
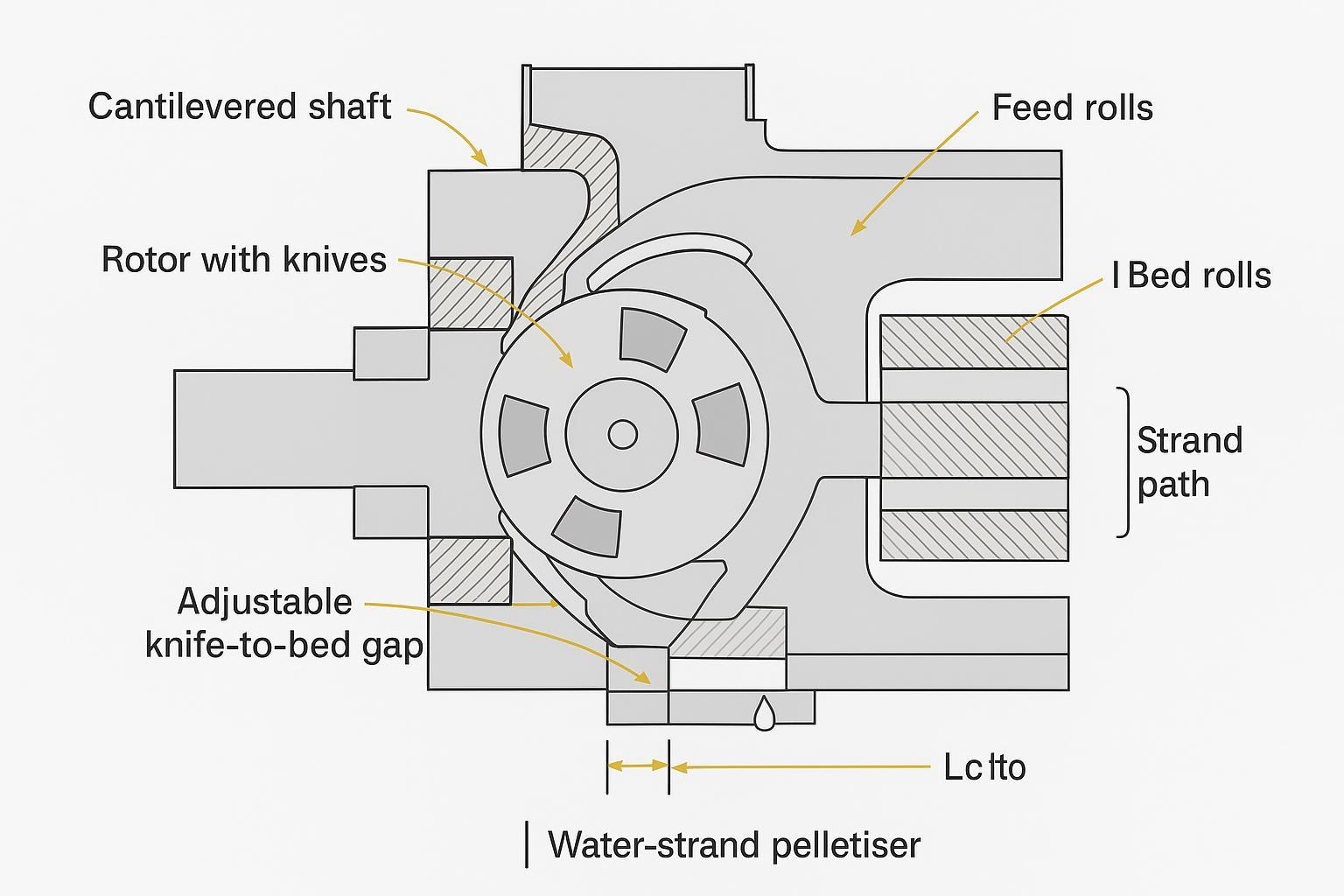
Un rotor peletizador en voladizo en una línea de alimentación por agua utiliza una cámara de corte abatible o deslizante, lo que permite que el rotor, la cuchilla base y la zona de alimentación queden expuestas en segundos, sin necesidad de desmontar el conjunto de cojinetes delanteros. Menos fijaciones y componentes se interponen entre usted y la zona de corte, lo que se traduce en una limpieza más rápida, cambios de cuchilla más ágiles y menos tiempo para que los residuos de color se mezclen con la siguiente tanda. En resumen, le ayuda a pasar del color A al color B más rápidamente, con un menor riesgo de vetas, colas y partículas finas.
En esta guía aprenderá cómo un diseño de acceso en voladizo ahorra tiempo, qué buscar al seleccionar uno, cómo ajustar las holguras y mantener la cuchilla, y qué documentos solicitar a los proveedores de cuchillas para garantizar un control de calidad impecable. Nos referiremos al término exacto "rotor de peletizador en voladizo" a lo largo de la guía para que coincida con la intención de búsqueda más común.
Conclusiones clave
- El acceso mediante compuertas abatibles reduce los pasos necesarios durante el cambio de color y acorta la exposición de las partes húmedas, disminuyendo así la contaminación cruzada.
- Comience con holguras conservadoras entre la cuchilla y la base (0,05–0,20 mm) y verifique la calidad del pellet; registre los ajustes y los resultados para garantizar la repetibilidad.
- Priorice el uso de cojinetes/sellos resistentes a la corrosión y un secado adecuado de los filamentos para estabilizar los pellets y reducir la cantidad de finos.
- Solicite a los proveedores informes trazables sobre el material, el tratamiento térmico, la dureza (ASTM E18/ISO 6508-1) y las dimensiones.
¿Por qué se utilizan rotores en voladizo en líneas de transmisión de agua?

Acceso más rápido, menos pasos.
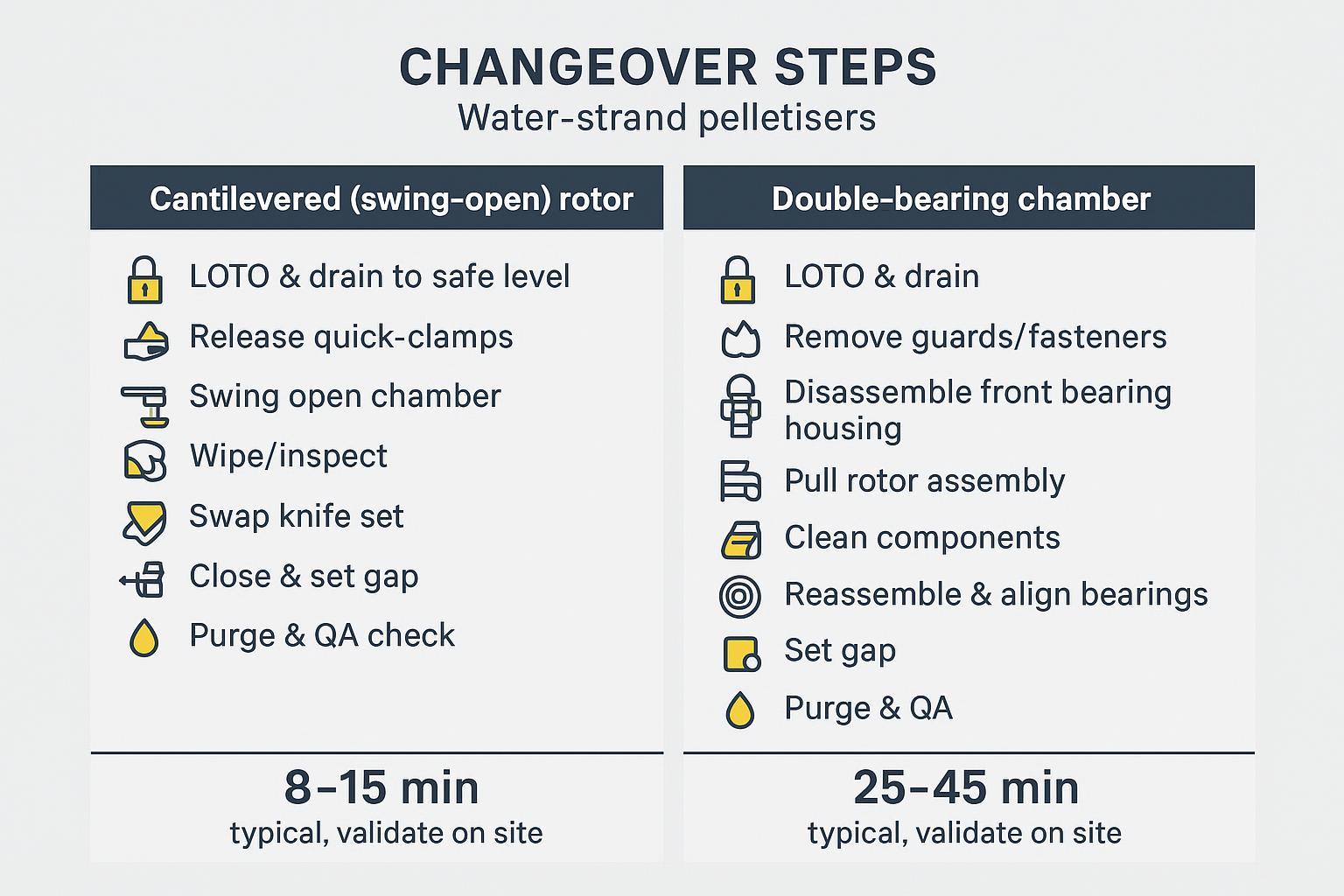
En comparación con las cámaras de doble rodamiento que requieren la extracción de la protección, el desmontaje de la carcasa y la realineación de los rodamientos, un diseño de acceso en voladizo utiliza abrazaderas de liberación rápida y un frontal articulado o guiado por rieles para exponer el rotor y la cuchilla de la bancada. En la práctica, un rotor de peletizador en voladizo ayuda a los operadores a pasar directamente del bloqueo/etiquetado (LOTO) al acceso a la cuchilla con un mínimo de herramientas, lo que es el principal impulsor de cambios más rápidos. Varios peletizadores de hebras de fabricantes de equipos originales (OEM) enfatizan el acceso rápido o sin herramientas a la zona de corte, lo que reduce el tiempo de mantenimiento y limpieza; por ejemplo, la capacitación y los folletos de MAAG resaltan las carcasas pivotantes o deslizantes diseñadas para minimizar el tiempo de inactividad, como se ve en las familias de la serie T200/S y los cabezales de apertura abatible PRIMO FC descritos en la literatura de productos de la compañía. Consulte las características a las que se hace referencia en los propios materiales del fabricante para reducir el tiempo de mantenimiento y el acceso rápido a la cámara en el S3500 y familias relacionadas: el folleto del S3500 describe una sección frontal sobre guías lineales para permitir el acceso sin herramientas, y el PRIMO FC destaca el acceso giratorio multieje para una limpieza rápida (Folleto del MAAG S3500; Características del MAAG PRIMO FC).
Cortes más limpios, menor contaminación
Cuanto menos se altere el montaje y cuanto antes se limpien los residuos de la cámara, menor será la probabilidad de que se produzcan transferencias de pigmento. Un menor tiempo de apertura también limita el polvo en suspensión y las salpicaduras en los cojinetes y sellos. El acceso rápido fomenta la microlimpieza frecuente en lugar de la limpieza profunda poco frecuente, lo que tiende a estabilizar las partículas finas y las colas al cambiar de color o de grado reciclado/de alta concentración.
Tiempo de actividad, seguridad y controles de calidad.
Menos piezas para desmontar significa ventanas de bloqueo/etiquetado más cortas y menos errores de reensamblaje. También permite realizar comprobaciones de control de calidad rápidas (extremos de los pellets bajo aumento, Lab* deltas) práctico antes de reanudar el rendimiento completo. Algunos proveedores muestran cubiertas de cámara sobre rieles o con asistencia neumática, lo que reduce la manipulación manual y los puntos de pellizco; consulte los materiales de capacitación de Bay Plastics Machinery que analizan los diseños de limpieza rápida y los enfoques de secado de filamentos que permiten reinicios rápidos (PDF de formación en BPM).
Elementos esenciales de diseño y selección
Materiales para rotores y cuchillas
La metalurgia y la documentación de los cuchillos son fundamentales tanto para la fiabilidad como para la aprobación del control de calidad. Las opciones típicas y ampliamente utilizadas incluyen:
- Acero para herramientas D2/SKD11: generalmente endurecido a aproximadamente HRC 58–62, logrando un equilibrio entre resistencia al desgaste y tenacidad para el corte general de filamentos de PP/PE. Las familias de materiales de referencia se resumen en las páginas de contexto de proveedores especializados de cuchillas y fabricantes de equipos originales (OEM).
- Acero rápido M2: con una dureza aproximada de 55-62 HRC y buena dureza en caliente, es adecuado para líneas de alta velocidad y filos afilados.
- Acero inoxidable 440C: aproximadamente HRC 58–60 con resistencia a la corrosión mejorada para ambientes húmedos.
- Cuchillas o incrustaciones de lecho de carburo de tungsteno: dureza efectiva a menudo equivalente a HRC 68–72 (o >1500 HV), valiosa para reciclaje abrasivo o relleno de vidrio; muchos fabricantes de equipos originales ofrecen cuchillas de lecho de carburo sólido en sus folletos (ver la nota sobre carburo sólido en el Folleto del MAAG S3500).
Para la verificación de dureza, solicite datos de prueba Rockwell C que cumplan con ASTM E18 o ISO 6508-1, incluyendo carga, ubicaciones y 3-5 lecturas con rangos, trazadas a la identificación de la pieza y lote de calor. Los manuales prácticos sobre pruebas Rockwell explican el indentador de diamante y la carga principal de 150 kgf utilizada para HRC (Descripción general de la norma ASTM E18; Guía de Buehler Rockwell).
Cuando se necesita un juego de cuchillas a medida, proveedores como MAXTOR METAL pueden fabricar según sus dibujos, bocetos o muestras y proporcionar informes de material, tratamiento térmico, dureza y tolerancia dimensional. En la adquisición, especifique el grado de acero, la banda de dureza objetivo, la geometría del filo y las tolerancias (por ejemplo, ±0,01–0,05 mm en patrones de espesor/agujeros) y solicite documentación trazable. Para ver ejemplos del alcance de la documentación y el ajuste del producto, consulte la guía neutral de la empresa y las páginas de productos: la guía de mejores prácticas para cuchillas de peletización describe las expectativas de documentación y las páginas de cuchillas de peletizador de plástico muestran estilos y opciones de montaje (Guía de cuchillas para peletizadoras MAXTOR METAL; Producto: cuchilla para peletizadora de plástico MAXTOR METALAl emitir una RFQ/PO, incluya el certificado de fábrica del material y el número de lote/colada, el informe de tratamiento térmico con la dureza objetivo, una hoja de dureza ASTM E18/ISO 6508-1 con múltiples lecturas y ubicaciones, un informe dimensional (longitud/ancho/espesor, espaciado de agujeros, paralelismo/excentricidad) vinculado a la identificación de la pieza y la geometría de borde especificada (radio de bruñido/chaflán, notas de incrustación de carburo) para que el control de calidad pueda aprobarlo sin demora.
Control de la separación y rigidez de la fresa
La documentación del fabricante de equipos originales (OEM) suele mostrar ajustadores micrométricos (excéntricos, pernos de empuje y tracción) que permiten holguras extremadamente finas entre la cuchilla y la base, de hasta unas pocas centésimas de milímetro en algunos modelos. Trátelos como límites de capacidad en lugar de puntos de ajuste fijos; un método práctico de inicio consiste en acercar el borde del rotor a un "toque" ligero y uniforme, y luego retroceder hasta una holgura de funcionamiento alineada con el tamaño del polímero y del pellet. Los rangos de inicio de ingeniería para las líneas de filamentos de agua suelen ser de 0,05 a 0,10 mm para PP/PE sin relleno y de 0,10 a 0,20 mm para mezclas rellenas de vidrio/abrasivas. La estabilidad depende de la rigidez y la alineación: busque soportes reforzados, cojinetes de precisión y caras con pasadores que repitan la ubicación después de cada apertura. Para ver ejemplos de diseños de acceso rápido diseñados para mantener la alineación, consulte las cámaras deslizantes/pivotantes de MAAG y las familias de limpieza rápida de BPM (Folleto del MAAG S3500; PDF de formación en BPM).
Integración de la sección húmeda y deshidratación
La humedad residual de la hebra genera finos y manchas durante los reinicios. Combine el acceso en voladizo con un secado robusto: las cuchillas de aire sin contacto o los sistemas de cuchilla de aire al vacío (VAK) que separan las gotas y mantienen seca el área de alimentación ayudan a estabilizar la calidad y el color del corte. Los materiales de capacitación de Bay Plastics Machinery describen los secadores de hebra VAK que utilizan un solo soplador con desempañado y drenaje, un enfoque que admite reinicios consistentes con una mínima entrada de agua (PDF de formación en BPMSeleccione un drenaje controlado en el tobogán de agua y evite la acumulación de agua cerca de los rodillos de alimentación.
Procedimiento operativo estándar (POE) de configuración y mantenimiento

Guía para la preparación del paciente desde el cuchillo hasta la cama
La seguridad es lo primero. Aplique el bloqueo/etiquetado completo, aísle el accionamiento y vacíe el depósito de agua hasta un nivel seguro antes de abrirlo. Mantenga los dedos alejados de los bordes y las piezas móviles; utilice guantes resistentes a los cortes y protección ocular.
- Ajuste inicial: Con cuchillas nuevas o reafiladas, mueva el rotor para alinear una cuchilla con la cuchilla de la bancada. Ajuste los bordes para que se toquen ligeramente y de manera uniforme en todo el ancho. Retroceda hasta la holgura inicial adecuada para la operación (consulte la tabla a continuación). Verifique en los lados izquierdo, central y derecho con galgas de espesores.
- Verificación mediante corte: Comience lentamente e inspeccione los primeros gránulos con un aumento de 10 a 20×. Un corte limpio, sin manchas, con colas cortas y sin rebabas brillantes, indica un buen asentamiento. Si aparece vibración, abra la máquina entre 0,02 y 0,03 mm o reduzca la velocidad de alimentación durante un minuto para estabilizar.
- Configuración de registro: Polímero de registro, recuento/diámetro de hebra, longitud objetivo del pellet, lecturas de espacio, consumo de amperaje, finos %, colas % y Lab* deltas para que puedas reproducir la configuración de tu rotor peletizador en voladizo en el próximo trabajo similar.
Puntos de partida para la identificación de brechas (orientación de ingeniería; validación in situ):
| Polímero/relleno y puntería de los perdigones | Juego inicial (mm) | Notas |
|---|---|---|
| Gránulos de PP/PE sin relleno, de 2 a 3 mm. | 0,05–0,10 | Busque un corte preciso; aumente si vibra |
| PET/PA sin rellenar | 0,07–0,12 | Asegúrese de que los mechones estén bien secos. |
| 20–40% PP/PA reforzado con fibra de vidrio | 0,10–0,20 | Prefiera una cuchilla de bancada de carburo; evite el astillado. |
| Alto reciclaje con finos | 0,10–0,18 | Prioriza el secado de las hebras y las revisiones frecuentes. |
Estos valores coinciden con la capacidad de ajuste fino mencionada en la documentación del fabricante, pero deben ser confirmados por su propio departamento de control de calidad.
Para una referencia práctica paso a paso sobre el reemplazo de cuchillas, consulte esta guía neutral para cambios de cuchillas seguros y eficientes en peletizadoras, que abarca herramientas, secuencia y comprobaciones de verificación (Reemplace las cuchillas de la peletizadora de forma segura y eficiente.).
Pasos de limpieza y cambio de color
Limpie rápida y metódicamente para evitar la contaminación cruzada. Abra la cámara girando o deslizándola; aspire los gránulos sueltos y el polvo, luego limpie con paños sin pelusa. Use el disolvente seguro para polímeros con moderación y evite rociar cerca de cojinetes y sellos. Si se observan microdesconchones o redondeo, reemplace o gire a un borde nuevo y vuelva a confirmar la separación. Baje el nivel de agua al mínimo efectivo; asegúrese de que la cuchilla de aire/VAK esté funcionando correctamente. Reinicie con un caudal reducido, deseche los primeros 1-3 minutos y luego verifique Lab* deltas de color y tamizar para finos antes de aumentar la producción.
Cuidado de cojinetes, sellos y corrosión
Un entorno de flujo de agua añade humedad y productos químicos de lavado a los golpes y vibraciones habituales. Siempre que sea posible, elija unidades de cojinetes selladas y resistentes a la corrosión con sellos de barrera múltiple y deflectores de acero inoxidable, similares en concepto a las unidades higiénicas de "línea de alimentos" diseñadas para servicio húmedo; las notas de aplicación de los fabricantes de cojinetes OEM explican por qué dichas carcasas toleran lavados frecuentes y ayudan a mantener la grasa donde corresponde.Descripción general de la línea de productos alimenticios de SKFSi utiliza unidades estándar, vuelva a lubricar con mayor frecuencia las zonas de salpicaduras (diariamente o semanalmente, según la velocidad y la temperatura) hasta que aparezca una pequeña fuga en los sellos, siguiendo las instrucciones del fabricante. Mantenga limpios los circuitos de agua, drene las carcasas después del lavado, evite dirigir chorros de alta presión hacia los sellos y programe revisiones visuales diarias para detectar fugas, calor inusual o vibraciones. Estos pequeños hábitos se traducen en una mayor vida útil de los rodamientos y un control de holgura más preciso.
Un rotor de peletizador en voladizo transforma los cambios de color, que antes requerían un largo proceso de desmontaje, en una secuencia rápida y controlada. El resultado son reinicios más rápidos, pellets más estables y, por lo general, menores cantidades de finos y residuos, sin aumentar el riesgo para los operarios ni para el control de calidad. Al considerar las actualizaciones, valide el ajuste mecánico y la rigidez en su línea, solicite documentación trazable sobre el material, el tratamiento térmico, la dureza y las tolerancias con cualquier nuevo juego de cuchillas, y pruebe la configuración en sus granos más abrasivos para ajustar la separación y los tiempos de purga.
Protocolo de validación piloto (no se requieren datos del sitio)

Si desea justificar con pruebas la actualización del rotor de su peletizadora a un modelo en voladizo, sin depender del marketing del fabricante original, realice una sencilla prueba comparativa (A/B) en su propia línea de producción y archive los resultados.
- Alcance: Misma familia de polímeros, mismo número de hebras/diámetro, misma longitud de pellet objetivo; compare su cortador actual con un diseño de acceso en voladizo/abatible.
- marcas de tiempo: Registro (1) inicio de LOTO, (2) apertura de la recámara, (3) ajuste completo de las cuchillas, (4) primeros perdigones, (5) liberación de los primeros perdigones “OK”.
- Métricas de calidad: finos %, colas %, consistencia de la longitud del pellet y delta de color (por ejemplo, Lab* / ΔE) a los 1, 3, 5 y 10 minutos después del reinicio.
- Desperdiciar: Desechar chatarra (kg) y tiempo para cumplir con las especificaciones.
- Condiciones del proceso para registrar: nivel/caudal/temperatura de la caja de agua, ajustes del secador (cuchilla de aire/VAK), velocidad del rodillo de alimentación, rpm del rotor y lecturas de la distancia entre la cuchilla y la base (izquierda/media/derecha).
- Paquete de documentación: vincular la prueba con la documentación rastreable del cuchillo (certificado de material, informe de tratamiento térmico, dureza según ASTM E18/ISO 6508-1 e informe dimensional) para que el control de calidad pueda auditar el resultado.
Nota sobre seguridad y normas
Esta guía proporciona puntos de partida de ingeniería y debe validarse con el manual del fabricante de su máquina y los procedimientos de EHS del sitio. Para el control de energía peligrosa, consulte OSHA 29 CFR 1910.147 (El control de energía peligrosa: bloqueo/etiquetado) y ISO 14118:2017 (Seguridad de la maquinaria: prevención de arranques inesperados).
Tommy Tang es un Ingeniero de ventas sénior en Industria METÁLICA de Nanjing con 12 años de experiencia Apoyo en la selección y adquisición de cuchillas industriales. Certificaciones: CSE, CME, Cinturón Verde Six Sigma, PMP.