Cómo detener los cortes en serpentina en el corte de film: Lista de verificación para cuchillas, tensión, alineación y aire

Snake cuts (also called slit-line wander or drift) are what you see when a slit edge won’t hold a straight, repeatable path: lanes “walk,” oscillate, or gradually shift so the wound roll layers are no longer centered. Treat it like a stability problem across the slit-and-wind system—not a single-parameter defect. This checklist reflects the way […]
Lectura del MTC de acero para herramientas para cuchillas para fleje: Una lista de comprobación de CC práctica para composición química, dureza y trazabilidad

Quick Answer: To read a tool steel MTC for strip blades, start at the header — confirm EN 10204 3.1 certificate type, supplier identity, steel grade, and heat number. Then cross-check the chemistry table against your PO/spec (using ASTM A681 or ISO 4957 as the reference standard). Verify hardness uniformity with a 9-point map (head/mid/tail […]
Engomado de cuchillas en peletización subacuática de TPU: selección de recubrimientos DLC vs PTFE y ventanas de operación.

Quick answer: Knife gumming in TPU underwater pelletizing is a system problem, not just a coating problem. The fastest fix is to address the mechanism first (restore cutting-plane stability and quench consistency), then select coatings: DLC on cutting-edge faces for hardness and low friction, PTFE on low-wear non-edge faces for adhesion reduction. Running DLC without fixing […]
Cuchillas de cizallado con inserto de carburo de tungsteno para líneas AHSS: Modelo de ROI, protocolo de reafilado y referencias de prueba.

Quick Answer: Tungsten carbide inlaid shear blades typically deliver 2–3.5× the edge life of D2 blades on AHSS lines, with ROI driven primarily by fewer changeover events and reduced edge-instability scrap—not blade price alone. Clearance control and consistent regrind geometry restoration are the two variables that most determine whether that life multiplier holds in production. […]
Espaciadores de corte de precisión y anillos de goma: Rigidez del conjunto, control de holgura y TIR

What readers will gain: tolerances, setup, verification, and ROI logging: concrete specs to ask for, checks to run before you clamp, and what to track so “better tooling” turns into measurable uptime. High-speed coil slitting doesn’t usually fail because the knives are “bad.” It fails because the clearance you thought you had is not the clearance the […]
Riesgos en la trituración de baterías de ion de litio: Controles de cizallamiento a baja velocidad, diseño de atmósfera inerte y tratamiento de HF
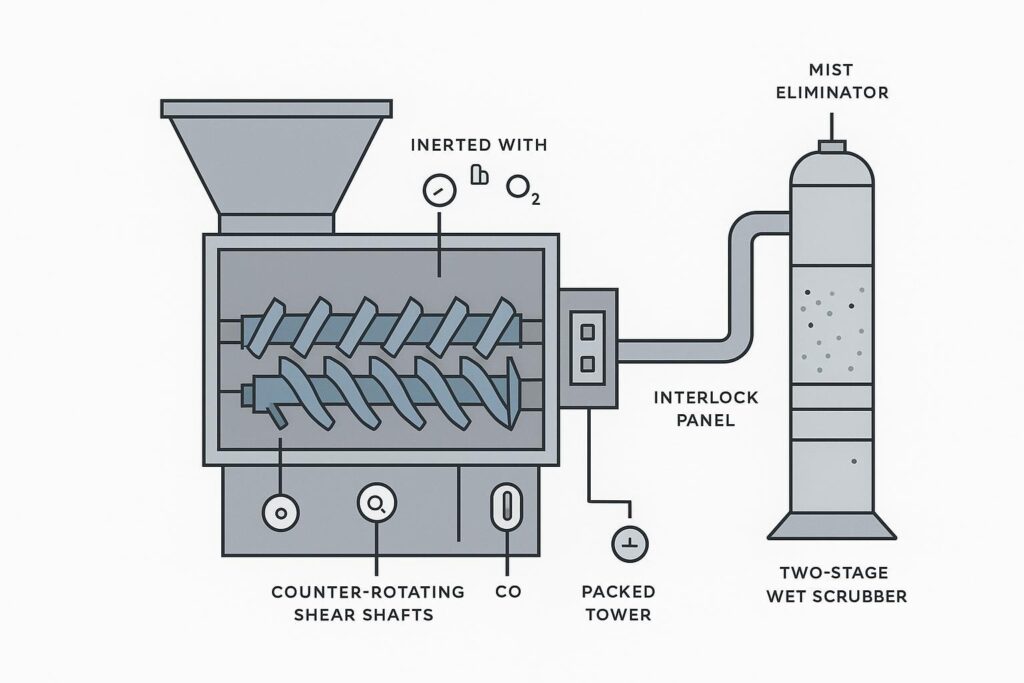
Lithium-ion battery (LIB) size reduction is one of those operations where the “mechanical” and “chemical” worlds collide in the worst way: high stored electrical energy, flammable electrolyte vapors, conductive dust, and corrosive off-gases. This guide focuses on a safety-by-design approach that many facilities are converging on: low-speed, counter-rotating shear in a controlled atmosphere (often inerted, sometimes submerged), […]
Guía de Selección de Revestimientos DLC vs PTFE para Cuchillas de Corte: Desgaste vs Transferencia

El rendimiento del corte rara vez falla por una sola razón. El fallo se produce en las interfaces: fricción entre la cuchilla y la banda, transferencia de adhesivo, microdesconchado de los bordes y el calor que se genera cuando cualquiera de estos factores se descontrola. Esta guía está dirigida a ingenieros de procesos, equipos de mantenimiento y compradores técnicos que seleccionan o califican cuchillas de corte circulares recubiertas para películas, láminas, papel, […]
Ganancias de OEE y beneficios al reducir la frecuencia de cambio de bobina: modelo de disponibilidad, ejemplos prácticos y datos piloto

Quick Answer: Reducing coil change frequency improves OEE primarily by cutting planned downtime—a direct hit to Availability. Secondary gains appear in Performance (fewer ramp-up periods after restarts) and Quality (fewer splice-related defect windows). The effect is quantifiable with four inputs: strip consumption rate, coil length, changeover time per stop, and scrap generated per change. In a […]
Grado, diseño y control de insertos de carburo de tungsteno para el tiempo de actividad de la peletizadora bajo agua

Respuesta rápida: El corte estable de la cara de la matriz en las líneas de peletización subacuáticas depende de cuatro variables que actúan en conjunto: grado de carburo (HRA 88–92 para la mayoría de las plaquitas de WC–Co), geometría del filo (radio controlado, no solo “afilado”), gestión de la presión de contacto (enganche → recorte, no seguimiento de presión) y estabilidad del circuito de agua (40–60 °C, filtrada, desgasificada). Cambiar las plaquitas sin abordar el estado de la cara de la matriz o el equilibrio del cabezal de corte es lo más […]
Cronograma de Rotación de Cuchillas Reversibles de 4 Filos y Criterios de Reafilado: SOP Basado en Mediciones para Cizallas Guillotina

If you run a guillotine shear on mixed carbon steel, stainless, and high-strength grades, you already know the failure pattern: burrs creep up, operators “chase” the gap, and downtime turns reactive. This article defines a measurement-based protocol for 4-edge reversible blades—when to rotate, when to regrind, and what to log so the process is third-party […]