Заусенцы от резки проявляются в виде приподнятого края, неровной кромки, пыли или «измельченных» волокон вдоль разреза — чаще всего наиболее заметно на одной стороне полотна. Они не только плохо выглядят; они приводят к образованию отходов (обрезки кромок, брак), заторам на последующих этапах производства и незапланированным остановкам, когда операторам приходится следить за движущимся оборудованием.
Хорошая новость: многие скачки заусенцев вызваны смещением настроек, которое можно исправить на месте за 15–30 минут — без полной разборки. Наиболее быстрые результаты обычно достигаются за счет восстановления перекрытия и зазора в пределах нормы, восстановления состояния кромок и стабилизации механики полотна (натяжения и скорости).
Для начала вам не понадобятся специальные инструменты. На большинстве предприятий уже есть все необходимое: щупы, индикатор часового типа, пленочный термометр и инфракрасный термометр.
Примечание по технике безопасности: Данное руководство предназначено только для устранения неполадок в технологическом процессе. Перед проверкой или настройкой любой станции продольной резки всегда соблюдайте процедуры блокировки/маркировки, защиты и требования производителя, установленные на вашем предприятии.
Выполните указанные ниже проверки, и вы увидите более чистые кромки, более стабильную общую эффективность оборудования и более низкую общую стоимость владения уже сегодня — потому что вы сократите как брак, так и время, затрачиваемое на «настройку на ощупь».
Пример из практики (пленка/упаковка): В тематическом исследовании компании Maxcess, посвященном процессу производства тонких полимерных полотен, сообщается об устранении складок и выход удвоенного рулона после установки системы распределения полотна, способствующей стабилизации последующих процессов, включая резку и намотку. См. Пример проекта Maxcess: компания Plitek устранила складки и удвоила производительность рулонов. (общедоступный источник информации; результаты зависят от конструкции линии и материала).
Мгновенное решение прямо сейчас (зачистка заусенцев)
Установите перекрытие и зазор.
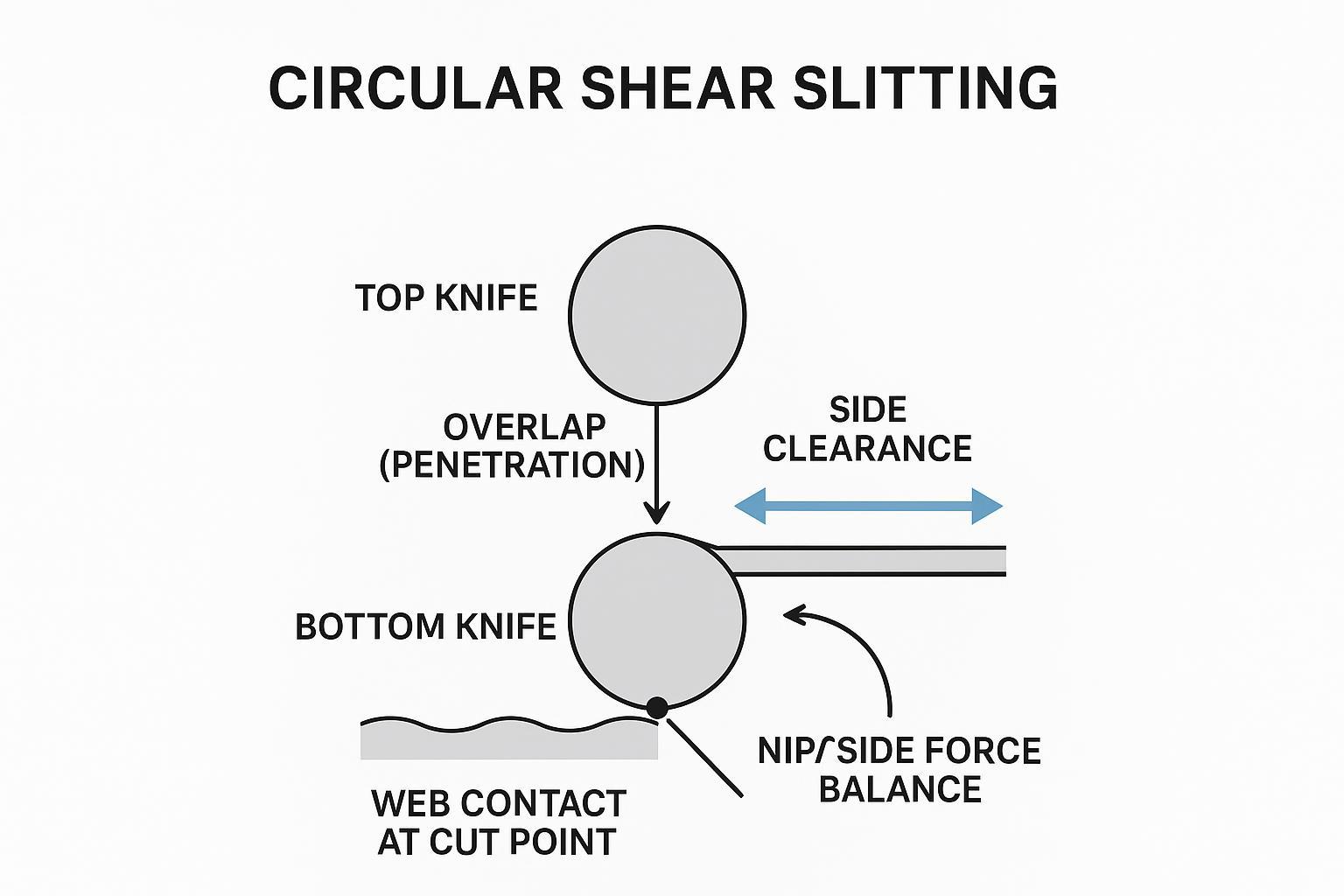
Если после переключения режимов внезапно увеличивается количество заусенцев, следует рассматривать перекрытие и боковой зазор как потенциальную проблему #1. Это самое быстрое место, с которого можно начать поиск неисправностей при круговой резке, поскольку оно напрямую определяет, происходит ли резка или трение.
Что означают слова «перекрытие» и «зазор» (в одном предложении): Перекрытие — это глубина проникновения ножей за теоретическую точку касания; зазор — это контролируемый боковой зазор, позволяющий ножам резать, а не тереться.
Начните с короткой остановки и выполните следующие проверки перекрытия и зазора ножей резака:
- Проверьте боковой зазор в точке разреза (щупом). Проверьте как сторону оператора, так и сторону привода. Слишком большой зазор может привести к деформации полотна вместо его среза; слишком маленький увеличивает трение и может вызвать повреждение кромки из-за нагрева.
- Сбрасывайте перекрытие небольшими шагами. Если вы видите неровные края и пыль, немного уменьшите перекрытие. Если разрез выглядит разорванным или местами неразрезанным, немного увеличьте перекрытие. Изменяйте по одному параметру за раз.
- Проверьте параллельность по ширине. Если одна дорожка чистая, а другая имеет заусенцы, то общая конфигурация может быть ровной, но не одинаковой по всей длине колонны.
Ключевой выводРавномерное образование заусенцев при резке по всем полосам обычно указывает на перекрытие/зазор или состояние ножа; заусенцы, появляющиеся и исчезающие по повторяющейся схеме, часто указывают на биение или нестабильность натяжения.
Для более подробного ознакомления с логикой оформления разрешений и распространенными ошибками см. руководство MAXTOR METAL: Полное руководство по настройке зазора между лезвием ножниц..
Если вы регулируете перекрытие/зазор после смены ножа или подбираете ножи для уменьшения заусенцев и нагрева, обратитесь к руководству MAXTOR METAL. круглые ножи и лезвия для продольной резки для стандартных конфигураций и параметров настройки.
Восстановите остроту кромки и удалите заусенцы.
Новый нож не обязательно должен быть острым на режущей кромке, особенно если его брали в руки, ударяли или собирали с использованием загрязненных прокладок.
Действия на линии, которые работают быстро:
- Проверьте наличие микросколов и следов от роликов. При наличии увеличительного стекла используйте прибор; небольшие повреждения краев могут привести к образованию крупных заусенцев на пленках и нетканых материалах.
- Очистите контактные поверхности и прокладки. Даже один заусенец на прокладке или застрявшие частицы мусора могут наклонить стопку ножей и изменить реальный зазор в точке резания.
- Если нет возможности заточить сразу, уменьшите нагрузку. Чтобы предотвратить разрыв материала, немного снизьте скорость и/или натяжение, пока вы планируете повторную заточку.
Следите за температурой как за показателем трения. Если инфракрасный термометр показывает повышение температуры вокруг ножей, возможно, вы слишком сильно трете (слишком туго, слишком большое боковое усилие) или режете тупым лезвием.
Краевая схема симптомов (быстрая визуальная проверка):
- Чистая резка: Четкий край, минимальное количество пыли, единообразный внешний вид от полосы к полосе.
- Сила трения/чрезмерного натяжения сбоку: Блестящая или размазанная кромка, повышение температуры ножа, иногда «полированный» вид.
- Разрыв (недостаточное сдвиговое воздействие): Неровный край, отдельные необработанные волокна/нити, заусенцы, которые усиливаются при колебаниях натяжения.
- Микрочипы/закругленный край: Локализованный заусенец, который «отпечатывается» многократно, часто в сочетании с периодическим рисунком дефектов и слышимым щелчком/треском.
Выровняйте вход, стабилизируйте натяжение, скорость.
Когда перекрытие/зазор и состояние кромки становятся приемлемыми, сохраняющиеся заусенцы часто являются проблемой, связанной с механикой полотна.
- Выровняйте паутину по форме станции. Неправильный угол входа может смещать боковую силу и приводить к тому, что один край будет постоянно ухудшать ситуацию.
- Перед тем как снова менять настройки ножа, стабилизируйте натяжение. Изменение натяжения может «сымитировать» проблему с зазором, изменив положение полотна в точке разреза.
- Чтобы выявить причину, кратковременно снизьте скорость. Если при снижении скорости вращения на 10–20% быстро изнашиваются фрезы, скорее всего, проблема заключается в нестабильности (вибрация, реакция петли натяжения или перегрев).
- Проверьте предположения о превышении скорости, если ваша система их использует. В отраслевых рекомендациях обычно упоминается небольшое превышение скорости вращения нижнего ножа для поддержания ножницеобразного действия; см. принципы, описанные в [ссылка на документ]. Carolina Knife «Принципы расщепления срезом» (PDF).
Комплект для экспресс-диагностики
Быстрая таблица стандартных операционных процедур (СОП): симптом → причина → проверка → быстрое решение → подтверждение
| То, что вы видите | Вероятная причина | Что проверить | Быстрое решение | Проверьте, всё ли работает. |
|---|---|---|---|---|
| Равномерный заусенец по всей полосе движения | Перекрытие/зазор выходят за пределы допустимого диапазона; затупление кромки. | Щуп в точке разреза; лезвие ножа под увеличением; чистота прокладки | Постепенно регулируйте перекрытие/зазор; очистите проставки; при необходимости уменьшите нагрузку (скорость/натяжение). | Лезвие выглядит четким; пыль оседает; тенденция изменения температуры ножа стабилизируется. |
| Заусенцы преимущественно с одной стороны. | Наклонный вход; дисбаланс боковой нагрузки; штабель не параллелен друг другу. | Квадратность входного отверстия сетки; рисунок защитной пленки; зазор между полосами движения. | Квадратная форма полотна; балансировка прижимной/боковой нагрузки; повторная проверка параллельности. | Улучшается соответствие левого и правого края. |
| Зазубрина периодически повторяется вниз по сети | Выход за пределы заданного диапазона/полное замыкание на стыке; ошибка укладки; загрязнение монтажной поверхности. | Индикатор часового типа TIR на внешнем диаметре ножа; проверьте монтажные поверхности. | Очистите поверхности; соберите стопку заново; замените поврежденные прокладки; проверьте выравнивание. | Рисунок исчезает; TIR уменьшается. |
| Нечеткий край / вырывание волокна | Разрыв вследствие слабого сдвигового воздействия; затупленный край; нестабильное натяжение | Перекрытие/зазор; стабильность при растяжении; состояние кромки | Слегка увеличьте перекрытие; стабилизируйте натяжение; заточите/замените, если поврежден скол. | Меньше ворса; более ровный край щели. |
| Блестящий/размазанный край на пленке | Трение/нагрев; слишком маленький зазор; мусор | Динамика изменения температуры ИК-излучения; зазор; заусенцы от проставки | Слегка увеличьте зазор; очистите дымовую трубу; уменьшите боковое усилие. | Повышение температуры замедляется; пятно исчезает. |
(Перед внесением изменений всегда следуйте инструкциям производителя, правилам техники безопасности и ограничениям, установленным производителем держателя.)
Биение и выравнивание осей
Если качество заусенцев регулярно меняется по всей длине полотна, следует заподозрить биение.
Быстро проверьте биение с помощью индикатора часового типа:
- Измерьте TIR на внешнем диаметре ножа. при медленном вращении. Если биение велико, эффективное перекрытие и зазор изменяются один раз за оборот.
- Проверьте состояние подшипников/вала и монтажных поверхностей. Чистый нож, приложенный к грязной или поврежденной поверхности крепления, все равно может выскочить.
- Подтвердите выравнивание осей. между верхней и нижней арками. Несоосность приводит к смещению точки среза, что проявляется в несоответствии полос движения.
Этот метод диагностики, основанный на выявлении закономерностей, соответствует тому, что описывают многие производители оборудования для резки металла: периодически появляющиеся заусенцы обычно не являются следствием «случайного изменения материала», а связаны с повторяемостью геометрии (биение, ошибка упаковки, выравнивание).
Картирование давления и балансировка зазора
Неравномерная боковая нагрузка или усилие защемления могут превратить удачную конструкцию ножа в конструкцию, предназначенную для трения.
Используйте пленочный датчик давления для картирования контакта:
- Размещайте пленку в зоне контакта зажима и держателя в соответствии с правилами техники безопасности, установленными на вашей линии.
- Кратковременно запустите принтер на низкой скорости и сравните плотность печати по ширине.
- Сначала устраните очевидный дисбаланс левой/правой стороны, затем повторно проверьте качество краев.
Для быстрого напоминания о распространенных причинах разрушения при резке, связанных с перекрытием и усилиями установки, полезным справочником послужит список проблем, составленный компанией DIENES USA: «6 наиболее распространенных проблем, встречающихся при продольной резке.».
Если вы выбираете между резкой и раскройной резкой для киносъемки, компания DIENES USA также отмечает, что Продольная резка предпочтительна, когда требуется очень чистая и однородная режущая кромка.В то время как дробленая резка проще, но, как правило, приводит к образованию более шероховатых кромок и большего количества пыли. См. «Ножницы против дробления: когда какой метод использовать?».
Профилактические проверки и ведение журналов
Закрепите достигнутые результаты, сделав настройку повторяемой в течение нескольких смен.
Простой способ ускорить (и объективнее) поиск и устранение неисправностей — регистрировать три «сигнала» каждый раз, когда возникают скачки заусенцев: биение (TIR), повышение температуры в области ножа и стабильность при растяженииИспользуйте приведенные ниже рекомендации, основанные на принципах бережливого отношения. начало При выборе ориентиров всегда руководствуйтесь инструкцией производителя, конструкцией держателя и ограничениями по материалу/ленте:
- Быстрая проверка набегания (TIR): Если вы измерите более примерно 0,001–0,002 дюйма (0,025–0,05 мм) TIR При медленном вращении ножа на его внешнем диаметре следует рассматривать это как вероятный фактор, способствующий периодическому образованию заусенцев (эффективное перекрытие/зазор изменяется один раз за оборот). Если вы выходите за пределы этого диапазона, очистите монтажные поверхности, переупакуйте и проверьте еще раз, прежде чем менять геометрию. (Рекомендации составлены на основе информации от поставщиков ножей/режущего оборудования; например, в ресурсах DIENES USA по резке ножницами обсуждается, как повторяемость геометрии влияет на качество резки и образование пыли: «Два типа резки и четыре фактора, влияющие на качество».)
- Температурный тренд: Зафиксируйте температуру в области ножа при запуске и повторно через 5–10 минут. быстрый восходящий тренд (даже если абсолютное число варьируется в зависимости от предприятия) часто указывает на истирание из-за тесноты, мусора в штабеле или затупившихся краев.
- Стабильность при растяжении: Запишите заданное значение и наблюдаемое колебание (или изменение положения танцора). Если заедание коррелирует с большими колебаниями после изменения скорости, стабилизируйте контроль натяжения перед повторной настройкой перекрытия/зазора.
Шаблон журнала (скопировать/вставить):
- Минимальное количество полей: материал, толщина, скорость, заданное значение натяжения, перекрытие, зазор, симптом (заусенцы/ворс/пыль), корректирующие действия, результат.
- Необязательно (рекомендуется): Измеренная температура термоэлектрического сопротивления, температура ножа (начало/10 мин), полоса #, фотографии под увеличением, дата/смена/оператор.
Поддержание единообразия «минимального набора полей» обеспечивает возможность анализа тенденций и повторяемости результатов в разных сменах.
- Запишите последнее «правильное» перекрытие/зазор, натяжение и скорость. для каждого материала и толщины.
- Срок службы ножа для бревен измеряется в часах или метрах прореза.не по календарному времени.
- Добавьте этап проверки, занимающий две минуты.Проверка с помощью щупа + быстрое сканирование температуры инфракрасным датчиком после запуска.
Система MAXTOR METAL поддерживает подбор пар лезвий, отслеживание качества и импорт данных в одном месте, помогая предприятиям поддерживать согласованность геометрии ножей и документации от заказа до установки.
Настройка, специфичная для конкретного материала
Пленки (ПЭТ/ОПП/ПЭ)
Пленки не выдерживают воздействия тепла и трения.
Практическое правило: когда возникает дефект края пленки быстро меняются в зависимости от скорости или натяженияСначала следует заподозрить проблемы со стабильностью/нагревом (вибрация, боковое усилие, трение). Когда это произойдет... печатает повторяющимся узоромПодозреваю несоответствие геометрии (биение/наложение). Используйте ИК-термометр и быструю проверку TIR, чтобы определить, какой путь следует выбрать, прежде чем снова касаться перекрытия/зазора.
- Начните с меньшее перекрытие и а более плотный, контролируемый зазор чем те, которые используются для волокнистых паутинок.
- Если вы видите, что край деформировался или образовался глянцевый «размазанный» край, уменьшите перекрытие и убедитесь, что вы не перегружаете боковую силу.
- Проверьте результат с помощью увеличения: цель — чистый край с минимальным количеством пыли и без вытянутых «усиков».
Нетканые материалы и текстиль
В нетканых материалах часто встречаются заусенцы в виде вырванных волокон или ворса.
- Расставьте приоритеты острота кромки и стабильная веб-поддержка в точке разреза.
- При неполном срезе слегка увеличьте перекрытие, но уменьшите его, если ворс усиливается (часто это происходит из-за трения или чрезмерного сжатия).
- Если полотно эластичное, сначала отрегулируйте натяжение для обеспечения стабильности — в противном случае вам придется всю смену бороться с перекрытием.
Бумага и ламинаты
Бумага и ламинаты чувствительны к пылеобразованию, расслоению и растрескиванию по краям.
- Сохраняйте умеренное перекрытие и избегайте чрезмерного сжатия.
- Обратите внимание на пылевые выбросы, которые коррелируют с повышением температуры; это часто указывает на трение или затупление бумаги, а не на ее «плохое качество».
- Если после изменения скорости увеличивается образование заусенцев, перед изменением геометрии ножа необходимо повторно проверить реакцию на натяжение и выравнивание входного отверстия полотна.
Результаты полевых исследований (пример)
В одном из проектов по улучшению процесса нарезки пленок/упаковки стандартизированная процедура настройки и проверки (проверка геометрии, гигиена разделительных элементов и быстрая регистрация данных) принесла ощутимые результаты:
- Снять 45%
- Связанные с Берром остановки 65.94%
- Время переналадки сократилось. 46.8%
- Срок службы ножа увеличивается за счет 4,3×
(Результаты могут различаться в зависимости от материала, состояния линии, методов работы оператора и конструкции держателя. Используйте эти цифры в качестве ориентира для оценки того, чего можно достичь, когда процесс станет воспроизводимым.)
Заключение
Быстрые победы достигаются благодаря трем факторам: правильному перекрытию/зазору, острым кромкам и сбалансированному давлению в точке разреза.
Чтобы предотвратить повторное образование заусенцев, проверьте биение, стабильность натяжения и состояние наковальни/держателя, а также задокументируйте последние известные исправные настройки, чтобы вы могли повторить их при следующей смене оборудования.
Отслеживайте несколько ключевых показателей эффективности (KPI) и анализируйте их еженедельно: количество жалоб, связанных с заусенцами, процент брака, время переналадки и время безотказной работы. Если эти показатели улучшатся, значит, ваше «решение» действительно работает, а не является просто краткосрочной корректировкой, скрывающей проблему.
Если вам нужна помощь в проверке соответствия ножей и документации по контролю качества вашего комплекта материалов, вы можете связаться с нами. МАКСТОР МЕТАЛЛ Приложите чертежи/технические характеристики вашего ножа и фотографии имеющихся дефектов.
ЧЗВ
1) Что вызывает образование заусенцев при продольной резке?
Заусенцы при резке чаще всего появляются из-за затупившихся ножей, неправильного перекрытия/зазора, биения или нестабильной механики полотна (натяжения и скорости). Равномерные заусенцы указывают на проблемы с настройкой и состоянием кромки; периодические заусенцы часто указывают на биение или проблемы со стабильностью.
2) Как уменьшить количество заусенцев при резке за 15 минут, не меняя ножи?
Постепенно регулируйте перекрытие и боковой зазор, очистите поверхности проставки/контакта, стабилизируйте натяжение и кратковременно снизьте скорость, чтобы выявить причину. Используйте инфракрасный термометр для измерения трения/тепла, указывающего на трение.
3) В чем разница между перекрытием и зазором на ножах для продольной резки?
Перекрытие — это то, насколько глубоко ножи проникают за касательную линию, создавая эффект ножниц; зазор — это контролируемый боковой зазор, предотвращающий трение, но при этом позволяющий осуществлять резку. Неправильное перекрытие или зазор могут превратить резку ножницами в разрыв или трение.
4) Почему заусенцы для резки появляются и исчезают, образуя повторяющийся узор?
Повторяющийся рисунок заусенцев вдоль полотна — классический признак биения: за один оборот эффективное перекрытие и зазор изменяются. Подтвердите биение с помощью индикатора часового типа на наружном диаметре ножа и монтажных поверхностях.
5) Какие инструменты должны входить в комплект для устранения неполадок при резке металла на производственной линии?
Минимум: щупы (для проверки зазоров), индикатор часового типа (для измерения биения/полного внутреннего трения), пленочный термометр (для измерения зазора/боковой нагрузки) и инфракрасный термометр (для измерения температуры/трения). Эти четыре инструмента позволяют быстро устранить большинство заусенцев.
6) Почему края щелей на пленке и нетканых материалах получаются нечеткими?
Нечеткие края обычно указывают на разрыв или вырывание волокон, а не на чистый срез. Сначала проверьте остроту, затем убедитесь в перекрытии/зазоре, стабильности натяжения и в том, не вызывает ли боковая нагрузка трение и нагрев.
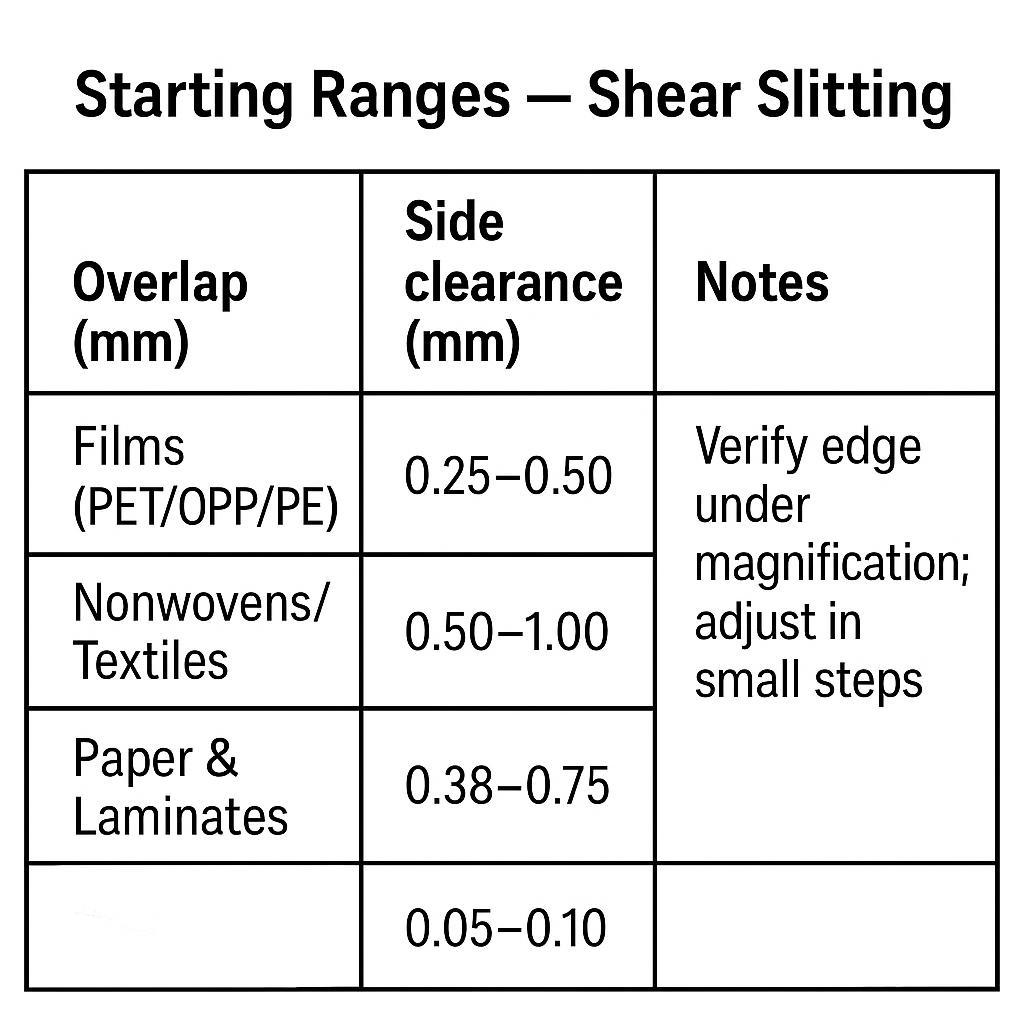
7) Каковы безопасные начальные значения перекрытия и зазора между материалами?
Используйте консервативные начальные диапазоны, затем проверьте качество краев под увеличением и корректируйте небольшими шагами. В качестве базового уровня, для пленок часто требуется меньшее перекрытие и более точный контроль, чтобы избежать нагрева; для нетканых материалов острота и стабильность часто важнее, чем сила воздействия.
8) Как предотвратить повторное появление заусенцев после следующей переналадки?
Задокументируйте последние известные рабочие настройки (перекрытие/зазор, натяжение, скорость), добавьте краткую проверку при запуске (щуп + ИК-сканирование) и запишите срок службы ножа в часах или метрах. Повторяемость — залог высокой эффективности оборудования в течение нескольких смен.
Джерри Чу является специалистом технической поддержки в команде послепродажного обслуживания компании MAXTOR METAL. 10 лет Обладает опытом работы в различных отраслях (бумажная промышленность, переработка/измельчение пластика, резка металла и деревообработка). Оказывает поддержку клиентам в решении реальных проблем, связанных с переработкой и резкой материалов, таких как заусенцы на кромках и чрезмерное пылеобразование. Сертификаты: ПМП и CMRP.