
Elegir un fabricante de cuchillas para rebanadoras de pan es una decisión operativa a largo plazo, no solo una compra de repuestos. Si se evalúa correctamente al proveedor (capacidad de ingeniería, disciplina en control de calidad y cumplimiento normativo, y fiabilidad en el suministro), se obtienen rebanadas más limpias, menos migas y defectos, mayor tiempo de funcionamiento entre cambios y un menor costo total de propiedad (CTP).
Esta guía está escrita para cuchillas industriales para cortar pan, utilizadas en líneas de panadería de alto rendimiento y programas de fabricación de equipos originales (OEM), donde la repetibilidad entre lotes es más importante que una sola muestra buena.
Lo que evaluarás: ingeniería, control de calidad/cumplimiento normativo, fiabilidad del suministro.
Resultados: mejor calidad de las rebanadas, menor costo total de propiedad, menos cambios de configuración y defectos.
Cómo usar esta guía: solicitar datos, ejecutar pruebas piloto, verificar documentos y luego escalar.
Marco de selección para un fabricante de cuchillas para rebanadoras de pan

Calificación de un fabricante
Empiece con un filtro de calificación difícil de manipular. Para el suministro a largo plazo, lo que se busca es la repetibilidad entre lotes, no una "muestra buena" puntual.
Capacidad de ingeniería (¿pueden fabricar lo que su línea necesita?)
- ¿Pueden trabajar a partir de dibujos, muestras o fotografías y convertirlos en dimensiones controladas y geometría de bordes?
- ¿Pueden explicar cómo eligen el acero, el tratamiento térmico, los objetivos de dureza y el acabado de los bordes para los diferentes tipos de pan y velocidades de línea?
- ¿Pueden proporcionar una lista de verificación de compatibilidad (modelo de máquina, número de cuchillas, longitud/anchura/espesor, patrón de orificios, guías, método de tensión) y confirmar las tolerancias antes de dar un presupuesto?
Capacidad de control de calidad/cumplimiento (¿puede superar las auditorías con su documentación?)
- ¿Pueden proporcionar trazabilidad por lotes (materia prima → tratamiento térmico → molienda → inspección final → embalaje)?
- ¿Pueden proporcionarle la documentación sobre contacto con alimentos e higiene adecuada para su región y las necesidades de sus clientes?
- ¿Disponen de pasos de inspección controlados (materiales entrantes, controles durante el proceso, inspección final) y registros que puedan ser auditados?
Fiabilidad del suministro (¿pueden mantenerte en funcionamiento durante 12-36 meses?)
- ¿Pueden comprometerse con los plazos de entrega establecidos y los objetivos de rendimiento de entrega a tiempo y completa (OTIF)?
- ¿Pueden ofrecer soporte para existencias intermedias/VMI si los cambios de producción son frecuentes o la demanda es estacional?
- ¿Tienen un procedimiento de escalamiento definido cuando aparece un defecto en una línea de producción en funcionamiento?
Conclusión claveUn proveedor de cuchillas "calificado" es aquel al que se le puede volver a realizar pedidos sin tener que volver a aprender las lecciones difíciles, porque los datos de ingeniería, los registros de control de calidad y el modelo de suministro están controlados.
Diseño de KPI y plan de pruebas
La comparación de proveedores fracasa cuando los indicadores clave de rendimiento (KPI) son vagos («corta bien») o la configuración del piloto cambia en cada prueba. Defina sus KPI y las condiciones de prueba antes de cortar el primer pan.
Defina los KPI que pueda medir en el terreno.
- variación del grosor de las rebanadas: medir la distribución del grosor de las secciones (objetivo, banda de tolerancia y deriva a lo largo del tiempo).
- Generación de migajas: pesar las migas por cada X panes o medir el volumen de migas capturado por su sistema de recolección durante un período definido.
- Tasa de defectos: desgarros, rebanadas comprimidas, bordes irregulares, "cabello de ángel", fallas en los extremos de las rebanadas.
- Vida útil de la cuchilla: panes u horas hasta un umbral definido de fin de vida útil (por ejemplo, la tasa de miga supera el límite, la variación de espesor supera el límite o los defectos visuales superan el límite).
- Tiempo de cambio: minutos desde el cierre hasta la verificación del primer pan de buena calidad.
- Impacto lineal: minutos de inactividad atribuibles al cambio/ajuste de la cuchilla; eventos de retensado o alineación posteriores al cambio.
Condiciones de prueba de bloqueo
- Tipo y características del pan (pan blando para sándwich, crujiente, enriquecido, etc.).
- Rango de temperatura del producto (especialmente si se va a cortar en caliente).
- Ajustes de la cortadora: punto de ajuste de tensión, estado de la guía, velocidad e intervalo de limpieza.
Si necesita una referencia fundamental sobre lo que más importa en la interfaz cuchilla/línea, BakingBusiness destaca el paso, el filo y la tensión como las propiedades principales que impulsan el rendimiento del corte en entornos de producción (Las tres propiedades principales de las cuchillas para cortar pan — Baking Business).
Puesta en marcha y recalificación
El suministro a largo plazo requiere controles posteriores al programa piloto.
- Plan de aceleración: define cómo pasas de cantidades piloto al volumen de producción completo (por ejemplo, 1 línea → 1 planta → múltiples ubicaciones).
- Muestra dorada + control de revisiones: bloquear una hoja de referencia (dimensiones + especificación del filo + especificación del acabado) y requerir notificación de cambios controlados.
- Desencadenantes de recalificación: nuevo tratamiento térmico del acero, nueva muela/proceso de rectificado, nuevo recubrimiento, nuevo embalaje o cualquier iteración del diseño.
- Verificación en curso: controles periódicos de entrada (dimensiones, dureza/control de bordes, según corresponda) y seguimiento de tendencias en los KPI de miga y espesor.
Ingeniería y rendimiento

Materiales y objetivos de dureza
El material y la dureza de la hoja deben elegirse teniendo en cuenta tres factores: el tipo de pan, el entorno sanitario y el tipo de fallo que no se puede tolerar.
- Resistencia a la corrosión frente a retención de bordesLos entornos en contacto con alimentos exigen superficies fáciles de limpiar y resistencia a la corrosión, pero también se necesita estabilidad en los bordes bajo un alto volumen de trabajo.
- Resistencia frente a fragilidad: una hoja muy dura puede mantener el filo durante más tiempo, pero puede ser menos tolerante si la alineación o la tensión son inconsistentes. En los aceros para herramientas, la dureza y la tenacidad suelen estar compensadas: las condiciones más duras tienden a astillarse/agrietarse más fácilmente bajo impacto, mientras que las condiciones más tenaces pueden desgastarse más rápido (descripción general: https://www.edconsteel.com.au/articles/steel-and-metal-articles/hardness-vs-toughness-tool-steel/).
Qué solicitar a un fabricante:
- Opciones de calidad de los materiales y por qué se recomiendan para su tipo de pan y rebanadora.
- Método de tratamiento térmico y rango de dureza controlado (y cómo lo verifican por lote). El tratamiento térmico es una palanca principal para adaptar la dureza, la ductilidad, la tenacidad y el comportamiento al desgaste (explicación general: https://www.metalsupermarkets.com/how-heat-treatment-of-metals-work/).
- Cualquier opción de acabado o recubrimiento superficial destinado a reducir la adherencia/resistencia (evalúelas en sus pruebas de migas y pan caliente).
Para obtener información de contexto sobre los materiales de las cuchillas de pan y los factores de selección, puede consultar la guía interna de MAXTOR METAL sobre cuchillas para cortar pan de uso industrial.
Geometría y acabado del borde
La geometría del borde es donde convergen la calidad de las rebanadas, el comportamiento de la miga y la vida útil de la cuchilla. Si su proveedor no puede describir la geometría en términos medibles, usted está comprando resultados a ciegas.
- Forma y paso del diente: afecta la agresividad con la que la cuchilla penetra en la miga y la corteza.
- Acabado de bordeEl control de las muelas y la calidad de la molienda influyen en la generación de migas y en la rapidez con que se degrada el filo.
- Conjuntos a juego: en el caso de marcos de varias hojas, la consistencia en todo un juego es tan importante como el promedio.
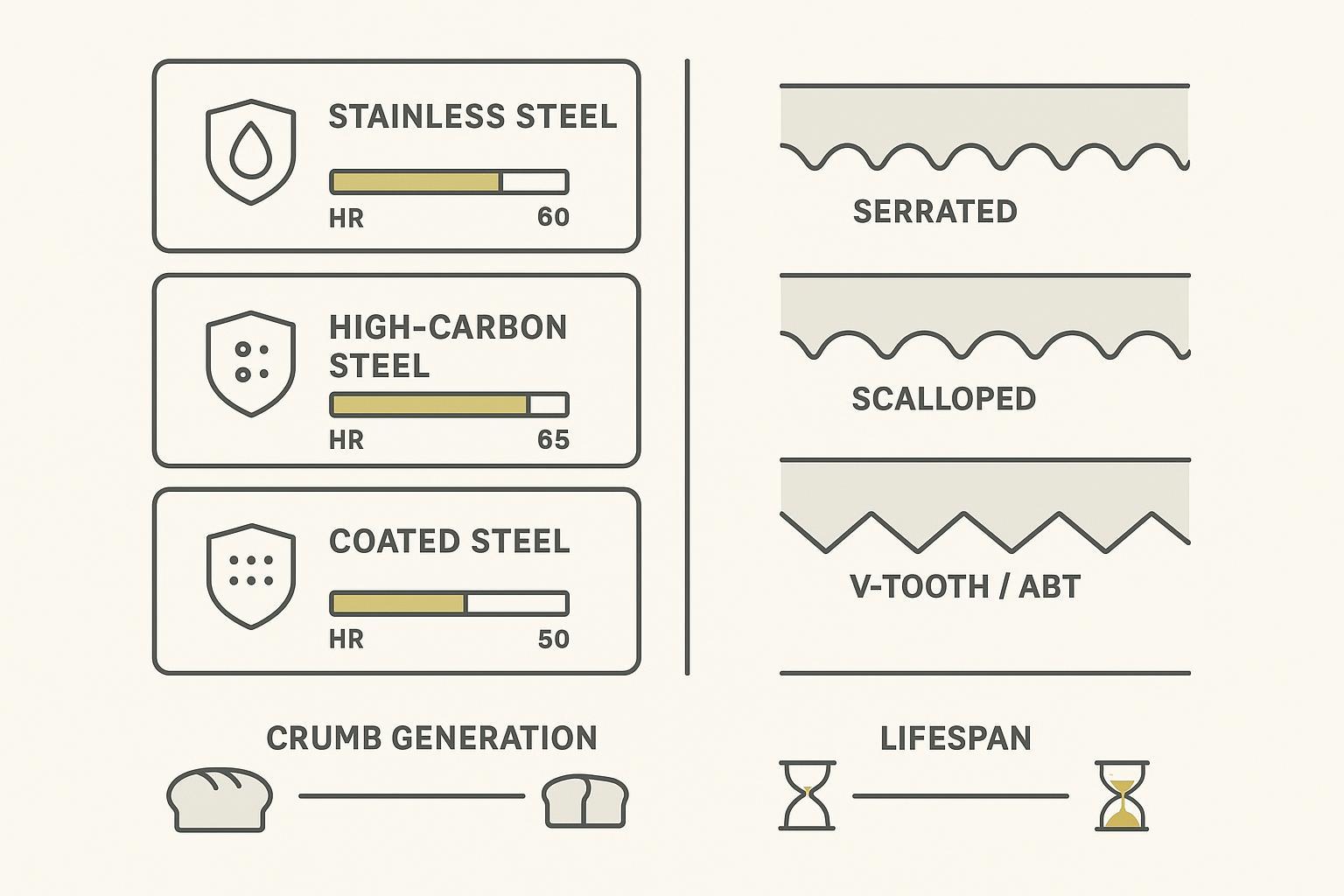
Una forma práctica de comparar perfiles es relacionarlos con sus modos de defecto:
- Si luchas desgarros y bordes irregularesLa geometría y la estabilidad a la tensión suelen ser las primeras variables a verificar.
- Si luchas carga de migas y carga de saneamientoEl acabado de los bordes (control de rebabas) y el comportamiento de fricción del perfil son importantes.
Para un análisis interno más detallado de las opciones de bordes (sin convertir esta publicación en un folleto de producto), consulte la comparación de MAXTOR METAL de filos de cuchillas para rebanadoras de pan: festoneados, en forma de V y ABT.
Control del pan caliente y de las migas
El corte en caliente es donde muchas cuchillas "perfectas en el laboratorio" fallan en la práctica. A medida que aumenta la temperatura del producto, la miga se ablanda, la pegajosidad aumenta y las pequeñas diferencias geométricas se manifiestan como compresión, fricción y desgarro.
Qué validar en un proyecto piloto de pan caliente:
- Adherencia/deslizamiento y arrastre¿La cuchilla empieza a tirar del pan o lo corta limpiamente a gran velocidad?
- Patrón de acumulación de migas¿Dónde se acumulan los residuos (guías, superficie de la cuchilla, puntos de tensión) y provoca esto una variación en el espesor?
- Sensibilidad del intervalo de limpieza¿Disminuye drásticamente la calidad de las rebanadas si la desinfección se retrasa un ciclo?
Consejo profesionalConsidera el corte del pan caliente como una condición de calificación independiente. Si tu producción a veces se corta caliente, no aceptes un proveedor que solo realice pruebas con panes completamente fríos.
Cumplimiento y control de calidad
Bases de contacto con alimentos e higiene
Para las panaderías y los fabricantes de equipos originales (OEM), el "contacto con alimentos" no es un eslogan, sino una disciplina que implica documentación y facilidad de limpieza.
Para los mercados de la UE, la documentación de su proveedor debe ajustarse a los requisitos del marco de contacto con alimentos de la UE y a las expectativas de buenas prácticas de fabricación; como mínimo, los principios generales de seguridad en Reglamento (CE) n.º 1935/2004 y controles GMP en Reglamento (CE) n.º 2023/2006 (véase la descripción general de la Comisión Europea sobre materiales en contacto con alimentos: https://food.ec.europa.eu/food-safety/chemical-safety/food-contact-materials_en).
En el caso específico de metales y aleaciones, también es común hacer referencia a la Guía del EDQM (Consejo de Europa) sobre metales y aleaciones utilizados como materiales en contacto con alimentos., que proporciona orientación sobre límites de liberación y enfoques de prueba utilizados en toda Europa (página de actividades de EDQM: https://www.edqm.eu/en/metals-and-alloys-used-in-food-contact-materials-and-articles).
Como mínimo, usted querrá que el fabricante indique claramente:
- ¿Qué materiales de cuchillas están diseñados para entornos de contacto con alimentos y cómo controlan el estado de la superficie (acabado, rebabas, riesgo de corrosión) en las cuchillas de rebanadoras aptas para uso alimentario?
- ¿Qué productos químicos de limpieza/desinfección se presuponen en sus recomendaciones de materiales?
- Cómo se empaquetan las cuchillas para evitar la corrosión y la contaminación durante el transporte y el almacenamiento.
Trazabilidad e ISO 9001
La trazabilidad es la vía más rápida para analizar la causa raíz cuando cambia la calidad de las porciones.
Qué solicitar:
- Trazabilidad a nivel de lote: lote/cola de material, lote de tratamiento térmico, registros de inspección en proceso, resultados de la inspección final e identificación del embalaje.
- Documentación ISO 9001: validez del certificado, alcance y registros reales de inspección y control de no conformidades del proveedor vinculados a su producto. Para los compradores, una verificación práctica es si el proveedor puede mostrar información "documentada" controlada y evidencia de auditoría consistente con las expectativas de la norma ISO 9001:2015 (descripción general de la ISO: https://asq.org/quality-resources/iso-9001).
- Paquete de certificados de análisis/materiales: composición cuando corresponda, método/rango de verificación de dureza e informe de inspección dimensional.
Nota sobre capacidad neutral (MAXTOR METAL): MAXTOR METAL puede proporcionar paquetes de documentación de control de calidad estándar para cuchillas industriales, que normalmente incluyen un Certificado de Análisis (CoA) vinculado al lote y una Declaración de Conformidad (DoC) bajo solicitud, junto con registros de inspección alineados con un enfoque de gestión de calidad ISO 9001, para que los compradores puedan cumplir con los requisitos de aprobación de proveedores y auditoría interna.
Procedimientos operativos estándar (POE) de saneamiento y registros de auditoría
Para garantizar el suministro a largo plazo, no se limite a solicitar documentos; verifique que los controles de higiene del proveedor se ajusten a su realidad.
- Solicite un procedimiento operativo estándar (POE) de saneamiento que abarque la manipulación, el embalaje y el control de la contaminación.
- Solicite ejemplos de registros de auditoría o registros de inspección (con los detalles confidenciales censurados) que demuestren una ejecución repetible.
- Defina cómo se gestionan las no conformidades: contención, causa raíz, acción correctiva y criterios de relanzamiento.
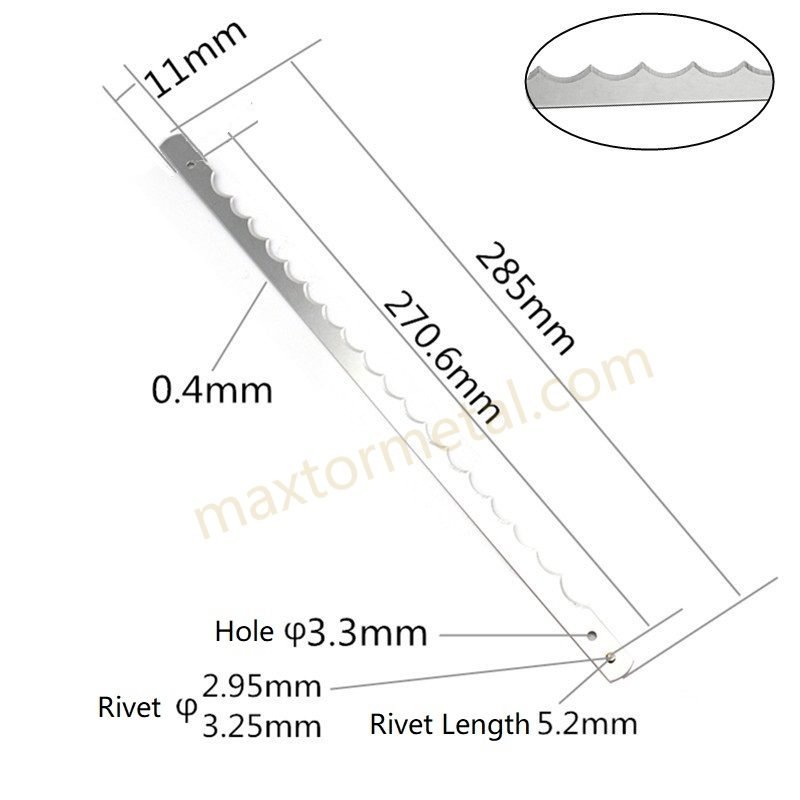
Compatibilidad y personalización

Ajuste y guías OEM
La mayoría de los "problemas con las cuchillas" se manifiestan como problemas de ajuste y guiado durante la producción.
Antes de ampliar la colaboración con un nuevo proveedor, verifique lo siguiente:
- Las dimensiones de la cuchilla y la interfaz de montaje coinciden con el diseño de su rebanadora.
- Las guías y las piezas de desgaste cumplen con las especificaciones; las guías desgastadas pueden convertir una buena cuchilla en una máquina que genera migajas.
- El proveedor puede facilitarle una lista de verificación para confirmar la compatibilidad, vinculada al modelo de su máquina y a la revisión del plano.
Si necesita un punto de referencia sobre qué información suele solicitar un proveedor para evitar sorpresas con el ajuste, MAXTOR METAL cuchillas para rebanar pan Esta página resume las configuraciones comunes y el alcance de la fabricación.
Diseños e iteraciones no estándar
Los fabricantes de equipos originales y las panaderías con una alta variedad de productos a menudo necesitan iterar: cambios en la forma de los dientes, cambios en el acabado, cambios de material o pequeños ajustes dimensionales.
Para que las iteraciones sean seguras y rápidas:
- Exigir control de revisiones en los planos/especificaciones.
- Defina qué cambios requieren una nueva cualificación (material, tratamiento térmico, recubrimiento, geometría del borde).
- Realizar pruebas piloto cortas de tipo “A/B” con las mismas especificaciones de pan y el mismo ciclo de saneamiento.
Cambio, tensión, alineación
El cambio de configuración es donde las decisiones de suministro se convierten en decisiones sobre la Eficiencia General de los Equipos (OEE).
Qué evaluar en la solución de un proveedor:
- ¿El juego de cuchillas viene como un conjunto a juego ¿Eso reduce el tiempo dedicado a buscar el equilibrio de la tensión?
- ¿Las instrucciones de instalación y tensado son explícitas, verificables y seguras?
- ¿La cuchilla mantiene la alineación durante todo el recorrido o se observan repetidos episodios de reajuste de tensión?
Si desea repasar rápidamente cómo la tensión y las propiedades de los bordes influyen en el resultado final de las rebanadas, consulte la descripción general sobre inclinación, bordes y tensión de BakingBusiness que se mencionó anteriormente.
Modelo de suministro y aspectos comerciales

Plazos de entrega, cantidad mínima de pedido (MOQ), opciones de gestión de inventario por el proveedor (VMI)
Un proveedor de cuchillas a largo plazo es también un socio en la cadena de suministro. En líneas de producción de alto volumen, incluso el mejor resultado de ingeniería fracasa si se produce una falta de existencias.
Opciones a evaluar:
- bandas de tiempo de entrega (estándar frente a exprés) con historial de rendimiento documentado.
- Política de MOQ Eso no te obliga a tener un exceso de inventario.
- VMI / stock de seguridad para plantas con demanda estacional o cambios frecuentes.
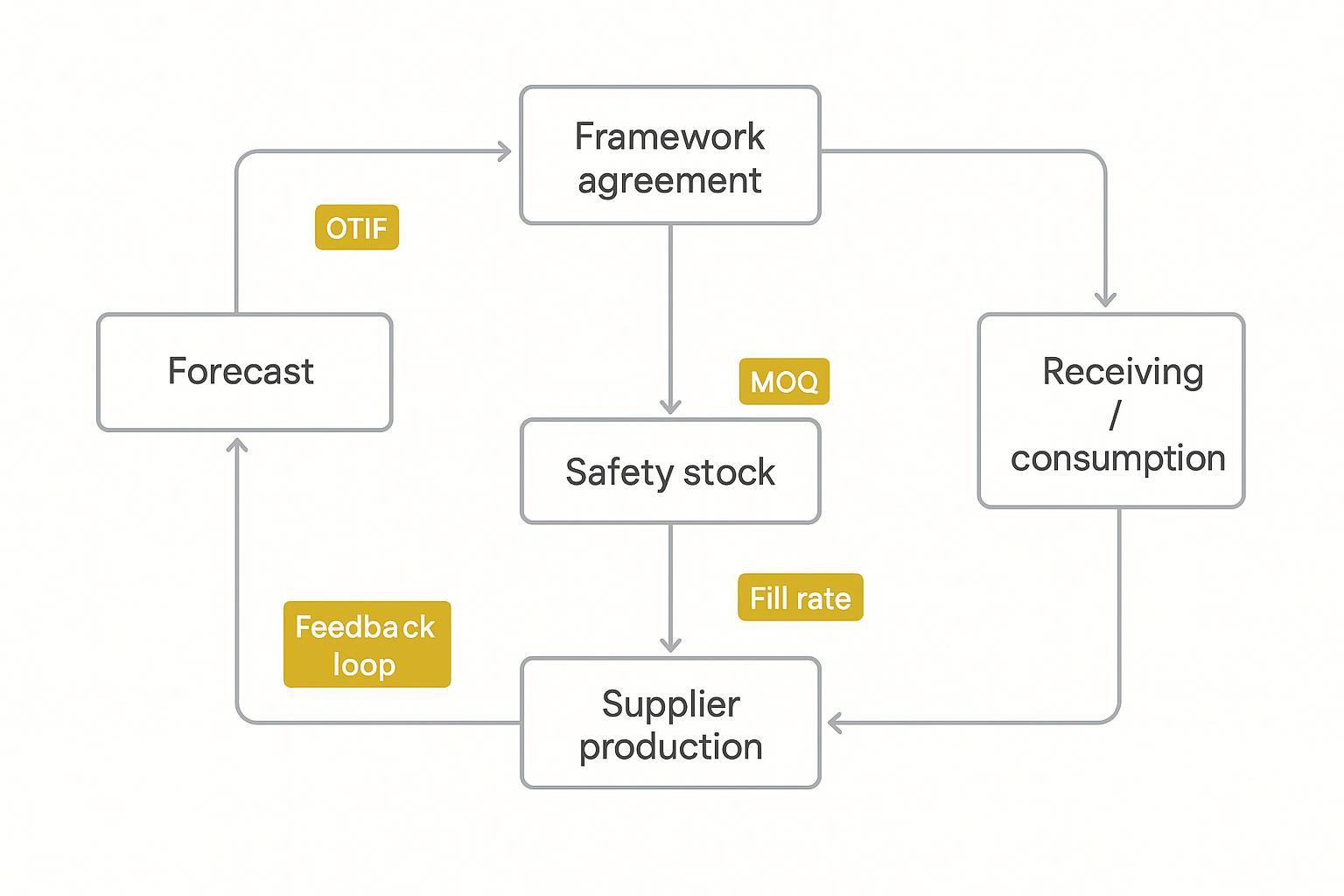
Un modelo VMI práctico para cuchillas suele incluir:
- Previsión continua (su señal de demanda)
- existencias de seguridad acordadas en el proveedor o centro de distribución local
- Seguimiento de entregas a tiempo y un plan de escalamiento en caso de fallos de rendimiento.
Términos, acuerdos de nivel de servicio (SLA) e indicadores clave de rendimiento (KPI)
Si desea estabilidad a largo plazo, incluya definiciones operativas en el acuerdo comercial.
Ejemplos:
- OTIF: definir con precisión “a tiempo” y “en su totalidad”.
- Tasa de escape de calidad: qué se considera un defecto en su proceso y cómo se mide.
- Momento de la acción correctiva: tiempo de respuesta, cronograma de contención y política de reemplazo.
- Notificación de cambio: notificación obligatoria para cambios de materiales/procesos y el requisito de recalificación.
Garantía y servicio posventa
Las cuchillas son consumibles, pero la relación con el proveedor no debería ser desechable.
Compruebe si el fabricante proporciona:
- Un alcance de garantía claro, vinculado a criterios medibles (no promesas vagas).
- Servicio de asistencia posventa para la resolución de problemas: orientación sobre la tensión, comprobaciones de ajuste y asistencia para iteraciones.
- Un ciclo de retroalimentación documentado: cómo los datos piloto se convierten en la siguiente iteración de diseño.
Para un enfoque práctico y orientado a las operaciones que permita mantener un rendimiento estable después de la instalación, MAXTOR METAL ofrece... Guía de mantenimiento de la cuchilla de la rebanadora de pan Es una referencia interna útil que puedes alinear con tus propios procedimientos operativos estándar (POE).
Conclusión
Conclusiones clave: verifique los KPI, los documentos de cumplimiento y los términos de suministro antes de comprometerse.
Próximos pasos: emitir RFI/RFQ, realizar una prueba piloto con sus SKU, finalizar el marco y VMI.
Si desea pasar de las "cotizaciones de proveedores" a una decisión de suministro controlada a largo plazo, elabore su RFI/RFQ en torno al marco de calificación anterior, adjunte sus planos/especificaciones y exija un plan piloto con KPI de aceptación (desgaste, variación de espesor, tasa de defectos, vida útil de la pala y tiempo de cambio).
Aviso legal: Este artículo es una guía operativa para compradores. Las referencias a MAXTOR METAL se proporcionan como ejemplos opcionales y para ampliar la información; debe verificar la compatibilidad, el rendimiento y el cumplimiento con las condiciones específicas de su línea de producción y los requisitos regionales.
Última actualización: 2026-05-03
Cuando estés listo para ejecutar un piloto, MAXTOR METAL Puede respaldar la revisión de ingeniería a partir de planos/muestras y alinear el paquete de documentos de control de calidad (por ejemplo, CoA/DoC y requisitos de trazabilidad de lotes) para que su decisión de ampliación se base en datos verificados, no en suposiciones.
Preguntas frecuentes
What information should I send a manufacturer for a correct quote?
Send a drawing whenever possible, plus a fitment checklist: slicer model, blade count, length/width/thickness, hole pattern, guide style, and how your frame tensions the blades. Also include bread type, line speed, cleaning chemistry, and whether you ever slice warm—those inputs drive material, hardness, and edge geometry decisions.
Which KPIs matter most in a blade pilot?
Use measurable, floor-friendly KPIs: slice thickness variance, crumb generation, defect rate (tearing, ragged edges, compression), blade life to a defined end-of-life threshold, and changeover time. The key is consistency: lock your test conditions so results are comparable across lots and suppliers.
How do I avoid being fooled by a “good sample” that can’t be repeated?
Treat the pilot as a process qualification, not a one-off test. Ask for lot-based traceability, confirm controlled dimensions and edge specs, and require revision control on the “golden sample.” Then define requalification triggers (new steel heat, new grinding wheel/process, coating changes, or packaging changes) before you scale.
What should EU buyers ask for on food-contact compliance?
At a minimum, ask the supplier to state the intended food-contact material(s), the assumed sanitation chemicals, and the packaging method that prevents corrosion/contamination. For EU markets, make sure they can support the general safety expectations under the EU framework for food contact materials and GMP controls—summarized by the European Commission in Food contact materials—and be able to discuss how they evaluate metals and alloys against recognized European guidance such as EDQM metals and alloys used in food contact materials and articles.
What does ISO 9001 tell me about a supplier’s quality discipline?
ISO 9001 doesn’t guarantee “no defects,” but it does indicate the supplier should have structured controls for documented information, internal audits, and nonconformance handling. When you review a supplier, verify that their certificate scope actually covers your product/process and that they can show product-linked inspection and corrective-action records consistent with ISO 9001:2015 concepts outlined by ASQ’s ISO 9001 overview.
How do materials and heat treatment affect crumb, tearing, and blade life?
In practice, you’re balancing corrosion resistance, wear resistance, and fracture resistance. Harder conditions often improve wear but can chip more easily under shock or misalignment, while tougher conditions may tolerate variability but wear faster—an overview is described in Edcon Steel’s hardness vs toughness discussion. Heat treatment is one of the main levers that shifts this balance by changing microstructure and mechanical properties; see Metal Supermarkets’ heat treatment overview.
Should we qualify warm slicing separately?
Yes. Warm product increases stickiness and deformation, so small geometry and finish differences show up quickly as drag, compression, and tearing. If warm slicing occurs in your operation—even occasionally—treat it as a separate qualification condition with its own acceptance thresholds and cleaning-interval sensitivity checks.
Autor
Jesse Xu — Ingeniero sénior de calidad, control de calidad (QA). 15 años de experiencia en análisis de calidad y fallos de palas industriales.
- Enfoque del análisis de fallas: Capaz de distinguir si problemas como el astillamiento de los bordes y la escasa resistencia al desgaste se deben principalmente a problemas en el proceso de tratamiento térmico o a la segregación del material.
- Certificaciones: ASQ – CQE; Auditor Líder ISO 9001; ASNT Nivel II.