대규모 석유화학 생산용 나이프 블록의 엔지니어링 자격 평가

Quick answer: A water-ring pelletizer knife block is qualified for high-volume production by verifying four things: runout/TIR at functional datums (typically ≤0.03–0.04 mm), balance grade per ISO 21940 (G6.3 baseline, tightening to G2.5 at higher speeds), vibration acceptance per ISO 20816 (often ≤2.8 mm/s RMS), and full material traceability via EN 10204 3.1/3.2 certificates linked to […]
재연마에 따른 두께 감소 보정: 전단 나이프를 위한 심 계산 및 오버랩 검증

By Nancy Wu, Senior Manufacturing Engineer (Production Engineering), Maxtor Metal — SME–CMfgE, PMP, Six Sigma Black Belt, ASM International certifications Scope note: This guide is a technical reference to support measured setup work. Always follow your OEM service manual and your facility SOP for final settings and safety procedures. Regrinding restores edge condition, but it also […]
OEM 슬리터 나이프 설계도: 스핀들 끼워맞춤 감사, ISO 공차 및 TIR 게이트

A slitting line can have excellent knife steel and still struggle with burrs, width drift, and premature chipping if the bore–arbor interface is poorly specified or inconsistently verified. This checklist is meant to be used as an engineering audit: you take an OEM slitter knife blueprint, compare it against the spindle/arbor reality, and log pass/fail gates before […]
애프터마켓 파쇄기(shredder) 나이프 조달: 사양 관리, CMM 계획, MTR 검증 및 기능적 적합성 검증.

Disclosure: This guide is written by Maxtor Metal to document an audit-ready acceptance workflow. The methods and decision rules described here are supplier-agnostic and can be applied to OEM parts or any qualified aftermarket supplier. Where a Maxtor Metal page is referenced, it is used only as a geometry-family terminology reference; you may substitute any approved reference page or drawing package […]
중심 구멍 공차와 런아웃: 고속 슬리터의 진동을 완화하기 위한 ISO 286 규격 최적화.
High-speed slitting is unforgiving: if a circular knife doesn’t rotate true, the cut edge quality degrades before the blade is even “dull.” In this article, Maxtor Metal ties central bore tolerance runout (how bore size + geometry show up as edge TIR at speed) to the numbers you can specify—and the checks you can repeat. Engineering Note: For knife-level specifications, […]
원형 슬리터 나이프의 싱글, 더블 및 복합 베벨(칼날 각도): 재질 강성에 따른 선택 및 세팅 프레임워크
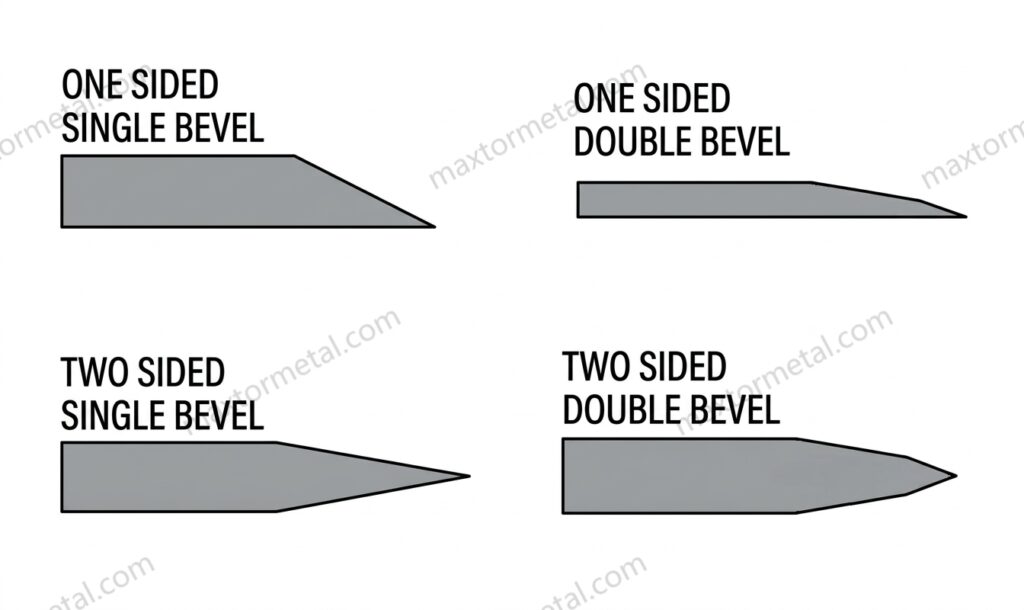
How to use this guide (scope & assumptions): The ranges and troubleshooting steps below are practical starting points for circular slitter knives in typical converting lines. Actual optimum settings depend on your machine design (holder stiffness, runout, spacer stack), web support, and substrate variability—always validate with a controlled trial and change one variable at a time. Engineering […]
원형 칼날의 오버랩 깊이(Overlap depth) 및 측면 간격 최적화: 에지 품질과 칼날 수명을 위한 역학, DOE 및 파레토 트레이드오프
Published: 2026-05-28 | Last updated: 2026-05-28 If you’re chasing cleaner edges, less dusting, and longer knife life on a slitter/rewinder, Maxtor Metal sees the same pattern again and again: the fastest wins often come from two setup variables you can actually control—overlap depth and side clearance. In shear slitting, overlap depth and side clearance jointly create (or destroy) a […]
面振れ(轴向跳动)、動的TIRとスリットエッジ品質:高速コンバーティングラインにおけるメカニズム、測定、および対策

High-speed slitting is unforgiving: small geometry errors show up as burrs, feathering, and unstable lanes long before they show up on a maintenance checklist. At Maxtor Metal, we see runout problems most often when a line is pushed for higher OEE but the slit edge has to stay clean enough for downstream lamination, printing, or welding. […]
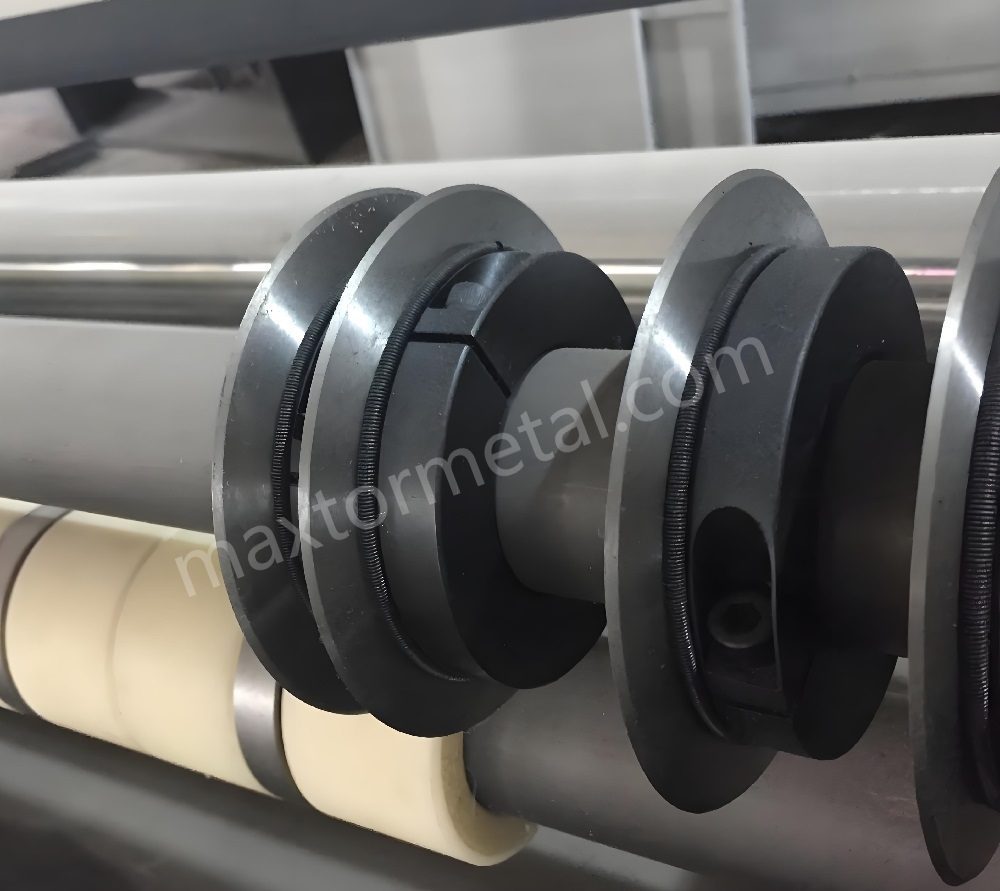
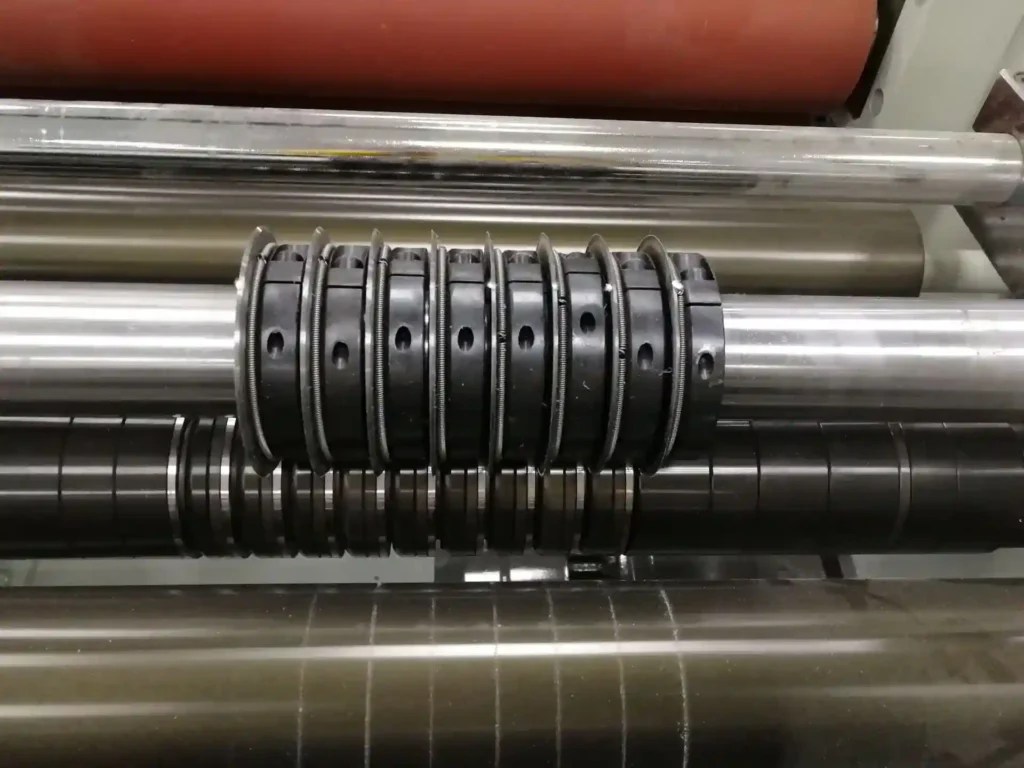
절단 폭 편차 해결: 다조(Multi-Knife) 슬리팅 시 누적 두께 공차 제어 방법
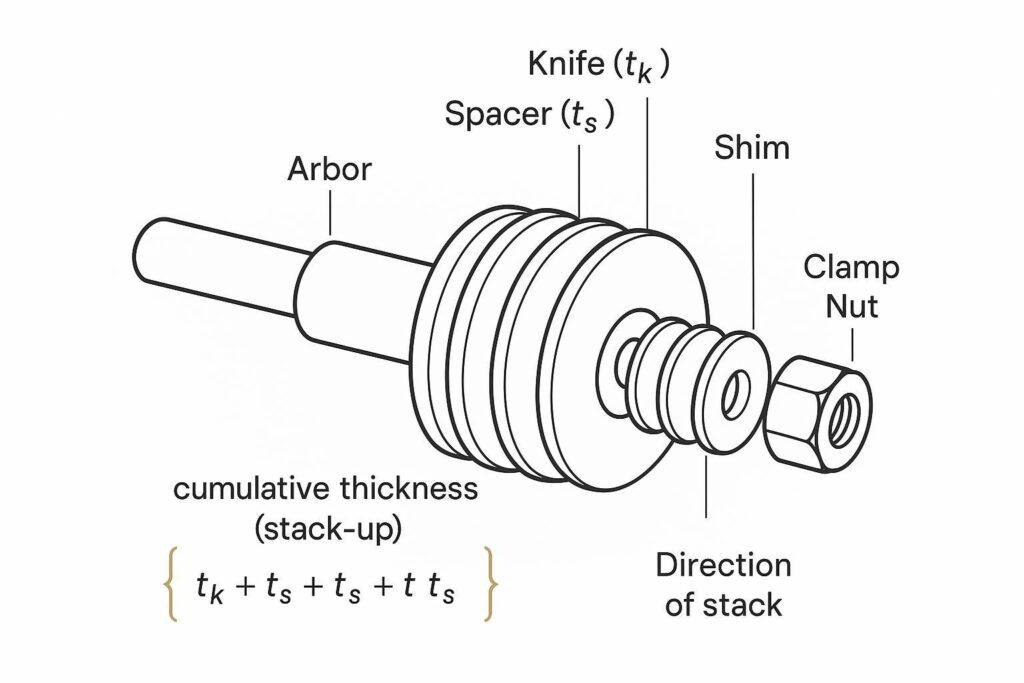
Maxtor Metal builds custom, precision-ground industrial knives for converting and slitting lines. In day-to-day slitting, one of the fastest ways to lose slit-width stability (and OEE) is to ignore what small thickness errors do when you stack many knives, spacers, and shims on one arbor. Basics of cumulative thickness tolerance Definition and terms Cumulative thickness […]
HSS(고속도강) vs 초경(Carbide): 칼날 수명 연장을 위한 재질 및 라인 속도 매칭 방법

Key takeaways Why HSS vs Carbide impacts edge life, OEE, and TCO Edge life drives how often you stop to change knives, how stable your slit edge stays, and how much scrap you create before someone notices the cut is drifting. In converting lines, that turns into three business metrics: Key variables to log before […]