Các vết gờ do cắt tạo ra thường xuất hiện dưới dạng mép nổi, cạnh xù xì, bụi hoặc các sợi bị "nhai" dọc theo vết cắt—thường tệ nhất ở một bên của tấm vật liệu. Chúng không chỉ trông xấu mà còn gây ra phế phẩm (cắt bỏ cạnh, hàng loại bỏ), tắc nghẽn ở các công đoạn tiếp theo và dừng máy đột xuất khi người vận hành phải đuổi theo thiết bị đang di chuyển.
Tin tốt là: nhiều vấn đề về gai vải bị lệch do thiết lập không chính xác, bạn có thể khắc phục ngay tại chỗ trong vòng 15-30 phút mà không cần tháo rời toàn bộ máy. Cách khắc phục nhanh nhất thường là lấy lại độ chồng chéo và khoảng cách an toàn, khôi phục độ cứng của mép vải và ổn định cơ chế hoạt động của màng rung (lực căng và tốc độ).
Bạn không cần dụng cụ đặc biệt để bắt đầu. Hầu hết các nhà máy đã có sẵn những thứ cần thiết: thước đo khe hở, đồng hồ đo độ lệch, màng áp suất và nhiệt kế hồng ngoại.
Lưu ý về an toàn: Hướng dẫn này chỉ dành cho việc khắc phục sự cố quy trình. Luôn tuân thủ các quy trình khóa/gắn thẻ, bảo vệ và quy trình của nhà sản xuất thiết bị gốc (OEM) tại nơi làm việc trước khi kiểm tra hoặc điều chỉnh bất kỳ trạm cắt nào.
Hãy thực hiện các bước kiểm tra dưới đây và bạn sẽ thấy các cạnh sắc nét hơn, hiệu suất tổng thể ổn định hơn và tổng chi phí sở hữu thấp hơn ngay hôm nay — bởi vì bạn sẽ giảm cả phế phẩm và thời gian dành cho việc "điều chỉnh bằng cảm tính".
Ví dụ công khai (phim/bao bì): Một nghiên cứu điển hình của Maxcess về quy trình màng polymer mỏng đã báo cáo việc loại bỏ nếp nhăn và tăng gấp đôi sản lượng cuộn Sau khi lắp đặt giải pháp trải màng, giúp ổn định các quy trình tiếp theo bao gồm xẻ và cuộn. Xem thêm Nghiên cứu điển hình của Maxcess: Plitek loại bỏ nếp nhăn và tăng gấp đôi sản lượng cuộn giấy. (Tham khảo công khai; kết quả phụ thuộc vào thiết kế đường kẻ và chất liệu).
Giải pháp khắc phục tức thì (cắt bỏ gờ sắc)
Thiết lập độ chồng lấn và khoảng cách
Nếu hiện tượng gờ sắc đột ngột tăng lên sau khi thay đổi chế độ, hãy xem xét hiện tượng chồng lấp và khe hở bên như là nguyên nhân nghi ngờ #1. Đây là điểm khởi đầu nhanh nhất trong việc khắc phục sự cố cắt rãnh tròn vì nó trực tiếp xác định xem bạn đang cắt hay đang ma sát.
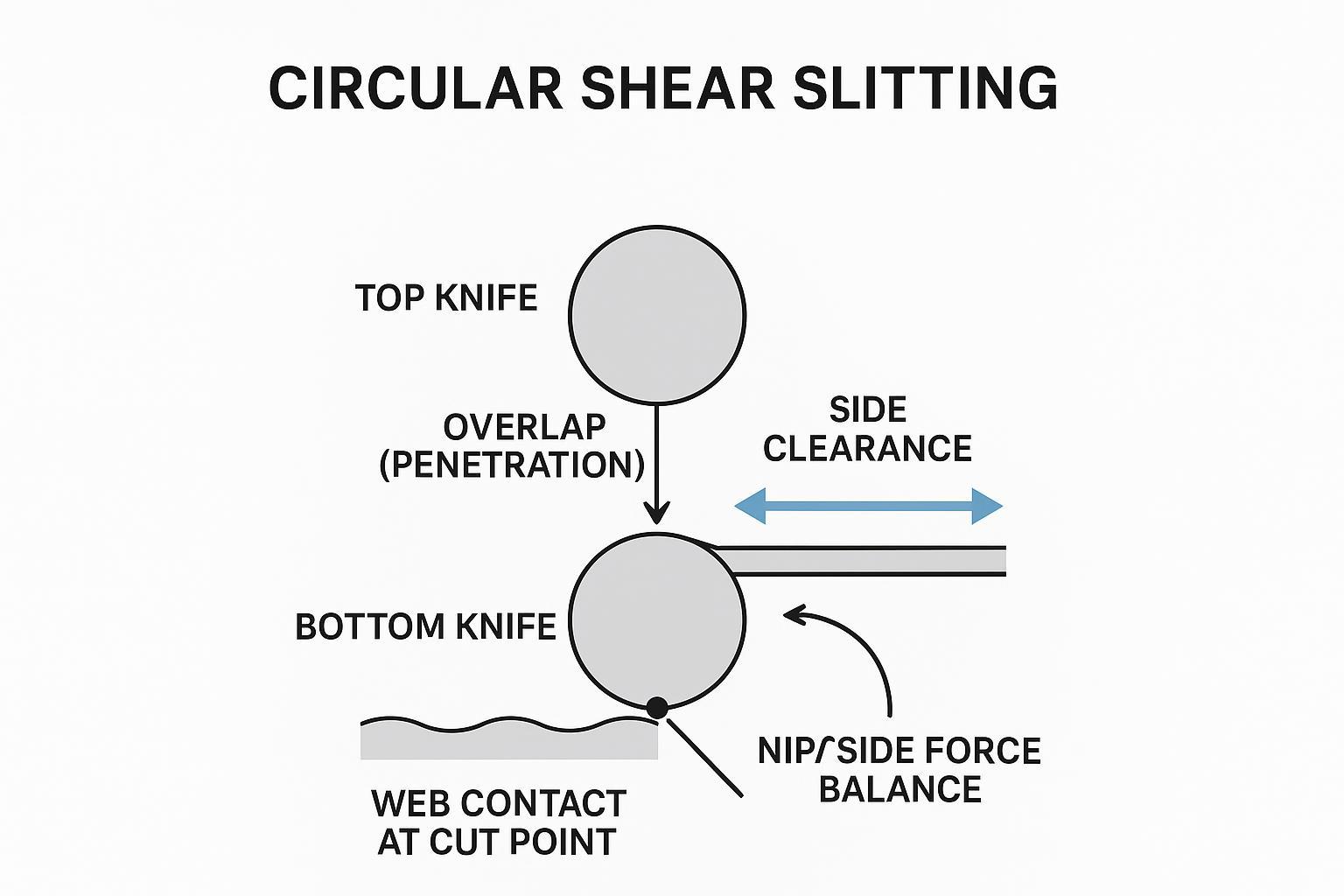
Ý nghĩa của "sự chồng lấn" và "khoảng cách an toàn" (trong một câu): Độ chồng lấn là khoảng cách mà các lưỡi dao xuyên qua điểm tiếp tuyến lý thuyết; khe hở là khoảng cách bên được kiểm soát cho phép các lưỡi dao cắt thay vì cọ xát.
Bắt đầu bằng một điểm dừng ngắn và thực hiện các bước kiểm tra độ chồng chéo và khoảng hở của dao cắt:
- Kiểm tra khe hở bên tại điểm cắt (bằng thước đo khe hở). Kiểm tra cả phía người vận hành và phía truyền động. Khe hở quá lớn có thể khiến màng in bị biến dạng thay vì chịu lực cắt; khe hở quá nhỏ sẽ làm tăng ma sát và có thể gây hư hỏng mép do nhiệt.
- Khôi phục sự chồng chéo từng bước nhỏ. Nếu bạn thấy mép cắt bị nhòe và có bụi, hãy giảm độ chồng mép một chút. Nếu đường cắt trông bị rách hoặc không được cắt đều, hãy tăng độ chồng mép một chút. Thay đổi từng biến số một.
- Kiểm tra tính song song trên toàn chiều rộng. Nếu một làn sạch và làn khác bị xước, thì tổng thể bố cục có thể vuông vức nhưng không đồng đều trên toàn bộ trục xếp.
Điểm chínhCác vết gờ cắt đều khắp các rãnh thường cho thấy sự chồng lấp/khe hở hoặc tình trạng dao; các vết gờ xuất hiện và biến mất theo một mô hình lặp lại thường cho thấy độ lệch tâm hoặc độ ổn định lực căng.
Để hiểu rõ hơn về logic cấp phép và các lỗi thường gặp, hãy xem hướng dẫn của MAXTOR METAL: Hướng dẫn chi tiết về cách thiết lập khe hở lưỡi cắt.
Nếu bạn đang điều chỉnh độ chồng chéo/khoảng hở sau khi thay dao—hoặc bạn đang ghép các con dao lại với nhau để giảm bavia và nhiệt—hãy xem hướng dẫn của MAXTOR METAL. dao và lưỡi cắt tròn Đối với các cấu hình thông thường và các tùy chọn tùy chỉnh.
Khôi phục độ sắc bén của cạnh và loại bỏ bavia.
Một con dao "mới" không tự động có lưỡi cắt sắc bén—đặc biệt nếu nó đã bị cầm nắm, va đập hoặc lắp ráp với các miếng đệm bị nhiễm bẩn.
Các thao tác bên đường diễn ra nhanh chóng:
- Kiểm tra xem có vi mạch và vòng lăn hay không. Nếu có thể, hãy sử dụng kính phóng đại; những hư hại nhỏ ở mép có thể tạo ra các vết gờ lớn trên màng phim và vải không dệt.
- Vệ sinh các bề mặt tiếp xúc và các miếng đệm. Một vết gờ nhỏ trên miếng đệm hoặc mảnh vụn bị kẹt cũng có thể làm nghiêng cụm dao và thay đổi khoảng hở thực tế tại điểm cắt.
- Nếu không thể mài ngay lập tức, hãy giảm tải trọng. Giảm nhẹ tốc độ và/hoặc lực căng để tránh làm rách lưỡi cưa trong khi bạn lên lịch mài lại.
Hãy theo dõi nhiệt độ như một chỉ số gián tiếp về ma sát. Nếu nhiệt kế hồng ngoại cho thấy điểm nóng tăng lên xung quanh các lưỡi dao, có thể bạn đang cọ xát quá chặt (lực siết quá lớn, lực tác động ngang quá mạnh) hoặc đang cắt bằng lưỡi dao cùn.
Bảng tóm tắt triệu chứng bệnh ở rìa (kiểm tra nhanh bằng mắt thường):
- Cắt sạch: Đường viền sắc nét, ít bụi, vẻ ngoài đồng nhất giữa các làn đường.
- Lực ma sát/lực siết quá mức ở một bên: Lưỡi dao bóng hoặc bị lem, nhiệt độ dao tăng cao, đôi khi có vẻ ngoài "được đánh bóng".
- Rách (lực cắt không đủ): Cạnh lởm chởm, các sợi/sợi chưa cắt đứt không liên tục, gờ sắc nhọn càng trầm trọng hơn khi lực căng thay đổi.
- Vi mạch/cạnh cuộn: Vết xước cục bộ "in" lặp đi lặp lại, thường đi kèm với một kiểu khuyết tật định kỳ và tiếng lách tách/lạch cạch có thể nghe thấy.
Căn chỉnh điểm vào, ổn định lực căng và tốc độ.
Khi độ chồng lấp/khoảng hở và điều kiện mép đạt mức hợp lý, các gờ thừa còn sót lại thường là do vấn đề cơ học của màng in.
- Đưa mạng lưới hình vuông vào trạm. Góc vào không cân đối có thể làm lệch lực tác động sang một bên và khiến một cạnh trở nên kém hiệu quả hơn.
- Hãy ổn định độ căng trước khi điều chỉnh lại các thông số dao. Việc thay đổi lực căng có thể "giả lập" vấn đề về khoảng hở bằng cách thay đổi vị trí của màng vải tại điểm cắt.
- Giảm tốc độ trong thời gian ngắn để xác định nguyên nhân. Nếu lưỡi cưa nhanh chóng bị kẹt khi giảm tốc độ ở mức 10–20%, rất có thể bạn đang gặp vấn đề về độ ổn định (rung lắc, phản ứng vòng căng hoặc tích tụ nhiệt).
- Kiểm tra các giả định về tốc độ vượt quá giới hạn nếu hệ thống của bạn sử dụng tính năng này. Các hướng dẫn trong ngành thường đề cập đến việc tăng tốc độ dao dưới một chút để duy trì hoạt động cắt kiểu kéo; xem các nguyên tắc được mô tả trong phần [tham khảo]. Tài liệu PDF "Nguyên tắc tách gỗ bằng lực cắt" của Carolina Knife.
Bộ dụng cụ chẩn đoán nhanh
Bảng quy trình chuẩn nhanh: triệu chứng → nguyên nhân → kiểm tra → khắc phục nhanh → xác minh
| Những gì bạn thấy | Nguyên nhân có thể xảy ra | Những điều cần kiểm tra | Khắc phục nhanh | Xác minh xem nó có hoạt động không. |
|---|---|---|---|---|
| Vết xước đồng đều trên các làn đường | Sự chồng lấn/khoảng cách vượt quá phạm vi; cạnh cùn | Thước đo khe hở tại điểm cắt; lưỡi dao dưới kính phóng đại; độ sạch của miếng đệm | Điều chỉnh độ chồng chéo/khoảng hở từng bước nhỏ; làm sạch các miếng đệm; giảm tải (tốc độ/lực căng) nếu cần. | Lưỡi dao trông sắc bén; bụi rơi xuống; xu hướng nhiệt độ dao ổn định. |
| Gờm chủ yếu ở một bên | Lối vào lệch; tải trọng bên không cân bằng; chồng hàng không song song | Độ vuông góc của lỗ vào web; kiểu mẫu màng áp suất; khoảng cách giữa các làn đường. | Web vuông vắn; cân bằng lực ép/lực tải bên; kiểm tra lại độ song song. | Cải thiện sự khớp cạnh trái/phải |
| Burr lặp lại định kỳ trên mạng | Lỗi lệch tâm/TIR; lỗi xếp chồng; nhiễm bẩn bề mặt lắp ráp | Dùng đồng hồ đo độ lệch tâm (TIR) đo đường kính ngoài của dao; kiểm tra các mặt lắp đặt. | Làm sạch bề mặt; xếp chồng lại; thay thế các miếng đệm bị hỏng; kiểm tra độ thẳng hàng. | Hoa văn biến mất; TIR giảm |
| Cạnh bị xù lông / sợi bị kéo ra | Rách do lực cắt yếu; cạnh cùn; lực căng không ổn định | Sự chồng lấp/khoảng hở; độ ổn định ứng suất; điều kiện cạnh | Tăng độ chồng chéo lên nhau một chút; ổn định độ căng; mài/thay thế nếu bị sứt mẻ. | Ít xơ vải hơn; đường cắt chắc chắn hơn |
| Cạnh phim bị bóng/nhòe | Ma sát/nhiệt; khe hở quá hẹp; mảnh vụn | Xu hướng nhiệt độ hồng ngoại; khe hở; gờ đệm | Mở rộng khe hở một chút; sắp xếp gọn gàng; giảm lực tác động bên. | Tốc độ tăng nhiệt chậm lại; vết bẩn biến mất. |
(Luôn tuân theo hướng dẫn sử dụng của nhà sản xuất, quy trình an toàn và giới hạn thiết kế của giá đỡ trước khi thực hiện điều chỉnh.)
Độ lệch tâm và căn chỉnh trục
Nếu chất lượng lưỡi cưa có chu kỳ “tốt/xấu/tốt/xấu” đều đặn dọc theo chiều dài cuộn giấy, hãy nghi ngờ hiện tượng lỗi trục quay.
Kiểm tra nhanh độ lệch tâm bằng đồng hồ đo độ chính xác:
- Đo TIR trên đường kính ngoài của dao. trong khi quay chậm. Nếu độ lệch tâm cao, độ chồng lấp và khe hở hiệu quả sẽ thay đổi một lần mỗi vòng quay.
- Kiểm tra tình trạng ổ trục/trục và các bề mặt lắp đặt. Dù dùng dao sạch trên bề mặt gắn dao bẩn hoặc hư hỏng thì dao vẫn sẽ hết mực.
- Xác nhận sự thẳng hàng của trục Giữa trục trên và trục dưới. Sự lệch trục khiến điểm cắt bị dịch chuyển, dẫn đến sự không nhất quán giữa các làn đường.
Phương pháp chẩn đoán dựa trên mẫu này phù hợp với những gì nhiều nhà sản xuất máy xẻ rãnh mô tả: gờ xuất hiện định kỳ thường không phải là "sự ngẫu nhiên của vật liệu", mà là do tính lặp lại của hình học (độ lệch tâm, sai số xếp chồng, sự thẳng hàng).
Lập bản đồ áp suất và cân bằng lực ép
Lực tải không đều hoặc lực kẹp không cân bằng có thể biến một thiết lập dao tốt thành một thiết lập gây ma sát.
Sử dụng màng áp suất để lập bản đồ tiếp xúc:
- Đặt màng phim vào vùng tiếp xúc giữa kẹp và giá đỡ theo quy trình an toàn của dây chuyền sản xuất.
- Chạy ở tốc độ thấp trong thời gian ngắn và so sánh mật độ in trên toàn chiều rộng.
- Trước tiên hãy khắc phục sự mất cân bằng rõ ràng giữa bên trái và bên phải, sau đó kiểm tra lại chất lượng cạnh.
Để nhanh chóng nhớ lại các kiểu hỏng do cắt xẻ thường gặp liên quan đến lực chồng chéo và lực thiết lập, danh sách các vấn đề của DIENES USA là một tài liệu tham khảo hữu ích: “6 trong số những vấn đề thường gặp nhất trong quá trình xẻ rãnh bằng máy cắt“.
Nếu bạn đang phân vân giữa việc cắt bằng dao cạo và cắt bằng máy ép cho một công việc sản xuất màng phim, DIENES USA cũng lưu ý rằng: Phương pháp xẻ rãnh bằng kéo được ưu tiên sử dụng khi cần có cạnh cắt rất sạch và đồng đều.Trong khi đó, phương pháp cắt bằng lực ép dễ thực hiện hơn nhưng thường tạo ra các cạnh thô ráp hơn và nhiều bụi hơn. Xem thêm “Cắt hay nghiền: Khi nào nên sử dụng phương pháp nào?“.
Kiểm tra phòng ngừa và ghi nhật ký
Hãy đảm bảo thành quả đạt được bằng cách thiết lập quy trình lặp lại xuyên suốt các ca làm việc.
Một cách đơn giản để khắc phục sự cố nhanh hơn (và khách quan hơn) là ghi lại ba "tín hiệu" mỗi khi có sự tăng đột biến ở lưỡi dao: độ lệch tâm (TIR), sự tăng nhiệt độ vùng dao và độ ổn định lực căngHãy sử dụng hướng dẫn thận trọng dưới đây như sau: bắt đầu Hãy tham khảo các điểm mốc và luôn luôn tuân theo hướng dẫn sử dụng của nhà sản xuất thiết bị gốc (OEM), thiết kế giá đỡ và các giới hạn về vật liệu/chất liệu:
- Kiểm tra nhanh Runout (TIR): Nếu bạn đo nhiều hơn khoảng 0,001–0,002 in (0,025–0,05 mm) TIR Tại đường kính ngoài của dao trong quá trình quay chậm, hãy coi đó là nguyên nhân có thể gây ra hiện tượng gờ định kỳ (sự chồng lấp/khe hở hiệu quả thay đổi một lần mỗi vòng quay). Nếu bạn vượt quá phạm vi này, hãy làm sạch các mặt lắp ráp, xếp chồng lại và kiểm tra lại trước khi thay đổi hình dạng. (Tham khảo hướng dẫn được tổng hợp từ các nhà cung cấp dao/cắt; ví dụ, tài liệu về cắt bằng kéo của DIENES USA thảo luận về cách độ lặp lại hình dạng ảnh hưởng đến chất lượng vết cắt và sự phát sinh bụi: “Hai loại cắt bằng kéo và bốn mối quan hệ ảnh hưởng đến chất lượng”.)
- Xu hướng nhiệt độ: Ghi lại nhiệt độ khu vực dao khi khởi động và sau 5-10 phút. xu hướng tăng nhanh (Ngay cả khi con số tuyệt đối thay đổi tùy theo từng nhà máy) thường cho thấy sự cọ xát do khe hở hẹp, mảnh vụn trong ống khói hoặc các cạnh cùn.
- Độ ổn định căng: Ghi lại điểm đặt và độ dao động quan sát được (hoặc sự thay đổi vị trí của vũ công). Nếu hiện tượng rung lắc tương quan với độ dao động lớn hơn sau khi thay đổi tốc độ, hãy ổn định kiểm soát độ căng trước khi điều chỉnh lại độ chồng chéo/khoảng cách.
Mẫu nhật ký (sao chép/dán):
- Các trường tối thiểu: Vật liệu, độ dày, tốc độ, điểm đặt lực căng, độ chồng chéo, khe hở, triệu chứng (gờ/sợi bông/bụi), biện pháp khắc phục, kết quả.
- Tùy chọn (khuyến nghị): Đo TIR, nhiệt độ dao (lúc bắt đầu/10 phút), làn #, ảnh chụp dưới kính phóng đại, ngày/ca/người vận hành.
Việc duy trì tính nhất quán của "các trường tối thiểu" là điều giúp cho việc đánh giá xu hướng và tính lặp lại được thực hiện dễ dàng hơn giữa các ca làm việc.
- Ghi lại độ chồng lấp/khoảng cách an toàn cuối cùng, độ căng và tốc độ. cho từng loại vật liệu và độ dày khác nhau.
- Tuổi thọ của dao chặt gỗ được tính bằng giờ hoặc mét khe cắt.Không tính theo thời gian lịch.
- Thêm bước xác minh hai phút: Kiểm tra bằng thước đo khe hở + quét nhanh nhiệt độ hồng ngoại sau khi khởi động.
MAXTOR METAL hỗ trợ ghép cặp lưỡi dao phù hợp, truy xuất nguồn gốc kiểm soát chất lượng và nhập khẩu một cửa giúp các nhà máy duy trì tính nhất quán về hình dạng và tài liệu của dao từ khi đặt hàng đến khi lắp đặt.
Điều chỉnh theo vật liệu
Phim (PET/OPP/PE)
Màng phim có khả năng chống lại nhiệt và ma sát.
Một nguyên tắc thực tế: khi có khuyết tật ở mép phim thay đổi nhanh chóng theo tốc độ hoặc lực căng.Trước tiên hãy kiểm tra độ ổn định/nhiệt độ (rung lắc, lực bên, ma sát). Khi đó... in theo một mẫu lặp lạiNghi ngờ về độ lặp lại hình học (độ lệch tâm/độ chồng). Sử dụng nhiệt kế hồng ngoại và kiểm tra TIR nhanh để quyết định phương án nào nên theo trước khi chạm vào độ chồng chéo/khoảng cách an toàn một lần nữa.
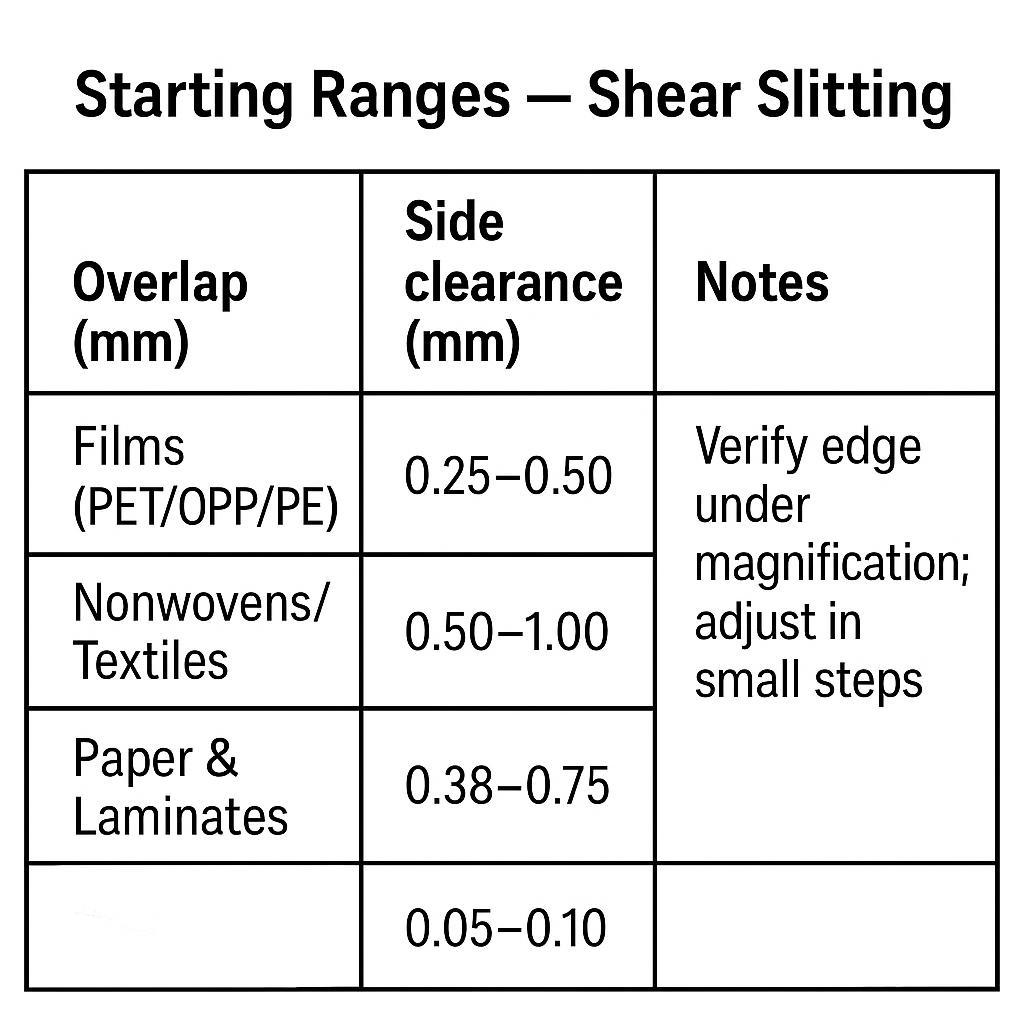
- Bắt đầu với sự chồng chéo thấp hơn và một khoảng cách an toàn, được kiểm soát chặt chẽ hơn hơn là loại bạn dùng cho mạng lưới sợi.
- Nếu bạn thấy mép bị chảy hoặc viền bị bóng, hãy giảm độ chồng lên nhau và đảm bảo bạn không tạo quá nhiều lực lên cạnh bên.
- Kiểm tra kết quả bằng kính phóng đại: mục tiêu là có được đường viền sắc nét với lượng bụi tối thiểu và không có các sợi "râu" bị kéo giãn.
Vải không dệt và vải dệt
Vải không dệt thường xuất hiện hiện tượng xơ vụn hoặc sợi bị kéo ra.
- Ưu tiên độ sắc cạnh Và hỗ trợ web ổn định tại điểm cắt.
- Tăng độ chồng chéo một chút nếu bạn thấy hiện tượng cắt không hoàn toàn, nhưng hãy giảm bớt nếu hiện tượng xơ vải tăng lên (thường là do ma sát hoặc nén quá mức).
- Nếu dây đai có độ co giãn, hãy điều chỉnh độ căng để đảm bảo độ ổn định trước tiên — nếu không, bạn sẽ phải liên tục điều chỉnh độ chồng chéo trong suốt ca làm việc.
Giấy và vật liệu cán màng
Giấy và vật liệu cán màng rất dễ bị bám bụi, bong tróc và nứt cạnh.
- Giữ độ chồng lấp ở mức vừa phải và tránh nén quá mức.
- Hãy chú ý đến hiện tượng bụi bay lên kèm theo sự tăng nhiệt độ; điều đó thường cho thấy ma sát hoặc độ nhám của giấy hơn là "giấy kém chất lượng".
- Khi hiện tượng gờ tăng lên sau khi thay đổi tốc độ, hãy kiểm tra lại phản hồi lực căng và sự thẳng hàng của vật liệu đầu vào trước khi điều chỉnh hình dạng dao cắt.
Kết quả thực địa (ví dụ)
Trong một dự án cải tiến việc cắt màng/bao bì, quy trình thiết lập và kiểm tra tiêu chuẩn hóa (kiểm tra hình học, vệ sinh miếng đệm và ghi nhật ký nhanh) đã mang lại những lợi ích có thể đo lường được:
- Cạo sạch 45%
- Các điểm dừng liên quan đến Burr 65.94%
- Giảm thời gian chuyển đổi 46.8%
- Tuổi thọ của dao tăng lên nhờ... 4,3×
(Kết quả có thể khác nhau tùy thuộc vào vật liệu, điều kiện dây chuyền, thao tác của người vận hành và thiết kế giá đỡ. Hãy sử dụng các số liệu này như một tham khảo về những gì có thể đạt được khi quy trình trở nên lặp lại.)
Kết luận
Những chiến thắng nhanh chóng đến từ ba yếu tố: sự chồng lấp/khoảng trống chính xác, các cạnh sắc bén và áp lực cân bằng tại điểm cắt.
Để tránh hiện tượng gờ sắc xuất hiện trở lại, hãy kiểm tra độ lệch tâm, độ ổn định lực căng và tình trạng của đe/giá đỡ—và ghi lại các thiết lập tốt cuối cùng đã biết để bạn có thể lặp lại chúng trong lần thay phôi tiếp theo.
Theo dõi một vài chỉ số KPI và xem xét chúng hàng tuần: các khiếu nại liên quan đến gờ sắc, tỷ lệ phế phẩm, thời gian chuyển đổi và thời gian hoạt động. Nếu những con số này được cải thiện, thì giải pháp của bạn thực sự hiệu quả—không chỉ là một điều chỉnh ngắn hạn che giấu vấn đề.
Nếu bạn cần người thứ hai xem xét lại việc ghép cặp dao và lập tài liệu kiểm tra cho bộ dụng cụ của mình, bạn có thể liên hệ với chúng tôi. KIM LOẠI MAXTOR Kèm theo bản vẽ/thông số kỹ thuật dao và ảnh chụp lỗi hiện tại.
FAQ
1) Nguyên nhân nào gây ra hiện tượng gờ mép khi xẻ rãnh bằng phương pháp cắt?
Các vết gờ khi cắt thường xuất hiện do dao cùn, độ chồng/khe hở không chính xác, độ lệch tâm hoặc cơ chế hoạt động của màng vật liệu không ổn định (lực căng và tốc độ). Vết gờ đồng đều cho thấy vấn đề về thiết lập và tình trạng lưỡi dao; vết gờ không đều thường cho thấy vấn đề về độ lệch tâm hoặc độ ổn định.
2) Làm thế nào để giảm hiện tượng gờ sắc khi cắt trong vòng 15 phút mà không cần thay dao?
Điều chỉnh độ chồng chéo và khe hở bên hông từng bước nhỏ, làm sạch các bề mặt tiếp xúc/đệm, ổn định lực căng và giảm tốc độ trong thời gian ngắn để xác định nguyên nhân. Sử dụng nhiệt kế hồng ngoại để đo ma sát/nhiệt lượng cho thấy có hiện tượng cọ xát.
3) Sự khác biệt giữa độ chồng lấp và khe hở trên dao cắt là gì?
Độ chồng chéo là khoảng cách mà các lưỡi dao xuyên qua đường tiếp tuyến để tạo ra chuyển động cắt kiểu kéo; khe hở là khoảng cách bên được kiểm soát để ngăn ma sát trong khi vẫn cho phép cắt. Độ chồng chéo hoặc khe hở không đúng có thể biến việc cắt bằng lực cắt thành xé hoặc ma sát.
4) Tại sao các vết xước do cắt lại xuất hiện rồi biến mất theo một chu kỳ lặp đi lặp lại?
Vết gờ lặp đi lặp lại dọc theo thân dao là triệu chứng điển hình của hiện tượng lệch tâm: cứ mỗi vòng quay, độ chồng lấp và khe hở hiệu quả lại thay đổi. Xác nhận bằng cách kiểm tra độ lệch tâm bằng đồng hồ đo độ lệch tâm trên đường kính ngoài của dao và các bề mặt lắp đặt.
5) Bộ dụng cụ khắc phục sự cố gờ cắt dọc dây chuyền sản xuất nên bao gồm những công cụ nào?
Tối thiểu cần có: thước đo khe hở (kiểm tra độ hở), đồng hồ đo độ lệch tâm/độ cong vênh, màng đo áp suất (cân bằng lực ép/lực ma sát bên), và nhiệt kế hồng ngoại (nhiệt độ/ma sát). Bốn dụng cụ này giúp xử lý hầu hết các vết gờ sắc nhọn một cách nhanh chóng.
6) Tại sao màng phim và vải không dệt lại có mép cắt mờ?
Các cạnh bị mờ thường cho thấy hiện tượng rách hoặc sợi bị kéo ra chứ không phải là cắt sạch. Trước tiên hãy kiểm tra độ sắc bén, sau đó xác minh độ chồng/khoảng cách, độ ổn định của lực căng và xem tải trọng bên có gây ra ma sát và nhiệt hay không.
7) Các thiết lập ban đầu an toàn cho độ chồng lấp và khoảng cách giữa các vật liệu là bao nhiêu?
Hãy bắt đầu với các phạm vi cài đặt an toàn, sau đó kiểm tra chất lượng cạnh dưới kính hiển vi và điều chỉnh từng bước nhỏ. Ở mức cơ bản, phim thường cần độ chồng phủ thấp hơn và kiểm soát chặt chẽ hơn để tránh nhiệt; vải không dệt thường cần độ sắc nét và độ ổn định hơn là lực ép.
8) Làm thế nào để ngăn chặn vấn đề gờ sắc tái diễn sau lần thay dao tiếp theo?
Ghi lại các thiết lập tốt nhất đã biết gần nhất (độ chồng chéo/khoảng cách, độ căng, tốc độ), thêm bước xác minh khởi động ngắn gọn (thước đo khe hở + quét hồng ngoại), và ghi lại tuổi thọ dao theo giờ hoặc mét. Tính lặp lại chính là yếu tố bảo vệ hiệu suất thiết bị tổng thể (OEE) giữa các ca làm việc.
Jerry Chu là Chuyên viên Hỗ trợ Kỹ thuật trong nhóm Dịch vụ Hậu mãi của MAXTOR METAL. 10 năm Có kinh nghiệm làm việc đa ngành (giấy, tái chế/nghiền nhựa, xẻ kim loại và chế biến gỗ). Ông hỗ trợ khách hàng khắc phục sự cố thực tế trong quá trình gia công và xẻ, chẳng hạn như gờ cạnh và bụi quá mức. Chứng chỉ: PMP Và CMRP.