
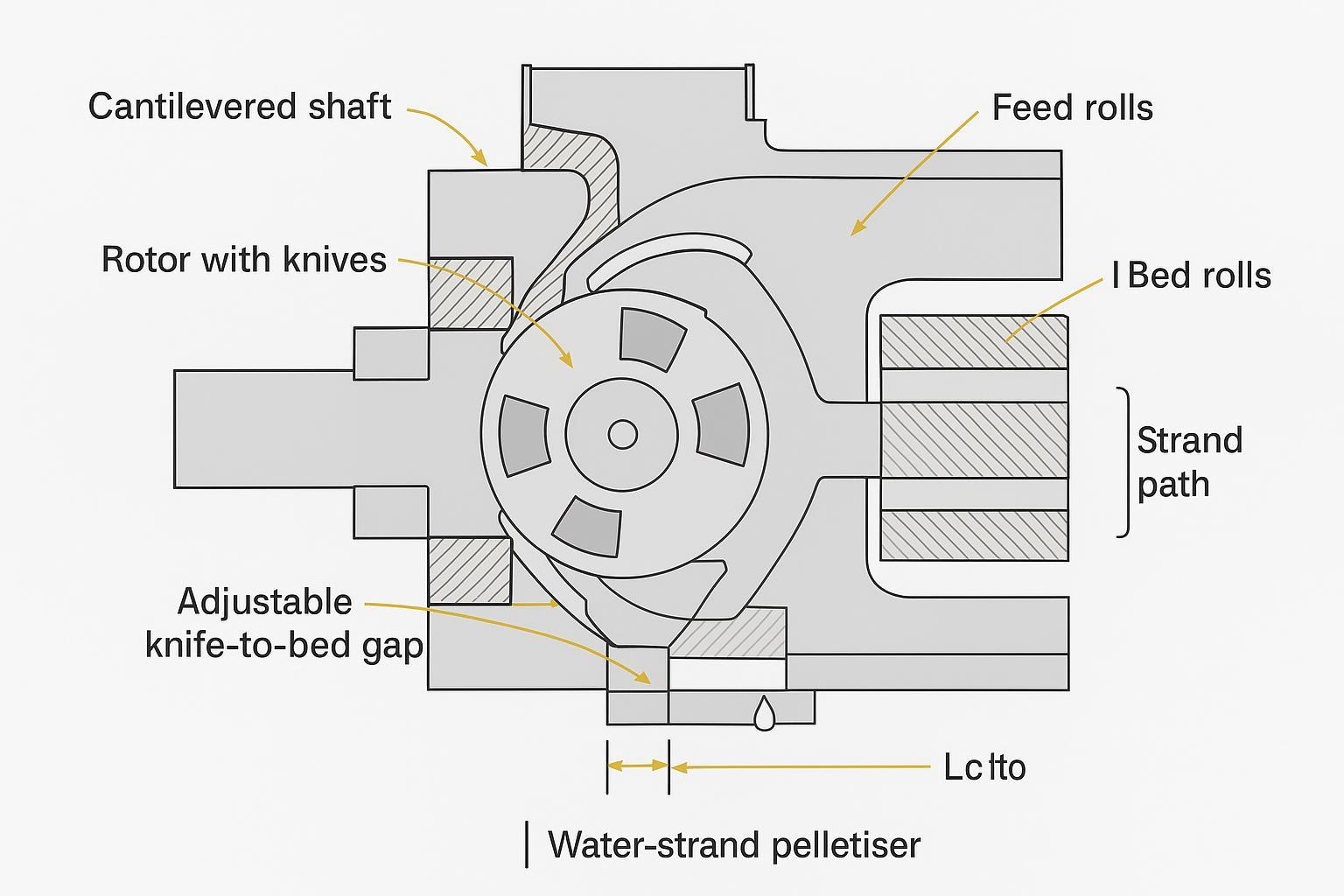
Un rotor de granulateur en porte-à-faux sur une ligne de production à eau utilise une chambre de coupe à ouverture pivotante ou coulissante. Ainsi, le rotor, le couteau de lit et la zone d'alimentation sont accessibles en quelques secondes, sans démontage du palier avant. L'accès à la zone de coupe est facilité par la réduction du nombre de fixations et de composants, ce qui accélère le nettoyage, le changement de couteau et limite les risques de contamination du cycle suivant par des résidus colorés. En résumé, vous passez plus rapidement de la couleur A à la couleur B, avec un risque moindre de traces, de traînées et de fines particules.
Ce guide vous explique comment un rotor de granulateur à porte-à-faux permet de gagner du temps, les critères de sélection, comment régler les jeux et entretenir le dispositif de coupe, et quels documents demander aux fournisseurs de lames pour garantir un contrôle qualité rigoureux. Nous utiliserons l'expression « rotor de granulateur à porte-à-faux » tout au long du guide afin de faciliter la recherche.
Points clés à retenir
- L’accès par ouverture pivotante réduit les étapes lors du changement de couleur et raccourcit l’exposition des pièces humides, réduisant ainsi la contamination croisée.
- Commencez par des dégagements conservateurs entre le couteau et le lit (0,05 à 0,20 mm) et vérifiez par la qualité des granulés ; enregistrez les paramètres et les résultats pour la répétabilité.
- Privilégier les roulements/joints résistants à la corrosion et un séchage adéquat des brins pour stabiliser les granulés et réduire les fines.
- Demandez aux fournisseurs des rapports de traçabilité des matériaux, de traitement thermique, de dureté (ASTM E18/ISO 6508-1) et de dimensions.
Pourquoi des rotors en porte-à-faux sur les lignes à câbles sous-marins

Accès plus rapide, moins d'étapes
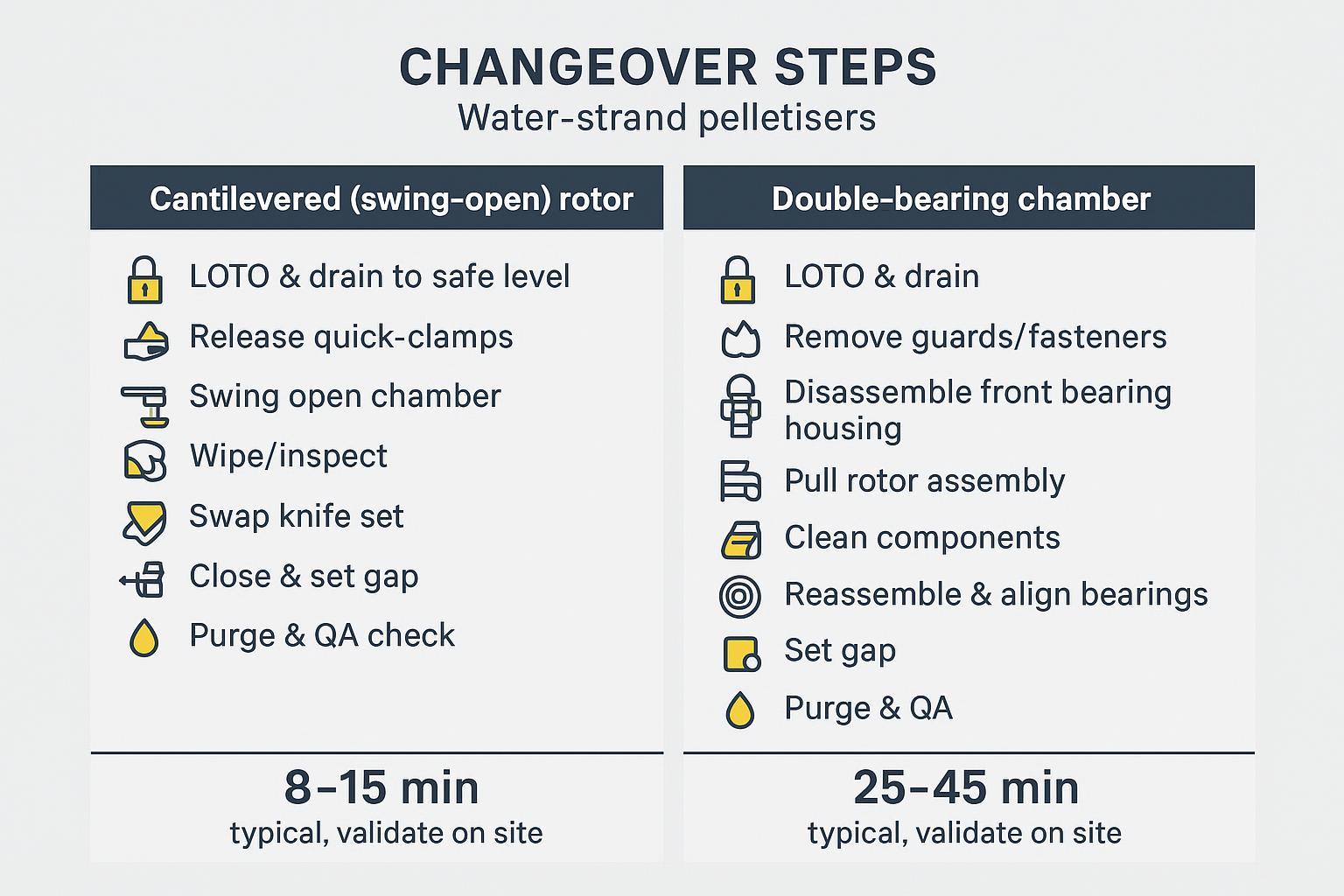
Comparativement aux chambres à double palier qui nécessitent le retrait du protecteur, le démontage du carter et le réalignement des paliers, une conception à accès en porte-à-faux utilise des brides à dégagement rapide et une face avant articulée ou guidée par rail pour exposer le rotor et le couteau de coupe. En pratique, un rotor de granulateur à accès en porte-à-faux permet aux opérateurs de passer directement de la consignation à l'accès au couteau avec un minimum d'outils, ce qui est le principal facteur de rapidité des changements de format. Plusieurs granulateurs à brins OEM mettent l'accent sur un accès sans outil ou rapide à la zone de coupe, réduisant ainsi les temps de maintenance et de nettoyage ; par exemple, les formations et brochures de MAAG mettent en avant les carters pivotants ou coulissants conçus pour minimiser les temps d'arrêt, comme sur les gammes T200/S et les têtes à ouverture pivotante PRIMO FC décrites dans la documentation produit de l'entreprise. Consultez les caractéristiques mentionnées dans les documents du fabricant pour un temps de maintenance réduit et un accès rapide à la chambre sur le S3500 et les familles apparentées : la brochure du S3500 décrit une section avant sur glissières linéaires permettant un accès sans outil, et le PRIMO FC mentionne un accès pivotant multi-axes pour un nettoyage rapide (Brochure MAAG S3500; Caractéristiques du MAAG PRIMO FC).
Des coupes plus nettes, une contamination moindre
Moins vous perturbez l'assemblage et plus vous pouvez essuyer rapidement les résidus de la chambre, moins il y a de risques de transfert de pigments. Un temps d'ouverture plus court limite également la pénétration de poussières et d'éclaboussures dans les roulements et les joints. Un accès rapide favorise des micro-nettoyages fréquents plutôt que des nettoyages en profondeur peu fréquents, ce qui tend à stabiliser les fines particules et les résidus lors du changement de couleur ou de qualité de fibres recyclées/à haut taux de remplissage.
Disponibilité, sécurité et contrôles qualité
Moins de pièces à démonter signifie des délais de consignation/déconsignation plus courts et moins d'erreurs de remontage. Cela permet également des contrôles qualité rapides (extrémités des pastilles sous grossissement, Lunb* deltas) pratique avant de reprendre le débit maximal. Certains fournisseurs présentent des couvercles de chambre sur rails ou avec assistance pneumatique, réduisant la manutention manuelle et les points de pincement ; voir les supports de formation de Bay Plastics Machinery traitant des conceptions à nettoyage rapide et des approches de séchage des brins qui favorisent des redémarrages rapides (Formation BPM (PDF)).
Éléments essentiels de conception et de sélection
Matériaux pour rotor et couteau
La métallurgie des lames et la documentation associée sont essentielles à la fiabilité et à la validation qualité. Voici quelques exemples d'options courantes :
- Acier à outils D2/SKD11 : généralement trempé à une dureté Rockwell C d’environ 58 à 62 HRC, il offre un bon compromis entre résistance à l’usure et ténacité pour la coupe courante de brins de PP/PE. Les familles de matériaux de référence sont répertoriées par les fournisseurs de lames spécialisés et sur les pages de contexte des équipementiers.
- Acier rapide M2 : environ HRC 55–62 avec une bonne dureté à chaud, adapté aux lignes à grande vitesse et aux arêtes vives.
- Acier inoxydable 440C : dureté Rockwell C d'environ 58 à 60, avec une résistance à la corrosion améliorée pour les environnements humides.
- Plaquettes de banc ou inserts en carbure de tungstène : dureté effective souvent équivalente à HRC 68–72 (ou > 1500 HV), intéressantes pour les matériaux recyclés chargés de verre ou abrasifs ; de nombreux équipementiers proposent des plaques de banc en carbure monobloc dans leurs brochures (voir la note sur le carbure monobloc dans le…). Brochure MAAG S3500).
Pour la vérification de la dureté, demandez les données d'essai Rockwell C conformes aux normes ASTM E18 ou ISO 6508-1, incluant la charge, les emplacements et 3 à 5 mesures avec leurs plages, rattachées à l'identifiant de la pièce et au lot de coulée. Des guides pratiques sur les essais Rockwell expliquent le pénétrateur en diamant et la charge principale de 150 kgf utilisés pour le HRC (Aperçu de la norme ASTM E18; Guide Buehler Rockwell).
Lorsqu'un jeu de lames sur mesure est nécessaire, des fournisseurs comme MAXTOR METAL peuvent le fabriquer selon vos plans, croquis ou échantillons et fournir des rapports sur les matériaux, les traitements thermiques, la dureté et les tolérances dimensionnelles. Lors de l'approvisionnement, spécifiez la nuance d'acier, la plage de dureté cible, la géométrie du tranchant et les tolérances (par exemple, ±0,01 à 0,05 mm sur l'épaisseur/les motifs de perçage) et demandez une documentation traçable. Pour des exemples de portée de la documentation et d'adéquation du produit, consultez les guides neutres et les pages produits de l'entreprise : le guide des bonnes pratiques pour les couteaux de granulation décrit les exigences en matière de documentation, et les pages sur les lames de granulateurs de plastique présentent les styles et options de montage.Guide des couteaux de pelletisation MAXTOR METAL; Lames de granulateur de plastique MAXTOR METALLors de l'émission d'une demande de devis/commande, veuillez inclure le certificat d'usine du matériau et le numéro de coulée/lot, le rapport de traitement thermique avec la dureté cible, une fiche de dureté ASTM E18/ISO 6508-1 avec plusieurs lectures et emplacements, un rapport dimensionnel (longueur/largeur/épaisseur, espacement des trous, parallélisme/faux-rond) lié à l'identifiant de la pièce, et la géométrie de bord spécifiée (rayon de rodage/chanfrein, notes sur l'incrustation en carbure) afin que l'assurance qualité puisse valider sans délai.
contrôle de l'écart et rigidité de la fraise
La documentation des fabricants d'équipement d'origine (OEM) présente souvent des dispositifs de réglage micrométriques (excentriques, boulons à pousser-tirer) permettant des jeux extrêmement fins entre la lame et le lit, jusqu'à quelques centièmes de millimètre sur certains modèles. Il convient de considérer ces jeux comme des limites de performance plutôt que des points de consigne fixes. Une méthode pratique pour commencer consiste à amener le bord du rotor à un contact léger et uniforme, puis à réduire progressivement le jeu jusqu'à un jeu de fonctionnement aligné sur la taille du polymère et des granulés. Les plages de départ pour les lignes de production à eau sont généralement de 0,05 à 0,10 mm pour le PP/PE non chargé et de 0,10 à 0,20 mm pour les mélanges chargés de verre/abrasifs. La stabilité dépend de la rigidité et de l'alignement : privilégiez les supports renforcés, les roulements de précision et les faces goujonnées qui conservent leur position après chaque ouverture. Pour des exemples de conceptions à accès rapide conçues pour maintenir l'alignement, consultez les chambres coulissantes/pivotantes de MAAG et les gammes à nettoyage rapide de BPM.Brochure MAAG S3500; Formation BPM (PDF)).
Intégration et déshydratation de la partie humide
L'entraînement d'humidité dans les brins entraîne la formation de fines particules et de bavures lors des redémarrages. Associez l'accès en porte-à-faux à un séchage robuste : les lames d'air sans contact ou les systèmes de lames d'air sous vide (VAK) qui séparent les gouttelettes et maintiennent la zone d'alimentation sèche contribuent à stabiliser la qualité de coupe et la couleur. Les supports de formation de Bay Plastics Machinery décrivent les séchoirs à brins VAK utilisant un seul ventilateur avec désembuage et drainage — une approche qui favorise des redémarrages constants avec une infiltration d'eau minimale (Formation BPM (PDF)). Choisissez un système de drainage contrôlé au niveau du toboggan aquatique et évitez les accumulations d'eau près des rouleaux d'alimentation.
Procédure opérationnelle standard (SOP) de configuration et de maintenance

Guide de réglage du couteau au lit
La sécurité avant tout. Procédez à la consignation/étiquetage complet, isolez le variateur et vidangez le réservoir d'eau jusqu'à un niveau sûr avant toute ouverture. Gardez vos doigts éloignés des bords et des pièces mobiles ; utilisez des gants anti-coupures et des lunettes de protection.
- Réglage de base : Avec des couteaux neufs ou réaffûtés, déplacez le rotor par à-coups pour aligner un couteau avec le couteau de base. Frottez légèrement et uniformément les bords sur toute la largeur. Reculez jusqu’au jeu initial approprié à la coupe (voir tableau ci-dessous). Vérifiez le réglage à gauche, au centre et à droite à l’aide de jauges d’épaisseur.
- Vérification par coupe : Commencez lentement et examinez les premières pastilles à un grossissement de 10 à 20×. Une coupe nette sans bavure, des queues basses et l’absence de bavures brillantes indiquent une bonne insertion. Si des vibrations apparaissent, ouvrez de 0,02 à 0,03 mm ou réduisez l’avance pendant une minute pour stabiliser le processus.
- Paramètres d'enregistrement : enregistrement du polymère, nombre de brins/diamètre, longueur cible des pastilles, mesures d'écartement, intensité du courant, fines %, queues % et LunLes deltas b* vous permettent de reproduire la configuration de votre rotor de granulateur en porte-à-faux lors d'un prochain travail similaire.
Points de départ des écarts (conseils d'ingénierie ; à valider sur site) :
| Polymère/remplissage et visée des granulés | Jeu initial (mm) | Remarques |
|---|---|---|
| Granulés PP/PE non chargés, de 2 à 3 mm | 0,05–0,10 | Visez une coupe nette ; augmentez-la si nécessaire. |
| PET/PA non rempli | 0,07–0,12 | S'assurer que les mèches sont bien sèches |
| PP/PA chargé de verre 20–40% | 0,10–0,20 | Préférez un couteau de lit en carbure ; évitez l'écaillage. |
| Recyclage à haut rendement avec fines | 0,10–0,18 | Privilégiez le séchage des mèches et des vérifications fréquentes. |
Ces valeurs correspondent à la capacité de réglage fin mentionnée dans la documentation du fabricant d'origine, mais doivent être confirmées par votre propre service d'assurance qualité.
Pour un guide pratique et détaillé sur le remplacement des lames, consultez ce guide neutre sur les changements de lames sûrs et efficaces sur les granulateurs, qui couvre les outils, le séquençage et les contrôles de vérification (remplacer les lames du granulateur de manière sûre et efficace).
Étapes de nettoyage et de changement de couleur
Nettoyez rapidement et méthodiquement pour éviter toute contamination croisée. Ouvrez la chambre en la faisant pivoter ou en la faisant glisser ; aspirez les granulés et la poussière, puis essuyez avec des chiffons non pelucheux. Utilisez le solvant compatible avec les polymères avec parcimonie et évitez de pulvériser à proximité des roulements et des joints. Si des micro-ébréchures ou un arrondissement sont visibles, remplacez la pièce ou faites-la pivoter pour utiliser un bord neuf et vérifiez à nouveau l’écartement. Réduisez le niveau d’eau au minimum efficace ; assurez-vous que le couteau à air/VAK fonctionne correctement. Redémarrez à débit réduit, jetez les 1 à 3 premières minutes, puis vérifiez Lunb* deltas de couleur et tamiser pour éliminer les particules fines avant d'augmenter la production.
Roulements, joints et protection contre la corrosion
Un environnement en milieu aqueux ajoute de l'humidité et des produits chimiques de nettoyage aux chocs et vibrations habituels. Dans la mesure du possible, choisissez des paliers étanches et résistants à la corrosion, dotés de joints multi-barrières et de déflecteurs en acier inoxydable, similaires dans leur conception aux paliers hygiéniques « de production alimentaire » conçus pour les environnements humides ; les notes d'application des fabricants de paliers expliquent pourquoi ces paliers tolèrent des lavages fréquents et contribuent à maintenir la graisse à sa place (Aperçu de la gamme SKF FoodSi vous utilisez des unités standard, lubrifiez plus fréquemment les zones d'éclaboussures (quotidiennement à hebdomadairement selon la vitesse et la température) jusqu'à l'apparition d'un léger écoulement au niveau des joints, en suivant les recommandations du fabricant. Veillez à la propreté des circuits d'eau, purgez les carters après le nettoyage, évitez de diriger des jets haute pression sur les joints et effectuez quotidiennement des contrôles visuels pour détecter les fuites, une chaleur anormale ou des vibrations. Ces quelques précautions vous permettront d'allonger la durée de vie des roulements et d'obtenir un contrôle plus précis du jeu.
Un rotor de granulateur en porte-à-faux transforme les changements de couleur, auparavant un processus long et complexe, en une séquence rapide et contrôlée. Il en résulte des redémarrages plus rapides, des granulés plus stables et généralement moins de fines et de résidus, sans augmenter les risques pour les opérateurs ni pour le contrôle qualité. Lors de toute mise à niveau, assurez-vous de la compatibilité mécanique et de la rigidité de votre ligne, exigez une documentation traçable sur les matériaux, les traitements thermiques, la dureté et les tolérances pour tout nouveau jeu de couteaux, et effectuez un test pilote de la configuration sur vos grains les plus abrasifs afin de définir les réglages d'écartement et les temps de purge.
Protocole de validation pilote (aucune donnée de site requise)

Si vous souhaitez justifier la mise à niveau d'un rotor de granulateur en porte-à-faux par des preuves, sans vous fier au marketing du fabricant d'origine, effectuez un simple essai de commutation A/B sur votre propre ligne et archivez les résultats.
- PortéeMême famille de polymères, même nombre de brins/diamètre, même cible de longueur de granulés ; comparez votre coupeuse actuelle à une conception à accès en porte-à-faux/à ouverture pivotante.
- Horodatage: Enregistrement (1) début du LOTO, (2) chambre ouverte, (3) couteaux réglés complètement, (4) premiers plombs, (5) premiers plombs « OK » libérés.
- Indicateurs de qualité: fines %, queues %, régularité de la longueur des granulés et delta de couleur (par exemple, Lunb* / ΔE) à 1, 3, 5, 10 minutes après le redémarrage.
- Déchets: Élimination des rebuts (kg) et temps de conformité.
- Conditions de traitement à consigner: niveau/débit/température de la boîte à eau, réglages du séchoir (lame d'air/VAK), vitesse du rouleau d'alimentation, régime du rotor et lectures de l'écart lame-lit (G/M/D).
- Dossier de documentation: lier l'essai à une documentation traçable sur les couteaux (certificat de matériau, rapport de traitement thermique, dureté selon ASTM E18/ISO 6508-1 et rapport dimensionnel) afin que l'assurance qualité puisse auditer le résultat.
Note sur la sécurité et les normes
Ce guide fournit des points de départ pour l'ingénierie et doit être validé par rapport au manuel du fabricant de votre machine et aux procédures HSE de votre site. Pour la maîtrise des énergies dangereuses, veuillez vous référer à OSHA 29 CFR 1910.147 (La maîtrise des énergies dangereuses – consignation/étiquetage) et ISO 14118:2017 (Sécurité des machines — Prévention des démarrages inattendus).
Tommy Tang est un Ingénieur commercial senior à Nanjing METAL Industriel avec 12 ans d'expérience Assistance à la sélection et à l'approvisionnement des lames industrielles. Certifications : CSE, CME, Ceinture verte Six Sigma, PMP.