
Pencetakan injeksi membutuhkan pelet yang masuk dengan bersih, meleleh secara seragam, dan terukur secara konsisten dari satu tembakan ke tembakan berikutnya. Itu berarti kontrol panjang pelet yang ketat, serbuk halus dan ekor yang minimal, serta variabilitas yang rendah dalam berat dan reologi pelet. Garis untaian bervariasi karena beberapa stasiun—pengiriman lelehan dan cetakan, penangas air, pengeringan, dan pemotong—masing-masing menambahkan toleransi dan penyimpangan mereka sendiri. Oleh karena itu, menstabilkan keseragaman pelet adalah pekerjaan sistem, bukan penyesuaian parameter tunggal.
Dalam tutorial ini, Anda akan menyetel tuas-tuas yang paling penting pada pengaturan peletisasi untaian air untuk PP/PE dengan kandungan daur ulang sekitar 60% CaCO3 atau lebih tinggi. Anda akan menggunakan persamaan sederhana dan pemeriksaan cepat untuk mengatur panjang, ukuran bak, mempersiapkan untaian sebelum pemotongan, dan mengatur jarak pisau serta tekanan untuk permukaan yang bersih dengan lebih sedikit serpihan dan sisa.
Poin-poin penting
- Anggap keseragaman pelet sebagai sebuah rantai: lelehan dan cetakan yang stabil → pendinginan dan turbulensi yang memadai → untaian kering permukaan → pemotong yang tersinkronisasi dengan pisau yang tajam dan terpasang dengan benar.
- Gunakan L = V ÷ (S × N) untuk menentukan panjang pelet target, validasi dengan pengukuran online; lakukan penyelesaian terbalik untuk menemukan RPM pemotong dari kecepatan jalur dan jumlah pisau.
- Ukur dan sesuaikan jalur pendinginan menggunakan waktu tinggal; atur suhu bak, turbulensi, dan panjangnya untuk mencapai suhu untaian yang aman sebelum pemotongan.
- Untuk PP/PE abrasif dengan ~60% CaCO3, mulailah dengan bahan pisau yang kuat dan tahan aus, serta terapkan SOP pengasahan ulang yang disiplin untuk menjaga agar mata pisau tetap tajam dan sejajar.
- Tren butiran halus, kejadian ekor, rentang panjang pelet, dan CV berat 100 pelet; kaitkan perubahan dengan penyesuaian spesifik sehingga Anda dapat melakukan iterasi dengan percaya diri.
Target spesifikasi dan KPI

Toleransi dimensi dan L:D
Targetkan rentang panjang pelet yang sempit di sekitar target Anda (misalnya, ±0,2 mm sebagai titik awal pabrik). Jaga rasio panjang terhadap diameter (L:D) mendekati 1:1 untuk mendukung peleburan yang konsisten dan pengangkutan sekrup dalam pencetakan injeksi. Protokol pengambilan sampel:
- Artikel pertama: ukur 50 pelet di tiga untai; catat nilai rata-rata, nilai minimum-maksimum, dan rentangnya.
- Stabilisasi: ulangi setiap 15 menit selama satu jam pertama setelah perubahan.
- Rutin: pemeriksaan acak setiap jam atau per lot, mana pun yang lebih ketat.
Jelaskan setiap penyimpangan dengan memeriksa sinkronisasi kecepatan jalur versus RPM pemotong, variasi diameter untaian cetakan, atau kecukupan pendinginan sebelum pemotongan. Untuk latar belakang metode yang mengaitkan kualitas lelehan dan presentasi dengan pelet akhir, lihat pandangan sistem dalam pembahasan Teknologi Plastik tentang dampak hulu di Dari Ekstruder ke Pelletizer — Mempengaruhi Kualitas: pengaruh sistem terhadap kualitas.
Ambang batas denda dan hukuman cambuk
Tetapkan target awal yang praktis yaitu jumlah serbuk halus di bawah 1% berdasarkan berat dan jumlah tailing di bawah 0,5% dari pelet dengan penghitungan visual cepat. Ukur serbuk halus dengan metode ayakan standar dan sampel 100–200 g, dan catat set ayakan dan ukuran mesh Anda agar hasilnya dapat diulang (misalnya, menggunakan ayakan uji yang sesuai dengan ISO 3310 atau standar lokal yang setara). Tailing biasanya disebabkan oleh pisau yang tumpul, jarak pisau ke alas yang tidak tepat, atau pemotongan serat yang masih terlalu hangat atau basah. Plastics Technology menguraikan penyebab umum dan pemikiran korektif dalam tinjauan pemecahan masalahnya: tujuh masalah umum dalam proses pembuatan pelet.
Pemeriksaan CV berat dan reologi
Timbang 100 pelet dan hitung koefisien variasi (CV = deviasi standar ÷ rata-rata). Sebagai indikator stabilitas, CV dalam angka tunggal rendah merupakan target awal yang masuk akal; tetapkan spesifikasi Anda sendiri setelah uji coba. Padukan ini dengan pemeriksaan laju aliran leleh (MFR) atau reologi sesekali untuk mendeteksi pergeseran riwayat leleh yang dapat memengaruhi stabilitas untaian. Jika Anda mempublikasikan nilai MFR secara internal atau kepada pelanggan, kaitkan metode tersebut dengan standar yang telah ditetapkan (misalnya, ISO 1133 atau metode setara yang disepakati dalam rencana QA Anda). Dokumen produsen resin menjelaskan metode pengujian (misalnya, ISO 1133) meskipun tidak menentukan KPI keseragaman pelet; misalnya, lihat konteks data pemrosesan Borealis: Referensi pemrosesan dan pengujian PP.
Pengiriman lelehan dan kontrol cetakan

Pemompaan, filtrasi, geometri cetakan
Ukuran pelet yang seragam dimulai dengan pengiriman volumetrik yang stabil. Verifikasi:
- Stabilitas keluaran pompa/ekstruder; pantau beban motor dan tekanan leleh untuk kelancaran proses.
- Gunakan kemasan saringan yang bersih dan sesuai; tingkatkan penyaringan jika kandungan daur ulang menghasilkan gel atau kotoran.
- Geometri cetakan yang menghasilkan diameter untaian yang konsisten; hindari sisipan campuran yang menciptakan penarikan yang tidak merata.
Fluktuasi apa pun di sini akan terlihat kemudian sebagai pelet dengan panjang dan kualitas permukaan potongan yang bervariasi.
Keseragaman dan integritas panas cetakan
Periksa apakah zona cetakan mengikuti titik acuan dengan tepat dan apakah permukaan cetakan rata dan tidak rusak. Titik panas, sudut dingin, atau permukaan yang aus dapat menyebabkan perbedaan diameter untaian dan pelunakan lokal yang mengakibatkan ujung untaian atau potongan yang buram. Jika Anda melihat untaian bergelombang atau garis-garis diameter yang terus-menerus, prioritaskan pembersihan cetakan, perataan permukaan, atau penggantian kartrid sebelum mencari perbaikan lebih lanjut.
Adaptasi dengan pengisian tinggi/daur ulang
Untuk PP/PE dengan kandungan CaCO3 sekitar 60% dan lebih tinggi, diharapkan terjadi abrasi yang lebih tinggi dan kontaminasi keras sesekali. Adaptasi praktis meliputi:
- Penyaringan yang lebih ketat untuk melindungi cetakan dan pisau.
- Suhu leleh yang sedikit lebih rendah dan penarikan yang lebih stabil untuk mengurangi penyempitan untaian.
- Lakukan pemeriksaan visual secara berkala untuk melihat kebulatan untaian; sesuaikan torsi baut cetakan dan keseimbangan zona untuk meratakan aliran.
Untuk perspektif sistem yang lebih luas tentang bagaimana keputusan di hulu memengaruhi kualitas pemotongan selanjutnya, lihat ikhtisar Teknologi Plastik yang sama di atas pada pengaruh sistem terhadap kualitas.
Sistem air dan jalur pendinginan
Suhu dan turbulensi bak mandi
Pilih titik awal suhu air yang konservatif untuk PP/PE—seringkali di bawah sekitar 40 °C—lalu validasi dengan mengukur suhu permukaan serat dan kualitas pemotongan. Turbulensi awal membantu menghilangkan lapisan batas dan meningkatkan perpindahan panas. Jika pelet menunjukkan fusi atau noda, tingkatkan waktu tinggal, turunkan suhu bak, atau tambahkan/aduk turbulensi. Wawasan praktis tentang kapasitas pendinginan dibahas dalam saran Plastics Technology tentang memaksimalkan pendinginan: meningkatkan kapasitas pendinginan.
Waktu pendinginan dan panjang rendaman
Gunakan waktu tinggal untuk menentukan ukuran dan menyetel bak Anda. Jalan pintas yang disajikan oleh Plastics Technology memperoleh waktu pendinginan dari grafik perpindahan panas; kemudian:
- t = waktu pendinginan (detik)
- V = kecepatan untai (m/menit)
- Lbath = V × t ÷ 60 (m)
Daftar periksa verifikasi (agar perhitungan sesuai dengan kualitas pemotongan sebenarnya):
- Ukur suhu permukaan untaian pada titik masuk pemotong dan catat titik serta alat yang digunakan.
- Jika Anda melihat bercak/peleburan, anggap itu sebagai kegagalan verifikasi pendinginan/pengeringan terlebih dahulu (suhu + air permukaan), lalu sesuaikan suhu bak/turbulensi/panjang efektif.
- Saat Anda mengubah kondisi bak mandi, periksa kembali kemunculan permukaan dan ekor pelet dalam waktu 10–15 menit.
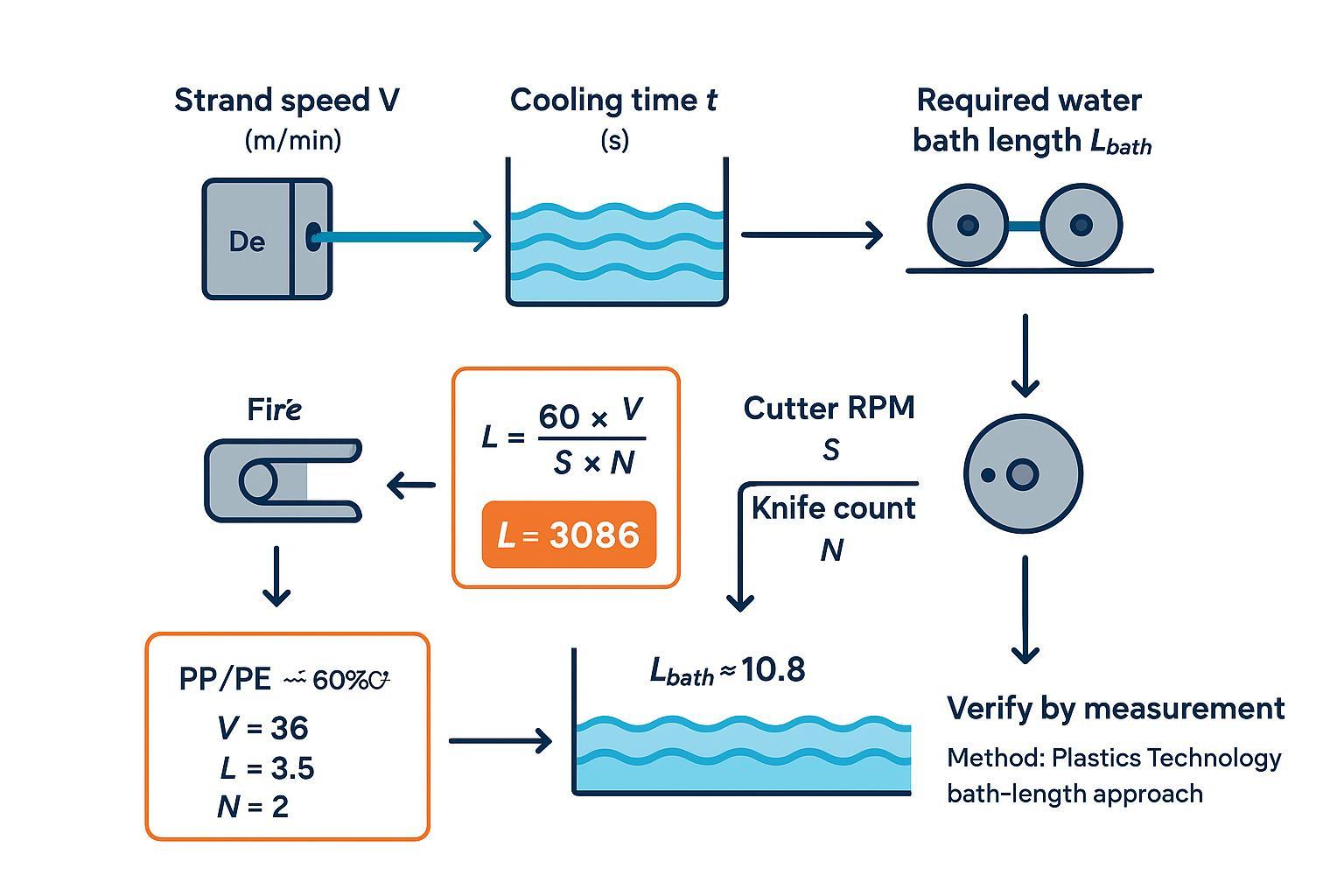
Contoh penerapan sistem peletisasi untaian air kami (PP/PE dengan ~60% CaCO3):
- Asumsikan V = 36 m/menit (setelah penarik stabil)
- Berdasarkan metode PT untuk kasus PP representatif, t ≈ 18 s sebagai perkiraan awal.
- Lbath ≈ 36 × 18 ÷ 60 = 10,8 m
Validasi secara daring: jika permukaan potongan menjadi buram atau pelet menyatu, turunkan suhu bak, tingkatkan turbulensi, atau perpanjang jalur efektif (misalnya, putaran balik) untuk menambah waktu tinggal. Metode lengkap untuk memperkirakan waktu pendinginan dan panjang bak dijelaskan dalam panduan Plastics Technology: penentuan panjang bak mandi.
Pengeringan dan pengeringan sebelum dipotong
Tepat sebelum pemotongan, serat harus kering permukaannya dan berada pada suhu yang aman di bawah titik lunak. Alat praktis yang dapat digunakan meliputi pisau udara, slot vakum, atau tudung hisap kompak. Dalam resep khusus dengan throughput tinggi atau sensitif, pengering awal sentrifugal kecil di hulu pemotong dapat membantu, meskipun itu lebih umum dilakukan setelah pemotongan. Tidak ada angka kelembapan baku yang harus dicapai; kriteria penerimaan Anda bersifat visual dan taktil: tidak ada lapisan atau tetesan yang terlihat, serat tidak tergelincir pada rol pengumpan, dan permukaan yang dipotong terlihat rapi.
Pengaturan pemotong dan mekanisme pisau
Panjang pelet vs kecepatan jalur & RPM
Panjang pelet sama dengan jarak yang ditempuh untaian di antara pemotongan berturut-turut. Jika pemotong beroperasi pada S RPM dengan N pisau pada rotor, pemotongan per menit adalah S × N. Dengan kecepatan jalur V (m/min), panjang pelet L (mm) adalah jarak tempuh untaian per pemotongan:
- L (mm) = 60 × V ÷ (S × N)
Lakukan pengecekan cepat pada unit sebelum Anda mempercayai angkanya:
- Gunakan V dalam m/min (bukan m/s) dan S dalam RPM.
- Konfirmasikan bahwa N adalah jumlah pisau aktif (bukan pisau cadangan yang terpasang).
- Setelah melakukan perubahan apa pun pada V, S, atau N, ukur kembali panjang pelet (jangan bergantung pada titik pengaturan).
Dua penyelesaian balik cepat untuk PP/PE + ~60% CaCO3 pada target L = 3,5 mm:
- Diketahui V = 36 m/menit dan N = 2 pisau:
- S ≈ 60 × 36 ÷ (3.5 × 2) ≈ 3086 RPM
- Jika Anda beralih ke N = 3 pisau dengan kecepatan dan panjang yang sama:
- S ≈ 60 × 36 ÷ (3.5 × 3) ≈ 2057 RPM
Gunakan ini sebagai titik acuan, lalu ukur 50 pelet dan pangkas S hingga panjang rata-ratanya berada pada target dengan rentang yang sempit. Untuk konteks sistem yang lebih luas tentang pemilihan dan pengoperasian sistem pembuatan pelet, lihat ikhtisar ini: memilih sistem pelletisasi yang tepat.
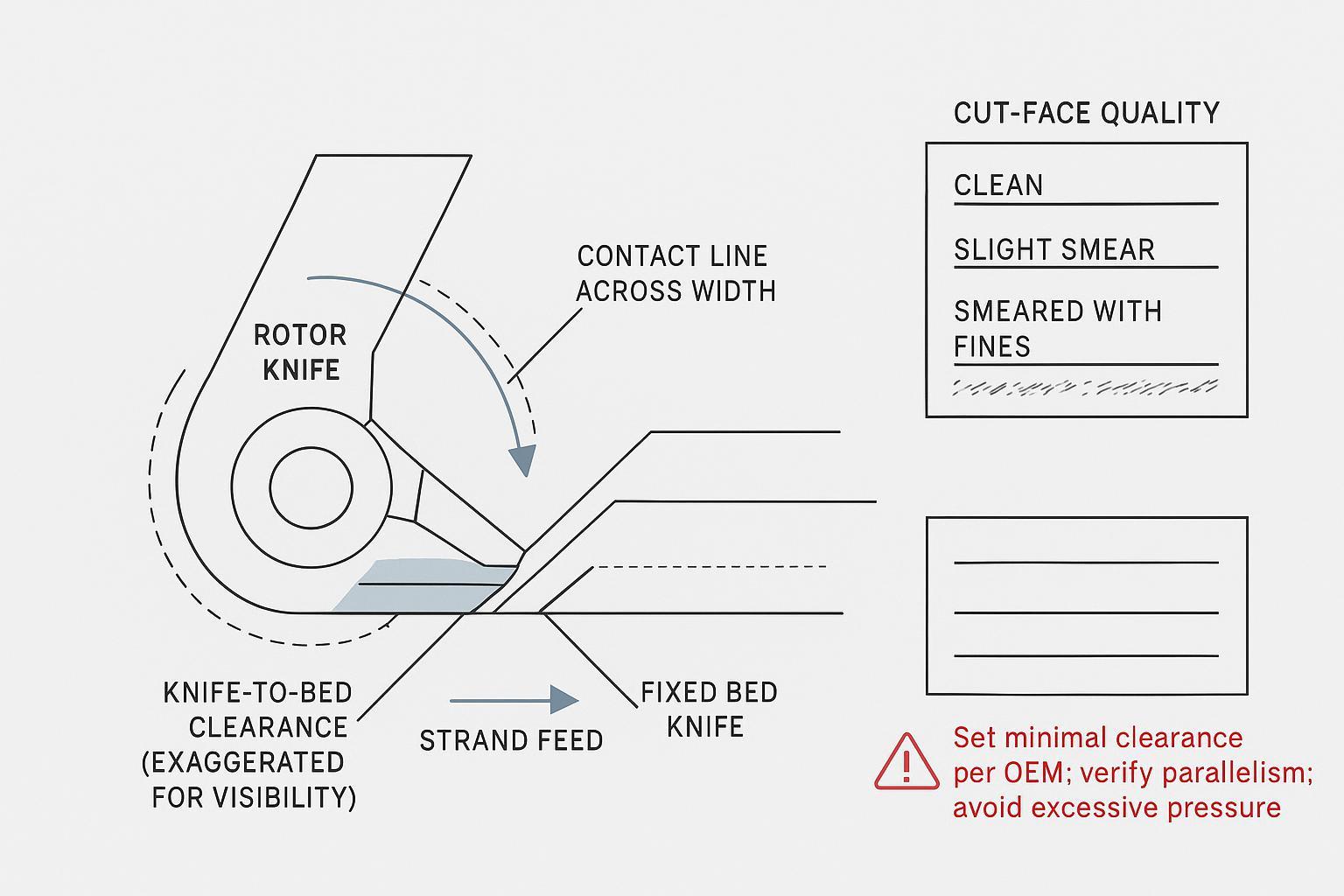
Jarak bebas dan tekanan pisau
Tetapkan metode hubungan rotor-ke-alas terlebih dahulu, karena jarak dan gaya absolut bergantung pada model. Prosedur Operasi Standar (SOP) praktis:
- Pasang pisau yang tajam; bersihkan dan periksa permukaan pisau alas.
- Atur ulang ke nol menggunakan penyetel halus mesin Anda; verifikasi kesejajaran di seluruh lebar dengan indikator dial atau feeler gauge.
- Dorong hingga jarak minimal sesuai panduan OEM. Jika diizinkan, gunakan teknik "tanda saksi" terkontrol untuk memastikan jejak kontak yang samar dan berkelanjutan, lalu sedikit menjauh. Jika OEM melarang kontak, andalkan indikator dan inspeksi permukaan potong.
- Mulailah dengan tekanan kontak yang ringan; buat potongan pendek dan periksa pelet di bawah cahaya yang baik. Permukaan yang bersih dan rata tanpa noda atau bulu menunjukkan Anda sudah dekat. Ekor atau serpihan halus memerlukan penajaman ulang atau sedikit penyesuaian jarak/tekanan.
Jika Anda memerlukan penyegaran konseptual tentang mekanisme penyesuaian pisau yang terlihat pada mesin peletisasi untai industri, literatur OEM mengkonfirmasi ketersediaan fitur penyesuaian halus dan pengaturan celah: misalnya, lihat deskripsi produk umum yang merujuk pada mekanisme penyesuaian: mekanisme pengaturan celah pada alat peletisasi untai.
Prosedur Operasi Standar (SOP) untuk Material Pisau, Keausan, dan Pengasahan Ulang
Bahan pengisi abrasif seperti CaCO3 mempercepat keausan dan dapat membulatkan tepi dengan cepat. Pilih material dan perlakuan panas dengan ketahanan aus yang cukup untuk tugas Anda, lalu lindungi geometri dengan rencana pengasahan ulang yang disiplin.
Perbandingan material untuk PP/PE dengan ~60% CaCO3 (panduan awal):
- Baja perkakas D2/SKD11: biasanya dikeraskan hingga HRC tinggi 50-an hingga rendah 60-an; keseimbangan biaya-ketahanan yang baik; cukup tangguh untuk kontaminasi sesekali.
- Baja kecepatan tinggi M2: lebih keras (HRC rendah hingga menengah 60-an) dengan retensi ketajaman panas yang lebih baik; dapat lebih mudah pecah akibat benturan.
- Karbit atau berujung karbit: ketahanan abrasi tertinggi (efektif >65 HRC setara); lebih rapuh; paling baik digunakan ketika risiko kontaminasi rendah dan tuntutan waktu operasional tinggi.
Untuk informasi latar belakang mengenai material dan logika pemilihan, lihat tinjauan industri berikut: panduan untuk pisau dan bahan pelletizerUntuk contoh pemasok netral dengan dukungan dokumentasi mengenai material, kekerasan, dan toleransi, Anda dapat meninjau sumber daya MAXTOR METAL seperti halaman produk pisau peletisasi plastik dan mereka panduan toleransi pisau industriJika Anda memerlukan penjelasan lebih mendalam mengenai pertimbangan material, lihat penjelasan internal tentang pemilihan pisau: panduan pemilihan pisau pelletisasi.
Prosedur Operasi Standar (SOP) Penggilingan Ulang (garis besar)
- Inspeksi saat pelepasan: perhatikan radius tepi, serpihan, gerigi; catat kelurusan dan kerataan jika ditentukan oleh OEM Anda.
- Lakukan pengasahan ulang untuk mengembalikan geometri tepi sesuai dengan batas maksimal pengurangan material yang ditetapkan oleh pabrikan; jaga agar permukaan tetap rata dan sejajar; lakukan penghilangan gerigi dengan hati-hati.
- Pemeriksaan setelah penggerindaan: verifikasi kualitas tepi, kerataan, dan batas penyimpangan; dokumentasikan hasilnya dengan pemeriksaan kekerasan jika diperlukan.
- Pencatatan: melacak jumlah pengasahan per pisau, tanggal/waktu pemasangan, dan penyesuaian apa pun yang diperlukan untuk mencapai panjang pelet target dan kualitas permukaan setelah pemasangan.
Dukungan dokumentasi—sertifikat material, rentang kekerasan, dan laporan toleransi—menyederhanakan audit dan mengurangi ambiguitas pada saat pengaturan. Pemasok seperti LOGAM MAXTOR Menyediakan pisau yang sesuai standar OEM/ODM dengan data material dan inspeksi yang dapat dilacak; menggunakan paket tersebut untuk menyelaraskan perawatan dan QA tanpa perlu menebak-nebak.
QA, validasi, pemecahan masalah

Templat catatan (salin/tempel)
- ID Pekerjaan / Lini / Model Pelletiser:
- Catatan bahan/resep (misalnya, kadar PP/PE + CaCO3, kandungan daur ulang):
- Tanggal / shift / inisial operator:
Panjang pelet dan sinkronisasi
- Kecepatan jalur V (m/menit):
- RPM Pemotong S (RPM):
- Jumlah pisau N (pisau aktif):
- Panjang target pelet L (mm):
- Panjang pelet terukur (n=50): rata-rata / min–maks / rentang:
- Catatan setelah penyesuaian (apa yang berubah, kapan, dan mengapa):
Denda dan ekor
- Massa sampel halus (g):
- Ukuran saringan/jaring (ISO 3310 atau yang setara):
- Metode penyaringan (waktu, pengaturan getaran, catatan pra-pembersihan):
- Massa partikel halus (g) dan partikel halus % berdasarkan berat:
- Pemeriksaan visual ekor: ukuran sampel (n=200) / jumlah ekor / catatan:
Pendinginan dan pengkondisian pra-potong
- Suhu air mandi (°C):
- Panjang efektif bak mandi (m) / jalur (lurus atau bolak-balik):
- Pengaturan turbulensi/agitasi (aktif, di mana):
- Metode pengeringan (pisau udara / celah vakum / tudung) dan pengaturannya:
- Suhu untaian pada titik masuk pemotong: nilai / instrumen / titik pengukuran:
- Pengamatan permukaan potongan (tajam / buram / berbulu) dan tindakan yang diambil:
Kondisi dan verifikasi pisau
- Bahan pisau dan referensi batch/sertifikat (jika tersedia):
- Knife condition (new / reground) and grind count (if tracked):
- Clearance/parallelism verification tool (dial indicator / feeler gauge) and check points (left/centre/right):
- OEM setting method used (note any ‘witness mark’ policy allowed or forbidden):
Sampling and quick checks
- Pellet length: 50‑piece sample; report mean and range; adjust cutter RPM to centre the mean.
- Fines: sieve a 100–200 g sample; aim for low single‑digit percentages; if high, eliminate tails first, then address cooling and knife condition.
- Tails: visual tally on 200 pellets; if rising, inspect knife sharpness/clearance and strand conditioning.
- Weight CV: 100 pellets; compute CV; if drifting, verify die and puller stability.
- Rheology: occasional MFR checks to catch melt‑history shifts.
Link KPIs to moulding defects
- Tails: cause gate hang‑up, stringing, flow marks; reduce with sharp knives, correct clearance/pressure, and cooler, surface‑dry strands.
- Fines/dust: clog screw screens and nozzles; often secondary to tails; fix root cause and improve cooling/turbulence.
- Wide length spread: leads to variable shot packing; stabilise by synchronising V and S, locking strand diameter, and confirming bath residence time.
Fix tails, fusion, and dust
Prioritised corrective actions (work top‑down):
- Safety and confirmation: stop or slow to a safe speed; verify strand temperature and dryness; inspect knives.
- Knives and clearance: replace or regrind dull knives; re‑set minimal clearance with parallelism; adjust contact pressure incrementally.
- Cooling path: lower bath temperature, boost turbulence, or extend residence time; ensure early agitation.
- Synchronisation: re‑calculate RPM from L = 60 × V ÷ (S × N) and re‑centre the mean pellet length by measurement.
- Die and delivery: clean die face, confirm zone balance, check screen pack and melt stability.
For a wide‑angle troubleshooting view, Plastics Technology compiles common faults and remedies in its guidance on pelletising problems: troubleshooting overview.
Start with the stations that move the needle fastest: sharp knives set to minimal, parallel clearance; a cooling path that truly reaches safe strand temperature; and a synchronised cutter whose RPM matches your line speed and knife count. Verify each adjustment with short, disciplined checks—pellet length range, fines and tails, 100‑pellet weight CV—and keep notes so you can repeat success. For high‑fill and recycled PP/PE, lean towards tougher knife materials, plan more frequent edge inspections, and be ready to extend residence time or reduce bath temperature to protect cut quality. Then close the loop: measure, adjust one lever at a time, and confirm the result before you ramp. That’s how you lock uniform pellets that make injection moulding run smoothly.
Penulis dan pengungkapan
Pengarang: Tommy Tang — Insinyur Penjualan Senior, Nanjing METAL Industrial
Pengalaman: 12 years supporting industrial cutting applications (including pelletising and precision-ground blades)
Sertifikasi: CSE, CME, Six Sigma Green Belt, PMP
Pernyataan: Supplier and product references (including MAXTOR METAL) are provided as practical examples of documentation and material options. Always validate knife setting procedures and acceptance criteria against your pelletiser OEM manual and your site QA plan.
Last updated: 2026-03-24
Change log: Added author credentials, disclosure, and standards/method anchors for measurement repeatability.