
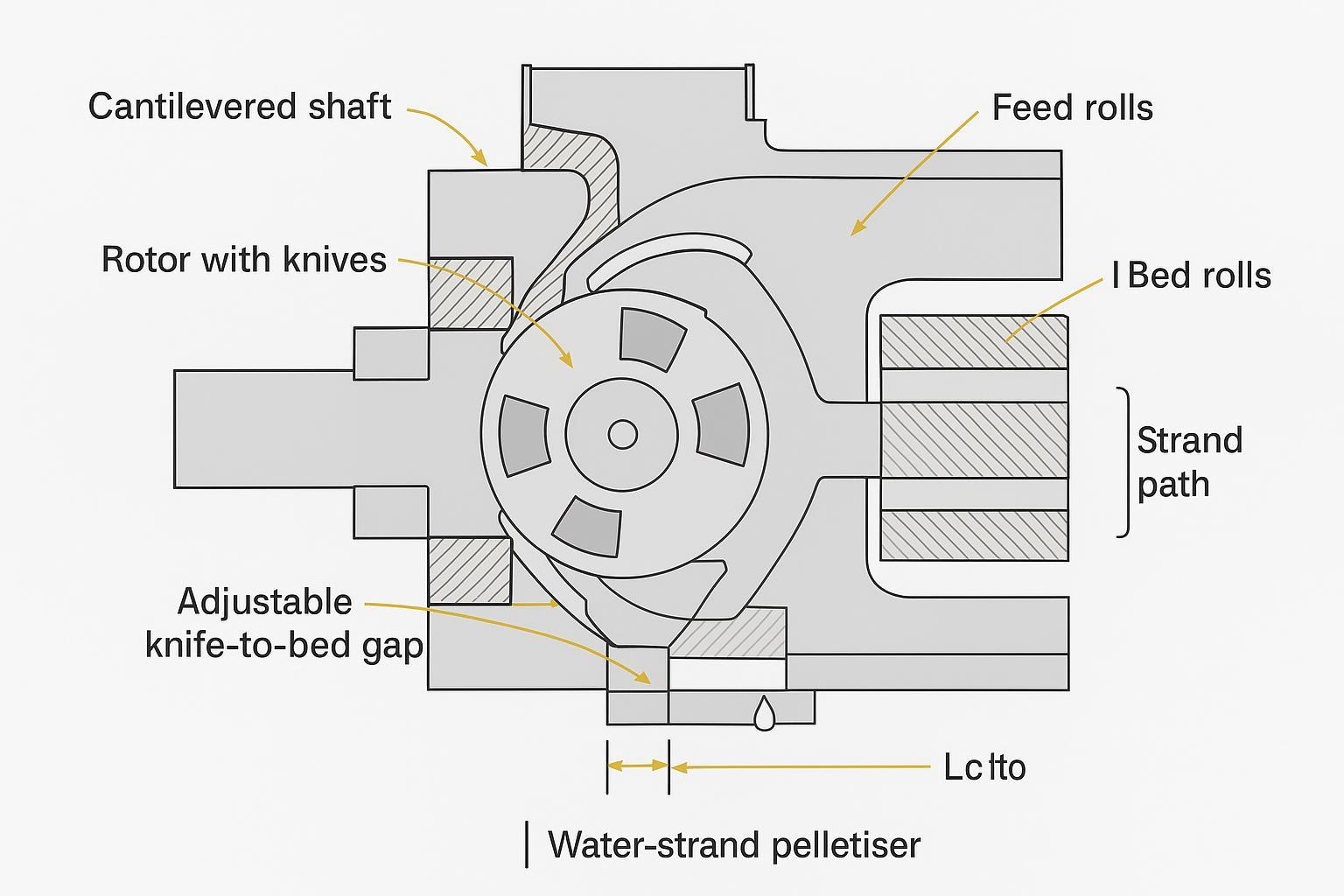
Um rotor de granulador em balanço numa linha de tratamento de água utiliza uma câmara de corte basculante ou deslizante, permitindo que o rotor, a lâmina de base e a área de alimentação fiquem expostos em segundos, sem desmontar o conjunto de rolamentos dianteiros. Menos fixadores e componentes separam você da zona de corte, o que significa limpeza mais rápida, trocas de lâminas mais ágeis e menos tempo para que resíduos coloridos se espalhem para a próxima produção. Em resumo, isso ajuda você a passar da cor A para a cor B mais rapidamente, com menor risco de manchas, rebarbas e partículas finas.
Neste guia, você aprenderá como um projeto de acesso em balanço economiza tempo, o que observar ao selecionar um, como ajustar as folgas e fazer a manutenção da lâmina, e quais documentos solicitar aos fornecedores de lâminas para garantir um controle de qualidade rigoroso. Usaremos o termo exato "rotor de granulador em balanço" ao longo do texto para estar em conformidade com as intenções de busca mais comuns.
Principais conclusões
- O sistema de acesso articulado reduz as etapas durante a troca de cores e diminui a exposição das partes molhadas, reduzindo a contaminação cruzada.
- Comece com folgas conservadoras entre a lâmina e a base (0,05–0,20 mm) e verifique pela qualidade dos grânulos; registre as configurações e os resultados para garantir a repetibilidade.
- Priorize rolamentos/vedações resistentes à corrosão e secagem adequada da filamentação para estabilizar os grânulos e reduzir a quantidade de partículas finas.
- Solicite aos fornecedores relatórios de rastreabilidade do material, tratamento térmico, dureza (ASTM E18/ISO 6508-1) e dimensões.
Por que rotores em balanço em linhas de correnteza?

Acesso mais rápido, menos passos
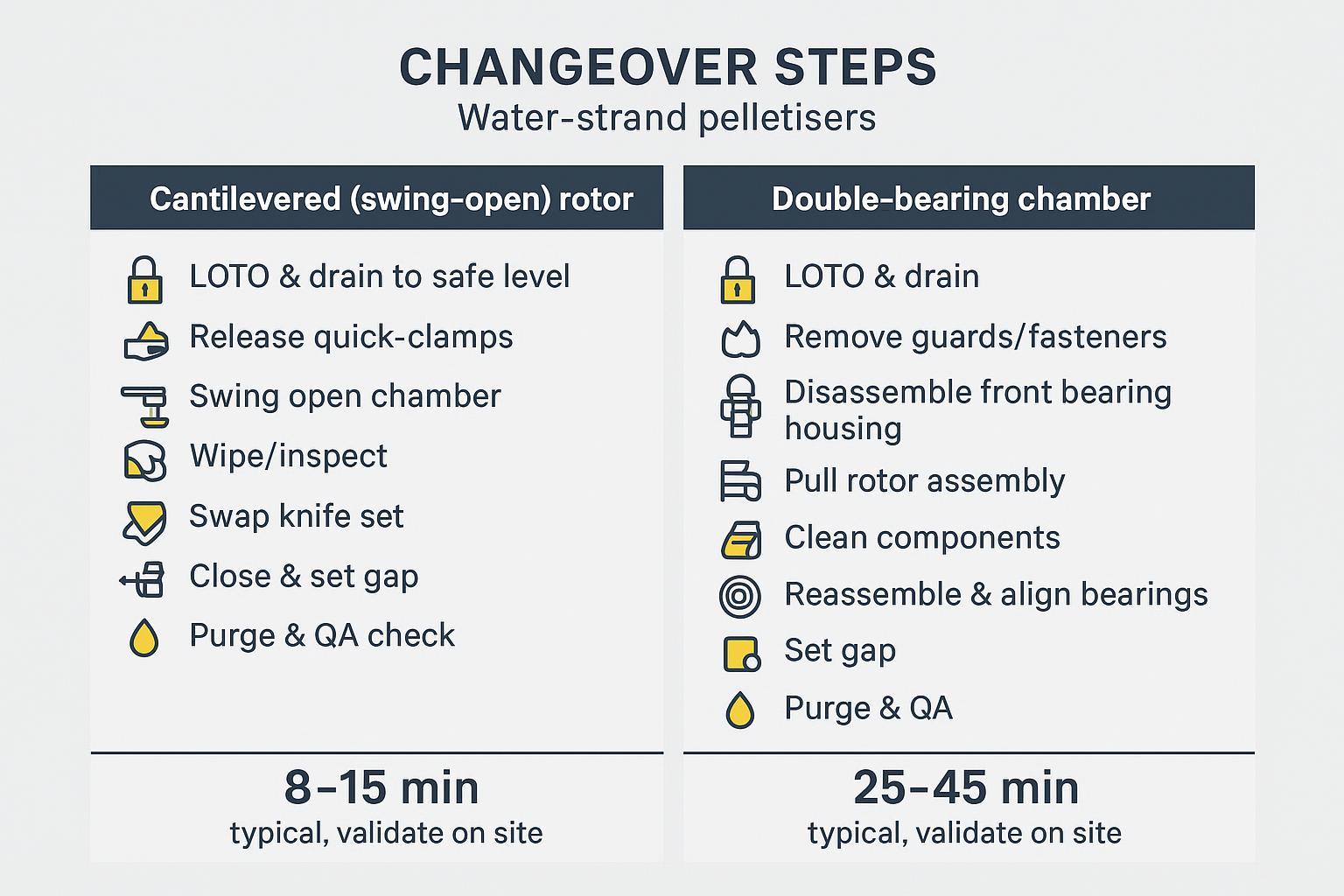
Em comparação com câmaras de rolamento duplo que exigem a remoção da proteção, desmontagem da carcaça e realinhamento dos rolamentos, um projeto de acesso em balanço utiliza grampos de liberação rápida e uma frente articulada ou guiada por trilho para expor o rotor e a lâmina de corte. Na prática, um rotor de granulador em balanço ajuda os operadores a passar diretamente do bloqueio e etiquetagem (LOTO) para o acesso à lâmina com o mínimo de ferramentas, o que é o principal fator para trocas mais rápidas. Diversos fabricantes de granuladores de filamentos enfatizam a entrada rápida ou sem ferramentas na zona de corte, reduzindo o tempo de manutenção e limpeza; por exemplo, os treinamentos e folhetos da MAAG destacam carcaças pivotantes ou deslizantes projetadas para minimizar o tempo de inatividade, como visto nas famílias T200/S e nas cabeças basculantes PRIMO FC descritas na literatura de produtos da empresa. Consulte os recursos mencionados nos materiais do fabricante para reduzir o tempo de manutenção e facilitar o acesso rápido à câmara nos modelos S3500 e famílias relacionadas: o folheto do S3500 descreve uma seção frontal com corrediças lineares para permitir o acesso sem ferramentas, e o PRIMO FC destaca o acesso giratório multieixos para limpeza rápida (Catálogo MAAG S3500; Características do MAAG PRIMO FC).
Cortes mais limpos, menor contaminação
Quanto menos se perturbar a montagem e quanto mais cedo se limpar os resíduos da câmara, menor será a probabilidade de transferência de pigmento. Um tempo de funcionamento mais curto também limita a poeira e os respingos que possam atingir os rolamentos e as vedações. O acesso rápido incentiva microlimpezas frequentes em vez de limpezas profundas pouco frequentes, o que tende a estabilizar partículas finas e resíduos ao trocar de cores ou de materiais reciclados/com alto teor de partículas.
Tempo de atividade, segurança e verificações de controle de qualidade.
Menos peças para remover significa janelas de bloqueio/etiquetagem mais curtas e menos erros de remontagem. Também permite verificações de controle de qualidade mais rápidas (extremidades dos projéteis sob ampliação, Lumdeltas b*) práticos antes de retomar a produção total. Alguns fornecedores mostram tampas de câmara em trilhos ou com assistência pneumática, reduzindo o manuseio manual e os pontos de pinçamento; consulte os materiais de treinamento da Bay Plastics Machinery que discutem projetos de limpeza rápida e abordagens de secagem de filamentos que permitem reinícios rápidos (PDF de treinamento BPM).
Elementos essenciais de design e seleção
Materiais do rotor e da lâmina
A metalurgia das lâminas e a documentação são fundamentais tanto para a confiabilidade quanto para a aprovação do controle de qualidade. Opções típicas e amplamente utilizadas incluem:
- Aço ferramenta D2/SKD11: geralmente temperado a aproximadamente HRC 58–62, oferecendo um equilíbrio entre resistência ao desgaste e tenacidade para o corte geral de filamentos de PP/PE. As famílias de materiais de referência são resumidas por fornecedores especializados de facas e páginas de contexto de OEMs.
- Aço rápido M2: dureza em torno de HRC 55–62 com boa dureza a quente, adequado para linhas de alta velocidade e bordas afiadas.
- Aço inoxidável 440C: dureza aproximada de 58 a 60 HRC, com resistência à corrosão aprimorada para ambientes úmidos.
- Lâminas ou incrustações de carboneto de tungstênio para a mesa de usinagem: dureza efetiva frequentemente equivalente a HRC 68–72 (ou >1500 HV), valiosa para materiais reciclados com carga de vidro ou abrasivos; muitos fabricantes de equipamentos originais (OEMs) oferecem lâminas de carboneto sólido em seus catálogos (consulte a nota sobre carboneto sólido no...). Catálogo MAAG S3500).
Para verificação de dureza, solicite dados de teste Rockwell C em conformidade com as normas ASTM E18 ou ISO 6508-1, incluindo carga, locais e 3 a 5 leituras com intervalos, rastreáveis ao ID da peça e lote de aquecimento. Guias práticos sobre testes Rockwell explicam o penetrador de diamante e a carga principal de 150 kgf usada para HRC (Visão geral da norma ASTM E18; Guia Buehler Rockwell).
Quando for necessário um conjunto de lâminas personalizado, fornecedores como a MAXTOR METAL podem fabricá-las de acordo com seus desenhos, esboços ou amostras e fornecer relatórios sobre material, tratamento térmico, dureza e tolerância dimensional. No processo de aquisição, especifique a classe do aço, a faixa de dureza desejada, a geometria da aresta e as tolerâncias (por exemplo, ±0,01–0,05 mm na espessura/padrões de furos) e solicite documentação rastreável. Para exemplos de escopo da documentação e adequação do produto, consulte as orientações neutras e as páginas de produtos da empresa: o guia de melhores práticas para facas de granulação descreve as expectativas de documentação, e as páginas de lâminas de granulação de plástico mostram estilos e opções de montagem (Guia de facas para granulação de metal MAXTOR; Lâmina para granulador de plástico MAXTOR METALAo emitir uma solicitação de cotação/pedido de compra, inclua o certificado da fábrica do material e o número do lote/corrida, o relatório de tratamento térmico com a dureza alvo, uma folha de dureza ASTM E18/ISO 6508-1 com múltiplas leituras e locais, um relatório dimensional (comprimento/largura/espessura, espaçamento entre furos, paralelismo/excentricidade) vinculado à identificação da peça e a geometria de borda especificada (raio de brunimento/chanfro, observações sobre o inserto de metal duro) para que o controle de qualidade possa aprovar sem demora.
Controle de folga e rigidez da fresa
A literatura do fabricante original (OEM) frequentemente mostra ajustadores micrométricos (excêntricos, parafusos de compressão e tração) que permitem folgas extremamente pequenas entre a lâmina e a base — chegando a algumas centésimas de milímetro em alguns modelos. Considere esses ajustes como limites de capacidade, e não como pontos de ajuste fixos; um método prático inicial é aproximar a borda do rotor a um contato leve e uniforme, e então recuar até uma folga de operação alinhada ao tamanho do polímero e do grânulo. As faixas iniciais de engenharia para linhas de polimento em água são tipicamente de 0,05 a 0,10 mm para PP/PE sem carga e de 0,10 a 0,20 mm para misturas com carga de vidro/abrasivas. A estabilidade depende da rigidez e do alinhamento: procure por suportes reforçados, rolamentos de precisão e faces com pinos de fixação que repetem a posição após cada abertura. Para exemplos de projetos de acesso rápido projetados para manter o alinhamento, veja as câmaras deslizantes/pivô da MAAG e as famílias de limpeza rápida da BPM (Catálogo MAAG S3500; PDF de treinamento BPM).
Integração e desidratação da extremidade úmida
A transferência de umidade entre os filamentos gera partículas finas e manchas durante as reinicializações. Combine o acesso em balanço com uma secagem robusta: lâminas de ar sem contato ou sistemas de lâmina de ar a vácuo (VAK) que separam as gotículas e mantêm a área de alimentação seca ajudam a estabilizar a qualidade e a cor do corte. Os materiais de treinamento da Bay Plastics Machinery descrevem secadores de filamentos VAK usando um único soprador com desembaçamento e drenagem — uma abordagem que permite reinicializações consistentes com mínima entrada de água (PDF de treinamento BPMSelecione um sistema de drenagem controlada no toboágua e evite o acúmulo de água perto dos rolos de alimentação.
Procedimento Operacional Padrão (POP) para instalação e manutenção

orientações para o posicionamento da faca na cama
Segurança em primeiro lugar. Aplique o bloqueio/etiquetagem completo, isole o inversor e drene a caixa d'água até um nível seguro antes de abrir. Mantenha os dedos afastados das bordas e das partes móveis; use luvas resistentes a cortes e proteção ocular.
- Ajuste inicial: Com lâminas novas ou reafiaadas, gire o rotor para alinhar uma lâmina sobre a lâmina de base. Encoste as bordas levemente e uniformemente em toda a largura. Recue até a folga inicial apropriada para a operação (consulte a tabela abaixo). Verifique à esquerda/no meio/à direita com calibradores de folga.
- Verifique por corte: Comece devagar e inspecione os primeiros grânulos com uma lupa de 10 a 20 vezes. Um corte limpo, sem manchas, caudas curtas e sem rebarbas brilhantes indicam uma boa conformação. Se houver vibração, abra o bico em 0,02 a 0,03 mm ou reduza a alimentação por um minuto para estabilizar.
- Configurações de registro: Polímero de registro, contagem/diâmetro do filamento, comprimento alvo do grânulo, leituras de espaçamento, consumo de amperagem, finos %, caudas % e Lumb* deltas para que você possa reproduzir a configuração do seu rotor granulador em balanço no próximo trabalho semelhante.
Pontos de partida para lacunas (orientação de engenharia; validar no local):
| Polímero/enchimento e alvo de pellet | Folga inicial (mm) | Notas |
|---|---|---|
| Grânulos de PP/PE sem carga, de 2 a 3 mm | 0,05–0,10 | Busque um corte preciso; aumente a intensidade se houver vibração. |
| PET/PA sem enchimento | 0,07–0,12 | Certifique-se de que os fios estejam bem secos. |
| 20–40% PP/PA com carga de vidro | 0,10–0,20 | Prefira lâminas de metal duro; evite lascas. |
| Alta reciclagem com multas | 0,10–0,18 | Priorize a secagem dos fios e faça verificações frequentes. |
Esses valores estão de acordo com a capacidade de ajuste fino mencionada na documentação do fabricante original, mas devem ser confirmados pelo seu próprio controle de qualidade.
Para um guia prático e passo a passo sobre a substituição de lâminas, consulte este guia neutro para trocas de lâminas seguras e eficientes em peletizadoras, que abrange ferramentas, sequenciamento e verificações (Substitua as lâminas do granulador de forma segura e eficiente.).
Etapas de limpeza e troca de cor
Limpe de forma rápida e metódica para evitar contaminação cruzada. Abra a câmara por meio de um movimento de balanço ou deslizamento; aspire os grânulos soltos e a poeira e, em seguida, limpe com panos que não soltem fiapos. Use solvente seguro para polímeros com moderação e evite pulverizar perto de rolamentos e vedações. Se houver microlascas ou arredondamento visíveis, substitua ou gire para uma borda nova e verifique novamente a folga. Reduza o nível de água para o mínimo eficaz; certifique-se de que o jato de ar/VAK esteja funcionando corretamente. Reinicie com vazão reduzida, descarte os primeiros 1 a 3 minutos e verifique L.umb* deltas de cor e peneirar para partículas finas antes de aumentar a concentração.
Rolamentos, vedações e cuidados com a corrosão
Um ambiente com água corrente adiciona umidade e produtos químicos de lavagem aos choques e vibrações usuais. Sempre que possível, escolha unidades de rolamento seladas e resistentes à corrosão, com vedações de múltiplas barreiras e anéis defletores de aço inoxidável, semelhantes em conceito às unidades higiênicas para "linha de alimentos" projetadas para serviço úmido; as notas de aplicação dos fabricantes de rolamentos explicam por que essas caixas toleram lavagens frequentes e ajudam a manter a graxa onde ela deve estar.Visão geral da linha de alimentos da SKFSe você utiliza unidades padrão, lubrifique com mais frequência nas zonas de respingos (diariamente ou semanalmente, dependendo da velocidade/temperatura) até que uma pequena quantidade de fluido de exsudato apareça nas vedações, seguindo as orientações do fabricante. Mantenha os circuitos de água limpos, drene os alojamentos após a lavagem, evite direcionar jatos de alta pressão para as vedações e faça verificações visuais diárias para detectar vazamentos, aquecimento anormal ou vibração. Pequenos hábitos como esses se traduzem em maior vida útil dos rolamentos e controle mais preciso da folga.
Um rotor de granulador em balanço transforma as mudanças de cor, antes um processo demorado de desmontagem, em uma sequência rápida e controlada. O resultado são reinícios mais rápidos, grânulos mais estáveis e, tipicamente, menos finos e rejeitos — sem aumentar o risco para os operadores ou para o controle de qualidade. Ao considerar atualizações, valide o encaixe mecânico e a rigidez em sua linha, solicite documentos rastreáveis de material/tratamento térmico/dureza/tolerância com qualquer novo conjunto de lâminas e teste a configuração em seus grãos mais abrasivos para definir as folgas e os tempos de purga.
Protocolo de validação piloto (não requer dados do local)

Se você deseja justificar com evidências a atualização para um rotor de granulador em balanço — sem depender do marketing do fabricante original — realize um teste simples de troca A/B em sua própria linha de produção e arquive os resultados.
- EscopoMesma família de polímeros, mesma quantidade/diâmetro de filamentos, mesmo comprimento alvo do grânulo; compare seu cortador atual com um projeto de acesso em balanço/aberto.
- Registros de data e hora: Registre (1) início do LOTO, (2) câmara aberta, (3) facas posicionadas completamente, (4) primeiros chumbinhos, (5) primeiros chumbinhos “OK” liberados.
- Métricas de qualidade: finos %, caudas %, consistência do comprimento do grânulo e delta de cor (ex.: Lumb* / ΔE) em 1, 3, 5, 10 minutos após o reinício.
- Desperdício: Resíduos de purga (kg) e tempo até a especificação.
- Condições do processo para registro: nível/fluxo/temperatura da caixa de água, configurações do secador (faca de ar/VAK), velocidade do rolo de alimentação, rpm do rotor e leituras da folga entre a faca e a mesa (L/M/R).
- Pacote de documentaçãoVincule o teste à documentação rastreável da faca (certificado de material, relatório de tratamento térmico, dureza conforme ASTM E18/ISO 6508-1 e relatório dimensional) para que o controle de qualidade possa auditar o resultado.
Nota sobre segurança e normas
Este guia fornece pontos de partida de engenharia e deve ser validado em relação ao manual do fabricante da sua máquina e aos procedimentos de EHS (Saúde, Segurança e Meio Ambiente) do local. Para controle de energia perigosa, consulte [inserir referência aqui]. OSHA 29 CFR 1910.147 (O controle de energia perigosa — bloqueio/etiquetagem) e ISO 14118:2017 (Segurança de máquinas — Prevenção de partidas inesperadas).
Tommy Tang é um Engenheiro de Vendas Sênior no Indústria METAL de Nanjing com 12 anos de experiência Apoio na seleção e aquisição de lâminas industriais. Certificações: CSE, CME, Six Sigma Green Belt, PMP.