Лучшие практики восстановления роторов грануляторов для стренговых линий

By Tommy Tang, Senior Sales Engineer, Nanjing METAL Industrial (12 years in industrial cutting tools and refurbishment supply programs; certifications: CSE, CME, Six Sigma Green Belt, PMP). Last updated: 2026-04-02. Revision history Why trust this guide This best-practices checklist is based on common failure modes and QA controls used in pelletizing and industrial cutting applications. […]
Количество зубьев роторной фрезы в зависимости от скорости линии и длины гранулы
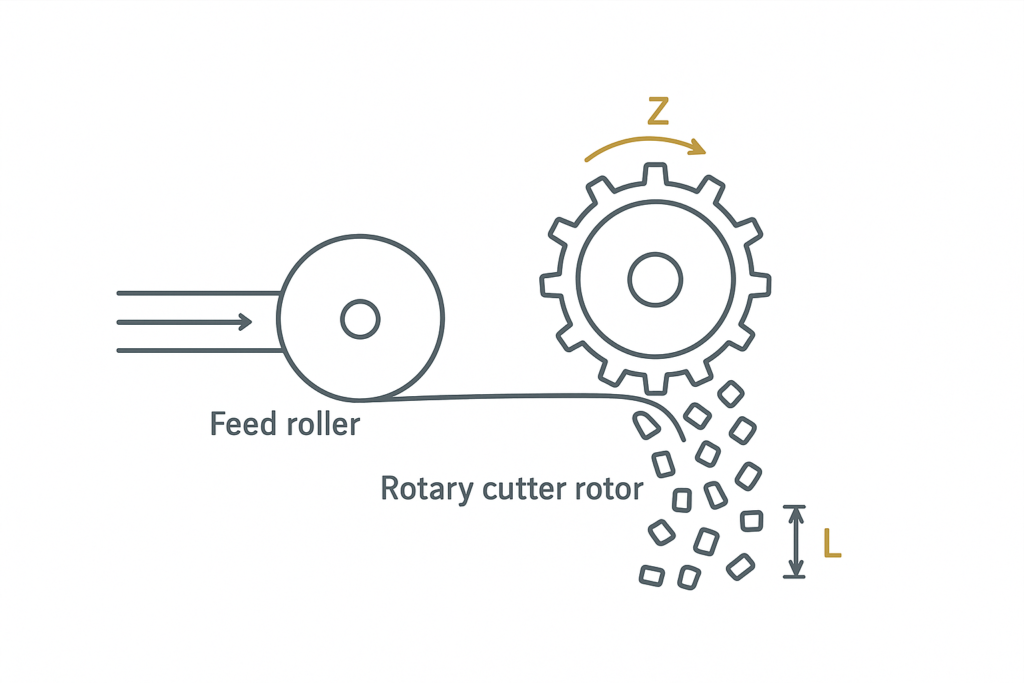
Rotary cutter tooth count (how many knives/teeth are on the rotor) is one of the fastest levers you have for stabilising pellet length on a strand pelletiser — and it’s the cleanest way to stay within a realistic cutter RPM ceiling. Get it wrong and you’ll see it immediately: long/short variation, tails, more fines, and […]
Чек-лист по технике безопасности при замене роторной фрезы гранулятора

This checklist is for strand pelletisers (pull‑strand / strand-cut systems) — not underwater pelletising. If you’re looking for a strand pelletiser changeover sequence your team can run the same way every time, start here. Scope & responsibility (read first): This checklist is written for strand pelletisers and focuses on the rotary cutter / knife changeover. It does not replace your OEM manual, site risk assessment, […]
Восстановление устаревшего оборудования с помощью заказных роторных фрез

Last updated: 2026-03-30 Safety & compliance note (UK): This article provides general best-practice guidance for rotary cutter replacements. It does not replace your site risk assessment, OEM documentation, or competent engineering judgement. Always verify guarding clearances, runout limits, and safe systems of work under PUWER before returning equipment to service. Disclosure: This article references MAXTOR METAL products […]
Роторные фрезы: Полное руководство по водному стренговому гранулированию

Это руководство предназначено для лидеров отрасли компаундирования, использующих линии гранулирования с водяным охлаждением, которым требуется надежное качество резки с меньшим количеством переналадок и предсказуемыми затратами. Вы узнаете о технических требованиях, стабилизирующих длину и форму гранул, как уверенно проверять китайский завод по производству роторных резаков/ножей, что запрашивать в документации по контролю качества, а также как моделировать себестоимость доставки и […]
Снижение количества пыли при гранулировании: пять цеховых тактик

Fines and dust rise on water‑strand pelletising lines when three things overlap: unstable cutting mechanics, strands entering the cutter with residual surface water that promotes slippage, and die‑face wear that encourages tails and chipping. Mixed regrind with moisture fluctuation makes each of these more likely: brittle particles within the melt favour micro‑fracture at the cut, […]
Консольный ротор гранулятора: Руководство по быстрой смене цвета

A cantilevered pelletizer rotor on a water‑strand line uses a swing‑open or slide‑open cutting chamber so the rotor, bed knife, and feed area are exposed in seconds, without dismantling the front bearing set. Fewer fasteners and components stand between you and the cutting zone, which means faster cleaning, quicker knife swaps, and less time for […]
Как достичь равномерности гранул — Настройка водного стренгового гранулирования

Injection moulding needs pellets that feed cleanly, melt uniformly, and meter consistently shot after shot. That means tight pellet length control, minimal fines and tails, and low variability in pellet weight and rheology. Strand lines vary because several stations—melt delivery and die, water bath, dewatering, and the cutter—each add their own tolerances and drift. Stabilising […]
Полное руководство: Роторные фрезы со вставными ножами для стренгового гранулирования в воде

Water‑strand pelletising is a workhorse in UK compounding and recycling. Yet in abrasive, high‑fill and recycled formulations, solid rotary knives wear fast, changeovers drag on, and pellet quality drifts—fines and tails creep up, and operators chase clearances. Inserted blade rotary cutter designs attack the root causes by letting you index or replace edges in situ, […]
Долговечность роторных ножей для суперконцентратов (Masterbatch) в высоконаполненных компаундах

Мастербатч с высоким содержанием наполнителя (стекловолокно, CaCO3, тальк, TiO2) плохо переносит работу роторных резаков. Твердые частицы забивают кромку, ускоряют скругление и микросколы, а также усиливают любые ошибки в зазоре, биении или параллельности. В результате образуются мелкие частицы, хвосты и нестабильная геометрия гранул, что снижает производительность и выход готовой продукции на последующих этапах. Данное руководство посвящено продлению срока службы, уменьшению количества мелких частиц/хвостов, […]