
Injection moulding needs pellets that feed cleanly, melt uniformly, and meter consistently shot after shot. That means tight pellet length control, minimal fines and tails, and low variability in pellet weight and rheology. Strand lines vary because several stations—melt delivery and die, water bath, dewatering, and the cutter—each add their own tolerances and drift. Stabilising pellet uniformity is therefore a system job, not a single-parameter tweak.
In this tutorial, you will tune the levers that matter most on a water strand pelletising setup for PP/PE with roughly 60% CaCO3 and higher recycled content. You’ll use simple equations and quick checks to set length, size the bath, condition the strands before cutting, and set knife clearance and pressure for clean faces with fewer fines and tails.
Poin-poin penting
- Treat pellet uniformity as a chain: stable melt and die → adequate cooling and turbulence → surface-dry strands → synchronised cutter with sharp, correctly set knives.
- Use L = V ÷ (S × N) to target pellet length, validating with on-line measurements; reverse-solve to find cutter RPM from line speed and knife count.
- Size and tune the cooling path using residence time; adjust bath temperature, turbulence, and length to reach a safe strand temperature before cutting.
- For abrasive PP/PE with ~60% CaCO3, start with tough, wear‑resistant knife materials and adopt a disciplined regrind SOP to keep edges sharp and parallel.
- Trend fines, tails incidence, pellet length range, and 100‑pellet weight CV; link changes to specific adjustments so you can iterate with confidence.
Specification targets and KPIs

Dimensional tolerances and L:D
Aim for a narrow pellet length window around your target (for example, ±0.2 mm as a plant starting point). Keep the length-to-diameter (L:D) ratio close to 1:1 to support consistent melting and screw conveying in injection moulding. Sampling protocol:
- First-article: measure 50 pellets across three strands; record mean, min–max, and range.
- Stabilisation: repeat every 15 minutes for the first hour after changes.
- Routine: hourly spot checks or per lot, whichever is stricter.
Explain any drift by checking line speed versus cutter RPM synchronisation, die strand diameter variation, or cooling sufficiency before cutting. For method background tying melt and presentation quality to final pellets, see the system view in Plastics Technology’s discussion of upstream impacts in From Extruder to Pelletizer — Influences Quality: system influences on quality.
Fines and tails thresholds
Set a practical starting goal of fines below 1% by weight and tails incidence below 0.5% of pellets by quick visual count. Measure fines with a standardised sieve method and a 100–200 g sample, and record your sieve set and mesh sizes so results are repeatable (for example, using test sieves that conform to ISO 3310 or an equivalent local standard). Tails typically trace back to dull knives, improper knife-to-bed clearance, or cutting strands that are still too warm or wet. Plastics Technology outlines common root causes and corrective thinking in its troubleshooting overview: seven common pelletising problems.
Weight CV and rheology checks
Weigh 100 pellets and compute the coefficient of variation (CV = standard deviation ÷ mean). As a stability indicator, a CV in the low single digits is a sensible starting target; lock your own spec after trials. Pair this with occasional melt-flow rate (MFR) or rheology spot checks to detect shifts in melt history that may affect strand stability. If you publish MFR values internally or to customers, tie the method to an established standard (for example, ISO 1133 or an equivalent method agreed in your QA plan). Resin producer documents describe test methods (e.g., ISO 1133) even if they don’t specify pellet uniformity KPIs; for example, see Borealis’ processing data context: PP processing and test references.
Melt delivery and die control

Pumping, filtration, die geometry
Uniform pellet size starts with steady volumetric delivery. Verify:
- Pump/extruder output stability; trend motor load and melt pressure for smoothness.
- Clean, appropriate screen packs; step up filtration if recycled content introduces gels or grit.
- Die geometry that yields consistent strand diameters; avoid mixed inserts that create uneven drawdown.
Any fluctuation here shows up later as pellets with variable length and cut-face quality.
Die heat uniformity and integrity
Check that die zones track setpoints closely and that the die face is flat and unmarred. Hot spots, cold corners, or a worn face create strand diameter differences and local softening that lead to tails or smeared cuts. If you see persistent strand waviness or diameter stripes, prioritise die cleaning, resurfacing, or cartridge replacement before chasing downstream fixes.
High-fill/recycled adaptations
For PP/PE with about 60% CaCO3 and higher recycled content, expect higher abrasion and occasional hard contamination. Practical adaptations include:
- Tighter filtration to protect die and knives.
- Slightly lower melt temperature and steadier draw to reduce strand necking.
- Frequent visual checks for strand ovality; adjust die bolt torques and zone balance to even out flow.
For a broad system perspective on how upstream decisions affect later cut quality, see the same Plastics Technology overview above on system influences on quality.
Water system and cooling path
Bath temperature and turbulence
Pick a conservative water temperature starting point for PP/PE—often below roughly 40 °C—then validate by measuring strand surface temperature and cut quality. Early turbulence helps strip the boundary layer and increases heat transfer. If pellets show fusion or smear, increase residence time, lower bath temperature, or add/agitate turbulence. Practical cooling capacity insights are discussed in Plastics Technology’s advice on maximising cooling: improving cooling capacity.
Cooling time and bath length
Use residence time to size and tune your bath. The shortcut presented by Plastics Technology derives cooling time from heat-transfer charts; then:
- t = cooling time (s)
- V = strand speed (m/min)
- Lbath = V × t ÷ 60 (m)
Verification checklist (so the calculation translates to real cut quality):
- Measure strand surface temperature at the cutter entry and record the point and instrument used.
- If you see smear/fusion, treat it as a cooling/drying verification failure first (temperature + surface water), then adjust bath temperature/turbulence/effective length.
- When you change bath conditions, re-check pellet faces and tails incidence within 10–15 minutes.
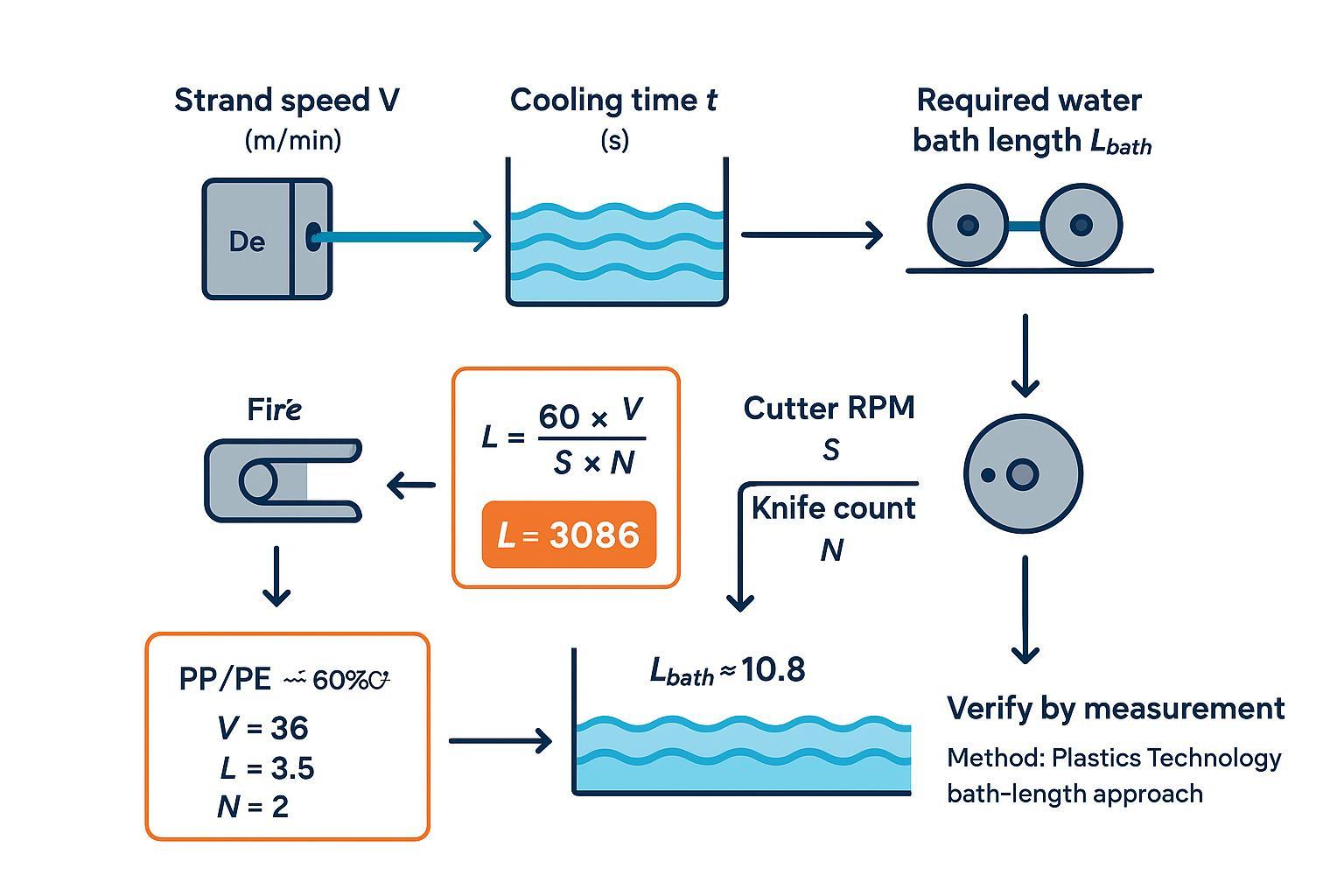
Worked example for our water strand pelletising setup (PP/PE with ~60% CaCO3):
- Assume V = 36 m/min (after puller stabilises)
- From the PT method for a representative PP case, t ≈ 18 s as a starting estimate
- Lbath ≈ 36 × 18 ÷ 60 = 10.8 m
Validate on-line: if cut faces smear or pellets fuse, either lower the bath temperature, increase turbulence, or extend effective path (e.g., double-back) to add residence time. The full method for estimating cooling time and bath length is described in Plastics Technology’s guide: bath length determination.
Dewatering and pre-cut dryness
Right before the cutter, strands should be surface‑dry and at a temperature safely below the softening point. Practical tools include an air knife, a vacuum slot, or a compact suction hood. In special high-throughput or sensitive recipes, a small centrifugal pre‑dryer upstream of the cutter can help, though that’s more common after cutting. There’s no authoritative moisture number to hit; your acceptance criterion is visual and tactile: no visible film or droplets, strands don’t slip on feed rolls, and cut faces look crisp.
Cutter set-up and knife mechanics
Pellet length vs line speed & RPM
Pellet length equals the distance a strand travels between successive cuts. If the cutter runs at S RPM with N knives on the rotor, cuts per minute are S × N. With line speed V (m/min), the pellet length L (mm) is the strand travel per cut:
- L (mm) = 60 × V ÷ (S × N)
Quick unit checks before you trust the number:
- Keep V in m/min (not m/s) and S in RPM.
- Confirm N is the number of active knives (not installed spares).
- After any change to V, S, or N, re-measure pellet length (don’t rely on the setpoint).
Two quick reverse-solves for PP/PE + ~60% CaCO3 at target L = 3.5 mm:
- Given V = 36 m/min and N = 2 knives:
- S ≈ 60 × 36 ÷ (3.5 × 2) ≈ 3086 RPM
- If you switch to N = 3 knives at the same speed and length:
- S ≈ 60 × 36 ÷ (3.5 × 3) ≈ 2057 RPM
Use these as setpoints, then measure 50 pellets and trim S until the mean length sits on target with a tight range. For broader system context on selecting and operating pelletising systems, see this overview: selecting the right pelletising system.
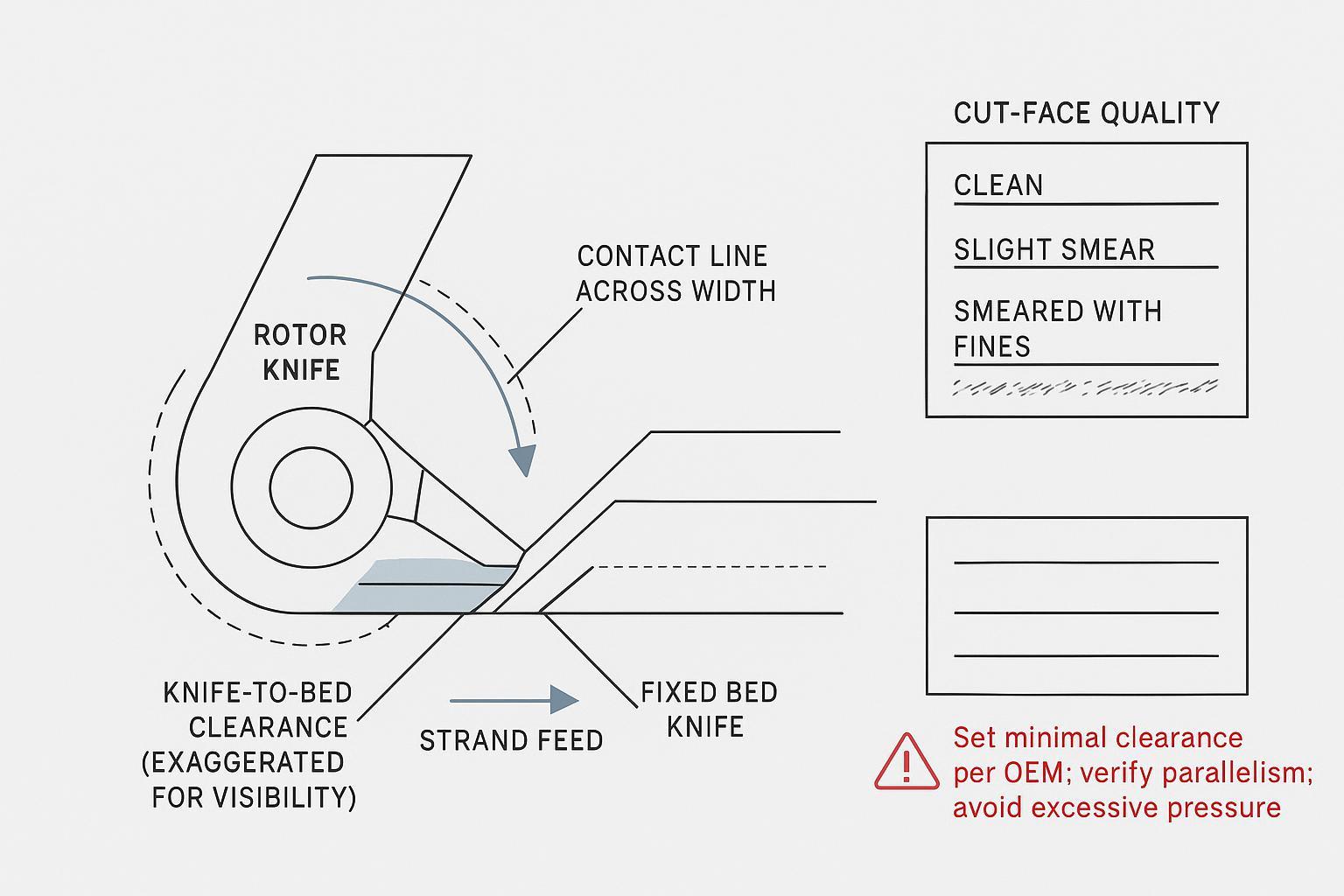
Knife clearance and pressure
Set the rotor-to-bed relationship method‑first, as absolute clearances and forces are model‑dependent. A practical SOP:
- Mount sharp knives; clean and inspect the bed knife face.
- Zero the adjustment using your machine’s fine adjusters; verify parallelism across the full width with dial indicators or feeler gauges.
- Nudge towards minimal clearance per OEM guidance. Where permitted, use a controlled “witness mark” technique to confirm a continuous, faint contact trace, then back off slightly. If the OEM forbids contact, rely on indicators and cut‑face inspection.
- Start with light contact pressure; run a short cut and inspect pellets under good light. Clean, square faces with no smearing or feathering indicate you’re close. Tails or fines call for re‑sharpening or slight clearance/pressure tweaks.
If you need a conceptual refresher on knife adjustment mechanisms seen on industrial strand pelletisers, OEM literature confirms the availability of fine adjusters and gap‑setting features: for instance, see a general product description referencing adjustment mechanisms: gap setting mechanisms in strand pelletisers.
Knife materials, wear, regrind SOP
Abrasive fillers like CaCO3 accelerate wear and can round the edge quickly. Choose materials and heat treatments with enough wear resistance for your duty, then protect geometry with a disciplined regrind plan.
Material comparison for PP/PE with ~60% CaCO3 (starting guidance):
- D2/SKD11 tool steel: typically hardened into the high‑50s to low‑60s HRC; good cost‑to‑resistance balance; tough enough for occasional contamination.
- M2 high‑speed steel: harder (low‑ to mid‑60s HRC) with better hot‑edge retention; can be more chip‑prone under impact.
- Carbide or carbide‑tipped: highest abrasion resistance (effective >65 HRC equivalent); more brittle; best when contamination risk is low and uptime demands are high.
For background on materials and selection logic, see an industry overview: guide to pelletiser knives and materials. For a neutral supplier example with documentation support on materials, hardness and tolerances, you can review MAXTOR METAL’s resources such as the plastic pelletiser knife product page and their panduan toleransi pisau industri. Where you need a deeper dive into materials trade‑offs, see an internal explainer on knife selection: pelletising knife selection guide.
Regrind SOP (outline)
- Inspection on removal: note edge radius, chips, burrs; record runout and flatness if specified by your OEM.
- Regrind to restore edge geometry within the OEM’s maximum stock‑removal allowance; keep faces flat and parallel; deburr carefully.
- Post‑grind checks: verify edge quality, flatness, and any runout limits; document results with hardness spot checks if required.
- Logging: track grind count per knife, installed date/time, and any adjustments needed to hit target pellet length and face quality after installation.
Documentation support—material certificates, hardness ranges, and tolerance reports—simplifies audits and reduces ambiguity at setup. Suppliers such as LOGAM MAXTOR provide OEM/ODM‑fit knives with traceable material and inspection data; use such packs to align maintenance and QA without guesswork.
QA, validation, troubleshooting

Record template (copy/paste)
- Job ID / Line / Pelletiser model:
- Material / recipe notes (e.g., PP/PE + CaCO3 level, recycled content):
- Date / shift / operator initials:
Pellet length and synchronisation
- Line speed V (m/min):
- Cutter RPM S (RPM):
- Knife count N (active knives):
- Target pellet length L (mm):
- Measured pellet length (n=50): mean / min–max / range:
- Notes after adjustment (what changed, when, and why):
Fines and tails
- Fines sample mass (g):
- Sieve set / mesh sizes (ISO 3310 or equivalent):
- Sieve method (time, vibration setting, pre-cleaning notes):
- Fines mass (g) and fines % by weight:
- Tails visual check: sample size (n=200) / tails count / remarks:
Cooling and pre-cut conditioning
- Bath water temperature (°C):
- Effective bath length (m) / path (straight or double-back):
- Turbulence/agitation settings (what’s on, where):
- Dewatering method (air knife / vacuum slot / hood) and settings:
- Strand temperature at cutter entry: value / instrument / measurement point:
- Cut-face observation (crisp / smear / feathering) and action taken:
Knife condition and verification
- Knife material and batch/certificate reference (if available):
- Knife condition (new / reground) and grind count (if tracked):
- Clearance/parallelism verification tool (dial indicator / feeler gauge) and check points (left/centre/right):
- OEM setting method used (note any ‘witness mark’ policy allowed or forbidden):
Sampling and quick checks
- Pellet length: 50‑piece sample; report mean and range; adjust cutter RPM to centre the mean.
- Fines: sieve a 100–200 g sample; aim for low single‑digit percentages; if high, eliminate tails first, then address cooling and knife condition.
- Tails: visual tally on 200 pellets; if rising, inspect knife sharpness/clearance and strand conditioning.
- Weight CV: 100 pellets; compute CV; if drifting, verify die and puller stability.
- Rheology: occasional MFR checks to catch melt‑history shifts.
Link KPIs to moulding defects
- Tails: cause gate hang‑up, stringing, flow marks; reduce with sharp knives, correct clearance/pressure, and cooler, surface‑dry strands.
- Fines/dust: clog screw screens and nozzles; often secondary to tails; fix root cause and improve cooling/turbulence.
- Wide length spread: leads to variable shot packing; stabilise by synchronising V and S, locking strand diameter, and confirming bath residence time.
Fix tails, fusion, and dust
Prioritised corrective actions (work top‑down):
- Safety and confirmation: stop or slow to a safe speed; verify strand temperature and dryness; inspect knives.
- Knives and clearance: replace or regrind dull knives; re‑set minimal clearance with parallelism; adjust contact pressure incrementally.
- Cooling path: lower bath temperature, boost turbulence, or extend residence time; ensure early agitation.
- Synchronisation: re‑calculate RPM from L = 60 × V ÷ (S × N) and re‑centre the mean pellet length by measurement.
- Die and delivery: clean die face, confirm zone balance, check screen pack and melt stability.
For a wide‑angle troubleshooting view, Plastics Technology compiles common faults and remedies in its guidance on pelletising problems: troubleshooting overview.
Start with the stations that move the needle fastest: sharp knives set to minimal, parallel clearance; a cooling path that truly reaches safe strand temperature; and a synchronised cutter whose RPM matches your line speed and knife count. Verify each adjustment with short, disciplined checks—pellet length range, fines and tails, 100‑pellet weight CV—and keep notes so you can repeat success. For high‑fill and recycled PP/PE, lean towards tougher knife materials, plan more frequent edge inspections, and be ready to extend residence time or reduce bath temperature to protect cut quality. Then close the loop: measure, adjust one lever at a time, and confirm the result before you ramp. That’s how you lock uniform pellets that make injection moulding run smoothly.
Author and disclosure
Author: Tommy Tang — Senior Sales Engineer, Nanjing METAL Industrial
Pengalaman: 12 years supporting industrial cutting applications (including pelletising and precision-ground blades)
Sertifikasi: CSE, CME, Six Sigma Green Belt, PMP
Penyingkapan: Supplier and product references (including MAXTOR METAL) are provided as practical examples of documentation and material options. Always validate knife setting procedures and acceptance criteria against your pelletiser OEM manual and your site QA plan.
Last updated: 2026-03-24
Change log: Added author credentials, disclosure, and standards/method anchors for measurement repeatability.