
パン切り機の刃のメーカー選びは、単なる交換部品の購入ではなく、長期的な運用上の重要な決定です。サプライヤーを適切に選定する(エンジニアリング能力、品質保証・コンプライアンス体制、供給の信頼性など)ことで、よりきれいなスライス、パンくずや不良品の減少、刃の交換間隔の延長、そして総所有コスト(TCO)の削減を実現できます。
このガイドは、大量生産を行う製パン工場やOEM製造プログラムで使用される工業用パン切り刃を対象としており、単一の良品サンプルよりもロット間の再現性が重要視される用途に適しています。
評価対象:エンジニアリング、品質保証/コンプライアンス、供給信頼性
成果:スライス品質の向上、総所有コストの削減、段取り替え回数と不良品の減少
このガイドの使い方:データの要求、パイロット試験の実施、文書の検証、そして規模拡大
パン切り刃メーカーの選定フレームワーク

製造業者の資格認定
まずは、不正操作が難しい品質基準を設定することから始めましょう。長期的な供給においては、一度きりの「良品サンプル」ではなく、ロット間の再現性が求められます。
技術力(彼らはあなたの生産ラインが必要とするものを作ることができるか?)
- 彼らは図面、サンプル、または写真から、寸法やエッジ形状を正確に制御したデータに変換できるだろうか?
- 彼らは、パンの種類や生産ラインの速度に応じて、鋼材の選定方法、熱処理方法、硬度目標値、エッジ仕上げ方法などをどのように決定しているのか説明できますか?
- 見積もりを出す前に、適合性チェックリスト(機械モデル、刃数、長さ/幅/厚さ、穴パターン、ガイド、張力調整方法)を提供し、公差を確認することは可能でしょうか?
品質保証/コンプライアンス対応能力(提出書類に基づいて監査に合格できるか?)
- ロット単位でのトレーサビリティ(原材料→熱処理→粉砕→最終検査→梱包)を提供できますか?
- 彼らは、あなたの地域や顧客の要求に適した食品接触および衛生に関する文書を提供できますか?
- 彼らは、管理された検査手順(原材料の受入検査、工程内検査、最終検査)と、監査可能な記録を持っていますか?
供給の信頼性(12~36ヶ月間、事業を継続できるか?)
- 彼らは納期帯と納期遵守率(OTIF)の目標を約束できるだろうか?
- 頻繁な切り替えや季節的な需要変動がある場合、バッファ在庫/VMI(ベンダー管理在庫)に対応できますか?
- 稼働中のラインで不具合が発生した場合、明確なエスカレーション手順は定められていますか?
重要なポイント「認定された」ブレードサプライヤーとは、エンジニアリングの入力、品質保証記録、供給モデルがすべて管理されているため、苦労して学んだ教訓を再び学ぶことなく、再注文できるサプライヤーのことです。
KPIとテスト計画の設計
KPIが曖昧(「切れ味が良い」など)であったり、試作のたびに設定が変わったりすると、サプライヤー比較は失敗に終わります。最初のパンを切る前に、KPIとテスト条件を明確に定義しましょう。
現場で測定可能なKPIを定義する
- スライス厚のばらつきスライス厚分布(目標値、許容範囲、および時間経過に伴う変動)を測定する。
- パンくず生成パンくずをX斤あたり計量するか、または規定の運転時間内に収集システムによって回収されたパンくずの体積を測定します。
- 不良率: 裂け目、圧縮されたスライス、ギザギザの縁、「エンジェルヘア」、スライスの端の破損。
- 刃の寿命: 定義された寿命終了閾値(例:パンくず率が限界を超える、厚みのばらつきが限界を超える、または外観上の欠陥が限界を超える)に達するまでのパンの数または時間。
- 切り替え時間:ロックオフから最初の良質なパンが確認されるまでの時間(分)。
- ラインインパクト: ブレードの交換/調整、交換後の再張力調整または位置合わせ作業に起因するダウンタイム(分)。
ロックテスト条件
- パンの種類と仕様(ソフトサンドイッチ用、ハードタイプ、リッチタイプなど)。
- 製品の温度範囲(特に温かい状態でスライスする場合)。
- スライサーの設定:張力設定値、ガイドの状態、速度、および清掃間隔。
ブレード/ラインインターフェースで最も重要なことに関する基礎的な参照が必要な場合は、BakingBusiness は、生産現場でスライス性能を左右するコア特性としてピッチ、エッジ、テンションを強調しています (パン切り刃の3つの基本特性 ― ベーキングビジネス).
生産量増加と再認定
長期的な供給には、試験運用後の管理体制が必要となる。
- 生産拡大計画パイロット生産から本格的な生産量への移行方法を定義します(例:1ライン → 1工場 → 複数拠点)。
- ゴールデンサンプル+改訂管理: 基準ブレード(寸法、エッジ仕様、仕上げ仕様)をロックし、変更通知を必須とする。
- 再資格取得のトリガー: 新しい鋼材の熱処理、新しい研削砥石/プロセス、新しいコーティング、新しいパッケージ、またはあらゆる設計の反復。
- 検証中定期的な入荷検査(寸法、硬度/エッジ検査など、該当する場合)およびパンくずと厚さのKPIに関する傾向監視。
エンジニアリングとパフォーマンス

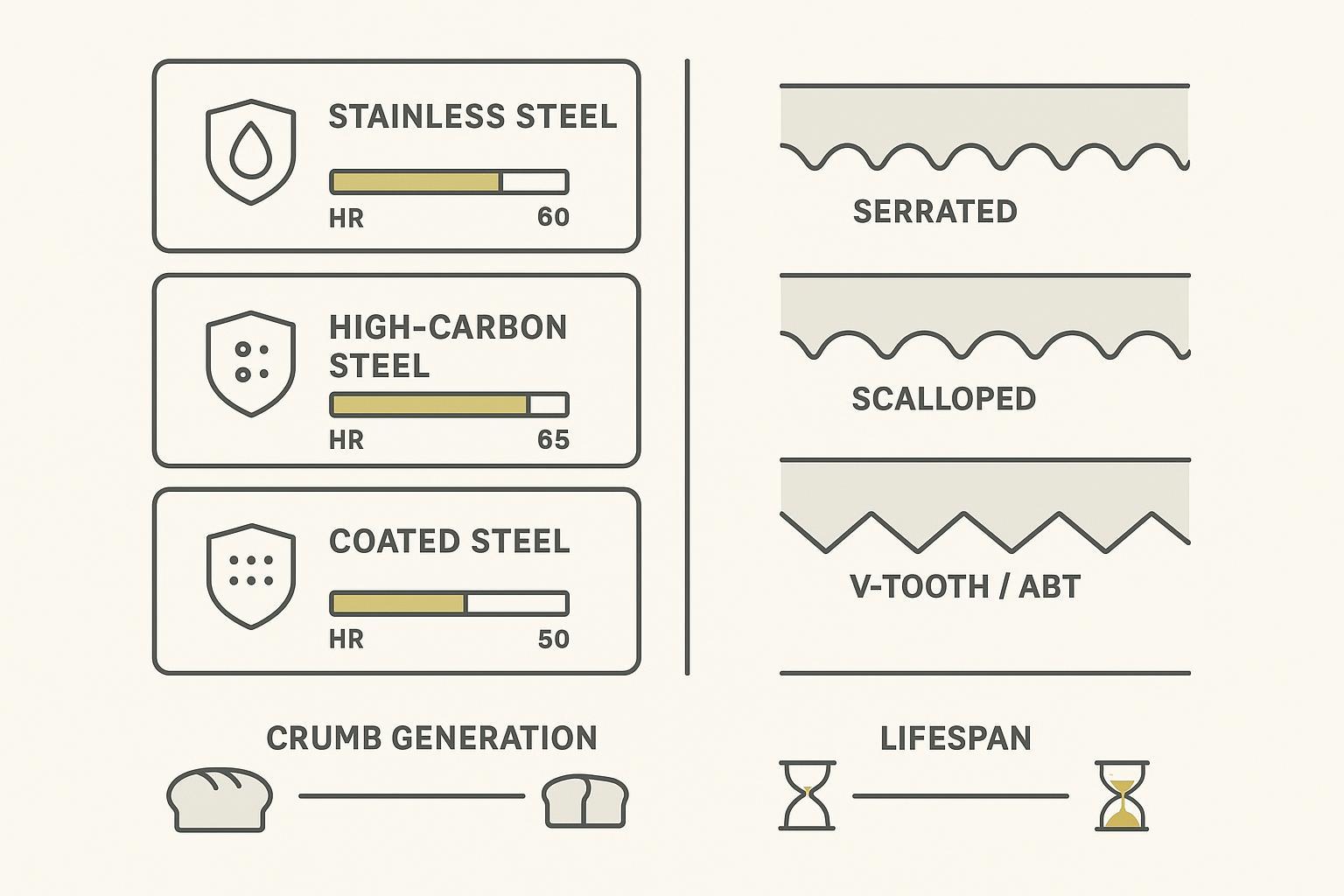
材料と硬度目標
刃の材質と硬度の目標値は、パンの種類、衛生環境、そして許容できない故障モードという3つの要素に基づいて選択する必要があります。
- 耐食性と刃持ちの良さ食品接触環境では、洗浄しやすい表面と耐腐食性が求められるが、高スループット環境下でもエッジの安定性は必要となる。
- 強靭さ vs 脆さ: 非常に硬い刃は刃持ちが良いですが、アライメントや張力が一定でない場合は許容範囲が狭くなる可能性があります。工具鋼では、硬度と靭性は一般的にトレードオフの関係にあります。硬い状態は衝撃で欠けたり割れたりしやすい一方、靭性の高い状態は摩耗が速くなる可能性があります(概要: https://www.edconsteel.com.au/articles/steel-and-metal-articles/hardness-vs-toughness-tool-steel/).
メーカーに依頼すべき事項:
- 材質グレードの選択肢と、それぞれのグレードがあなたのパン切り機やスライサーの種類に推奨される理由。
- 熱処理方法と制御された硬度範囲(およびロットごとにそれを検証する方法)。熱処理は、硬度、延性、靭性、および耐摩耗性を調整するための主要な手段です(一般的な説明: https://www.metalsupermarkets.com/how-heat-treatment-of-metals-work/).
- 付着や抵抗を軽減することを目的とした表面仕上げやコーティングのオプション(パンくずテストと焼きたてパンのテストで評価してください)。
パン切り刃の材質と選定要因に関する背景情報については、MAXTOR METALの社内ガイドを参照してください。 工業用パン切り刃.
エッジの形状と仕上げ
刃の形状は、スライス品質、パンくずの挙動、そして刃の寿命が交わる点です。もしサプライヤーが刃の形状を測定可能な形で説明できないのであれば、あなたは結果を当てにせずに購入していることになります。
- 歯の形状とピッチ:刃がパン粉やクラストにどれだけ積極的に食い込むかに影響します。
- エッジ仕上げバリの制御と挽き具合は、パンくずの発生と刃の摩耗速度に影響します。
- マッチドセット複数枚羽根のフレームの場合、平均値だけでなく、セット全体の一貫性も重要です。
プロファイルを比較する実用的な方法は、それらを欠陥モードにマッピングすることです。
- もし戦うなら 破れやギザギザの縁形状と張力安定性は、通常、最初に確認すべき変数です。
- もし戦うなら パンくずの量と衛生上の負担エッジの仕上げ(バリ取り)とプロファイルの摩擦挙動が重要です。
エッジオプションのより詳細な内部分析については(この記事を製品パンフレットにすることなく)、MAXTOR METALの比較を参照してください。 スカラップ型、V字型、ABT型パン切り刃の刃の比較.
温かいパンとパンくずのコントロール
温かい状態でスライスする際、実験室では問題なく使える刃でも、実際の現場では性能が劣ることがよくあります。製品の温度が上昇すると、パン粉が柔らかくなり、粘着性が増し、わずかな形状の違いが圧縮、抵抗、引き裂きとして現れるためです。
温かいパンのパイロットテストで検証すべき事項:
- スティック/スリップとドラッグ刃がパンを引っ張ってしまうのか、それとも高速で綺麗に切れるのか?
- パンくずの蓄積パターン:切削屑はどこに蓄積されますか(ガイド、ブレード面、張力点など)、また、それが厚みのずれを引き起こしますか?
- 清掃間隔の感度:衛生処理が1サイクル遅れると、スライスの品質は著しく低下しますか?
プロのヒント温かいパンをスライスできるかどうかを、それ自体が一つの評価条件として扱ってください。もしあなたの生産現場で温かいパンをスライスすることがあるなら、完全に冷めたパンでしかテストしないサプライヤーは受け入れないでください。
コンプライアンスと品質保証
食品接触と衛生基準
製パン業者やOEM企業にとって、「食品接触」は単なるスローガンではなく、文書化と洗浄性に関する規律である。
EU市場の場合、サプライヤーの文書はEU食品接触フレームワーク要件および適正製造規範の期待に準拠している必要があります。少なくとも、一般的な安全原則は 規則(EC)No 1935/2004 およびGMP管理 規則(EC)No 2023/2006 (食品接触材料に関する欧州委員会の概要を参照: https://food.ec.europa.eu/food-safety/chemical-safety/food-contact-materials_en).
特に金属や合金については、 食品接触材料として使用される金属および合金に関するEDQM(欧州評議会)のガイダンス欧州全体で使用されている放出制限ガイダンスとテストアプローチを提供する(EDQM活動ページ: https://www.edqm.eu/en/metals-and-alloys-used-in-food-contact-materials-and-articles).
少なくとも、製造元には以下の点を明確に記載してもらいたいものです。
- 食品接触環境向けに設計された刃の材質はどれか、また、食品グレードのスライサー刃の表面状態(仕上げ、バリ、腐食リスク)をどのように制御するのか。
- 彼らの推奨する資材には、どのような洗浄・消毒用化学薬品が想定されていますか。
- 輸送中および保管中の腐食や汚染を防ぐための刃物の梱包方法。
トレーサビリティとISO 9001
スライス品質に変化が生じた場合、トレーサビリティは根本原因分析への最短ルートとなります。
リクエスト内容:
- ロットレベルのトレーサビリティ:材料の加熱ロット、熱処理バッチ、工程内検査記録、最終検査結果、および梱包識別情報。
- ISO 9001文書: 証明書の有効性、範囲、および製品に関連付けられたサプライヤーの実際の検査および不適合管理記録。購入者にとっての実用的なチェックは、サプライヤーが ISO 9001:2015 の期待 (ISO の概要: https://asq.org/quality-resources/iso-9001).
- 分析証明書/材料証明書パック該当する場合は組成、硬度検証方法/範囲、および寸法検査報告書。
中立性に関する注記(MAXTOR METAL): MAXTOR METALは、工業用ブレード向けに標準的な品質保証文書パッケージを提供できます。これには通常、ロットに紐づいた分析証明書(CoA)と、ご要望に応じて適合宣言書(DoC)が含まれ、ISO 9001品質マネジメント方式に準拠した検査記録も提供されます。これにより、購入者はサプライヤーの承認や内部監査の要件を満たすことができます。
衛生管理に関する標準作業手順書および監査記録
長期的な供給契約を結ぶ場合は、単に書類を要求するだけでなく、供給業者の衛生管理体制が自社の実情と一致していることを確認してください。
- 取り扱い、梱包、汚染管理を網羅した衛生管理に関する標準作業手順書(SOP)を要求してください。
- 再現性のある実施状況を示す、監査記録または検査ログのサンプル(機密情報は削除済み)を要求してください。
- 不適合の処理方法を定義する:封じ込め、根本原因、是正措置、および再リリース基準。
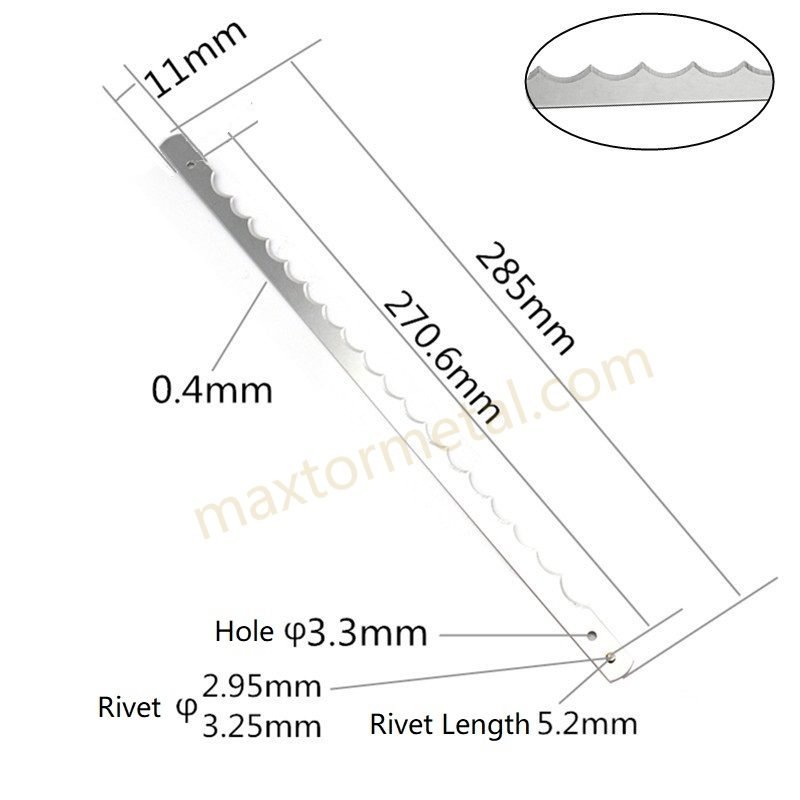
互換性とカスタマイズ

純正品と同等の適合性とガイド
ほとんどの「刃の問題」は、製造工程における取り付けやガイドの問題として現れます。
新しいサプライヤーの規模を拡大する前に、以下を確認してください。
- 刃の寸法と取り付けインターフェースは、お使いのスライサーの設計に適合しています。
- ガイドと摩耗部品は仕様範囲内です。ガイドが摩耗すると、良質な刃でもパンくず発生源になってしまう可能性があります。
- サプライヤーは、お客様の機械モデルと図面の改訂版に対応した適合確認チェックリストを提供できます。
適合に関する予期せぬ事態を避けるために、サプライヤーが通常どのような情報を要求するかについての参考点が必要な場合は、MAXTOR METAL の パン切り刃 このページでは、一般的な構成と製造範囲について概説しています。
非標準的な設計と反復
OEMメーカーや多品種少量生産のベーカリーでは、歯の形状変更、仕上げ変更、材料変更、あるいは寸法微調整など、反復的な改良が必要となることが多い。
反復処理を安全かつ迅速に行うために:
- 図面/仕様書には改訂管理を義務付ける。
- 再認定が必要となる変更点(材料、熱処理、コーティング、エッジ形状)を明確に定義する。
- 同じパンの仕様と洗浄サイクルを用いて、短期間の「A/B」試験を実施する。
切り替え、張力、アライメント
段取り替えは、供給に関する意思決定がOEE(総合設備効率)に関する意思決定へと移行する段階である。
サプライヤーのソリューションを評価する際に考慮すべき点:
- ブレードセットは マッチドセット それは緊張のバランスを追求する時間を短縮しますか?
- 設置および張力調整の手順は明確で、検証可能で、安全ですか?
- ブレードは連続運転中、位置ずれを起こさずに保持されますか?それとも、繰り返し再張力調整が必要になりますか?
張力とエッジの特性がスライス結果にどのように影響するかを簡単に復習したい場合は、先に引用したBakingBusinessのピッチ/エッジ/張力に関する概要を参照してください。
供給モデルと商業面

リードタイム、最小発注数量、VMIオプション
長期的なブレード供給業者は、サプライチェーンのパートナーでもあります。大量生産ラインでは、たとえ最高のエンジニアリング結果が得られたとしても、在庫切れが起きれば生産は失敗に終わります。
評価すべき選択肢:
- リードタイム帯 (通常配送と速達配送の比較)過去の実績を文書化。
- MOQポリシー それは、過剰在庫を抱えることを強制するものではありません。
- VMI/安全在庫 季節的な需要がある、または頻繁に入れ替えが必要な植物向け。
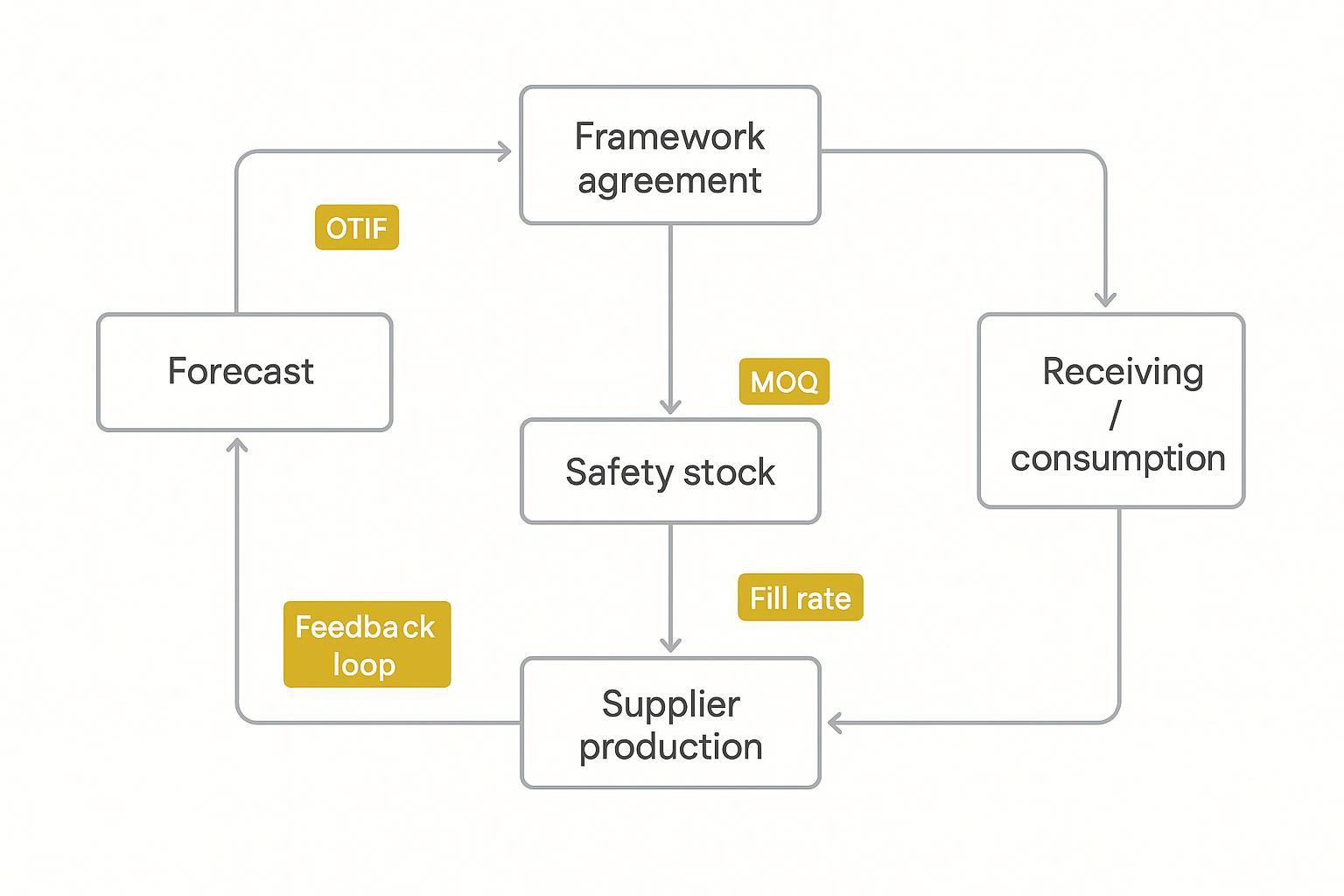
ブレード用の実用的なVMIモデルには通常、以下の要素が含まれます。
- ローリング予測(需要シグナル)
- サプライヤーまたは現地拠点における合意済みの安全在庫
- OTIF(納期遵守率)の追跡と、パフォーマンスが低下した場合のエスカレーション手順
契約条件、SLA、KPI
長期的な安定性を望むなら、業務上の定義を商取引契約に盛り込むべきだ。
例:
- OTIF「時間通りに」と「完全に」を正確に定義してください。
- 品質逃避率:あなたのプロセスにおいて、何が欠陥とみなされるのか、そしてどのように測定されるのか。
- 是正措置のタイミング対応時間、封じ込め期間、および代替策。
- 変更通知材料/工程変更に関する義務的な通知および再認定要件。
保証とアフターサービス
刃は消耗品だが、サプライヤーとの関係は使い捨てであってはならない。
製造元が以下のものを提供しているか確認してください。
- 明確な保証範囲は、測定可能な基準に基づいている(曖昧な約束ではない)。
- トラブルシューティングに関するアフターサービス:張力調整のアドバイス、適合性チェック、および反復的なサポート。
- 実証済みのフィードバックループ:パイロットデータが次の設計反復にどのように反映されるか。
設置後も安定したパフォーマンスを維持するための実用的な運用指向のアプローチとして、MAXTOR METALの パン切り刃のメンテナンスガイド これは、自社の標準作業手順書(SOP)と整合させることができる、便利な内部参照資料です。
結論
重要なポイント:契約締結前に、KPI、コンプライアンス文書、供給条件を確認すること
次のステップ:RFI/RFQの発行、SKUでのパイロット運用、フレームワークとVMIの最終決定
「サプライヤーの見積もり」から、管理された長期的な供給決定へと移行したい場合は、上記の資格要件に基づいてRFI/RFQを作成し、図面/仕様書を添付し、受入KPI(粉質、厚みのばらつき、不良率、刃の寿命、切り替え時間)を含むパイロットプランを要求してください。
免責事項: この記事は、運用担当者向けの購入ガイドです。MAXTOR METALに関する記述は、あくまでも参考例および補足情報として提供するものであり、お客様ご自身のライン条件および地域要件との適合性、性能、および法令遵守状況を確認する必要があります。
最終更新日: 2026-05-03
パイロットテストを実施する準備ができたら、 マックストールメタル 図面やサンプルに基づく技術レビューをサポートし、QA文書パック(例:CoA/DoC、ロットトレーサビリティ要件)を整合させることで、スケールアップの決定が仮説ではなく検証済みのデータに基づいて行われるようにします。
よくある質問
What information should I send a manufacturer for a correct quote?
Send a drawing whenever possible, plus a fitment checklist: slicer model, blade count, length/width/thickness, hole pattern, guide style, and how your frame tensions the blades. Also include bread type, line speed, cleaning chemistry, and whether you ever slice warm—those inputs drive material, hardness, and edge geometry decisions.
Which KPIs matter most in a blade pilot?
Use measurable, floor-friendly KPIs: slice thickness variance, crumb generation, defect rate (tearing, ragged edges, compression), blade life to a defined end-of-life threshold, and changeover time. The key is consistency: lock your test conditions so results are comparable across lots and suppliers.
How do I avoid being fooled by a “good sample” that can’t be repeated?
Treat the pilot as a process qualification, not a one-off test. Ask for lot-based traceability, confirm controlled dimensions and edge specs, and require revision control on the “golden sample.” Then define requalification triggers (new steel heat, new grinding wheel/process, coating changes, or packaging changes) before you scale.
What should EU buyers ask for on food-contact compliance?
At a minimum, ask the supplier to state the intended food-contact material(s), the assumed sanitation chemicals, and the packaging method that prevents corrosion/contamination. For EU markets, make sure they can support the general safety expectations under the EU framework for food contact materials and GMP controls—summarized by the European Commission in Food contact materials—and be able to discuss how they evaluate metals and alloys against recognized European guidance such as EDQM metals and alloys used in food contact materials and articles.
What does ISO 9001 tell me about a supplier’s quality discipline?
ISO 9001 doesn’t guarantee “no defects,” but it does indicate the supplier should have structured controls for documented information, internal audits, and nonconformance handling. When you review a supplier, verify that their certificate scope actually covers your product/process and that they can show product-linked inspection and corrective-action records consistent with ISO 9001:2015 concepts outlined by ASQ’s ISO 9001 overview.
How do materials and heat treatment affect crumb, tearing, and blade life?
In practice, you’re balancing corrosion resistance, wear resistance, and fracture resistance. Harder conditions often improve wear but can chip more easily under shock or misalignment, while tougher conditions may tolerate variability but wear faster—an overview is described in Edcon Steel’s hardness vs toughness discussion. Heat treatment is one of the main levers that shifts this balance by changing microstructure and mechanical properties; see Metal Supermarkets’ heat treatment overview.
Should we qualify warm slicing separately?
Yes. Warm product increases stickiness and deformation, so small geometry and finish differences show up quickly as drag, compression, and tearing. If warm slicing occurs in your operation—even occasionally—treat it as a separate qualification condition with its own acceptance thresholds and cleaning-interval sensitivity checks.
著者
ジェシー・シュー — 品質保証(QA)担当シニア品質エンジニア。工業用ブレードの品質管理および故障解析において15年の経験。
- 故障解析の焦点: 刃先の欠けや耐摩耗性の低下といった問題が、主に熱処理工程の問題によるものなのか、それとも材料の偏析によるものなのかを区別できる。
- 認定資格: ASQ認定CQE、ISO 9001主任審査員、ASNTレベルII。