Engineered for high-speed continuous slicing and complex grid-blade manufacturing, this strip steel balances extreme edge retention with the structural integrity required for industrial slotting.
Parameter
Specification (High Carbon Steel)
Specification (Stainless Steel)
Material Grade
SK5, C100S, C75
420 (1.4021), 440C
Kisaran Kekerasan
HRC 56 – 62
HRC 46 – 56
Kisaran Ketebalan
0.50mm – 2.0mm
0.50mm – 2.0mm
Width Range
7mm – 100mm
7mm – 100mm
Thickness Tolerance (with Cpk ≥1.33 across 500m continuous coil)
± 0.01 mm to ± 0.02 mm
± 0.01 mm to ± 0.02mm
Permukaan Akhir
Blade: Ra < 0.8µm; Body: Ra < 1.6µm
Blade: Ra < 0.8µm; Body: Ra < 1.6µm
Dimensional Std.
ISO 2768-mK
ISO 2768-mK
Supply Format
Coils: 100m, 200m, 300m, 500m
Coils: 100m, 200m, 300m, 500m
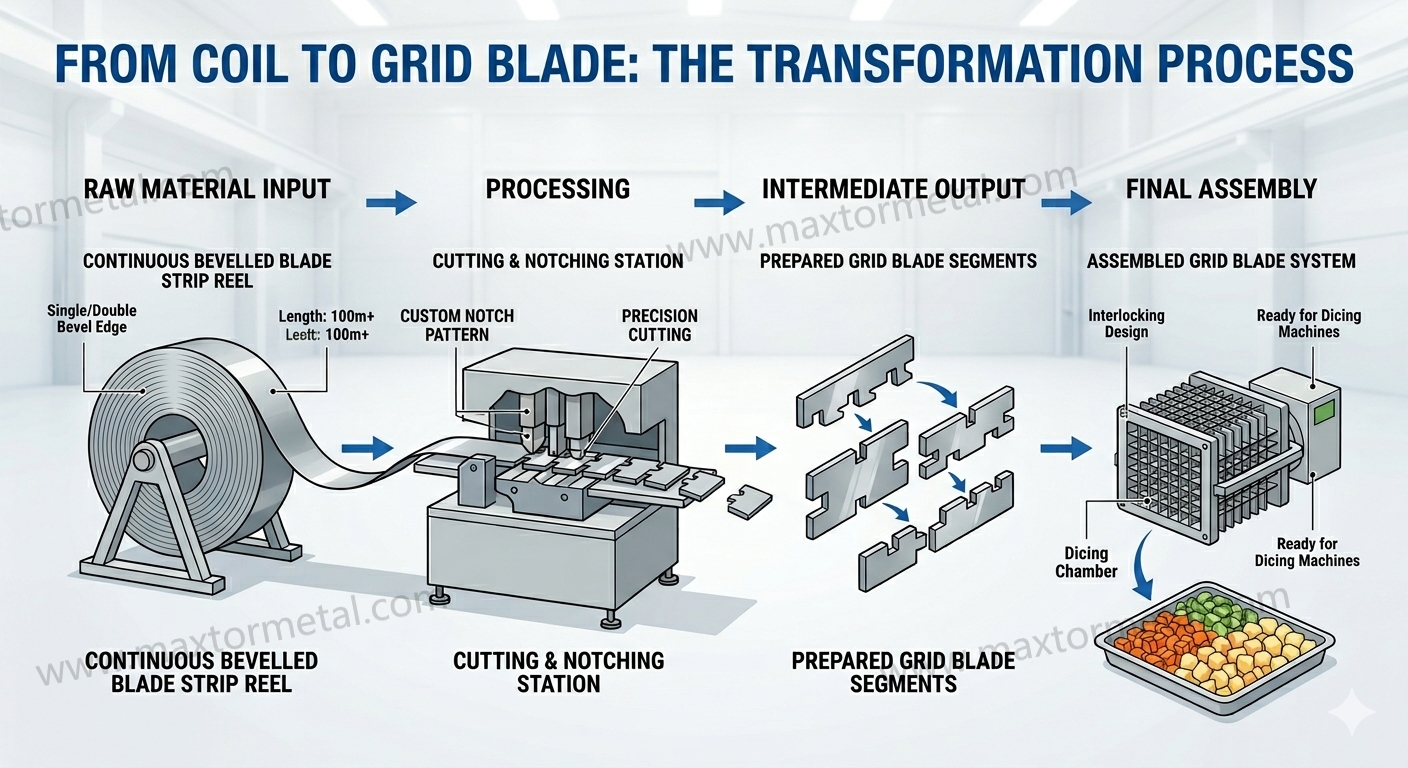
2. Blade Strip Steel Engineering Overview: The Mechanics of the Edge
In the specialized field of Strip baja tajam dalam gulungan, performance is a function of Geometri Tepi dan Material Toughness. Unlike standard flat steel, blade strip must undergo a rigorous cold-rolling and heat-treatment cycle to ensure that when the steel is “slotted” to create dicing grids, it does not succumb to stress fractures.
2.1 Fracture Toughness in Grid Applications
The manufacturing of grid blades (dicers) involves cutting slots into the strip. This creates significant Stress Concentration Factors (KT). Our engineering approach focuses on controlling the carbide morphology in SK5 and 440C grades. By ensuring a fine, globular carbide distribution, we mitigate the risk of “blade snapping” (brittle fracture) at the slot corners while maintaining a hardness of up to HRC 62.
2.2 Tribological Considerations
During high-speed slitting of PE/BOPP films or fibrous meat products, the blade surface experiences intense localized friction. The specified surface finish of Ra < 0.8µm at the edge is not merely aesthetic; it reduces the Coefficient of Friction (μ), preventing material adhesion (pick-up) and thermal softening of the cutting tip.
Engineering Focus: Corrosion resistance. 420 and 440C grades are utilized to withstand the acidic/aqueous environments of vegetable processing while providing enough toughness to handle high-frequency dicing.
3.2 Meat & Protein Slicing
Target: Processed meat products.
Equipment: Continuous belt slicers.
Engineering Focus: Lateral stiffness. The 0.50mm-2.0mm thickness range provides the necessary beam strength to prevent blade deflection during high-speed protein shearing.
3.3 VFFS (Vertical Form Fill Seal) Packaging
Target: BOPP, PE, and laminate films.
Equipment: Automatic flow wrappers.
Engineering Focus: Ultra-sharp “pierce and cut” capability. SK5/C100S carbon steel is preferred here for its ability to hold a razor-fine edge compared to standard stainless.
3.4 Foam & Synthetic Rubber Fabrication
Target: Acoustic foam, gaskets.
Equipment: Customized grid-making slitting lines.
Engineering Focus: Consistency across long coil lengths (up to 500m) to minimize machine downtime during coil changes.
3.5 Textile & Non-woven Slitting
Target: Industrial fabrics, medical textiles.
Equipment: High-speed slitting lines.
Engineering Focus: Edge retention. The higher HRC 56-62 in carbon grades ensures the blade can cut abrasive synthetic fibers without frequent regrinding.
3.6 Fruit Processing (Slicing/Coring)
Target: Apples, pineapples.
Equipment: Industrial fruit processing lines.
Engineering Focus: Food-grade certification compliance using 440C stainless steel for a balance of extreme hardness and hygiene.
4. Blade Strip Steel Common Failure Problems & Engineering Solutions
Problem: Brittle Fracture at Slot Base.
Root Cause: Excessive internal stress from hardening or sharp 90° slot geometry.
Larutan: Optimize tempering cycles to increase ductility. Recommendation: Use a 300°C+ tempering stage to transform brittle martensite into a tougher structure.
Problem: Frequent Downtime for Blade Replacement.
Root Cause: Edge wear due to low carbide volume in standard steel.
Larutan: Upgrade to SK5 atau 440C for higher primary carbide density, extending run-times by 200%.
Problem: Material Waste (Off-cuts).
Root Cause: Using fixed-length blades for varied production runs.
Larutan: Supply in 500m continuous coils, allowing the customer to cut only the exact length needed for specific grid configurations.
Problem: Longitudinal Blade Bowing.
Root Cause: Uneven residual stress from the cold-rolling process.
Larutan: Implementation of tension-leveling and sub-zero treatment to ensure linear straightness.
Problem: Rapid Blunting in Food Dicing.
Root Cause: Micro-corrosion at the edge tip (chemical wear).
Larutan: Switch from 420 to 440C, which offers higher Chrome content and carbon for better edge stability in aqueous environments.
Problem: “Tearing” of Packaging Film.
Root Cause: Edge roughness (Ra) exceeding 1.2µm.
Larutan: Precision grinding to achieve Ra < 0.8µm at the bevel, ensuring a clean shear.
Problem: Thermal Deformation.
Root Cause: Friction heat during high-speed textile slitting.
Larutan: Reduce bevel angle to minimize contact area; use C100S for better thermal conductivity.
Problem: Inconsistent Dicing Dimensions.
Root Cause: Thickness variation across the strip.
Larutan: Tightening tolerances to ±0.01mm through rigorous AGC (Automatic Gauge Control) during rolling.
Problem: Surface Rusting in Carbon Steel.
Root Cause: Poor humidity control in storage.
Larutan: Application of VCI (Volatile Corrosion Inhibitor) oil and vacuum-sealed packaging for 100m-500m coils.
Problem: Difficulty in Slotting/Machining.
Root Cause: Steel is too hard for the customer’s secondary processing.
Larutan: Provide steel in a “Spheroidized Annealed” state for machining, followed by localized hardening, OR provide pre-tempered steel at HRC 46-50.
5. Blade Strip Steel Material Engineering Guide
Nilai
Karbon (%)
Chrome (%)
Mechanical Profile
Aplikasi Khas
SK5
0.80 – 0.90
–
Ultra-high hardness (HRC 60+).
Industrial slitting & non-food dicing.
C100S
0.95 – 1.05
–
High elastic limit, excellent for thin blades.
Precision film slitting.
420 SS
0.20 – 0.40
12.0 – 14.0
Moderate wear resistance, high corrosion resistance.
The hardness of our strip steel is carefully tuned to the application:
Carbon Steel (HRC 56-62): Maximizes the “martensite” fraction for absolute hardness. Essential for dry slitting where abrasion is the primary wear factor.
Stainless Steel (HRC 46-56): Optimized for Edge/Toughness Balance. Lower hardness in stainless often yields better results in grid-making to prevent the thin “walls” between slots from cracking during assembly.
7. Blade Strip Steel Geometry & Edge Engineering
Surface Finish (Blade Ra < 0.8µm): Achieved through multi-stage longitudinal grinding. This smoothness ensures that the cutting force is distributed evenly, preventing micro-fractures.
Akurasi Dimensi: Compliance with ISO 2768-mK ensures that every millimeter of the 500m coil is within industrial “Medium” to “Fine” tolerance standards.
8. Blade Strip Steel Manufacturing Process & Quality Inspection
Precision Cold Rolling: Achieving thickness within ±0.01 mm.
Continuous Bright Annealing: Removing work-hardening stresses for uniform grain structure.
Edge Grinding: CNC controlled beveling to meet Ra < 0.8µm.
Pengujian Kekerasan: Rockwell C testing every 50 meters of the coil.
Surface Inspection: Automatic optical inspection (AOI) for scratches or pits.
Blade Strip Steel counterBlade Strip Steel hardness test
9. Case Study: Performance Benchmarks
Case 1: Urschel-type Grid Dicer Optimization
Client: Frozen Vegetable Processor.
Initial Condition: Standard 420 blades failing every 8 hours due to corner cracking.
Engineering Solution: Transitioned to 440C Strip Steel with a revised tempering profile (HRC 54).
Hasil: Blade life extended to 24 hours; 200% improvement in uptime.
Case 2: High-Speed PE Film Slitting
Client: Flexible Packaging Manufacturer.
Initial Condition: Frequent “snagging” and film tearing using standard slitter blades.
Engineering Solution: Implemented C100S Carbon Steel with Ra 0.4µm edge finish.
Hasil: Increase in slitting speed by 25% with zero reported film tears.
10. Bagian Pertanyaan Sering Diajukan (FAQ)
Q: Why use SK5 instead of Stainless?
A: SK5 allows for higher peak hardness (HRC 62), making it superior for non-corrosive slitting of abrasive materials like textiles.
Q: What is the maximum thickness available?
A: The maximum thickness is 2.0mm. Beyond this, the increased cross-section significantly raises the slotting resistance during grid manufacturing, making thinner profiles (0.5–1.2mm) more practical for most dicing applications.
Q: Do you provide blades with slots already cut?
A: No, we provide the base material (strip steel) in coils for your manufacturing process.
Q: How does thickness tolerance affect my grid assembly?
A: In a dicing grid, errors accumulate. A ±0.01 mm tolerance ensures that the grid slots align perfectly across the entire width of the machine.
Q: Is 440C harder than 420?
A: Yes. 440C has higher carbon, allowing it to reach HRC 56-58, whereas 420 typically ranges from HRC 48-52.
Q: Can you provide a 500m coil without any welds?
A: Yes, we specialize in high-integrity, single-piece long coils to prevent machine jams.
Q: What surface finish should I choose for meat dicing?
A: We recommend the Ra < 0.8µm edge finish to prevent protein adhesion.
Q: What causes “edge rolling” (dulling)?
A: Usually, the hardness is too low for the material being cut. Increasing HRC or switching to a higher carbon grade (C100S) is the solution.
Q: Does your steel meet ISO 2768-mK standards?
A: Yes, all our precision strip steel is manufactured to these tolerances.
Q: Why is Ra < 1.6µm used for the body?
A: This allows for sufficient grip in machine holders while maintaining a smooth enough profile to prevent debris buildup.
Q: How should I store high-carbon coils?
A: Keep them in their original VCI packaging in a dry, temperature-controlled warehouse.
Q: Can this steel be used for medical-grade dicers?
A: Yes, 440C is frequently used in medical/surgical cutting tools due to its purity and hardness.
Q: What is the benefit of the 300m and 500m coil lengths?
A: It reduces the frequency of coil changes, significantly increasing the OEE (Overall Equipment Effectiveness) of automated lines.
Q: Can you provide custom widths like 15.5mm?
A: Yes, we provide custom slitting within the 7mm to 100mm range.
Q: How do I select between C75 and SK5?
A: Choose C75 if your blade needs to flex significantly without breaking; choose SK5 if edge retention is the absolute priority.
Kustomisasi: Kustomisasi
Kami tidak hanya menawarkan pisau ukuran standar, tetapi kami juga menawarkan pisau khusus yang dirancang untuk meningkatkan produktivitas Anda. Anda hanya perlu memberikan gambar teknis atau sampel.
Hubungi tim penjualan kami yang ramah hari ini dan mereka akan membantu menilai kebutuhan spesifik Anda dan memberi Anda pilihan peningkatan yang terbukti. Atau, ajukan permintaan penawaran.
Nikmati kemudahan impor yang mulus. Dari transportasi hingga bea cukai, kami menangani seluruh proses. Anda hanya perlu membayar PPN dan menunggu barang tiba di perusahaan.
2. Harga Kompetitif
Kami telah melihat pisau kami digunakan dalam berbagai aplikasi dan siap menangani proyek apa pun yang Anda berikan kepada kami – memberikan akurasi, daya tahan, dan harga kompetitif yang tak tertandingi.
3. ODM & OEM tersedia
Baik Anda menyediakan gambar, sketsa, atau sampel, kami mampu menggambar dan memproduksi untuk Anda. Kami juga memiliki kemampuan untuk membantu memodifikasi desain dan spesifikasi yang ada untuk meningkatkan hampir semua aplikasi perkakas industri. Silakan hubungi tim penjualan khusus kami untuk mendiskusikan persyaratan spesifik Anda.
4. Kontrol Kualitas
Serangkaian pengujian dan inspeksi dilakukan untuk mengontrol kualitas, termasuk inspeksi artikel pertama, inspeksi bahan masuk dan bahan bersertifikat, inspeksi kualitas dalam proses, serta inspeksi kualitas akhir.
5. Pengadaan yang fleksibel, kerjasama yang tidak terbatas
Whether you are an importer, distributor, wholesaler or end-user, we welcome you to join us with a minimum MOQ, no hassle for inquiry and more freedom for purchasing.
6. Monitor luar negeri, laporan kemajuan produksi secara real-time
Jadilah pemantau eksklusif Anda, transmisi reguler setiap node penting dalam lini produksi, tidak peduli seberapa jauh, kemajuan produk sejauh mungkin untuk dipahami.


")
")
")
")