
ब्रेड स्लाइसर ब्लेड निर्माता का चयन करना दीर्घकालिक परिचालन संबंधी निर्णय है, न कि केवल स्पेयर पार्ट्स की खरीद। यदि आप आपूर्तिकर्ता की इंजीनियरिंग क्षमता, गुणवत्ता नियंत्रण/अनुपालन अनुशासन और आपूर्ति विश्वसनीयता जैसी योग्यताओं को ध्यान में रखते हुए सही चयन करते हैं, तो आपको साफ स्लाइस, कम टुकड़े और दोष, ब्लेड बदलने के बीच लंबा समय और स्वामित्व की कुल लागत (टीसीओ) में कमी मिलती है।
यह गाइड उच्च उत्पादन क्षमता वाली बेकरी लाइनों और ओईएम निर्माण कार्यक्रमों में उपयोग किए जाने वाले औद्योगिक ब्रेड स्लाइसिंग ब्लेड के लिए लिखी गई है, जहां विभिन्न बैचों में दोहराव एक अच्छे नमूने से कहीं अधिक मायने रखता है।
आप निम्नलिखित का मूल्यांकन करेंगे: इंजीनियरिंग, गुणवत्ता आश्वासन/अनुपालन, आपूर्ति विश्वसनीयता
परिणाम: बेहतर स्लाइस गुणवत्ता, कम कुल लागत, कम बदलाव और दोष।
इस गाइड का उपयोग कैसे करें: डेटा का अनुरोध करें, पायलट प्रोजेक्ट चलाएं, दस्तावेज़ों का सत्यापन करें, और फिर इसे बड़े पैमाने पर लागू करें।
ब्रेड स्लाइसर ब्लेड निर्माता के लिए चयन ढांचा

किसी निर्माता को योग्य बनाना
एक ऐसी योग्यता जांच प्रक्रिया से शुरुआत करें जिसमें हेराफेरी करना मुश्किल हो। दीर्घकालिक आपूर्ति के लिए, आप विभिन्न लॉट में एकरूपता की तलाश कर रहे हैं, न कि एक बार के "अच्छे नमूने" की।
इंजीनियरिंग क्षमता (क्या वे आपकी उत्पादन लाइन की जरूरतों के अनुसार निर्माण कर सकते हैं?)
- क्या वे रेखाचित्रों, नमूनों या तस्वीरों के आधार पर काम कर सकते हैं और उन्हें नियंत्रित आयामों और किनारे की ज्यामिति में बदल सकते हैं?
- क्या वे यह समझा सकते हैं कि वे विभिन्न प्रकार की ब्रेड और लाइन की गति के लिए स्टील, हीट ट्रीटमेंट, कठोरता के लक्ष्य और एज फिनिशिंग का चयन कैसे करते हैं?
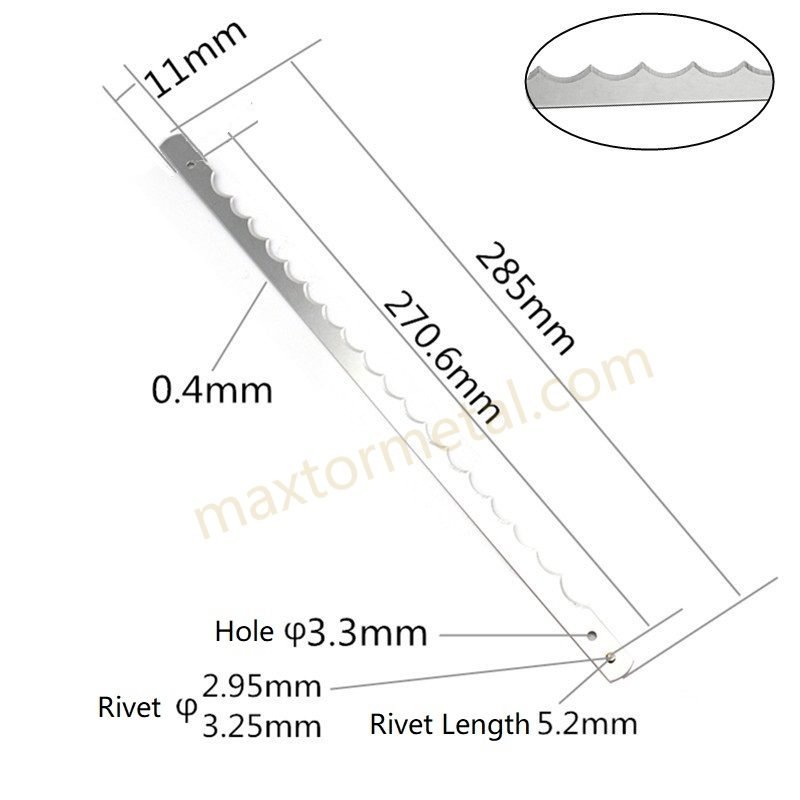
- क्या वे फिटमेंट चेकलिस्ट (मशीन मॉडल, ब्लेड की संख्या, लंबाई/चौड़ाई/मोटाई, छेद का पैटर्न, गाइड, तनाव विधि) प्रदान कर सकते हैं और कोटेशन देने से पहले टॉलरेंस की पुष्टि कर सकते हैं?
गुणवत्ता आश्वासन/अनुपालन क्षमता (क्या आप उनके दस्तावेज़ों के आधार पर ऑडिट पास कर सकते हैं?)
- क्या वे बैच-आधारित ट्रेसबिलिटी (कच्चा माल → ताप उपचार → पिसाई → अंतिम निरीक्षण → पैकिंग) प्रदान कर सकते हैं?
- क्या वे आपके क्षेत्र और ग्राहकों की आवश्यकताओं के अनुरूप खाद्य संपर्क और स्वच्छता संबंधी दस्तावेज उपलब्ध करा सकते हैं?
- क्या उनके पास नियंत्रित निरीक्षण चरण (आने वाली सामग्री, प्रक्रिया के दौरान जांच, अंतिम निरीक्षण) और रिकॉर्ड हैं जिनका आप ऑडिट कर सकते हैं?
आपूर्ति की विश्वसनीयता (क्या वे आपको 12-36 महीनों तक चालू रख सकते हैं?)
- क्या वे निर्धारित समय सीमा और समय पर पूर्ण प्रदर्शन (ओटीआईएफ) लक्ष्यों के प्रति प्रतिबद्ध हो सकते हैं?
- क्या वे बफर स्टॉक/वीएमआई का समर्थन कर सकते हैं यदि आपके बदलाव बार-बार होते हैं या मांग मौसमी है?
- क्या चालू उत्पादन लाइन पर कोई खराबी आने पर उनके पास एक परिभाषित समाधान प्रक्रिया है?
कुंजी ले जाएंएक "योग्य" ब्लेड आपूर्तिकर्ता वह होता है जिससे आप बिना किसी परेशानी के दोबारा ऑर्डर कर सकते हैं—क्योंकि इंजीनियरिंग संबंधी इनपुट, गुणवत्ता आश्वासन रिकॉर्ड और आपूर्ति मॉडल सभी नियंत्रित होते हैं।
केपीआई और परीक्षण योजना डिजाइन
आपूर्तिकर्ता तुलना तब विफल हो जाती है जब KPI अस्पष्ट हों ("अच्छी तरह से कटाई करता है") या पायलट सेटअप हर बार बदलता रहता है। पहला परीक्षण करने से पहले अपने KPI और परीक्षण स्थितियों को परिभाषित करें।
ऐसे प्रमुख प्रदर्शन संकेतक (KPIs) परिभाषित करें जिन्हें आप जमीनी स्तर पर माप सकें।
- स्लाइस की मोटाई में भिन्नतास्लाइस की मोटाई के वितरण को मापें (लक्ष्य, सहनशीलता बैंड और समय के साथ विचलन)।
- क्रम्ब पीढ़ी: प्रति X ब्रेड पर टुकड़ों का वजन करें या एक निश्चित अवधि में आपके संग्रह प्रणाली द्वारा एकत्रित टुकड़ों की मात्रा मापें।
- दोष दर: फटना, संकुचित स्लाइस, खुरदुरे किनारे, "एंजल हेयर", अंतिम स्लाइस की विफलताएँ।
- ब्लेड का जीवन: ब्रेड के लोफ या घंटों की संख्या एक निर्धारित समाप्ति सीमा तक (उदाहरण के लिए, क्रम्ब रेट सीमा से अधिक हो जाता है, मोटाई में भिन्नता सीमा से अधिक हो जाती है, या दृश्य दोष सीमा से अधिक हो जाते हैं)।
- परिवर्तन समयलॉक-ऑफ से लेकर पहली अच्छी रोटी के सत्यापित होने तक का समय मिनटों में।
- रेखा प्रभावब्लेड बदलने/समायोजित करने के कारण लगने वाला डाउनटाइम मिनट; ब्लेड बदलने के बाद पुनः तनाव या संरेखण संबंधी घटनाएं।
लॉक परीक्षण की शर्तें
- ब्रेड का प्रकार और विशिष्टता (नरम सैंडविच, कुरकुरी, पौष्टिक आदि)।
- उत्पाद के तापमान की सीमा (विशेष रूप से यदि गर्म स्लाइसिंग की आवश्यकता हो)।
- स्लाइसर सेटिंग्स: तनाव सेटपॉइंट, गाइड की स्थिति, गति और सफाई अंतराल।
यदि आपको ब्लेड/लाइन इंटरफ़ेस पर सबसे महत्वपूर्ण चीजों के लिए एक आधारभूत संदर्भ की आवश्यकता है, तो बेकिंगबिजनेस उत्पादन सेटिंग्स में स्लाइसिंग प्रदर्शन को संचालित करने वाले मुख्य गुणों के रूप में पिच, एज और टेंशन को उजागर करता है।ब्रेड काटने वाले ब्लेड के तीन मुख्य गुण — बेकिंग बिजनेस).
रैंप-अप और पुनः योग्यता
दीर्घकालिक आपूर्ति के लिए पायलट प्रोजेक्ट के बाद नियंत्रण की आवश्यकता होती है।
- रैंप-अप योजना: यह परिभाषित करें कि आप प्रायोगिक मात्रा से पूर्ण उत्पादन मात्रा तक कैसे पहुंचते हैं (उदाहरण के लिए, 1 लाइन → 1 संयंत्र → बहु-साइट)।
- गोल्डन सैंपल + संशोधन नियंत्रण: एक संदर्भ ब्लेड (आयाम + धार की विशिष्टता + फिनिश की विशिष्टता) को लॉक करें और नियंत्रित परिवर्तन अधिसूचना की आवश्यकता रखें।
- पुनःयोग्यता ट्रिगर: नया स्टील हीट, नया ग्राइंडिंग व्हील/प्रोसेस, नई कोटिंग, नई पैकेजिंग, या कोई भी डिज़ाइन परिवर्तन।
- सत्यापन प्रक्रिया जारी है: आवधिक आवक जांच (आयाम, कठोरता/किनारे की जांच, जैसा लागू हो) और क्रम्ब और मोटाई के प्रमुख मापदंडों पर रुझान की निगरानी।
इंजीनियरिंग और प्रदर्शन

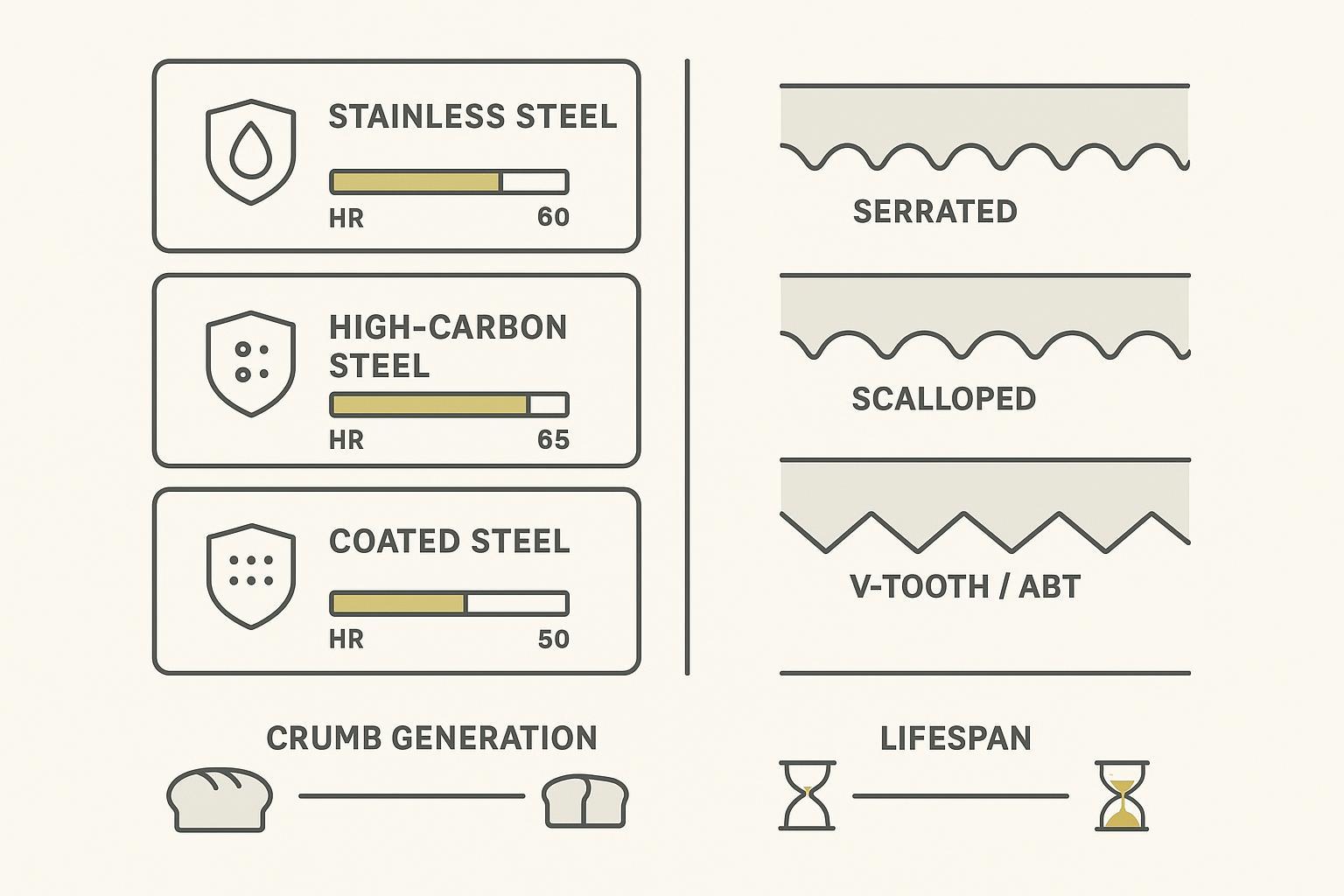
सामग्री और कठोरता लक्ष्य
आपके ब्लेड की सामग्री और कठोरता के लक्ष्य तीन वास्तविकताओं को ध्यान में रखते हुए चुने जाने चाहिए: ब्रेड का प्रकार, स्वच्छता का वातावरण और वह विफलता मोड जिसे आप बर्दाश्त नहीं कर सकते।
- संक्षारण प्रतिरोध बनाम धार बनाए रखने की क्षमताखाद्य पदार्थों के संपर्क में आने वाले वातावरण में साफ करने योग्य सतहों और जंग प्रतिरोधकता की आवश्यकता होती है, लेकिन उच्च प्रवाह दर के तहत भी आपको किनारों की स्थिरता की आवश्यकता होती है।
- कठोरता बनाम भंगुरताएक बहुत कठोर ब्लेड लंबे समय तक धार बनाए रख सकता है, लेकिन संरेखण या तनाव में असंगति होने पर यह कम सहनशील हो सकता है। औजारों के लिए इस्तेमाल होने वाले स्टील में, कठोरता और मजबूती में आमतौर पर परस्पर अंतर होता है—कठोर स्थितियाँ झटके लगने पर अधिक आसानी से टूट-फूट जाती हैं, जबकि अधिक मजबूत स्थितियाँ तेजी से घिस सकती हैं (अवलोकन: https://www.edconsteel.com.au/articles/steel-and-metal-articles/hardness-vs-toughness-tool-steel/).
किसी निर्माता से क्या अनुरोध करना चाहिए:
- सामग्री के ग्रेड विकल्प और वे आपके ब्रेड और स्लाइसर के प्रकार के लिए उनकी अनुशंसा क्यों करते हैं।
- ऊष्मा उपचार विधि और नियंत्रित कठोरता सीमा (और वे प्रत्येक बैच के लिए इसकी पुष्टि कैसे करते हैं)। कठोरता, तन्यता, मजबूती और घिसावट व्यवहार को अनुकूलित करने के लिए ऊष्मा उपचार एक प्राथमिक साधन है (सामान्य व्याख्या: https://www.metalsupermarkets.com/how-heat-treatment-of-metals-work/).
- चिपकने/खिंचाव को कम करने के उद्देश्य से किए गए किसी भी सतह परिष्करण या कोटिंग विकल्प (इनका मूल्यांकन अपने क्रम्ब और गर्म ब्रेड परीक्षणों में करें)।
ब्रेड-ब्लेड की सामग्री और चयन कारकों के बारे में पृष्ठभूमि संबंधी जानकारी के लिए, आप MAXTOR METAL की आंतरिक मार्गदर्शिका देख सकते हैं। औद्योगिक उपयोग के लिए ब्रेड काटने वाले ब्लेड.
किनारों की ज्यामिति और फिनिश
ब्लेड की मोटाई वह आधार है जहाँ स्लाइस की गुणवत्ता, क्रम्ब का व्यवहार और ब्लेड का जीवनकाल निर्धारित होता है। यदि आपका आपूर्तिकर्ता मोटाई को मापने योग्य शब्दों में वर्णित नहीं कर सकता, तो आप बिना किसी माप के परिणाम प्राप्त कर रहे हैं।
- दांत का आकार और पिच: यह प्रभावित करता है कि ब्लेड कितनी आक्रामक रूप से ब्रेड के अंदर और बाहर की परत में प्रवेश करता है।
- किनारे की फिनिश: खुरदरेपन पर नियंत्रण और पीसने की गुणवत्ता से क्रम्ब उत्पादन और किनारे के जल्दी खराब होने पर प्रभाव पड़ता है।
- मेल खाने वाले सेटमल्टी-ब्लेड फ्रेम के लिए, सेट में एकरूपता उतनी ही महत्वपूर्ण है जितनी कि औसत।
प्रोफाइलों की तुलना करने का एक व्यावहारिक तरीका उन्हें आपके दोष मोड से मैप करना है:
- अगर तुम लड़ते हो फटे और खुरदुरे किनारेज्यामिति और तनाव स्थिरता आमतौर पर सत्यापन के लिए पहले चर होते हैं।
- अगर तुम लड़ते हो टुकड़ों का भार और स्वच्छता का बोझकिनारों की फिनिशिंग (बर्र नियंत्रण) और प्रोफाइल का रगड़ने का व्यवहार मायने रखता है।
एज विकल्पों के गहन आंतरिक विश्लेषण के लिए (इस पोस्ट को उत्पाद ब्रोशर में बदले बिना), MAXTOR METAL की तुलना देखें। स्कैलप बनाम वी-टूथ बनाम एबीटी ब्रेड स्लाइसर ब्लेड के किनारे.
गर्म ब्रेड और क्रम्ब कंट्रोल
गर्म स्लाइसिंग में कई "प्रयोगशाला में बढ़िया" ब्लेड विफल हो जाते हैं। जैसे-जैसे उत्पाद का तापमान बढ़ता है, ब्रेड क्रम्ब नरम हो जाता है, चिपचिपाहट बढ़ जाती है, और ज्यामिति में छोटे-छोटे अंतर संपीड़न, खिंचाव और टूटने के रूप में सामने आते हैं।
वार्म-ब्रेड पायलट प्रोजेक्ट में किन बातों का सत्यापन करना है:
- चिपकना/फिसलना और घसीटनाक्या ब्लेड रोटी को खींचना शुरू कर देता है, या यह तेजी से साफ-सुथरा काटता है?
- टुकड़ों के जमाव का पैटर्नमलबा कहाँ जमा होता है (गाइड, ब्लेड का मुख, तनाव बिंदु), और क्या इससे मोटाई में विचलन होता है?
- सफाई अंतराल संवेदनशीलताक्या सफाई प्रक्रिया में एक चक्र की देरी होने पर स्लाइस की गुणवत्ता में तेजी से गिरावट आती है?
प्रो टिप: गर्म ब्रेड की स्लाइसिंग को एक अलग योग्यता शर्त के रूप में मानें। यदि आपके उत्पादन में कभी-कभी गर्म ब्रेड की स्लाइसिंग की जाती है, तो ऐसे आपूर्तिकर्ता को स्वीकार न करें जो केवल पूरी तरह से ठंडी हुई ब्रेड पर ही परीक्षण करता हो।
अनुपालन और गुणवत्ता नियंत्रण
खाद्य संपर्क और स्वच्छता के आधार पर
बेकरियों और ओईएम के लिए, "खाद्य संपर्क" एक नारा नहीं है - यह दस्तावेज़ीकरण और स्वच्छता का एक अनुशासन है।
यूरोपीय संघ के बाजारों के लिए, आपके आपूर्तिकर्ता के दस्तावेज़ यूरोपीय संघ के खाद्य-संपर्क ढांचे की आवश्यकताओं और अच्छी विनिर्माण प्रथाओं की अपेक्षाओं के अनुरूप होने चाहिए - कम से कम, सामान्य सुरक्षा सिद्धांतों के अनुरूप। विनियमन (ईसी) संख्या 1935/2004 और जीएमपी नियंत्रणों में विनियमन (ईसी) संख्या 2023/2006 (खाद्य संपर्क सामग्री के संबंध में यूरोपीय आयोग के अवलोकन को देखें:) https://food.ec.europa.eu/food-safety/chemical-safety/food-contact-materials_en).
विशेष रूप से धातुओं और मिश्र धातुओं के लिए, संदर्भ देना भी आम बात है। खाद्य संपर्क सामग्री के रूप में उपयोग की जाने वाली धातुओं और मिश्र धातुओं पर EDQM (यूरोप परिषद) के दिशानिर्देशजो यूरोप भर में उपयोग किए जाने वाले रिलीज-सीमा मार्गदर्शन और परीक्षण दृष्टिकोण प्रदान करता है (ईडीक्यूएम गतिविधि पृष्ठ: https://www.edqm.eu/en/metals-and-alloys-used-in-food-contact-materials-and-articles).
कम से कम, आप चाहेंगे कि निर्माता स्पष्ट रूप से बताए:
- खाद्य पदार्थों के संपर्क में आने वाले वातावरण के लिए कौन सी ब्लेड सामग्री उपयुक्त हैं और वे खाद्य-ग्रेड स्लाइसर ब्लेड के लिए सतह की स्थिति (फिनिश, बर्र, जंग लगने का खतरा) को कैसे नियंत्रित करते हैं।
- उनकी सामग्री संबंधी अनुशंसाओं में किन सफाई/स्वच्छता रसायनों को शामिल किया गया है?
- परिवहन और भंडारण के दौरान जंग और संदूषण से बचाने के लिए ब्लेड को किस प्रकार पैक किया जाता है।
पता लगाने की क्षमता और आईएसओ 9001
स्लाइस की गुणवत्ता में बदलाव होने पर मूल कारण विश्लेषण तक पहुंचने का सबसे तेज़ तरीका ट्रेसबिलिटी है।
क्या अनुरोध करना है:
- लॉट-स्तर पर पता लगाने की क्षमतासामग्री की ऊष्मा/लॉट, ऊष्मा उपचार बैच, प्रक्रिया के दौरान निरीक्षण रिकॉर्ड, अंतिम निरीक्षण परिणाम और पैकेजिंग पहचान।
- आईएसओ 9001 दस्तावेज़ीकरण: प्रमाणपत्र की वैधता, दायरा, और आपके उत्पाद से संबंधित आपूर्तिकर्ता के वास्तविक निरीक्षण और गैर-अनुरूपता नियंत्रण रिकॉर्ड। खरीदारों के लिए, एक व्यावहारिक जाँच यह है कि क्या आपूर्तिकर्ता ISO 9001:2015 की अपेक्षाओं के अनुरूप नियंत्रित "दस्तावेजी जानकारी" और ऑडिट साक्ष्य दिखा सकता है (ISO अवलोकन: https://asq.org/quality-resources/iso-9001).
- CoA / सामग्री प्रमाण पत्र पैकजहां लागू हो, वहां संरचना, कठोरता सत्यापन विधि/सीमा और आयामी निरीक्षण रिपोर्ट।
तटस्थ क्षमता नोट (MAXTOR METAL): MAXTOR METAL औद्योगिक ब्लेडों के लिए मानक QA दस्तावेज़ीकरण पैकेज प्रदान कर सकता है—जिसमें आमतौर पर अनुरोध पर लॉट-लिंक्ड सर्टिफिकेट ऑफ एनालिसिस (CoA) और डिक्लेरेशन ऑफ कन्फॉर्मिटी (DoC) शामिल होते हैं, साथ ही ISO 9001 गुणवत्ता प्रबंधन दृष्टिकोण के अनुरूप निरीक्षण रिकॉर्ड भी शामिल होते हैं—ताकि खरीदार आपूर्तिकर्ता अनुमोदन और आंतरिक लेखापरीक्षा आवश्यकताओं का समर्थन कर सकें।
स्वच्छता मानक संचालन प्रक्रियाएं और लेखापरीक्षा अभिलेख
दीर्घकालिक आपूर्ति के लिए, केवल दस्तावेज़ों का अनुरोध न करें—यह सत्यापित करें कि आपूर्तिकर्ता के स्वच्छता नियंत्रण आपकी वास्तविकता से मेल खाते हैं।
- एक स्वच्छता मानक संचालन (एसओपी) की मांग करें जिसमें हैंडलिंग, पैकिंग और संदूषण नियंत्रण शामिल हो।
- कृपया ऐसे उदाहरण ऑडिट रिकॉर्ड या निरीक्षण लॉग (संवेदनशील विवरण हटाकर) प्रस्तुत करें जो बार-बार किए जा सकने वाले निष्पादन को दर्शाते हों।
- यह परिभाषित करें कि गैर-अनुरूपताओं से कैसे निपटा जाता है: रोकथाम, मूल कारण, सुधारात्मक कार्रवाई और पुनः जारी करने के मानदंड।
संगतता और अनुकूलन

ओईएम फिट और गाइड
अधिकांश "ब्लेड संबंधी समस्याएं" उत्पादन में फिटमेंट और गाइडिंग संबंधी समस्याओं के रूप में सामने आती हैं।
किसी नए सप्लायर को अपने व्यवसाय में शामिल करने से पहले, निम्नलिखित बातों की पुष्टि कर लें:
- ब्लेड के आयाम और माउंटिंग इंटरफ़ेस आपके स्लाइसर डिज़ाइन से मेल खाते हैं।
- गाइड और घिसावट वाले पुर्जे निर्धारित मानकों के अनुरूप हैं; घिसे हुए गाइड एक अच्छे ब्लेड को भी चूरा पैदा करने वाले उपकरण में बदल सकते हैं।
- आपूर्तिकर्ता आपकी मशीन के मॉडल और ड्राइंग संशोधन से जुड़ी फिटमेंट पुष्टिकरण चेकलिस्ट प्रदान कर सकता है।
यदि आपको यह जानने के लिए किसी संदर्भ बिंदु की आवश्यकता है कि आपूर्तिकर्ता आमतौर पर फिटमेंट संबंधी अप्रत्याशित समस्याओं से बचने के लिए किस प्रकार की जानकारी मांगता है, तो MAXTOR METAL का संदर्भ बिंदु उपयोगी हो सकता है। ब्रेड स्लाइसर ब्लेड यह पृष्ठ सामान्य विन्यासों और विनिर्माण क्षेत्र का सारांश प्रस्तुत करता है।
गैर-मानक डिजाइन और पुनरावृति
ओईएम और हाई-मिक्स बेकरियों को अक्सर पुनरावृति की आवश्यकता होती है: दांतों के आकार में परिवर्तन, फिनिश में परिवर्तन, सामग्री में परिवर्तन, या छोटे आयामी समायोजन।
पुनरावृति को सुरक्षित और तेज़ बनाने के लिए:
- ड्राइंग/विनिर्देशों पर संशोधन नियंत्रण आवश्यक है।
- यह परिभाषित करें कि किन परिवर्तनों के लिए पुनः योग्यता की आवश्यकता है (सामग्री, ऊष्मा उपचार, कोटिंग, किनारे की ज्यामिति)।
- एक ही प्रकार की ब्रेड और एक ही स्वच्छता चक्र के साथ छोटे "ए/बी" पायलट परीक्षण चलाएं।
परिवर्तन, तनाव, सामंजस्य
परिवर्तन का वह चरण है जहां आपूर्ति संबंधी निर्णय, ओईई (OEE) संबंधी निर्णय बन जाते हैं।
किसी आपूर्तिकर्ता के समाधान में किन बातों का मूल्यांकन करना चाहिए:
- क्या ब्लेड सेट एक अलग से आता है? मेल खाने वाला सेट जिससे तनाव संतुलन बनाए रखने में लगने वाला समय कम हो जाता है?
- क्या स्थापना और तनाव निर्धारण संबंधी निर्देश स्पष्ट, सत्यापन योग्य और सुरक्षित हैं?
- क्या ब्लेड पूरे रन के दौरान एक सीध में रहता है, या आपको बार-बार तनाव कम करने की आवश्यकता पड़ती है?
यदि आप यह जानना चाहते हैं कि तनाव और किनारे के गुण स्लाइस के परिणामों को कैसे प्रभावित करते हैं, तो बेकिंगबिजनेस के पिच/एज/टेंशन अवलोकन को देखें जिसका उल्लेख पहले किया गया था।
आपूर्ति मॉडल और वाणिज्यिक पहलू

लीड टाइम, न्यूनतम ऑर्डर मात्रा, वीएमआई विकल्प
ब्लेड का दीर्घकालिक आपूर्तिकर्ता आपूर्ति श्रृंखला का भागीदार भी होता है। अधिक मात्रा में उत्पादन करने वाली लाइनों के लिए, स्टॉक खत्म होने की स्थिति में सर्वोत्तम इंजीनियरिंग परिणाम भी विफल हो जाते हैं।
मूल्यांकन के लिए विकल्प:
- लीड टाइम बैंड (मानक बनाम त्वरित) प्रलेखित ऐतिहासिक प्रदर्शन के साथ।
- न्यूनतम मात्रा नीति इससे आपको अतिरिक्त इन्वेंट्री रखने के लिए मजबूर नहीं होना पड़ता।
- वीएमआई / सुरक्षा स्टॉक मौसमी मांग वाले या बार-बार बदलाव करने वाले पौधों के लिए।
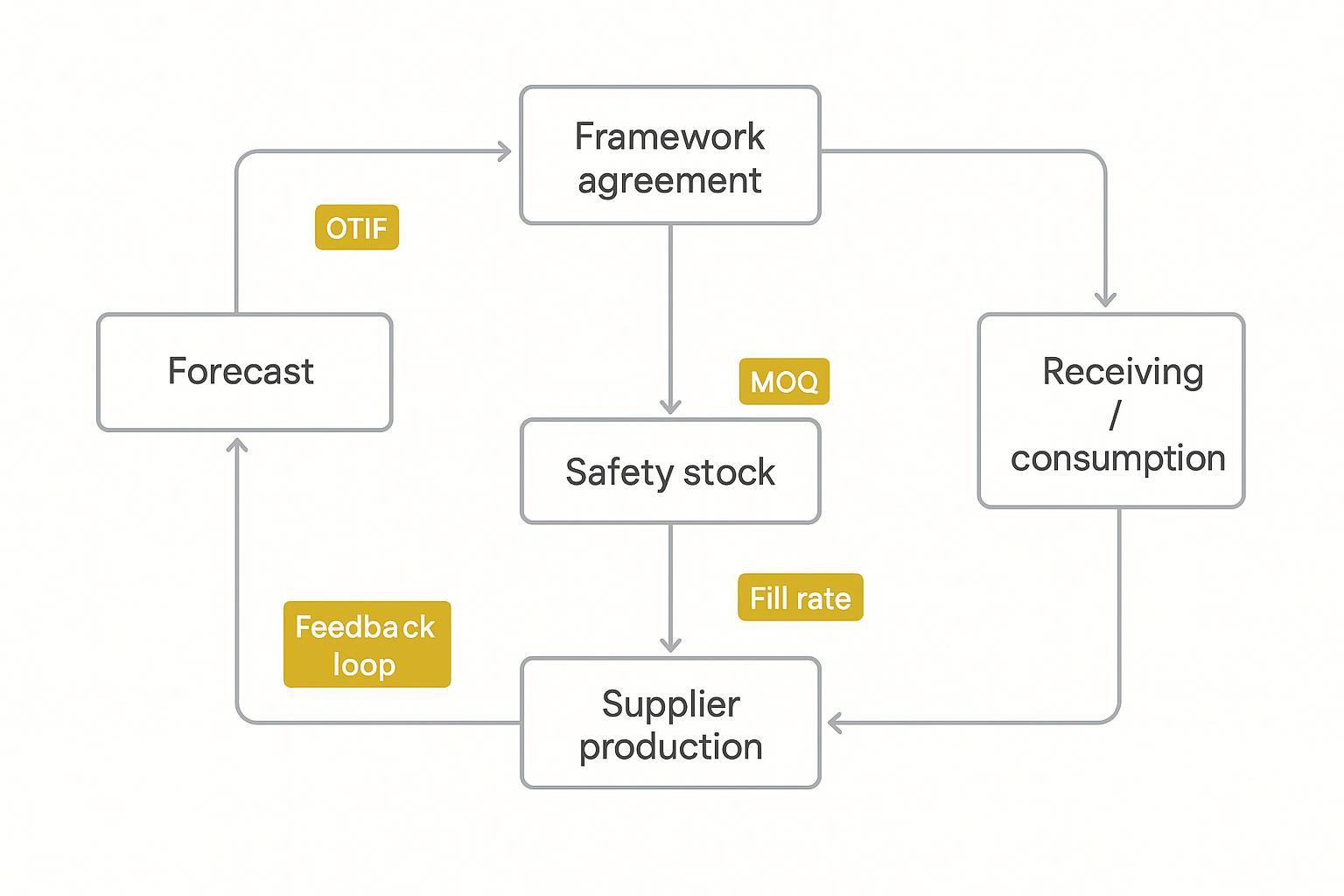
ब्लेड के लिए एक व्यावहारिक VMI मॉडल में आमतौर पर निम्नलिखित शामिल होते हैं:
- रोलिंग पूर्वानुमान (आपका मांग संकेत)
- आपूर्तिकर्ता या स्थानीय केंद्र पर सहमत सुरक्षा स्टॉक
- OTIF ट्रैकिंग और प्रदर्शन में गिरावट आने पर समस्या निवारण का एक वैकल्पिक तरीका
नियम और शर्तें, मानक दायित्व अनुबंध (एसएलए) और प्रमुख प्रदर्शन संकेतक (केपीआई)
यदि आप दीर्घकालिक स्थिरता चाहते हैं, तो वाणिज्यिक समझौते में परिचालन संबंधी परिभाषाएँ शामिल करें।
उदाहरण:
- ओटीआईएफ: “समय पर” और “पूरी तरह से” को सटीक रूप से परिभाषित करें।
- गुणवत्ता पलायन दरआपकी प्रक्रिया में किस बात को दोष माना जाता है, और इसे कैसे मापा जाता है।
- सुधारात्मक कार्रवाई का समयप्रतिक्रिया समय, रोकथाम की समयसीमा और प्रतिस्थापन नीति।
- परिवर्तन सूचनासामग्री/प्रक्रिया में परिवर्तन और पुनः योग्यता संबंधी आवश्यकता के लिए अनिवार्य सूचना।
वारंटी और बिक्री के बाद की सेवाएं
ब्लेड उपभोज्य वस्तुएं हैं, लेकिन आपूर्तिकर्ता के साथ संबंध ऐसा नहीं होना चाहिए जिसे आसानी से भुला दिया जाए।
जांचें कि निर्माता निम्नलिखित सुविधाएं प्रदान करता है या नहीं:
- स्पष्ट वारंटी का दायरा मापने योग्य मानदंडों से जुड़ा होना चाहिए (अस्पष्ट वादे नहीं)।
- समस्या निवारण के लिए बिक्री के बाद सहायता: तनाव संबंधी मार्गदर्शन, फिटमेंट जांच और पुनरावृति सहायता।
- एक दस्तावेजीकृत फीडबैक लूप: पायलट डेटा किस प्रकार अगले डिजाइन पुनरावृति में परिवर्तित होता है।
स्थापना के बाद प्रदर्शन को स्थिर रखने के लिए व्यावहारिक संचालन-उन्मुख दृष्टिकोण के लिए, MAXTOR METAL का ब्रेड स्लाइसर ब्लेड रखरखाव गाइड यह एक उपयोगी आंतरिक संदर्भ है जिसे आप अपने स्वयं के मानक संचालन प्रक्रियाओं (एसओपी) के साथ संरेखित कर सकते हैं।
निष्कर्ष
मुख्य निष्कर्ष: प्रतिबद्धता से पहले प्रमुख प्रदर्शन संकेतक (KPIs), अनुपालन दस्तावेज़ और आपूर्ति शर्तों की पुष्टि करें।
अगले चरण: RFI/RFQ जारी करना, अपने SKUs पर पायलट प्रोजेक्ट चलाना, फ्रेमवर्क और VMI को अंतिम रूप देना।
यदि आप "आपूर्तिकर्ता के कोटेशन" से हटकर एक नियंत्रित दीर्घकालिक आपूर्ति निर्णय की ओर बढ़ना चाहते हैं, तो ऊपर दिए गए योग्यता ढांचे के आधार पर अपना RFI/RFQ तैयार करें, अपने चित्र/विनिर्देश संलग्न करें, और स्वीकृति KPI (क्रम्ब, मोटाई भिन्नता, दोष दर, ब्लेड का जीवनकाल और परिवर्तन समय) के साथ एक पायलट योजना की आवश्यकता रखें।
डिस्क्लेमर: यह लेख परिचालन संबंधी खरीदार मार्गदर्शिका है। MAXTOR METAL के सभी संदर्भ वैकल्पिक उदाहरणों और अतिरिक्त जानकारी के लिए दिए गए हैं; आपको अपनी विशिष्ट लाइन स्थितियों और क्षेत्रीय आवश्यकताओं के अनुसार उपयुक्तता, प्रदर्शन और अनुपालन की पुष्टि करनी चाहिए।
आखरी अपडेट: 2026-05-03
जब आप पायलट प्रोजेक्ट चलाने के लिए तैयार हों, मैक्सटोर धातु यह ड्राइंग/नमूनों से इंजीनियरिंग समीक्षा में सहायता कर सकता है और QA दस्तावेज़ पैक (जैसे, CoA/DoC और लॉट ट्रेसिबिलिटी आवश्यकताएं) को संरेखित कर सकता है ताकि आपका स्केल-अप निर्णय सत्यापित डेटा पर आधारित हो - अनुमानों पर नहीं।
सामान्य प्रश्न
सही कोटेशन प्राप्त करने के लिए मुझे निर्माता को कौन सी जानकारी भेजनी चाहिए?
जब भी संभव हो, एक ड्राइंग भेजें, साथ ही फिटमेंट चेकलिस्ट भी: स्लाइसर मॉडल, ब्लेड की संख्या, लंबाई/चौड़ाई/मोटाई, होल पैटर्न, गाइड स्टाइल, और आपका फ्रेम ब्लेड को कैसे तनाव देता है। ब्रेड का प्रकार, लाइन स्पीड, सफाई रसायन, और क्या आप कभी गर्म स्लाइसिंग करते हैं, ये सभी जानकारी सामग्री, कठोरता और एज ज्योमेट्री के निर्धारण में महत्वपूर्ण भूमिका निभाती हैं।
ब्लेड पायलट के लिए कौन से KPI सबसे ज्यादा मायने रखते हैं?
मापने योग्य और आसानी से मापे जा सकने वाले प्रमुख मापदंडों (KPIs) का उपयोग करें: स्लाइस की मोटाई में भिन्नता, क्रम्ब उत्पादन, दोष दर (फटना, खुरदुरे किनारे, संपीड़न), एक निर्धारित सीमा तक ब्लेड का जीवनकाल और बदलाव का समय। मुख्य बात निरंतरता है: परीक्षण की स्थितियों को इस प्रकार स्थिर रखें कि परिणाम सभी बैचों और आपूर्तिकर्ताओं में तुलनीय हों।
मैं ऐसे "अच्छे नमूने" से धोखा खाने से कैसे बचूँ जिसे दोहराया नहीं जा सकता?
पायलट प्रोजेक्ट को एक प्रक्रिया योग्यता परीक्षण के रूप में लें, न कि एक बार के परीक्षण के रूप में। बैच-आधारित ट्रेसबिलिटी की मांग करें, नियंत्रित आयामों और किनारों की विशिष्टताओं की पुष्टि करें, और "गोल्डन सैंपल" पर संशोधन नियंत्रण अनिवार्य करें। फिर, स्केलिंग से पहले पुनः योग्यता निर्धारण के लिए आवश्यक कारक (नया स्टील हीट, नया ग्राइंडिंग व्हील/प्रक्रिया, कोटिंग में बदलाव, या पैकेजिंग में बदलाव) परिभाषित करें।
खाद्य पदार्थों के संपर्क से संबंधित अनुपालन के मामले में यूरोपीय संघ के खरीदारों को क्या-क्या जानकारी मांगनी चाहिए?
कम से कम, आपूर्तिकर्ता से इच्छित खाद्य संपर्क सामग्री, अनुमानित स्वच्छता रसायन और संक्षारण/संदूषण को रोकने वाली पैकेजिंग विधि के बारे में पूछें। यूरोपीय संघ के बाजारों के लिए, सुनिश्चित करें कि वे खाद्य संपर्क सामग्री और जीएमपी नियंत्रणों के लिए यूरोपीय संघ के ढांचे के तहत सामान्य सुरक्षा अपेक्षाओं का समर्थन कर सकते हैं - जिसका सारांश यूरोपीय आयोग द्वारा दिया गया है। खाद्य संपर्क सामग्रीऔर वे इस बात पर चर्चा करने में सक्षम हों कि वे मान्यता प्राप्त यूरोपीय दिशानिर्देशों के आधार पर धातुओं और मिश्र धातुओं का मूल्यांकन कैसे करते हैं, जैसे कि खाद्य संपर्क सामग्री और वस्तुओं में प्रयुक्त EDQM धातुएँ और मिश्र धातुएँ.
ISO 9001 मुझे किसी आपूर्तिकर्ता के गुणवत्ता अनुशासन के बारे में क्या बताता है?
ISO 9001 "दोष रहित" होने की गारंटी नहीं देता, लेकिन यह इंगित करता है कि आपूर्तिकर्ता के पास दस्तावेजी जानकारी, आंतरिक ऑडिट और गैर-अनुरूपता से निपटने के लिए संरचित नियंत्रण होने चाहिए। जब आप किसी आपूर्तिकर्ता की समीक्षा करें, तो सत्यापित करें कि उनके प्रमाणपत्र का दायरा वास्तव में आपके उत्पाद/प्रक्रिया को कवर करता है और वे ISO 9001:2015 अवधारणाओं के अनुरूप उत्पाद-संबंधित निरीक्षण और सुधारात्मक कार्रवाई के रिकॉर्ड दिखा सकते हैं। ASQ का ISO 9001 अवलोकन.
सामग्री और ताप उपचार से ब्रेड क्रम्ब, टियरिंग और ब्लेड की लाइफ पर क्या प्रभाव पड़ता है?
व्यवहार में, आप संक्षारण प्रतिरोध, घिसाव प्रतिरोध और विखंडन प्रतिरोध के बीच संतुलन बना रहे हैं। कठोर परिस्थितियाँ अक्सर घिसाव को बेहतर बनाती हैं लेकिन झटके या गलत संरेखण के कारण आसानी से टूट सकती हैं, जबकि अधिक कठोर परिस्थितियाँ परिवर्तनशीलता को सहन कर सकती हैं लेकिन तेजी से घिस सकती हैं—इसका एक संक्षिप्त विवरण दिया गया है। एडकॉन स्टील की कठोरता बनाम मजबूती पर चर्चाऊष्मा उपचार एक प्रमुख कारक है जो सूक्ष्म संरचना और यांत्रिक गुणों को बदलकर इस संतुलन को प्रभावित करता है; देखें मेटल सुपरमार्केट्स की हीट ट्रीटमेंट प्रक्रिया का अवलोकन.
क्या हमें वार्म स्लाइसिंग को अलग से वर्गीकृत करना चाहिए?
जी हाँ। गर्म उत्पाद चिपचिपाहट और विरूपण को बढ़ाता है, इसलिए ज्यामिति और फिनिश में छोटे-छोटे अंतर भी खिंचाव, संपीड़न और फटने के रूप में तुरंत दिखाई देते हैं। यदि आपके कार्य में गर्म स्लाइसिंग होती है—भले ही कभी-कभार—तो इसे एक अलग योग्यता शर्त के रूप में मानें, जिसके अपने स्वीकृति स्तर और सफाई अंतराल संवेदनशीलता जांच हों।
लेखक
जेसी जू — वरिष्ठ गुणवत्ता अभियंता, गुणवत्ता आश्वासन (क्यूए)। औद्योगिक ब्लेड की गुणवत्ता और विफलता विश्लेषण में 15 वर्षों का अनुभव।
- विफलता विश्लेषण का फोकस: यह पहचानने में सक्षम होना कि किनारों का टूटना और खराब घिसाव प्रतिरोध जैसी समस्याएं मुख्य रूप से ऊष्मा उपचार प्रक्रिया की समस्याओं या सामग्री के पृथक्करण के कारण उत्पन्न होती हैं या नहीं।
- प्रमाणपत्र: एएसक्यू – सीक्यूई; आईएसओ 9001 लीड ऑडिटर; एएसएनटी लेवल II।