
Le moulage par injection exige des granulés qui s'alimentent correctement, fondent uniformément et sont dosés de manière constante, injection après injection. Cela implique un contrôle précis de la longueur des granulés, un minimum de fines et de résidus, ainsi qu'une faible variabilité de leur poids et de leur rhéologie. Les lignes de production présentent des variations car plusieurs étapes – alimentation en matière fondue et filière, bain-marie, égouttage et coupe – introduisent chacune leurs propres tolérances et dérives. Stabiliser l'uniformité des granulés est donc un travail systémique, et non un simple ajustement d'un paramètre.
Ce tutoriel vous apprendra à régler les principaux paramètres d'une installation de granulation à l'eau pour PP/PE contenant environ 601 TP4T de CaCO3 et plus de fibres recyclées. Vous utiliserez des équations simples et des vérifications rapides pour définir la longueur, dimensionner le bain, conditionner les fibres avant la coupe, et régler l'écartement des couteaux et la pression afin d'obtenir des surfaces nettes avec moins de fines et de résidus.
Points clés à retenir
- Considérez l'uniformité des granulés comme une chaîne : fusion et matrice stables → refroidissement et turbulence adéquats → brins secs en surface → coupeur synchronisé avec des couteaux tranchants et correctement réglés.
- Utilisez L = V ÷ (S × N) pour cibler la longueur des pastilles, en validant avec des mesures en ligne ; résolvez à l'envers pour trouver le RPM du coupeur à partir de la vitesse de la ligne et du nombre de couteaux.
- Dimensionnez et ajustez le circuit de refroidissement en fonction du temps de séjour ; ajustez la température du bain, la turbulence et la longueur pour atteindre une température de brin sûre avant la coupe.
- Pour les PP/PE abrasifs avec ~60% CaCO3, commencez par des matériaux de couteaux robustes et résistants à l'usure et adoptez une procédure opérationnelle standard de réaffûtage rigoureuse pour maintenir les bords tranchants et parallèles.
- Analyse des tendances : fines, incidence des queues, plage de longueur des granulés et coefficient de variation du poids de 100 granulés ; liez les modifications à des ajustements spécifiques pour pouvoir itérer en toute confiance.
Objectifs de spécification et indicateurs clés de performance (KPI)

Tolérances dimensionnelles et L:D
Visez une plage de longueur de granulés étroite autour de votre cible (par exemple, ±0,2 mm comme point de départ). Maintenez le rapport longueur/diamètre (L/D) proche de 1:1 pour assurer une fusion homogène et un transport fluide par vis lors du moulage par injection. Protocole d'échantillonnage :
- Premier article : mesurer 50 granulés sur trois brins ; enregistrer la moyenne, le min-max et l’étendue.
- Stabilisation : répéter toutes les 15 minutes pendant la première heure suivant les changements.
- Contrôles de routine : contrôles ponctuels toutes les heures ou par lot, selon la méthode la plus stricte.
Expliquez toute dérive en vérifiant la synchronisation entre la vitesse de la ligne et le régime de coupe, la variation du diamètre du filament de la filière ou l'efficacité du refroidissement avant la coupe. Pour plus d'informations sur la méthode reliant la qualité de la matière fondue et de la présentation aux granulés finaux, consultez la vue d'ensemble du système dans l'article « De l'extrudeuse au granulateur — Influences sur la qualité » de Plastics Technology. influences du système sur la qualité.
Seuils des amendes et des queues
Fixez-vous un objectif initial réaliste : une teneur en fines inférieure à 11 TP4T en poids et une incidence de résidus inférieure à 0,51 TP4T de granulés, déterminée par un comptage visuel rapide. Mesurez les fines à l’aide d’une méthode de tamisage normalisée et d’un échantillon de 100 à 200 g, et notez les caractéristiques de votre tamis et la taille de ses mailles afin de garantir la reproductibilité des résultats (par exemple, en utilisant des tamis d’essai conformes à la norme ISO 3310 ou à une norme locale équivalente). La présence de résidus est généralement due à des lames émoussées, à un jeu insuffisant entre la lame et le lit de broyage, ou à la coupe de brins encore trop chauds ou humides. Le magazine Plastics Technology présente les causes profondes courantes et les pistes de solution dans son guide de dépannage. sept problèmes courants de granulation.
Contrôles du coefficient de variation du poids et de la rhéologie
Pesez 100 granulés et calculez le coefficient de variation (CV = écart type ÷ moyenne). Un CV faible, à un chiffre, constitue un objectif initial raisonnable comme indicateur de stabilité ; définissez vos propres spécifications après des essais. Complétez cette méthode par des contrôles ponctuels de l’indice de fluidité à chaud (MFR) ou de la rhéologie afin de détecter les variations de l’historique de fusion susceptibles d’affecter la stabilité des brins. Si vous publiez les valeurs de MFR en interne ou auprès de vos clients, assurez-vous que la méthode est conforme à une norme établie (par exemple, la norme ISO 1133 ou une méthode équivalente définie dans votre plan d’assurance qualité). Les documents des fabricants de résine décrivent les méthodes d’essai (par exemple, la norme ISO 1133) même s’ils ne spécifient pas les indicateurs clés de performance (KPI) relatifs à l’uniformité des granulés ; par exemple, consultez le contexte des données de traitement de Borealis : Références de traitement et d'essai PP.
Alimentation en matière fondue et contrôle de la filière

Pompage, filtration, géométrie de la filière
L'uniformité de la taille des granulés s'obtient grâce à un débit volumétrique constant. Vérifiez :
- Stabilité du débit de la pompe/extrudeuse ; suivi de la charge du moteur et de la pression de fusion pour une meilleure régularité.
- Utiliser des filtres propres et adaptés ; renforcer la filtration si le contenu recyclé introduit des gels ou des particules abrasives.
- Géométrie de filière permettant d'obtenir des diamètres de brin constants ; éviter les inserts mixtes qui créent un étirage irrégulier.
Toute fluctuation à ce niveau se traduit ultérieurement par des granulés de longueur et de qualité de coupe variables.
Uniformité et intégrité de la chaleur de la matrice
Vérifiez que les zones de découpe suivent précisément les points de consigne et que la surface de la matrice est plane et sans défaut. Les points chauds, les angles froids ou une surface usée créent des différences de diamètre de brin et un ramollissement local, ce qui entraîne des bavures ou des découpes irrégulières. Si vous constatez une ondulation persistante des brins ou des stries de diamètre, privilégiez le nettoyage, le resurfaçage ou le remplacement de la cartouche de la matrice avant de rechercher des solutions en aval.
Adaptations à haut rendement/recyclage
Pour les composites PP/PE contenant environ 60% de CaCO3 et plus de matières recyclées, il faut s'attendre à une abrasion accrue et à des contaminations ponctuelles importantes. Des adaptations pratiques sont possibles :
- Filtration plus poussée pour protéger la matrice et les lames.
- Température de fusion légèrement inférieure et étirage plus régulier pour réduire le rétrécissement des brins.
- Contrôles visuels fréquents de l'ovalisation des brins ; ajuster les couples de serrage des boulons de la filière et l'équilibrage des zones pour uniformiser le flux.
Pour une vue d'ensemble du système et de l'influence des décisions prises en amont sur la qualité des découpes ultérieures, consultez la même présentation générale de Plastics Technology ci-dessus. influences du système sur la qualité.
Système d'eau et circuit de refroidissement
Température et turbulence du bain
Choisissez une température d'eau initiale prudente pour le PP/PE (souvent inférieure à 40 °C environ), puis validez-la en mesurant la température de surface des brins et la qualité de la coupe. Une turbulence précoce favorise l'élimination de la couche limite et améliore le transfert de chaleur. Si les granulés présentent des signes de fusion ou d'étalement, augmentez le temps de séjour, abaissez la température du bain ou ajoutez/agitez la turbulence. Des conseils pratiques sur l'optimisation du refroidissement sont disponibles dans le guide de Plastics Technology. amélioration de la capacité de refroidissement.
Durée de refroidissement et longueur du bain
Utilisez le temps de séjour pour dimensionner et optimiser votre bain. La méthode simplifiée proposée par Plastics Technology consiste à calculer le temps de refroidissement à partir de diagrammes de transfert thermique ; puis :
- t = temps de refroidissement (s)
- V = vitesse du brin (m/min)
- Lbath = V × t ÷ 60 (m)
Liste de vérification (pour que le calcul se traduise par une qualité de coupe réelle) :
- Mesurer la température de surface du brin à l'entrée de la fraise et noter le point et l'instrument utilisé.
- Si vous constatez des bavures/une fusion, traitez-les d'abord comme un échec de vérification du refroidissement/séchage (température + eau de surface), puis ajustez la température/turbulence/longueur effective du bain.
- Lorsque vous modifiez les conditions du bain, vérifiez à nouveau la présence de têtes et de queues de granulés dans les 10 à 15 minutes.
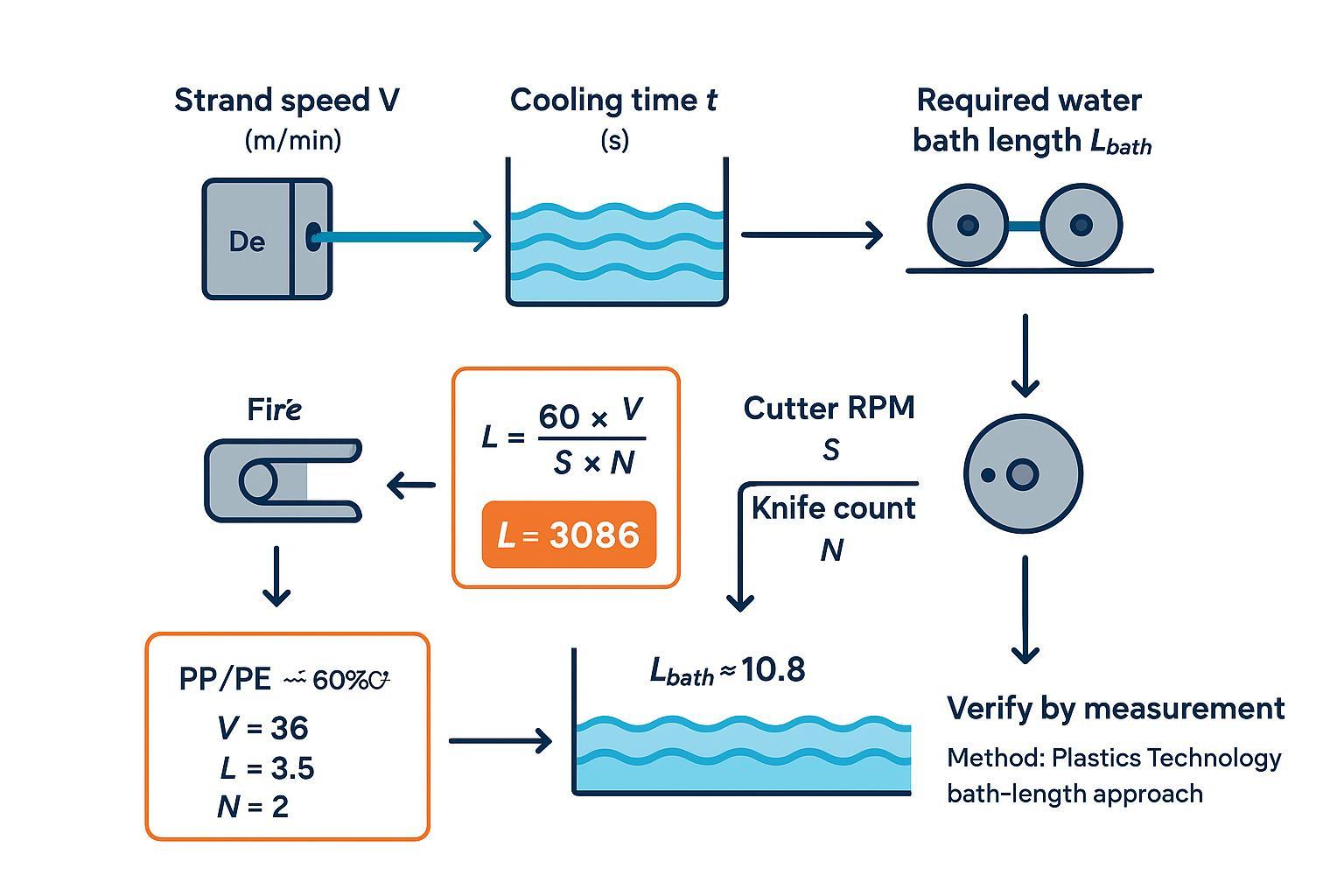
Exemple pratique pour notre installation de granulation de filaments d'eau (PP/PE avec ~60% CaCO3) :
- Supposons V = 36 m/min (après stabilisation du tracteur)
- D'après la méthode PT pour un cas PP représentatif, t ≈ 18 s comme estimation initiale
- Lbath ≈ 36 × 18 ÷ 60 = 10,8 m
Valider en ligne : si les faces de coupe s’étalent ou si les granulés fusionnent, abaisser la température du bain, augmenter la turbulence ou prolonger le trajet effectif (par exemple, en effectuant un aller-retour) afin d’augmenter le temps de séjour. La méthode complète d’estimation du temps de refroidissement et de la longueur du bain est décrite dans le guide de Plastics Technology. détermination de la longueur du bain.
Déshydratation et séchage avant découpe
Juste avant la coupe, les fibres doivent être sèches en surface et à une température nettement inférieure à leur point de ramollissement. Parmi les outils pratiques, on peut citer une lame d'air, une fente d'aspiration ou une hotte aspirante compacte. Pour les productions à haut débit ou les recettes délicates, un petit pré-séchoir centrifuge en amont de la coupe peut s'avérer utile, bien que son utilisation soit plus courante après la coupe. Il n'existe pas de taux d'humidité précis à atteindre ; le critère d'acceptation est visuel et tactile : absence de pellicule ou de gouttelettes visibles, fibres ne glissant pas sur les rouleaux d'alimentation et surfaces de coupe nettes.
Configuration de la machine de coupe et mécanique des couteaux
Longueur des granulés en fonction de la vitesse de la ligne et du régime moteur
La longueur de la pastille correspond à la distance parcourue par un brin entre deux coupes successives. Si la machine de coupe tourne à S tr/min avec N couteaux sur le rotor, le nombre de coupes par minute est de S × N. À une vitesse de ligne V (m/min), la longueur de la pastille L (mm) correspond au déplacement du brin par coupe.
- L (mm) = 60 × V ÷ (S × N)
Vérifications rapides de l'unité avant de faire confiance au chiffre :
- Conservez V en m/min (et non en m/s) et S en tr/min.
- Confirmez que N représente le nombre de couteaux actifs (et non de pièces de rechange installées).
- Après toute modification de V, S ou N, mesurez à nouveau la longueur du granulé (ne vous fiez pas au point de consigne).
Deux résolutions inverses rapides pour PP/PE + ~60% CaCO3 à la cible L = 3,5 mm :
- Étant donné V = 36 m/min et N = 2 couteaux :
- S ≈ 60 × 36 ÷ (3,5 × 2) ≈ 3086 tr/min
- Si vous passez à N = 3 couteaux à la même vitesse et à la même longueur :
- S ≈ 60 × 36 ÷ (3,5 × 3) ≈ 2057 tr/min
Utilisez ces valeurs comme points de consigne, puis mesurez 50 pastilles et ajustez la longueur S jusqu'à ce que la longueur moyenne corresponde à la valeur cible, avec une faible marge d'erreur. Pour un aperçu plus général du système de sélection et d'utilisation des systèmes de granulation, consultez cette présentation : choisir le bon système de granulation.
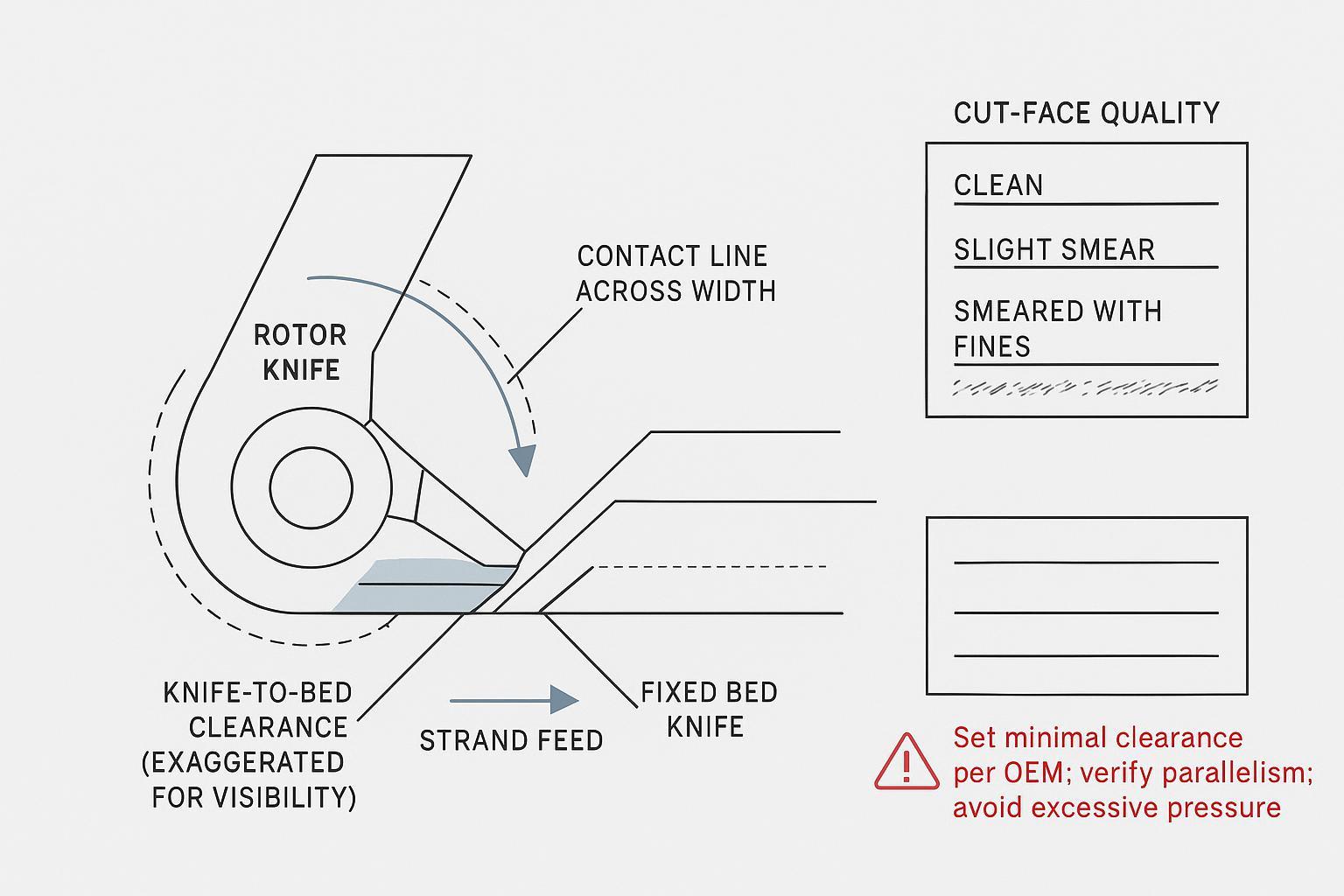
Dégagement et pression du couteau
Commencez par définir la relation rotor-bâti, car les jeux et les forces absolus dépendent du modèle. Procédure opératoire standard pratique :
- Monter les lames tranchantes ; nettoyer et inspecter la surface de coupe du couteau.
- Réglez le point zéro à l'aide des vis de réglage fin de votre machine ; vérifiez le parallélisme sur toute la largeur à l'aide de comparateurs à cadran ou de jauges d'épaisseur.
- Respectez le jeu minimal préconisé par le constructeur. Lorsque cela est autorisé, utilisez la technique de « marque témoin » contrôlée pour confirmer une trace de contact continue et ténue, puis reculez légèrement. Si le constructeur interdit tout contact, fiez-vous aux indicateurs et à l’inspection de la surface de coupe.
- Commencez par une légère pression ; effectuez une coupe rapide et inspectez les pastilles sous une bonne lumière. Des faces nettes et carrées, sans bavures ni effilochages, indiquent que vous êtes presque prêt. Des queues ou des fines particules nécessitent un réaffûtage ou de légers ajustements de jeu/pression.
Si vous avez besoin d'un rappel conceptuel sur les mécanismes de réglage des couteaux que l'on trouve sur les granulateurs industriels à brins, la documentation du fabricant confirme la disponibilité de dispositifs de réglage fin et de fonctions de réglage de l'écartement : par exemple, consultez une description générale du produit faisant référence aux mécanismes de réglage : mécanismes de réglage de l'écartement dans les granulateurs à brins.
Matériaux des couteaux, usure, procédure opérationnelle standard de réaffûtage
Les charges abrasives comme le CaCO3 accélèrent l'usure et peuvent émousser rapidement les arêtes. Choisissez des matériaux et des traitements thermiques offrant une résistance à l'usure suffisante pour votre application, puis protégez la géométrie grâce à un plan de rectification rigoureux.
Comparaison des matériaux PP/PE avec ~60% CaCO3 (indications initiales) :
- Acier à outils D2/SKD11 : généralement trempé à une dureté HRC de 50 à 60 ; bon rapport coût/résistance ; suffisamment résistant pour une contamination occasionnelle.
- Acier rapide M2 : plus dur (dureté HRC faible à moyenne de 60) avec une meilleure rétention des bords chauds ; peut être plus sujet aux ébréchures sous l’impact.
- Carbure ou à pointe en carbure : résistance à l’abrasion maximale (équivalent HRC > 65) ; plus fragile ; idéal lorsque le risque de contamination est faible et les exigences de disponibilité élevées.
Pour plus d'informations sur les matériaux et la logique de sélection, consultez un aperçu du secteur : Guide des couteaux et matériaux pour granulateursPour un exemple de fournisseur neutre offrant une documentation sur les matériaux, la dureté et les tolérances, vous pouvez consulter les ressources de MAXTOR METAL, telles que… page produit du couteau pour granulateur de plastique et leurs guide de tolérance des lames industrielles. Si vous souhaitez approfondir les compromis liés aux matériaux, consultez notre document explicatif interne sur le choix des couteaux : guide de sélection des couteaux de granulation.
Procédure opératoire normalisée de rebroyage (aperçu)
- Inspection après démontage : noter le rayon des bords, les éclats, les bavures ; enregistrer le faux-rond et la planéité si spécifiés par votre fabricant d’équipement d’origine (OEM).
- Rectifier pour rétablir la géométrie des bords dans les limites de surépaisseur maximale autorisées par le fabricant d'origine ; maintenir les faces planes et parallèles ; ébavurer soigneusement.
- Contrôles après rectification : vérifier la qualité du tranchant, la planéité et les limites de faux-rond ; documenter les résultats avec des contrôles ponctuels de dureté si nécessaire.
- Enregistrement des données : suivi du nombre d’affûtages par couteau, de la date et de l’heure d’installation, et de tous les ajustements nécessaires pour atteindre la longueur de pastille et la qualité de face cibles après l’installation.
L'assistance documentaire (certificats de matériaux, plages de dureté et rapports de tolérance) simplifie les audits et réduit les ambiguïtés lors de la mise en place. Des fournisseurs tels que MAXTOR MÉTAL Fournir des couteaux compatibles OEM/ODM avec des données de traçabilité des matériaux et d'inspection ; utiliser ces emballages pour harmoniser la maintenance et l'assurance qualité sans conjectures.
Assurance qualité, validation, dépannage

Modèle d'enregistrement (copier/coller)
- Numéro de poste / Ligne / Modèle de granulateur :
- Notes sur les matériaux/la recette (ex. : teneur en PP/PE + CaCO3, contenu recyclé) :
- Date / quart de travail / initiales de l'opérateur :
Longueur et synchronisation des granulés
- Vitesse de ligne V (m/min) :
- RPM de coupe S (RPM) :
- Nombre de couteaux N (couteaux actifs) :
- Longueur du projectile cible L (mm) :
- Longueur des granulés mesurée (n=50) : moyenne / min–max / étendue :
- Notes après ajustement (ce qui a changé, quand et pourquoi) :
Amendes et queues
- masse de l'échantillon de fines (g) :
- Jeu de tamis / tailles de mailles (ISO 3310 ou équivalent) :
- Méthode de tamisage (durée, réglage des vibrations, notes de pré-nettoyage) :
- Masse des fines (g) et fines % en poids :
- Vérification visuelle des queues : taille de l’échantillon (n=200) / nombre de queues / remarques :
Refroidissement et conditionnement prédécoupé
- Température de l'eau du bain (°C) :
- Longueur utile du bain (m) / parcours (droit ou en aller-retour) :
- Réglages de turbulence/agitation (fonctionnement et emplacement) :
- Méthode de déshydratation (lame d'air / fente d'aspiration / hotte) et réglages :
- Température du brin à l'entrée du coupe-fils : valeur / instrument / point de mesure :
- Observation de la face coupée (nette / bavure / estompage) et mesures prises :
État et vérification du couteau
- Matériau de la lame et référence du lot/certificat (le cas échéant) :
- État du couteau (neuf / réaffûté) et nombre d'affûtages (si suivi) :
- Outil de vérification du jeu/parallélisme (comparateur à cadran / jauge d'épaisseur) et points de contrôle (gauche/centre/droite) :
- Méthode de réglage OEM utilisée (notez toute politique de « marque de témoin » autorisée ou interdite) :
Échantillonnage et contrôles rapides
- Longueur des granulés : échantillon de 50 pièces ; indiquer la moyenne et l’étendue ; ajuster la vitesse de coupe pour centrer la moyenne.
- Fines : tamiser un échantillon de 100 à 200 g ; viser des pourcentages faibles, inférieurs à 10 % ; si le pourcentage est élevé, éliminer d'abord les queues, puis s'occuper du refroidissement et de l'état du couteau.
- Queues : comptage visuel sur 200 granulés ; si le nombre augmente, inspecter le tranchant/le dégagement du couteau et l'état du brin.
- Poids CV : 100 granules ; calculer le CV ; en cas de dérive, vérifier la stabilité de la matrice et de l’extracteur.
- Rhéologie : contrôles ponctuels de l'indice de fluidité à chaud pour détecter les changements dans l'historique de fusion.
Lier les indicateurs clés de performance aux défauts de moulage
- Queues : provoquent des blocages de porte, des enfilages, des marques d'écoulement ; à réduire avec des couteaux tranchants, un jeu/une pression corrects et des brins plus froids et secs en surface.
- Particules fines/poussières : obstruent les filtres à vis et les buses ; souvent secondaires aux traînées ; corriger la cause profonde et améliorer le refroidissement/la turbulence.
- Grande dispersion de longueur : conduit à un tassement variable des billes ; stabiliser en synchronisant V et S, en bloquant le diamètre du brin et en confirmant le temps de séjour dans le bain.
Réparer les queues, la fusion et la poussière
Actions correctives prioritaires (approche descendante) :
- Sécurité et vérification : arrêter ou ralentir à une vitesse sûre ; vérifier la température et le degré de sécheresse du fil ; inspecter les lames.
- Couteaux et jeu : remplacer ou réaffûter les couteaux émoussés ; rétablir le jeu minimal avec parallélisme ; ajuster la pression de contact par incréments.
- Méthode de refroidissement : abaisser la température du bain, augmenter la turbulence ou prolonger le temps de séjour ; assurer une agitation précoce.
- Synchronisation : recalculer le RPM à partir de L = 60 × V ÷ (S × N) et recentrer la longueur moyenne du granulé par mesure.
- Matrice et distribution : nettoyer la face de la matrice, confirmer l’équilibre des zones, vérifier le conditionnement de l’écran et la stabilité de la fusion.
Pour une vue d'ensemble du dépannage, Plastics Technology compile les défauts courants et leurs solutions dans son guide sur les problèmes de granulation : aperçu du dépannage.
Commencez par les réglages les plus rapides : couteaux affûtés avec un jeu minimal et parallèle ; circuit de refroidissement permettant d’atteindre la température de sécurité optimale ; et une machine de coupe synchronisée dont la vitesse de rotation correspond à la cadence de votre ligne et au nombre de couteaux. Vérifiez chaque réglage par des contrôles courts et rigoureux (longueur des granulés, fines et queues, coefficient de variation du poids de 100 granulés) et prenez des notes pour reproduire les résultats. Pour les PP/PE recyclés et à forte charge, privilégiez des couteaux plus résistants, prévoyez des inspections des bords plus fréquentes et soyez prêt à prolonger le temps de séjour ou à réduire la température du bain pour préserver la qualité de coupe. Ensuite, procédez par étapes : mesurez, ajustez un paramètre à la fois et confirmez le résultat avant d’augmenter la cadence. C’est ainsi que vous obtiendrez des granulés uniformes, gage d’un moulage par injection sans accroc.
Auteur et divulgation
Auteur: Tommy Tang — Ingénieur commercial senior, Nanjing METAL Industrial
Expérience: 12 ans d'expérience dans le support d'applications de coupe industrielles (y compris la granulation et les lames rectifiées avec précision)
Certifications: CSE, CME, Ceinture verte Six Sigma, PMP
Avis Les références des fournisseurs et des produits (dont MAXTOR METAL) sont fournies à titre d'exemples pratiques de documentation et de matériaux. Il est impératif de toujours vérifier les procédures de réglage des couteaux et les critères d'acceptation par rapport au manuel d'utilisation de votre granulateur et à votre plan d'assurance qualité.
Dernière mise à jour : 2026-03-24
Journal des modifications : Ajout des qualifications de l'auteur, des informations de divulgation et des points d'ancrage des normes/méthodes pour la répétabilité des mesures.