
Escolher um fabricante de lâminas para fatiadoras de pão é uma decisão operacional de longo prazo, e não apenas uma compra de peças de reposição. Se você qualificar o fornecedor corretamente — considerando sua capacidade de engenharia, disciplina de controle de qualidade/conformidade e confiabilidade no fornecimento — você obterá fatias mais limpas, menos migalhas e defeitos, maior tempo de operação entre as trocas de lâminas e um custo total de propriedade (TCO) menor.
Este guia foi escrito para lâminas industriais de corte de pão usadas em linhas de produção de padarias de alto rendimento e programas de fabricação OEM, onde a repetibilidade entre lotes é mais importante do que uma única amostra boa.
O que você irá avaliar: engenharia, garantia da qualidade/conformidade, confiabilidade do fornecimento
Resultados: melhor qualidade de corte, menor custo total de propriedade (TCO), menos trocas de lâminas e defeitos.
Como usar este guia: solicite dados, execute projetos-piloto, verifique documentos e, em seguida, expanda.
Estrutura de seleção para um fabricante de lâminas de fatiador de pão

Qualificando um fabricante
Comece com um processo de qualificação difícil de manipular. Para um fornecimento a longo prazo, você busca repetibilidade entre lotes, não uma única "boa amostra".
Capacidade de engenharia (eles conseguem construir o que sua linha precisa?)
- Eles conseguem trabalhar a partir de desenhos, amostras ou fotos e transformar isso em dimensões controladas e geometria de borda?
- Eles podem explicar como escolhem o aço, o tratamento térmico, os níveis de dureza desejados e o acabamento das bordas para diferentes tipos de pão e velocidades de linha?
- Eles podem fornecer uma lista de verificação de compatibilidade (modelo da máquina, número de lâminas, comprimento/largura/espessura, padrão de furos, guias, método de tensionamento) e confirmar as tolerâncias antes de enviar o orçamento?
Capacidade de garantia da qualidade/conformidade (você consegue passar por auditorias com a documentação deles?)
- Eles conseguem fornecer rastreabilidade por lote (matéria-prima → tratamento térmico → moagem → inspeção final → embalagem)?
- Eles podem fornecer a documentação de contato com alimentos e de higiene adequada para sua região e para os requisitos do cliente?
- Eles possuem etapas de inspeção controladas (matéria-prima recebida, verificações durante o processo, inspeção final) e registros que você pode auditar?
Confiabilidade de fornecimento (eles conseguem manter o fornecimento funcionando por 12 a 36 meses?)
- Eles podem se comprometer com os prazos de entrega e as metas de desempenho de entrega no prazo e na íntegra (OTIF)?
- Eles conseguem manter um estoque de segurança/VMI caso as trocas de produto sejam frequentes ou a demanda seja sazonal?
- Existe um processo de escalonamento definido para quando um defeito aparece em uma linha de produção?
Conclusão principalUm fornecedor de lâminas "qualificado" é aquele de quem você pode fazer novos pedidos sem precisar reaprender as lições difíceis, porque os processos de engenharia, os registros de controle de qualidade e o modelo de fornecimento são todos controlados.
KPIs e planejamento de testes
A comparação entre fornecedores falha quando os KPIs são vagos ("corta bem") ou a configuração do piloto muda de uma execução para outra. Defina seus KPIs e as condições de teste antes de cortar o primeiro pão.
Defina KPIs que você possa medir na prática.
- variação da espessura da fatiaMedir a distribuição da espessura da fatia (alvo, faixa de tolerância e deriva ao longo do tempo).
- Geração de migalhasPese as migalhas por X pães ou meça o volume de migalhas capturado pelo seu sistema de coleta durante um período definido.
- Taxa de defeitos: rasgos, fatias comprimidas, bordas irregulares, "cabelo de anjo", falhas nas extremidades das fatias.
- Vida da lâmina: pães ou horas até um limite definido de fim de vida útil (por exemplo, taxa de miolo acima do limite, variação de espessura acima do limite ou defeitos visuais acima do limite).
- Tempo de transição: minutos desde o fechamento até a verificação do primeiro pão bom.
- impacto de linha: minutos de inatividade atribuíveis à troca/ajuste das lâminas; eventos de retensionamento ou alinhamento pós-troca.
Condições de teste de fechadura
- Tipo e especificação do pão (pão macio para sanduíche, pão crocante, pão enriquecido, etc.).
- Faixa de temperatura do produto (especialmente se o fatiamento a quente estiver nos planos).
- Configurações da fatiadora: ponto de ajuste de tensão, condição da guia, velocidade e intervalo de limpeza.
Se você precisa de uma referência básica sobre o que mais importa na interface lâmina/linha, a BakingBusiness destaca o passo, a aresta e a tensão como as propriedades essenciais que determinam o desempenho de fatiamento em ambientes de produção (As três propriedades essenciais das lâminas de corte de pão — Baking Business).
Aumento gradual e requalificação
O fornecimento a longo prazo exige controles após o projeto piloto.
- Plano de aceleraçãoDefina como você passará de quantidades piloto para o volume total de produção (ex.: 1 linha → 1 fábrica → várias unidades).
- Amostra dourada + controle de revisãoBloquear uma lâmina de referência (dimensões + especificação da aresta + especificação do acabamento) e exigir notificação de alteração controlada.
- Gatilhos de requalificação: novo aquecimento do aço, novo rebolo/processo de retificação, novo revestimento, nova embalagem ou qualquer iteração de design.
- Verificação em andamento: verificações periódicas de entrada (dimensões, verificação de dureza/bordas, conforme aplicável) e monitoramento de tendências nos KPIs de quebra e espessura.
Engenharia e desempenho

Materiais e metas de dureza
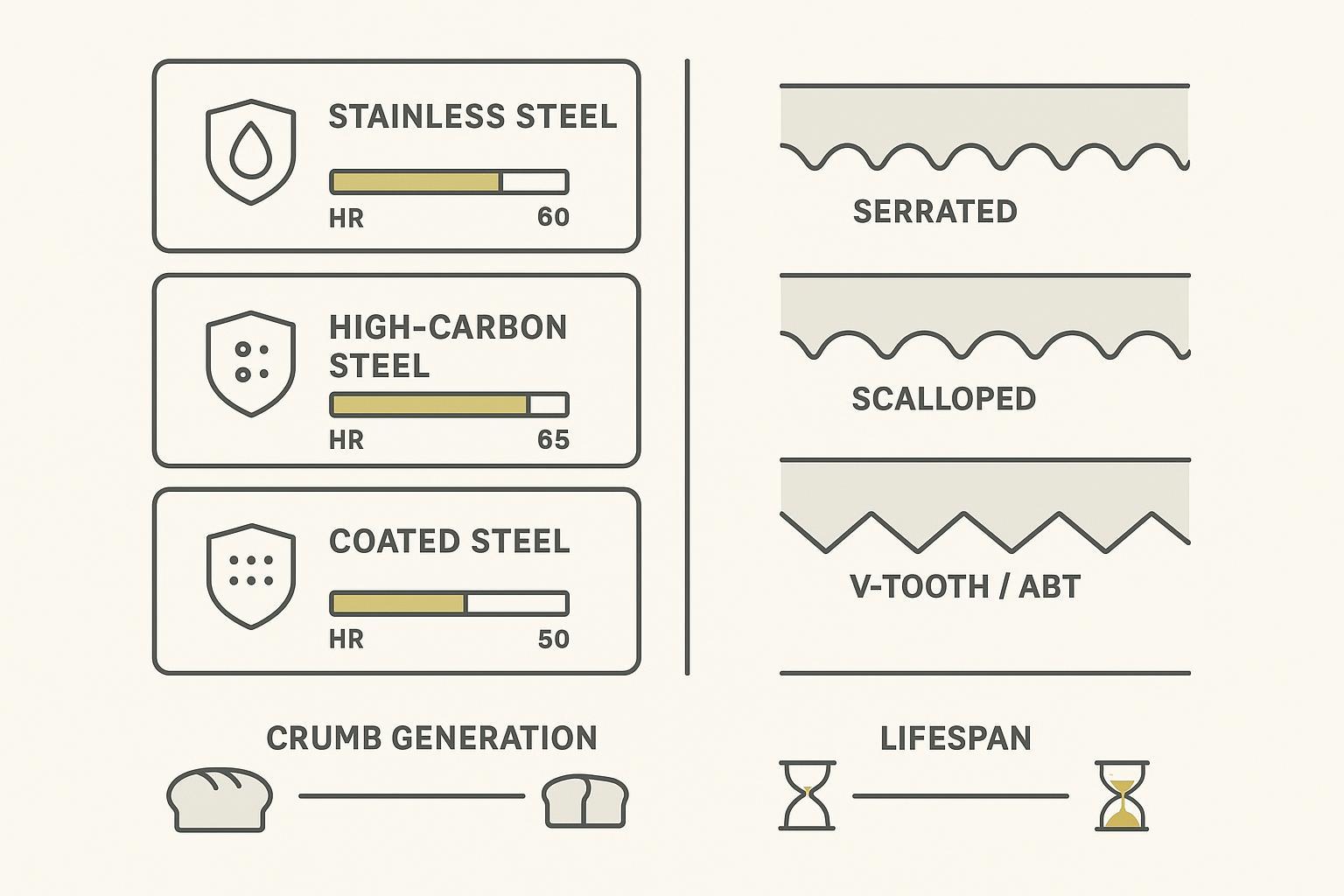
O material da lâmina e os níveis de dureza devem ser escolhidos com base em três fatores principais: tipo de pão, ambiente sanitário e o tipo de falha que você não pode tolerar.
- Resistência à corrosão versus retenção de bordaAmbientes de contato com alimentos exigem superfícies fáceis de limpar e resistência à corrosão, mas ainda é necessária estabilidade nas bordas sob alta produtividade.
- Resistência versus fragilidadeUma lâmina muito dura pode manter o fio por mais tempo, mas pode ser menos tolerante se o alinhamento ou a tensão forem inconsistentes. Em aços para ferramentas, dureza e tenacidade geralmente se invertem — condições mais duras tendem a lascar/trincar mais facilmente sob impacto, enquanto condições mais tenazes podem se desgastar mais rapidamente (visão geral: https://www.edconsteel.com.au/articles/steel-and-metal-articles/hardness-vs-toughness-tool-steel/).
O que solicitar a um fabricante:
- Opções de qualidade de materiais e por que os recomendamos para o seu tipo de pão e fatiador.
- Método de tratamento térmico e faixa de dureza controlada (e como isso é verificado em cada lote). O tratamento térmico é um fator primordial para ajustar a dureza, a ductilidade, a tenacidade e o comportamento ao desgaste (explicação geral: https://www.metalsupermarkets.com/how-heat-treatment-of-metals-work/).
- Quaisquer opções de acabamento ou revestimento de superfície destinadas a reduzir a aderência/arrasto (avalie-as em seus testes de miolo e pão quente).
Para obter informações adicionais sobre materiais e fatores de seleção para lâminas de pão, consulte o guia interno da MAXTOR METAL. Lâminas de corte de pão para uso industrial.
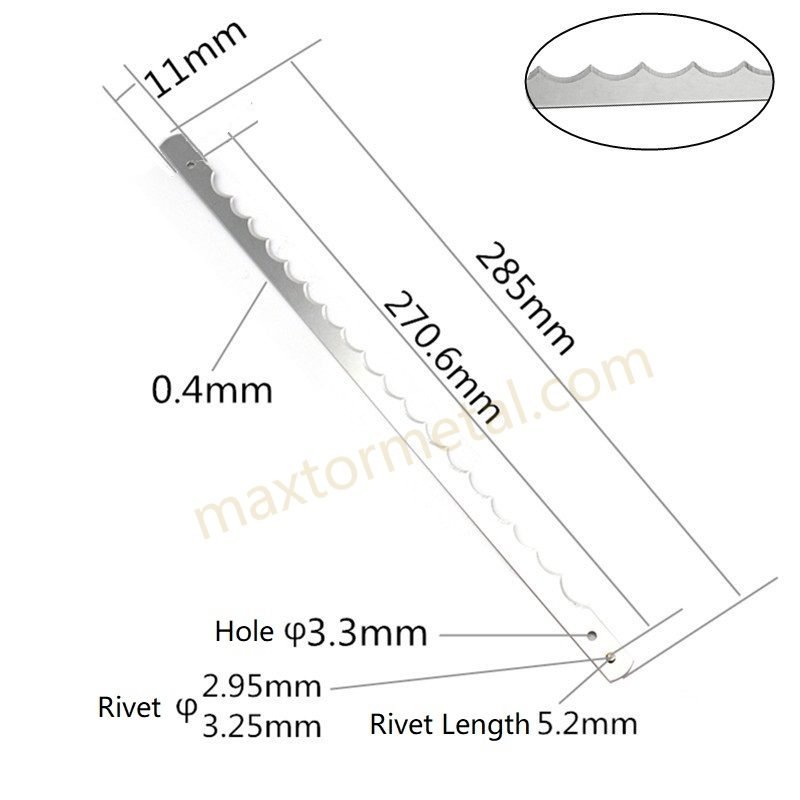
Geometria e acabamento das bordas
A geometria da lâmina é o ponto de encontro entre a qualidade do corte, o comportamento do miolo e a vida útil da lâmina. Se o seu fornecedor não consegue descrever a geometria em termos mensuráveis, você está comprando às cegas.
- Forma e inclinação do dente: afeta a agressividade com que a lâmina penetra no miolo e na crosta.
- Acabamento de bordaO controle da rebarba e a qualidade da afiação influenciam a geração de resíduos e a rapidez com que a lâmina se desgasta.
- Conjuntos combinadosPara pás com múltiplas lâminas, a consistência em todo o conjunto é tão importante quanto a média.
Uma forma prática de comparar perfis é mapeá-los aos seus modos de defeito:
- Se você lutar rasgos e bordas irregularesA geometria e a estabilidade à tensão são geralmente as primeiras variáveis a serem verificadas.
- Se você lutar carga de migalhas e ônus de saneamentoO acabamento das bordas (controle de rebarbas) e o comportamento de atrito do perfil são importantes.
Para uma análise interna mais detalhada das opções de borda (sem transformar este post em um catálogo de produtos), veja a comparação da MAXTOR METAL. Lâminas de cortador de pão com formato de vieira, dente em V e ABT.
Pão quente e controle de migalhas
O corte a quente é onde muitas lâminas "perfeitas em laboratório" falham na prática. À medida que a temperatura do produto aumenta, o miolo amolece, a aderência aumenta e pequenas diferenças geométricas se manifestam como compressão, arrasto e rasgos.
O que validar em um projeto piloto de pão quente:
- Aderência/deslizamento e arrastoA lâmina começa a puxar o pão ou corta de forma limpa e em alta velocidade?
- padrão de acúmulo de migalhasOnde se acumulam os detritos (guias, face da lâmina, pontos de tensão) e isso causa variação na espessura?
- Sensibilidade do intervalo de limpezaA qualidade das fatias cai drasticamente se a higienização for atrasada em um ciclo?
Dica profissionalConsidere o fatiamento de pão ainda morno como uma condição de qualificação em si. Se a sua produção por vezes fatia pão ainda morno, não aceite um fornecedor que só teste em pães completamente frios.
Conformidade e Garantia de Qualidade
Base de contato com alimentos e higiene
Para padarias e fabricantes de equipamentos originais (OEMs), "contato com alimentos" não é um slogan — é uma disciplina de documentação e higienização.
Para os mercados da UE, a documentação do seu fornecedor deve estar em conformidade com os requisitos do quadro regulamentar da UE para o contacto com alimentos e com as boas práticas de fabrico — no mínimo, os princípios gerais de segurança. Regulamento (CE) n.º 1935/2004 e controles GMP em Regulamento (CE) n.º 2023/2006 (ver a visão geral da Comissão Europeia sobre materiais em contato com alimentos: https://food.ec.europa.eu/food-safety/chemical-safety/food-contact-materials_en).
Especificamente para metais e ligas, também é comum fazer referência a... Diretrizes da EDQM (Conselho da Europa) sobre metais e ligas utilizados como materiais em contato com alimentos., que fornece orientações sobre limites de liberação e abordagens de teste utilizadas em toda a Europa (página de atividades do EDQM: https://www.edqm.eu/en/metals-and-alloys-used-in-food-contact-materials-and-articles).
No mínimo, você quer que o fabricante declare claramente:
- Quais materiais de lâminas são adequados para ambientes de contato com alimentos e como eles controlam a condição da superfície (acabamento, rebarbas, risco de corrosão) para lâminas de fatiadores de qualidade alimentar?
- Quais produtos químicos de limpeza/desinfecção são considerados nas recomendações de materiais?
- Como as lâminas são embaladas para evitar corrosão e contaminação durante o transporte e armazenamento.
Rastreabilidade e ISO 9001
A rastreabilidade é o caminho mais rápido para a análise da causa raiz quando a qualidade da fatia muda.
O que solicitar:
- Rastreabilidade ao nível do lote: lote/forno do material, lote de tratamento térmico, registros de inspeção em processo, resultados da inspeção final e identificação da embalagem.
- Documentação ISO 9001: validade do certificado, escopo e registros reais de inspeção e controle de não conformidades do fornecedor relacionados ao seu produto. Para os compradores, uma verificação prática é se o fornecedor pode apresentar “informações documentadas” controladas e evidências de auditoria consistentes com as expectativas da ISO 9001:2015 (visão geral da ISO: https://asq.org/quality-resources/iso-9001).
- Pacote de certificado de análise/certificado de materialComposição (quando aplicável), método/faixa de verificação de dureza e relatório de inspeção dimensional.
Nota sobre capacidade neutra (MAXTOR METAL): A MAXTOR METAL pode fornecer pacotes de documentação de garantia de qualidade padrão para lâminas industriais — normalmente incluindo um Certificado de Análise (CoA) vinculado ao lote e uma Declaração de Conformidade (DoC) mediante solicitação, juntamente com registros de inspeção alinhados a uma abordagem de gestão da qualidade ISO 9001 — para que os compradores possam atender aos requisitos de aprovação do fornecedor e auditoria interna.
Procedimentos Operacionais Padrão (POP) de saneamento e registros de auditoria
Para garantir o fornecimento a longo prazo, não se limite a solicitar documentos — verifique se os controles de higiene do fornecedor correspondem à sua realidade.
- Solicite um Procedimento Operacional Padrão (POP) de sanitização que abranja manuseio, embalagem e controle de contaminação.
- Solicite exemplos de registros de auditoria ou relatórios de inspeção (com detalhes sensíveis ocultados) que demonstrem a execução repetível.
- Defina como as não conformidades são tratadas: contenção, causa raiz, ação corretiva e critérios de relançamento.
Compatibilidade e personalização

Ajuste e guias OEM
A maioria dos "problemas com lâminas" se manifesta como problemas de encaixe e guia na produção.
Antes de expandir a parceria com um novo fornecedor, verifique:
- Blade dimensions and mounting interface match your slicer design.
- Guides and wear parts are within spec; worn guides can turn a good blade into a crumb generator.
- The supplier can provide a fitment confirmation checklist tied to your machine model and drawing revision.
If you need a reference point for what information a supplier typically requests to avoid fitment surprises, MAXTOR METAL’s bread slicer blades page summarizes common configurations and manufacturing scope.
Non-standard designs and iterations
OEMs and high-mix bakeries often need iteration: tooth form changes, finish changes, material changes, or small dimensional adjustments.
To make iterations safe and fast:
- Require revision control on drawings/specs.
- Define what changes require requalification (material, heat treat, coating, edge geometry).
- Run short “A/B” pilots with the same bread spec and the same sanitation cycle.
Changeover, tension, alignment
Changeover is where supply decisions become OEE decisions.
What to evaluate in a supplier’s solution:
- Does the blade set arrive as a matched set that reduces time spent chasing tension balance?
- Are installation and tensioning instructions explicit, verifiable, and safe?
- Does the blade hold alignment across a run, or do you see repeated re-tension events?
If you want a quick refresher on how tension and edge properties drive slice outcomes, refer back to BakingBusiness’ pitch/edge/tension overview cited earlier.
Modelo de fornecimento e aspectos comerciais

Lead times, MOQ, VMI options
A long-term blade supplier is also a supply-chain partner. For high-volume lines, the best engineering outcome still fails if you stock out.
Options to evaluate:
- Lead time bands (standard vs expedited) with documented historical performance.
- MOQ policy that doesn’t force you into excess inventory.
- VMI / safety stock for plants with seasonal demand or frequent changeovers.
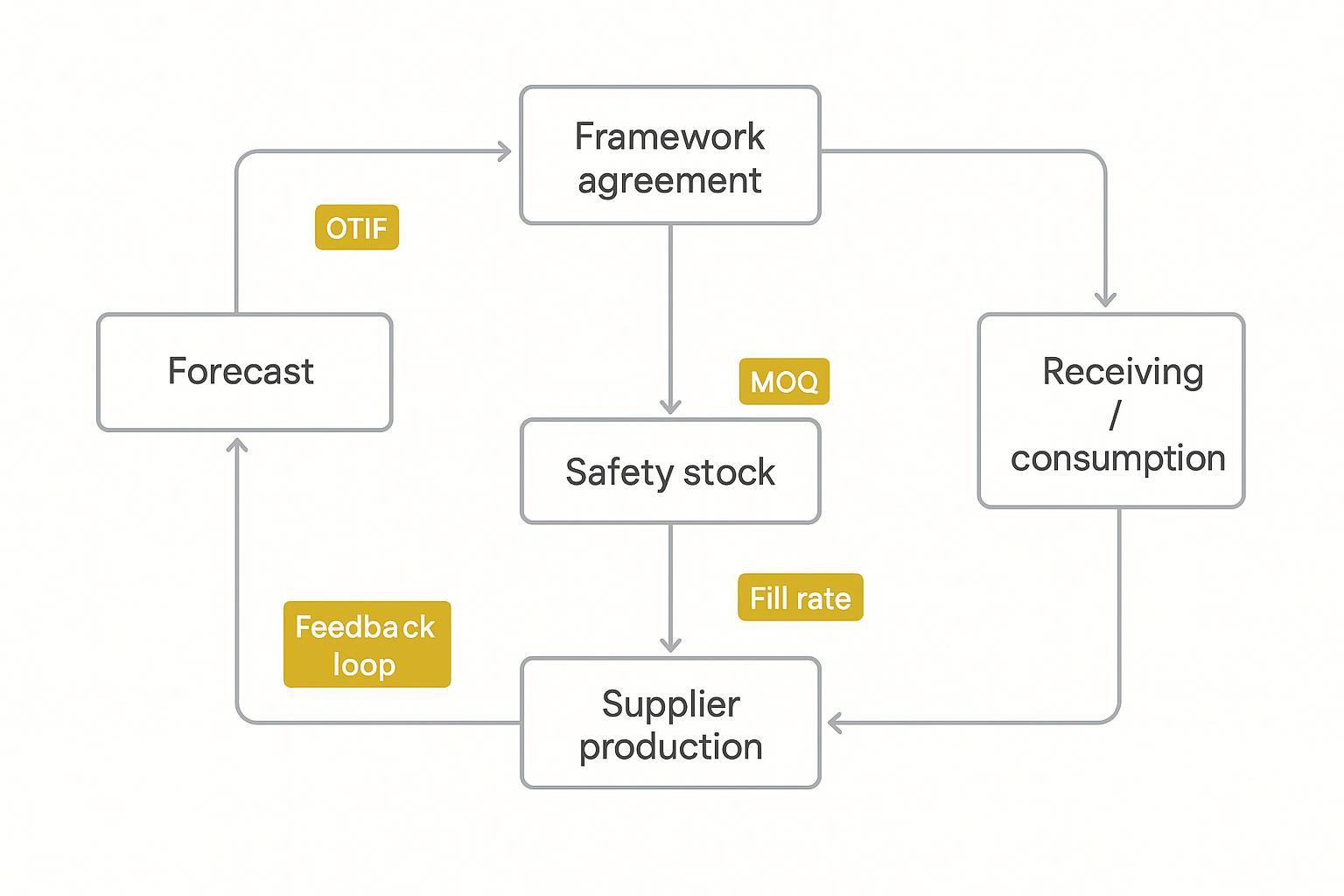
A practical VMI model for blades usually includes:
- rolling forecast (your demand signal)
- agreed safety stock at the supplier or local hub
- OTIF tracking and an escalation path when performance slips
Terms, SLAs, and KPIs
If you want long-term stability, put operational definitions into the commercial agreement.
Exemplos:
- OTIF: define “on time” and “in full” precisely.
- Quality escape rate: what counts as a defect in your process, and how it’s measured.
- Corrective action timing: response time, containment timeline, and replacement policy.
- Change notification: mandatory notice for material/process changes and the requalification requirement.
Warranty and after-sales
Blades are consumables, but the supplier relationship shouldn’t be disposable.
Check whether the manufacturer provides:
- Clear warranty scope tied to measurable criteria (not vague promises).
- After-sales support for troubleshooting: tension guidance, fitment checks, and iteration support.
- A documented feedback loop: how pilot data becomes the next design iteration.
For a practical operations-oriented approach to keeping performance stable after installation, MAXTOR METAL’s bread slicer blade maintenance guide is a useful internal reference you can align with your own SOPs.
Conclusão
Key takeaways: verify KPIs, compliance docs, and supply terms before commitment
Next steps: issue RFI/RFQ, run pilot on your SKUs, finalize framework and VMI
If you want to move from “supplier quotes” to a controlled long-term supply decision, build your RFI/RFQ around the qualification framework above, attach your drawings/specs, and require a pilot plan with acceptance KPIs (crumb, thickness variance, defect rate, blade life, and changeover time).
Aviso: This article is an operational buyer’s guide. Any references to MAXTOR METAL are provided as optional examples and further reading; you should validate fit, performance, and compliance against your specific line conditions and regional requirements.
Última atualização: 2026-05-03
When you’re ready to run a pilot, MAXTOR METAL can support engineering review from drawings/samples and align the QA document pack (e.g., CoA/DoC and lot traceability requirements) so your scale-up decision is based on verified data—not assumptions.
Perguntas frequentes
What information should I send a manufacturer for a correct quote?
Send a drawing whenever possible, plus a fitment checklist: slicer model, blade count, length/width/thickness, hole pattern, guide style, and how your frame tensions the blades. Also include bread type, line speed, cleaning chemistry, and whether you ever slice warm—those inputs drive material, hardness, and edge geometry decisions.
Which KPIs matter most in a blade pilot?
Use measurable, floor-friendly KPIs: slice thickness variance, crumb generation, defect rate (tearing, ragged edges, compression), blade life to a defined end-of-life threshold, and changeover time. The key is consistency: lock your test conditions so results are comparable across lots and suppliers.
How do I avoid being fooled by a “good sample” that can’t be repeated?
Treat the pilot as a process qualification, not a one-off test. Ask for lot-based traceability, confirm controlled dimensions and edge specs, and require revision control on the “golden sample.” Then define requalification triggers (new steel heat, new grinding wheel/process, coating changes, or packaging changes) before you scale.
What should EU buyers ask for on food-contact compliance?
At a minimum, ask the supplier to state the intended food-contact material(s), the assumed sanitation chemicals, and the packaging method that prevents corrosion/contamination. For EU markets, make sure they can support the general safety expectations under the EU framework for food contact materials and GMP controls—summarized by the European Commission in Food contact materials—and be able to discuss how they evaluate metals and alloys against recognized European guidance such as EDQM metals and alloys used in food contact materials and articles.
What does ISO 9001 tell me about a supplier’s quality discipline?
ISO 9001 doesn’t guarantee “no defects,” but it does indicate the supplier should have structured controls for documented information, internal audits, and nonconformance handling. When you review a supplier, verify that their certificate scope actually covers your product/process and that they can show product-linked inspection and corrective-action records consistent with ISO 9001:2015 concepts outlined by ASQ’s ISO 9001 overview.
How do materials and heat treatment affect crumb, tearing, and blade life?
In practice, you’re balancing corrosion resistance, wear resistance, and fracture resistance. Harder conditions often improve wear but can chip more easily under shock or misalignment, while tougher conditions may tolerate variability but wear faster—an overview is described in Edcon Steel’s hardness vs toughness discussion. Heat treatment is one of the main levers that shifts this balance by changing microstructure and mechanical properties; see Metal Supermarkets’ heat treatment overview.
Should we qualify warm slicing separately?
Yes. Warm product increases stickiness and deformation, so small geometry and finish differences show up quickly as drag, compression, and tearing. If warm slicing occurs in your operation—even occasionally—treat it as a separate qualification condition with its own acceptance thresholds and cleaning-interval sensitivity checks.
Autor
Jesse Xu — Senior Quality Engineer, QA (Quality Assurance). 15 years of experience in industrial blade quality and failure analysis.
- Failure analysis focus: Able to distinguish whether issues like edge chipping and poor wear resistance are driven primarily by heat treatment process problems or by material segregation.
- Certificações: ASQ – CQE; ISO 9001 Lead Auditor; ASNT Level II.