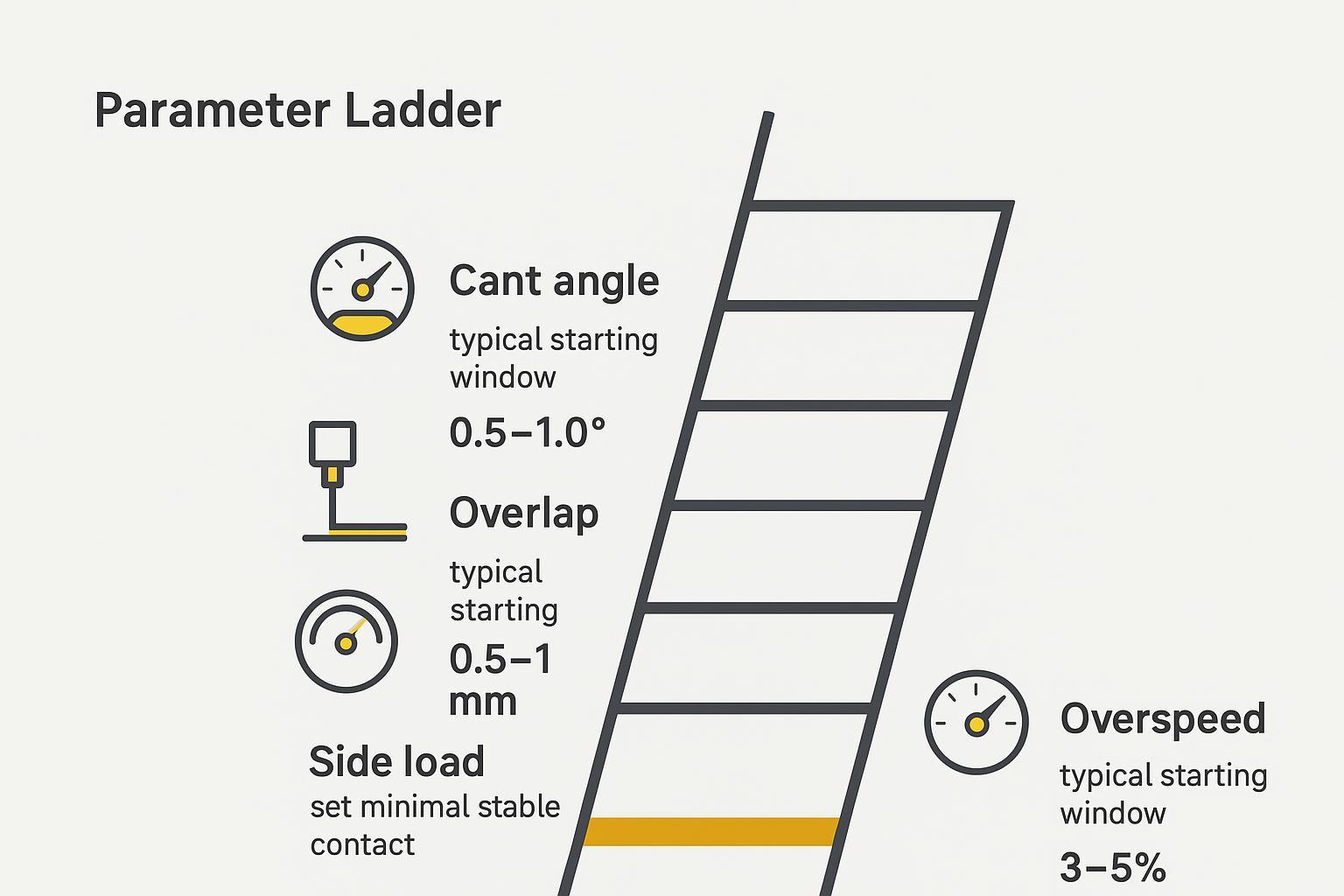
इन तीनों को सीढ़ी की तरह समझें। आप इन्हें एक साथ नहीं दबाते, बल्कि एक क्रम में लगाते हैं।
- कोण नहीं बना सकते यह निर्धारित करता है कि वेब पर चाकू कैसे मिलते हैं। गलत झुकाव (विशेषकर नकारात्मक झुकाव) से तहें पड़ सकती हैं, टूट सकती हैं और कट कभी स्थिर नहीं हो पाता। DIENES ने शियर स्लिटिंग समस्या निवारण नोट्स में नकारात्मक झुकाव को लगातार वेब टूटने और न कटने के एक सामान्य मूल कारण के रूप में उजागर किया है। सामान्य कतरनी स्लिटिंग समस्याएं.
- ओवरलैप यह दर्शाता है कि मेल नाइफ, फीमेल नाइफ की टेंजेंट लाइन के नीचे कितनी गहराई तक प्रवेश करता है। अत्यधिक ओवरलैप से घिसाव बढ़ जाता है और धूल और धार को नुकसान होने की संभावना भी बढ़ जाती है; DIENES ने उसी समस्या निवारण गाइड में अत्यधिक ओवरलैप को धुंधली धार और धूल का एक आम कारण बताया है।
- साइड लोड यह पार्श्व बल है जो चाकू के संपर्क को बनाए रखता है। यदि यह बल बहुत कम हो तो चाकू का संपर्क टूट जाता है; और यदि यह बहुत अधिक हो तो गर्मी, घिसाव, टूटन और किनारों का "चबाना" जैसी समस्याएँ उत्पन्न होती हैं (जो कि डायनेस की अत्यधिक पार्श्व भार संबंधी चेतावनी के अनुरूप है)।
लक्ष्य "अधिक दबाव" नहीं है। लक्ष्य यह है कि... न्यूनतम बल पर स्थिर संपर्क.
ओवरस्पीड, टेंशन, मोड की मूल बातें
दो अतिरिक्त कारक यह निर्धारित करते हैं कि तेज गति पर भी आपकी साफ-सुथरी कटिंग बनी रहेगी या नहीं:
- ओवरस्पीड / गति अंतर: कई शियर स्लिटिंग सेटअप में, नीचे की ओर चलने वाली चाकू ऊपर की ओर चलने वाली चाकू की तुलना में थोड़ी तेज़ चलती है (अक्सर इसे डिज़ाइन के आधार पर ~3–5% जैसे छोटे प्रतिशत अंतर के रूप में बताया जाता है)। इसका उद्देश्य कट पॉइंट को स्थिर रखना और गर्मी उत्पन्न करने वाली फिसलन और रगड़ की स्थितियों को रोकना है।
- वेब तनाव और हैंडलिंग मोड: तनाव से चाकूओं में वेब स्थिर हो जाता है। यदि तनाव सही नहीं है, तो आप ओवरलैप और साइड लोड को दिन भर "ठीक" करते रह सकते हैं, फिर भी फड़फड़ाहट, धार में दरारें, टेढ़ापन और चौड़ाई में विचलन जैसी समस्याएं बनी रहेंगी।
कुंजी ले जाएंशियर स्लिटिंग को एक नियंत्रित संपर्क बिंदु समस्या के रूप में समझें। सबसे अच्छा किनारा स्थिर संरेखण + न्यूनतम बल से प्राप्त होता है, न कि अत्यधिक ओवरलैप और पार्श्व भार से।
सेटअप और सत्यापन (शीयर स्लिटिंग सेटअप)
अलाइन, कैंट और ओवरलैप अनुक्रम (शीयर स्लिटिंग सेटअप क्रम)
गलतियों से बचने के लिए इस क्रम का पालन करें। "जब तक पूरा हो जाए..." वाले चेक ही सेटअप को अलग-अलग शिफ्टों में दोहराने योग्य बनाते हैं।
- स्टैक को साफ करें और व्यवस्थित करें
- होल्डर, शाफ्ट, स्पेसर और चाकू के अग्रभाग को साफ करें।
- सुनिश्चित करें कि संपर्क सतहों पर कोई खुरदुरापन, फंसी हुई परत या चिपकने वाला पदार्थ न हो।
- यह कब पूरा हुआ: स्पेसर/चाकू बिना हिले-डुले और बिना किसी दिखाई देने वाली मलबे की रेखाओं के पूरी तरह से बैठ जाते हैं।
- पैरामीटरों को छूने से पहले मैकेनिकल बेसलाइन की पुष्टि करें।
- बियरिंग/होल्डर की स्थिति और स्पष्ट ढीलेपन की जांच करें।
- यदि आपको बार-बार चैटर/चौड़ाई में बदलाव की समस्या हो रही है, तो रनआउट/टीआईआर को एक प्राथमिक संदिग्ध के रूप में मानें, न कि बाद में सोचने वाली बात के रूप में।
- यह कब पूरा हुआ: यह स्टेशन यांत्रिक रूप से स्थिर है और माप लेने के लिए तैयार है।
- झुकाव कोण निर्धारित करें (फिर इसे लॉक करें)
- उस SKU और होल्डर स्टाइल के लिए अपने ज्ञात शुरुआती बिंदु पर कैंट सेट करें।
- दोबारा जांच लें कि आपने कैंट प्लेट्स को उल्टा तो नहीं लगा दिया है (जैसा कि DIENES के शियर स्लिटिंग समस्या निवारण मार्गदर्शन में बताया गया है, नकारात्मक कैंट एक क्लासिक विफलता का कारण है)।
- यह कब पूरा हुआ: त्रुटि की पुष्टि और रिकॉर्डिंग की जाती है, और हार्डवेयर को लॉक कर दिया जाता है ताकि विचलन को रोका जा सके।
- ओवरलैप सेट करें (न्यूनतम से शुरू करें)
- अपनी सामग्री और मोटाई के लिए उपयुक्त एक सीमित ओवरलैप विंडो से शुरुआत करें।
- यदि आप बिल्कुल शुरुआत से सीख रहे हैं, तो कई गाइड सब-मिलीमीटर से लेकर लगभग 1 मिमी रेंज में ओवरलैप का उल्लेख करते हैं। सामान्य आरंभिक विंडो कुछ विशिष्ट विन्यासों के लिए — लेकिन सही लक्ष्य हमेशा यही होता है न्यूनतम ओवरलैप जो एक स्थिर कट उत्पन्न करता है.
- यह कब पूरा हुआ: वेब बिना रुके आसानी से कट जाता है, और किनारे के निरीक्षण से कोई "चबाने" के निशान नहीं दिखते हैं।
- पार्श्व भार को सबसे अंत में जोड़ें (न्यूनतम स्थिर संपर्क)।
- गति में बदलाव के दौरान संपर्क स्थिर होने तक ही पार्श्व भार बढ़ाएँ।
- अत्यधिक पार्श्व भार के संकेतों पर ध्यान दें: तेजी से घिसाव, गर्मी, टूटना, धूल।
- यह कब पूरा हुआ: उत्पादन गति पर एज स्थिर रहता है, बिना किसी श्रव्य प्रभाव के और बिना तेजी से गर्मी उत्पन्न किए।
साइड लोड और ओवरस्पीड विंडो
इन्हें नियंत्रित विंडो की तरह समझें, न कि "सेट करके भूल जाने" की तरह। इन्हें SKU के अनुसार रिकॉर्ड करें।
- पार्श्व भार: इसे उस न्यूनतम मान पर सेट करें जिससे संपर्क टूटना रोका जा सके। यदि पार्श्व भार बढ़ने पर आपको रोएँ/धूल की मात्रा बढ़ती हुई दिखाई देती है, तो संभवतः आप बल के लिए धार की गुणवत्ता से समझौता कर रहे हैं।
- ओवरस्पीड: लोड के तहत वास्तविक गति अनुपात की पुष्टि करने के लिए टैकोमीटर का उपयोग करें। आमतौर पर संदर्भित प्रारंभिक सीमा कुछ प्रतिशत (अक्सर ~3–5%) होती है, यह इस बात पर निर्भर करता है कि निचला ब्लेड संचालित है या ऊपरी ब्लेड घर्षण-चालित है।
नुकसान से बचाव के दो नियम:
- अगर आपको चाहिये अधिक से अधिक पहले कट, संदिग्ध सुस्ती, रनआउट या ओवरलैप त्रुटि को ध्यान में रखते हुए साइड लोड करें।
- यदि आपको गर्मी/पिघलना/“एंजल हेयर” दिखाई दे, तो ओवरस्पीड और ओवरलैप को न्यूनतम स्तर पर वापस लाएं और तनाव स्थिरता की पुष्टि करें।
स्पेसर, टीआईआर और चौड़ाई की जाँच
अधिकांश "रहस्यमय दोष" तब स्पष्ट हो जाते हैं जब आप तीन चीजों को मापते हैं।
- स्पेसर स्टैक और स्लिट की चौड़ाई
- स्पेसर की मोटाई और स्टैक क्रम को मापें।
- सुनिश्चित करें कि स्टैक लक्ष्य स्लिट चौड़ाई योजना से मेल खाता है।
- लकड़ी का लट्ठा: स्पेसर आईडी/स्थिति, लक्षित चौड़ाई, मापी गई चौड़ाई।
- नाइफ स्टेशन पर रनआउट/टीआईआर
- अपने उपकरण संबंधी अभ्यास के अनुसार, संबंधित सतहों (होल्डर/शाफ्ट/चाकू) पर रनआउट की जांच करने के लिए डायल इंडिकेटर का उपयोग करें।
- उद्योग में अक्सर बहुत सख्त डिज़ाइन लक्ष्य बताए जाते हैं (उदाहरण के लिए, स्लिटिंग सिस्टम की चर्चाओं में अक्षीय रनआउट लगभग 0.002 इंच / 0.05 मिमी TIR और रेडियल रनआउट लगभग 0.004 इंच / 0.10 मिमी TIR)। इन्हें वास्तविकता की जाँच के रूप में उपयोग करें।लेकिन अपनी मशीन के OEM विनिर्देश को ही निर्णायक आवश्यकता मानें।यदि आपके द्वारा मापा गया रनआउट OEM लक्ष्य से काफी खराब है, तो पैरामीटर ट्यूनिंग पूरी तरह से क्षतिपूर्ति नहीं कर पाएगी।
- लकड़ी का लट्ठा: मापन बिंदु, रीडिंग और कोई भी सुधारात्मक कार्रवाई।
- आवर्धन के तहत किनारों का निरीक्षण
- सूक्ष्म दरारों, पिघलने या कंपन के निशानों की जांच करने के लिए हाथ में पकड़ने वाले माइक्रोस्कोप का उपयोग करें।
- यह कब पूरा हुआ: स्लिट के किनारे पर एकसमान अपरूपण दिखाई देता है जिसमें कोई आवर्ती दोष पैटर्न नहीं होता है।
शियर स्लिटिंग से संबंधित अक्सर पूछे जाने वाले प्रश्न
1) कटाई की गुणवत्ता में सुधार करने का सबसे तेज़ तरीका क्या है—तेज़ धार वाले चाकू या बेहतर सेटअप?
अधिकांश क्षेत्रों में, सबसे तेज़ लाभ एक से प्राप्त होता है। दोहराने योग्य सेटअप क्रम और सत्यापन: झुकाव → ओवरलैप → साइड लोड → ओवरस्पीड, साथ ही तनाव स्थिरता और रनआउट जांच। तेज चाकू मददगार होते हैं, लेकिन वे इसकी भरपाई नहीं कर सकते। रनआउट, स्पेसर त्रुटियाँ, या अत्यधिक जुड़ाव.
2) चाकूओं पर अधिक भार डाले बिना मैं शुरुआती ओवरलैप कैसे चुनूँ?
एक रूढ़िवादी शुरुआती बिंदु का उपयोग करें, फिर उसकी ओर आगे बढ़ें। न्यूनतम ओवरलैप जो एक स्थिर कट उत्पन्न करता हैयदि ओवरलैप बढ़ने के साथ-साथ रोएँ/धूल/गर्मी भी बढ़ती है, तो संभवतः आप स्थिर सीमा से बाहर निकल चुके हैं। यह सुनिश्चित करें कि आप अतिरिक्त एंगेजमेंट लगाकर किसी यांत्रिक समस्या (रनआउट/स्पेसर्स) को ठीक तो नहीं कर रहे हैं।
3) मुझे कैसे पता चलेगा कि साइड लोड बहुत अधिक है या बहुत कम?
- बहुत कम: बीच-बीच में संपर्क टूटना, कट पॉइंट में अस्थिरता, किनारे पर अनियमितता जो गति में बदलाव के साथ और भी बदतर हो जाती है।
- बहुत ऊँचा: तीव्र ताप, तेजी से घिसाव, टूटना, तेज प्रभाव की आवाज और किनारों का "चबाया हुआ" होना।
लक्ष्य यह है उत्पादन गति पर स्थिर रहने वाला सबसे कम पार्श्व भार.
4) मशीन पर ओवरस्पीड की पुष्टि करने का व्यावहारिक तरीका क्या है?
केवल HMI सेटपॉइंट पर ही निर्भर न रहें। किसी अन्य तरीके का उपयोग करें। टैक पुष्टि करने के लिए भार के तहत वास्तविक गति अनुपातफिर उस अनुपात को SKU के अनुसार दर्ज करें। यदि आपको पिघलाव/“एंजल हेयर” दिखाई दे, तो ओवरस्पीड और एंगेजमेंट को न्यूनतम स्तर पर वापस लाएं और तनाव स्थिरता की पुनः जांच करें।
5) रनआउट/टीआईआर और स्पेसर त्रुटियां ऐसे दोष क्यों पैदा करती हैं जो "पैरामीटर समस्याओं" की तरह दिखते हैं?
एक छोटा चक्रीय कंपन या स्पेसर की मोटाई में त्रुटि एक समस्या बन जाती है। तेजी से दोहराए जाने वाले दोष पैटर्न (चैटर मार्क्स, चौड़ाई में विचलन, आवधिक किनारे की क्षति)। यदि मापा गया रनआउट आपके मशीन ओईएम विनिर्देशओवरलैप और साइड लोड में बदलाव से लक्षण छिप सकते हैं जबकि घिसावट बढ़ सकती है।
6) हमें सेटिंग्स को कैसे रिकॉर्ड करना चाहिए ताकि हर बदलाव के साथ हमें वही सबक दोबारा न सीखने पड़ें?
प्रत्येक SKU को एक नियंत्रित प्रक्रिया विंडो की तरह मानें। कम से कम, निम्न को लॉग करें:
- सामग्री, मोटाई, योजक
- लाइन की गति, तनाव सेटपॉइंट/वास्तविक मान
- कैंट, ओवरलैप, साइड लोड विधि/सेटिंग, ओवरस्पीड अनुपात
- चाकू की आईडी, उत्पादन समय, अंतिम बार ग्राइंड करने की तिथि
- निर्धारित बिंदुओं पर रनआउट/टीआईआर रीडिंग
- किनारों के निरीक्षण संबंधी नोट्स (यदि संभव हो तो एक माइक्रोस्कोप फोटो)
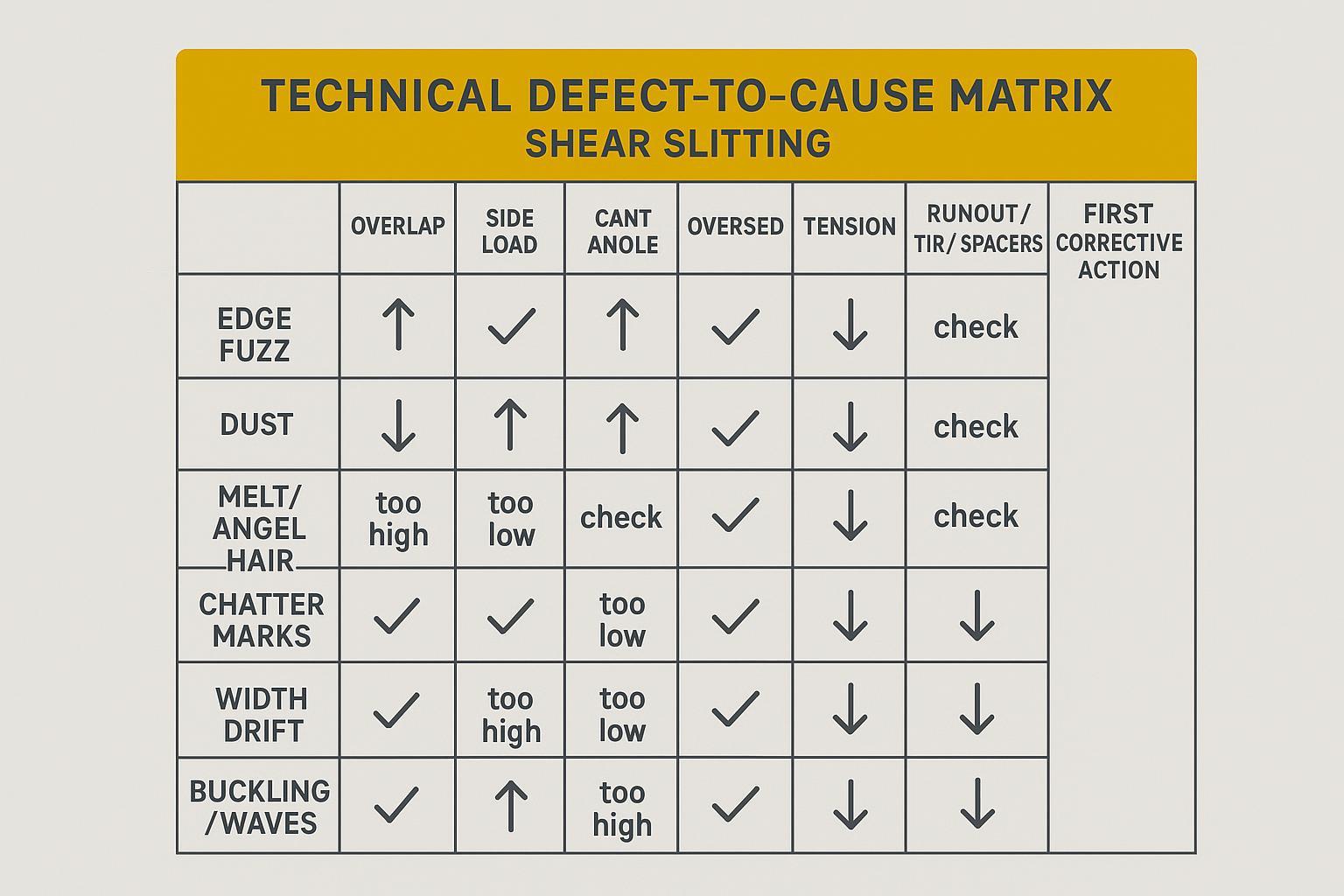
7) जब कोई खराबी दिखाई देती है, तो सबसे पहले कौन सा सुधारात्मक उपाय आजमाया जाना चाहिए?
“सबसे कम जोखिम वाले को पहले प्राथमिकता दें” वाला दृष्टिकोण अपनाएं:
- रोएँ/धूल: ओवरलैप को न्यूनतम की ओर कम करें; साइड लोड को कम करें; तीक्ष्णता और रनआउट की जांच करें।
- मेल्ट/एंजल हेयर: टैकोमीटर की सहायता से ओवरस्पीड अनुपात की पुष्टि करें; ओवरलैप/साइड लोड को कम करें; तनाव को स्थिर करें।
- चैटर/चौड़ाई में विचलन: एंगेजमेंट को एडजस्ट करने से पहले रनआउट/टीआईआर को मापें और स्पेसर स्टैक को वेरिफाई करें।
8) क्या ऑपरेटर लाइन चालू रहते हुए नाइफ स्टेशन को समायोजित कर सकते हैं?
नहीं। सुरक्षा और दोहराव सुनिश्चित करने के लिए, नाइफ-स्टेशन समायोजन को एक नियंत्रित रखरखाव क्रिया के रूप में मानें: लाइन रोकें, LOTO लागू करें, शून्य ऊर्जा सत्यापित करें, फिर समायोजन करें।अपने कारखाने की प्रक्रियाओं और मशीन निर्माता की सिफारिशों का पालन करें।
साफ़ किनारों की समस्या निवारण
धुंध, धूल, पिघलना: कारण और समाधान
सबसे पहले त्वरित प्राथमिक जांच करें। ये तीन दोष अक्सर अत्यधिक जुड़ाव या अस्थिर संपर्क के कारण उत्पन्न होते हैं।
- रोएँदार किनारा
- संभावित कारण: अत्यधिक ओवरलैप, अत्यधिक साइड लोड, कुंद/गलत तरीके से तेज किए गए चाकू, रनआउट।
- प्रारंभिक सुधार: ओवरलैप को न्यूनतम की ओर कम करें; पार्श्व भार को कम करें; तीक्ष्णता और पीसने की गुणवत्ता की जाँच करें; रनआउट को मापें।
- धूल
- संभावित कारण: अत्यधिक ओवरलैप (अक्सर एक प्रारंभिक संकेतक), धुंधले किनारे, कंपन।
- प्रारंभिक सुधार: ओवरलैप को कम करें; झुकाव की पुष्टि करें; कंपन की जांच करें; सत्यापित करें कि वेब फड़फड़ा नहीं रहा है।
- पिघलना / “एंजल हेयर”
- संभावित कारण: फिसलने और रगड़ने से उत्पन्न घर्षण ऊष्मा (अतिगति बेमेल), अत्यधिक जुड़ाव, अस्थिर तनाव।
- प्रारंभिक सुधार: टैकोमीटर से गति अनुपात सत्यापित करें; ओवरलैप और साइड लोड को कम करें; तनाव और वेब पथ को स्थिर करें।
DIENES ने शियर स्लिटिंग में पाई जाने वाली आम समस्याओं की अपनी क्षेत्र-केंद्रित सूची में इनमें से कई मूल कारणों (कैंट की गलतियाँ, ओवरलैप, साइड लोड, तनाव, रनआउट, कंपन) का सारांश प्रस्तुत किया है।
चैटर और चौड़ाई में विचलन: रूट जांच
चैटर मार्क्स और चौड़ाई में विचलन अक्सर "पैरामीटर समस्याओं" से पहले यांत्रिक या स्टैक-संबंधी होते हैं।
रूट चेक क्रम में:
- रनआउट/टीआईआर और बेयरिंग की स्थिति (तेज़ गति पर एक छोटा चक्रीय कंपन एक दृश्यमान पैटर्न में बदल जाता है)
- स्पेसर स्टैक सटीकता (मोटाई में त्रुटियाँ, खुरदरेपन, गलत क्रम)
- चाकू की स्थिति (माइक्रो-चिपिंग से आवधिक निशान बन सकते हैं)
- कंपन स्रोत (ढीले धारक, कुछ निश्चित गति पर अनुनाद)
यदि आप क्षतिपूर्ति के लिए केवल ओवरलैप/साइड लोड को बदलते हैं, तो आप अस्थायी रूप से कंपन को छिपा सकते हैं जबकि इससे घिसावट बढ़ जाएगी।
बकलिंग और तरंगें: अतिगति/तनाव
वेब हैंडलिंग में स्थिरता की समस्या आमतौर पर बकलिंग, लहरों या किनारे के कैंबर की ओर इशारा करती है:
- अगर वेब है बहुत तंग या असमान रूप से तनावग्रस्तआप चौड़ाई में अस्थिरता और किनारों में विकृति देख सकते हैं।
- अगर वेब है बहुत ढीला चाकू के पास पहुंचने पर, यह झुक सकता है और कट की ओर "मोड़" सकता है।
सुधार करने के प्रयास:
- तनाव वाले क्षेत्रों को पुनः संतुलित करें/वाइंड करें
- स्प्रेडर/रोलर की संरेखण की पुष्टि करें।
- तनाव स्थिर होने के बाद ओवरस्पीड और साइड लोड की दोबारा जांच करें।
अनुकूलन और रखरखाव
पैरामीटर लैडर और डेटा लॉगिंग
एक बार लाइन स्थिर हो जाने पर, OEE को बेहतर बनाने का सबसे तेज़ तरीका "मेमोरी के आधार पर ट्यूनिंग" बंद करना है। SKU के अनुसार एक सरल लॉग बनाएं और उसे पूरी तरह से सुसंगत रखें।
इन फ़ील्ड्स को हर बार लॉग करें:
- सामग्री + मोटाई + योजक पदार्थ (कोई भी ऐसी चीज जो कटाई के व्यवहार को बदल दे)
- लाइन की गति और वेब तनाव के निर्धारित बिंदु (और यदि उपलब्ध हो तो वास्तविक मान)
- कैंट एंगल, ओवरलैप, साइड लोड विधि (प्रेशर/टॉर्क सेटिंग), ओवरस्पीड अनुपात
- चाकू आईडी (ऊपर/नीचे), उपयोग के घंटे और अंतिम बार ग्राइंड करने की तिथि
- निर्धारित बिंदुओं पर मापा गया रनआउट/टीआईआर
- किनारों के निरीक्षण संबंधी नोट्स (यदि संभव हो तो माइक्रोस्कोप से ली गई तस्वीर)
फिर सीढ़ी को व्यवस्थित करें:
- केवल परिवर्तन एक-एक सीढ़ी करके (कैंट → ओवरलैप → साइड लोड → ओवरस्पीड)।
- परिणाम को रिकॉर्ड करें और उस SKU के लिए "अच्छी अवधि" को सुरक्षित रखें।
यदि आप लाइफस्पैन ड्राइवर्स के बारे में और अधिक जानकारी चाहते हैं, तो MAXTOR की आंतरिक गाइड देखें। वृत्ताकार स्लिटिंग ब्लेड के जीवनकाल को बढ़ाएं यह सेटअप-फर्स्ट अप्रोच के साथ अच्छी तरह से मेल खाता है।
Metallurgy, कोटिंग्स, एज प्रेप
यदि सेटअप स्थिर है लेकिन फिर भी जीवनकाल कम है, तो आमतौर पर आपको सामग्री, सतह की फिनिश या किनारों की तैयारी पर ध्यान देना चाहिए - न कि अधिक बल लगाने पर।
अपनी चर्चा को मापने योग्य विशिष्टताओं पर केंद्रित करें:
- इस्पात का चयन और ताप उपचार में एकरूपता (कठोरता और सूक्ष्म संरचना कार्य चक्र के अनुरूप होनी चाहिए)
- कोटिंग्स (जब घर्षण/आसंजन सीमा कारक हो)
- किनारों की तैयारी और सतह की फिनिशिंग (खुरदरी सतह से रगड़ और धूल बढ़ने की संभावना होती है)
रखरखाव संबंधी एक व्यावहारिक सलाह: धार तेज करने की गुणवत्ता उतनी ही महत्वपूर्ण है जितनी कि धार तेज करने की आवृत्ति। DIENES की टिप्पणी चाकू को तेज करने और कतरन की गुणवत्ता पर इसके प्रभाव का अध्ययन यह ज्यामिति को बहाल करने और फिनिश को नियंत्रित करने पर जोर देता है; वे इस बात पर भी प्रकाश डालते हैं कि गति बढ़ने के साथ बॉटम-नाइफ रनआउट नियंत्रण अधिक महत्वपूर्ण हो जाता है।
साक्ष्य नोट (जिन चीजों को हम सार्वजनिक रूप से मात्रात्मक रूप से बता सकते हैं और जिन्हें नहीं बता सकते)
कई उद्योग संसाधन वर्णन करते हैं कौन पैरामीटर धार की गुणवत्ता और चाकू के जीवनकाल को निर्धारित करते हैं, लेकिन उत्पादन स्तर पर किए गए ऐसे सार्वजनिक केस स्टडी जिनमें पहले और बाद के OEE या नाइफ-लाइफ प्रतिशत की पूरी जानकारी दी गई हो, अक्सर प्रकाशित नहीं किए जाते हैं।जहां सार्वजनिक संख्याएँ मौजूद हैं, वे आम तौर पर से होती हैं। नियंत्रित प्रयोगों प्लांट-व्यापी केपीआई रिपोर्ट के बजाय।
उदाहरण के लिए, प्रयोगात्मक कार्य पर एल्यूमीनियम मिश्र धातु कतरनी स्लिटिंग रिपोर्टों से पता चलता है कि बर्र निर्माण की प्रवृत्ति इसके साथ दृढ़ता से जुड़ी हुई है। क्लीयरेंस, रेक कोण और गतिऔर उन प्रक्रिया विंडो की पहचान करता है जो बर्र को कम करती हैं (देखें: https://pmc.ncbi.nlm.nih.gov/articles/PMC7412372/इस प्रकार के डेटा का उपयोग दिशात्मक मार्गदर्शन के रूप में करें, फिर अपने स्वयं के लाइन माप और दोष लॉग के साथ अपनी अंतिम विंडो को सत्यापित करें।
यह वह स्थान भी है जहां मैक्सटोर मेटल का प्रक्रिया समर्थन गैर-विपणन तरीके से महत्वपूर्ण हो जाता है:
- गुणवत्ता नियंत्रण और पता लगाने की क्षमता: आने वाली सामग्री की जांच, प्रक्रिया के दौरान निरीक्षण बिंदु और दस्तावेज़ीकरण आपको "अज्ञात स्टील" और बैच दर बैच कठोरता में असंगति से बचने में मदद करते हैं।
- Metallurgy सहायता: अपनी फिल्म या वस्त्र के ड्यूटी साइकिल के अनुरूप स्टील/हीट ट्रीट/कोटिंग का चयन करना अक्सर बदलावों को कम करने का सबसे कम लागत वाला तरीका होता है।
- आयात समर्थन: जिन संयंत्रों के लिए स्टॉक की कमी बर्दाश्त करना संभव नहीं है, उनके लिए वन-स्टॉप शिपिंग और सीमा शुल्क सहायता उच्च-मिश्रण उत्पादन के दौरान समय-सारणी संबंधी जोखिम को कम करती है।
टॉलरेंस पर केंद्रित दृष्टिकोण के लिए, MAXTOR की गाइड देखें। स्लिट्टर नाइफ की सहनशीलता, सामग्री और ग्राइंडिंग.
तेज करना और होल्डर की देखभाल
एक चाकू जो "तेज" तो हो लेकिन ठीक से धार न लगाई गई हो, वह कुंद चाकू की तरह व्यवहार कर सकता है।
किनारे की गुणवत्ता को सुरक्षित रखने वाली रखरखाव क्रियाएं:
- यह सुनिश्चित करें कि पुनः पीसने से सही बेवल/प्रोफ़ाइल बहाल हो जाए और पीसने के निशान संकेंद्रित रहें।
- पीसने के दौरान अत्यधिक गर्मी से बचें (तापीय क्षति से जीव मर जाते हैं)।
- पीसने के बाद ब्लेड के फैलाव को मापें और रिकॉर्ड करें; यदि ब्लेड के फैलाव की जांच में विफल रहता है तो चाकू के ढेर को दोबारा स्थापित न करें।
- होल्डर को साफ रखें, सतह को समतल रखें और टॉर्क लगाने की प्रक्रिया में निरंतरता बनाए रखें।
यदि आपको रखरखाव संबंधी सहायक सामग्री की आवश्यकता है, तो MAXTOR का अवलोकन देखें। स्लिटिंग ब्लेड की टूट-फूट और मरम्मत इसे आपकी आंतरिक एसओपी लाइब्रेरी से जोड़ा जा सकता है।
सुरक्षा और मानक परिचालन प्रक्रियाएं
पीपीई, एलओटीओ, हैंडलिंग ब्लेड
शियर स्लिटिंग स्टेशन में तेज औजार, घूर्णनशील जड़त्व और संचित ऊर्जा का संयोजन होता है। बदलावों को एक नियंत्रित रखरखाव कार्य की तरह समझें, न कि एक त्वरित समायोजन की तरह।
न्यूनतम अपेक्षाएँ:
- इसे संभालते समय कट-प्रूफ दस्ताने और आंखों की सुरक्षा के लिए चश्मा पहनें।
- स्टेशन तक पहुंचने से पहले LOTO का उपयोग करें और शून्य-ऊर्जा स्थिति को सत्यापित करें।
- चाकू को सही तरीके से पकड़ें; गोल आकार के चाकू को "पिंच कैरी" न करें।
⚠️ चेतावनीघूमते हुए चाकुओं के पास हाथ रखकर समस्या का निवारण न करें। यदि किसी खराबी के लिए समायोजन की आवश्यकता हो, तो रुकें, लॉक करें, जांच करें, फिर समायोजन करें।
परिवर्तन चेकलिस्ट
एक छोटी चेकलिस्ट का उपयोग करें जिसका आपकी टीम वास्तव में पालन करेगी।
एसओपी टेम्पलेट संबंधी सुझाव: अपनी चेकलिस्ट में एक हेडर जोड़ें ताकि यह एक नियंत्रित दस्तावेज़ बन जाए।
- दस्तावेज़ का नाम: शियर स्लिटिंग सेटअप और सत्यापन चेकलिस्ट
- संस्करण: v1.0
- प्रभावी तिथि: 2026-05-04
- पर लागू होता है: (मशीन मॉडल/चाकू स्टेशन का प्रकार), (सामग्री परिवार), (मोटाई सीमा), (गति सीमा)
- मालिक: प्रक्रिया अभियांत्रिकी / रखरखाव
- सुरक्षा आवश्यकता: नाइफ स्टेशन पर सभी समायोजनों के लिए LOTO आवश्यक है।
- होल्डर/शाफ़्ट/स्पेसर्स को साफ़ करें और उनकी जाँच करें
- झुकाव की दिशा की पुष्टि करें (नकारात्मक झुकाव से बचें)
- सेट और रिकॉर्ड कैंट
- ओवरलैप सेट करें (न्यूनतम से शुरू करें)
- पार्श्व भार लागू करें (न्यूनतम स्थिर संपर्क)
- टैकोमीटर की सहायता से ओवरस्पीड की पुष्टि करें।
- स्पेसर स्टैक और लक्ष्य चौड़ाई सत्यापित करें
- निर्धारित बिंदुओं पर रनआउट/टीआईआर को मापें
- नियंत्रित परीक्षण कटाई करें और आवर्धन के तहत किनारे का निरीक्षण करें।
सत्यापन और पुनः आरंभ करने की स्वीकृति
उत्पादन में दोबारा शामिल करने से पहले:
- “जैसा छोड़ा गया था” सेटिंग्स और मापे गए चेक को रिकॉर्ड करें।
- उस SKU के लिए आधार रेखा के रूप में किनारे की एक माइक्रोस्कोप छवि कैप्चर करें।
- यदि स्टेशन संवेदनशील है, तो एक छोटा पुनः जांच अंतराल निर्धारित करें (उदाहरण के लिए, पहले मास्टर रोल के बाद) और लॉग करें कि क्या किनारा स्थिर रहा।
निष्कर्ष
यदि आप चाकू की धार को साफ रखना चाहते हैं और उसकी उम्र बढ़ाना चाहते हैं, तो संचालन के क्रम पर ध्यान दें:
- पैरामीटर का क्रम मायने रखता है: कैंट → ओवरलैप → साइड लोड → ओवरस्पीड।
- न्यूनतम बल से जीत हासिल होती है: स्थिर कटाई बनाए रखने के लिए केवल वही सेट करें जिसकी आपको आवश्यकता है।
- खिड़कियों का दस्तावेजीकरण करें: SKU के आधार पर लॉग सेटिंग्स, माप और एज ऑब्जर्वेशन दर्ज करें।
अगले कदम:
- एक बेसलाइन सेटअप को टाइट लॉग के साथ चलाएं।
- SKU के अनुसार एक समय में एक ही वेरिएबल को समायोजित करें।
- चाकू की जीवन अवधि, बर्बादी दर और बदलाव के समय पर नज़र रखें ताकि आपका "सर्वोत्तम समय" स्पष्ट हो सके।
यदि आप चाहें, तो आप अपनी सामग्री (फिल्म/कपड़े का प्रकार, मोटाई सीमा, लाइन गति और वर्तमान दोष की तस्वीरें) साझा कर सकते हैं, और MAXTOR METAL आपको संभावित पैरामीटर विंडो और नाइफ स्पेक पाथ (स्टील/हीट ट्रीटमेंट/कोटिंग) की जांच करने में मदद कर सकता है, इससे पहले कि आप ट्रायल-एंड-एरर में एक और शिफ्ट बर्बाद करें।
जेरी चू एक है तकनीकी सहायता विशेषज्ञ में बिक्री के बाद सेवा पर मैक्सटोर धातु साथ विभिन्न उद्योगों में अनुप्रयोग का 10 वर्षों का अनुभव (उदाहरण के लिए, कागज बनाना, प्लास्टिक को बारीक काटना, धातु की कॉइल काटना, लकड़ी का काम)। वह संयंत्रों को वास्तविक दुनिया में रूपांतरण संबंधी समस्याओं के निवारण में सहायता करता है, जैसे कि... खुरदुरे किनारे, अस्पष्ट किनारे और अत्यधिक धूलऔर यह टीमों को सेटअप और सत्यापन प्रक्रियाओं को मानकीकृत करने में मदद करता है।
साख: पीएमपी, सीएमआरपी।
कंपनी की गुणवत्ता प्रणाली: मैक्सटोर मेटल एक गुणवत्ता प्रबंधन प्रणाली (जैसे, आईएसओ 9001) के तहत काम करता है और चाकू के लगातार बेहतर प्रदर्शन को सुनिश्चित करने के लिए आने वाली सामग्री का निरीक्षण और प्रक्रिया के दौरान जांच करता है।
कार्यक्षेत्र एवं सुरक्षा संबंधी सूचना
यह मार्गदर्शिका एक आरंभिक बिंदु चेकलिस्ट शियर स्लिटिंग सेटअप और सत्यापन के लिए। हमेशा अपने निर्देशों का पालन करें। मशीन ओईएम अनुशंसाएँआपकी सुविधा की सुरक्षा प्रक्रियाओं और प्रशिक्षित ऑपरेटरों की आवश्यकताओं के बारे में जानकारी। चलते समय रोटेटिंग नाइफ स्टेशनों को समायोजित न करें।— रुकें, LOTO लागू करें, शून्य ऊर्जा की पुष्टि करें, फिर समायोजित करें।