AHSS切断ライン用超硬(タングステンカーバイド)ろう付けシャーブレード:ROIモデル、再研磨プロトコル、および実証ベンチマーク。

Quick Answer: Tungsten carbide inlaid shear blades typically deliver 2–3.5× the edge life of D2 blades on AHSS lines, with ROI driven primarily by fewer changeover events and reduced edge-instability scrap—not blade price alone. Clearance control and consistent regrind geometry restoration are the two variables that most determine whether that life multiplier holds in production. Ultra-high-throughput AHSS/UHSS lines don’t usually fail because the shear “can’t cut.” They fail because small instabilities—edge chipping, burr drift, clearance variation under load, or inconsistent regrind geometry—quietly turn into downtime, scrap, and OEE loss. This guide is for production and maintenance leaders, process engineers, and technical buyers who run (or are upgrading to) AHSS-capable cut-to-length […]
高精度スリッター用スペーサー&ゴムリング:組込み剛性、刃先クリアランス、およびTIR(総合振れ精度)の完全制御

What readers will gain: tolerances, setup, verification, and ROI logging: concrete specs to ask for, checks to run before you clamp, and what to track so “better tooling” turns into measurable uptime. High-speed coil slitting doesn’t usually fail because the knives are “bad.” It fails because the clearance you thought you had is not the clearance the stack holds once it’s clamped, accelerated, heated, and pushed sideways by strip loads. That’s why constant axial side-clearance and stack stiffness are so tightly tied to burr height, edge wave, and early chipping. If your stack “breathes” under load—microns of spacer non-parallelism, a ring that takes a set, a nicked seating face—your clearance becomes a moving target. […]
リチウムイオン電池の破砕リスク:低速せん断制御、不活性雰囲気設計、およびHF(フッ化水素)ガス処理除去対策
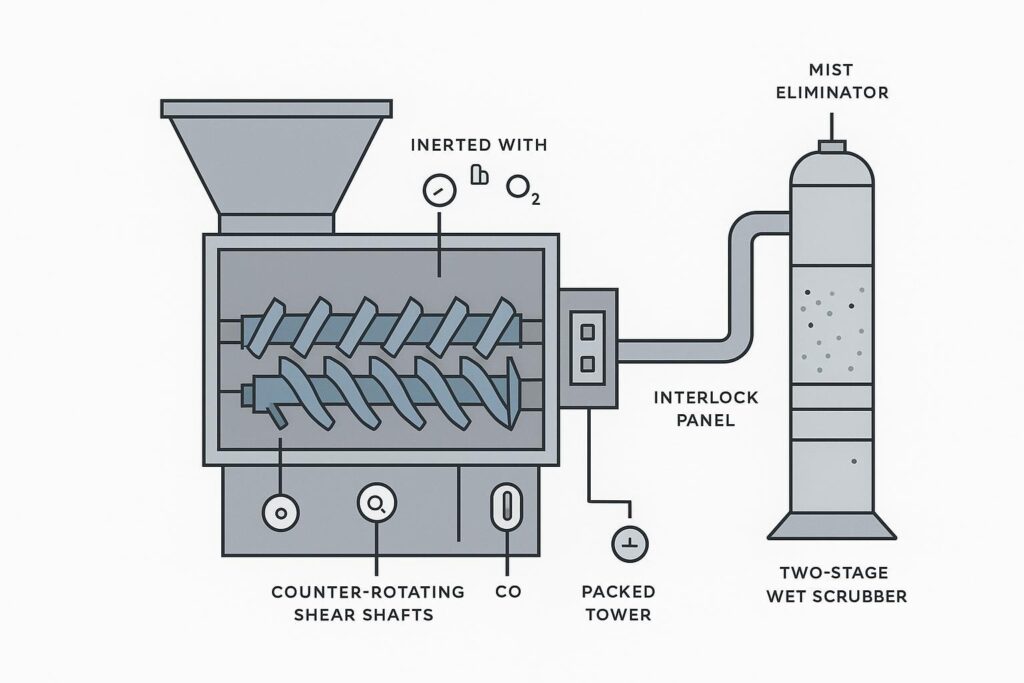
Lithium-ion battery (LIB) size reduction is one of those operations where the “mechanical” and “chemical” worlds collide in the worst way: high stored electrical energy, flammable electrolyte vapors, conductive dust, and corrosive off-gases. This guide focuses on a safety-by-design approach that many facilities are converging on: low-speed, counter-rotating shear in a controlled atmosphere (often inerted, sometimes submerged), backed by interlocks, monitoring, and HF treatment. It’s written in the same documentation-first voice Maxtor Metal uses when discussing shredder knife quality and verification practices, because the details that keep a line running are usually the same details that keep it safe. Early in commissioning, teams often find that the same “boring” variables that drive […]
スリッター円盤刃用DLC vs PTFEコーティング:摩耗寿命 vs 融着(糊付着)対策選定ガイド

Slitting performance rarely fails for a single reason. It fails at the interfaces: blade-to-web friction, adhesive transfer, edge micro-chipping, and the heat that builds when any of those drift out of control. This guide is written for process engineers, maintenance teams, and technical buyers selecting or qualifying coated circular slitting knives for film, foil, paper, laminates, and nonwovens. If you’re validating a new vendor or trying to stop burrs and unplanned changeovers, you’re the intended reader. Think of it as a practical slitting blade coating selection guide focused on low friction coatings for slitting that still survive real production loads. If you need a quick reference for typical knife formats […]
コイル交換頻度の低減によるOEEおよび利益の向上:稼働率モデル、計算実例、および実証データ

Quick Answer: Reducing coil change frequency improves OEE primarily by cutting planned downtime—a direct hit to Availability. Secondary gains appear in Performance (fewer ramp-up periods after restarts) and Quality (fewer splice-related defect windows). The effect is quantifiable with four inputs: strip consumption rate, coil length, changeover time per stop, and scrap generated per change. In a worked example with 2,000 m/shift consumption, moving from 100 m to 500 m coils recovers over 3 hours of Availability and approximately $3,700 in throughput opportunity value per shift. Coil-fed cutting and slitting lines usually don’t lose OEE because someone “forgot to run fast.” They lose OEE because the line is forced to stop—often repeatedly—for […]
水中ペレタイザーの稼働率を最大化する超硬造粒刃の材質グレード、意匠設計、および管理

Quick answer: Stable die-face cutting on underwater pelletizer lines depends on four variables working together: carbide grade (HRA 88–92 for most WC–Co inserts), edge geometry (controlled radius, not just “sharp”), contact pressure management (engage → trim, not pressure-chase), and water-loop stability (40–60°C, filtered, degassed). Changing inserts without addressing die-face condition or cutter-head balance is the most common reason carbide upgrades underdeliver. A tungsten carbide insert, in die-face pelletizing, is a sintered WC–Co cutting element brazed into a steel carrier block, designed to maintain a stable cutting edge against a rotating die face at speeds from 1,000 to 4,000 RPM in continuous polymer processing. LDPE and PP mega-scale lines don’t lose uptime […]
4面刃の反转スケジュールと再研磨基準:シャーリングマシン用データ測定に基づく標準作業手順書(SOP)

If you run a guillotine shear on mixed carbon steel, stainless, and high-strength grades, you already know the failure pattern: burrs creep up, operators “chase” the gap, and downtime turns reactive. This article defines a measurement-based protocol for 4-edge reversible blades—when to rotate, when to regrind, and what to log so the process is third-party audit ready. For context only (not as a pitch), the blade category is shown on the Maxtor Metal shear blade product page. Engineering Note: At Maxtor Metal, guillotine shear blades supplied for mixed-material service are documented with factory-measured straightness and thickness data, enabling the clearance baseline to be tied to actual blade geometry rather than nominal specs. […]
ロータリースリッターナイフのROI:粉末ハイス(PM-HSS)vs 工具鋼のTCOモデル&刃先寿命分析

Rotary slitter knives look like a small line item until you model what they touch: changeovers, scrap, burr rework, and whether your line can hold tolerance across an entire coil. This guide is written for process, equipment, production, and purchasing leaders at coil slitting operations who need a defensible way to compare options, especially when a higher-priced knife set claims longer life. It’s also the kind of ROI conversation many teams have with suppliers like Maxtor Metal when they move into tighter edge specs, higher-strength grades, or higher line speeds. If your operation uses roller shear equipment alongside rotary slitting, material selection logic, clearance engineering, and the failure mode diagnostics that directly […]
多軸シュレッダー刃の累積公差:GD&T管理、スペーサーの選択嵌合(セレクティブフィット)、および組立後のTIR検証。
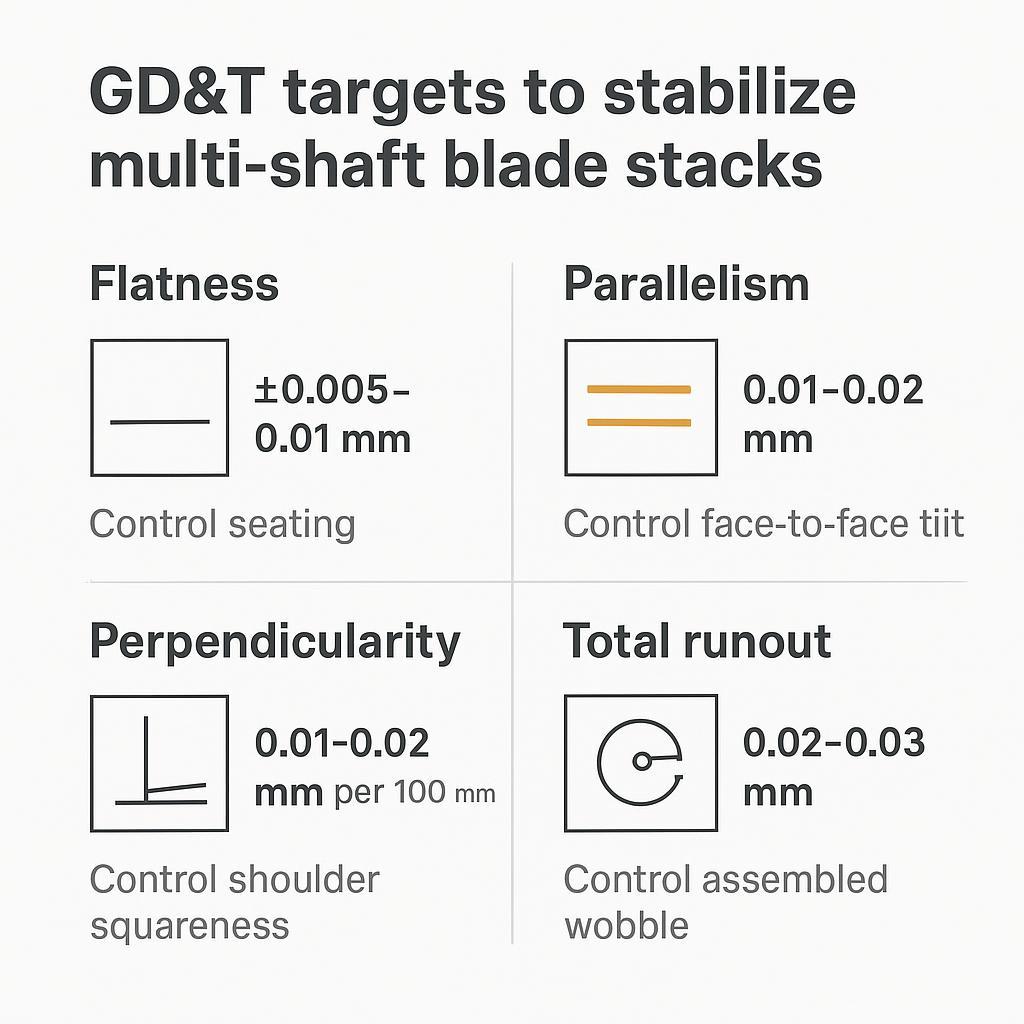
Key takeaways: In multi-shaft shredders, small errors in blade thickness, spacer thickness, face flatness, squareness, and bore/shaft geometry don’t stay small. They add up into shaft tilt and total indicated runout (TIR), which shows up as gap drift, uneven load, vibration, and shorter knife life. This guide gives practical GD&T targets, selective-fit spacer strategy, assembly/QA checks, and a simple tolerance-chain approach you can put on a drawing and enforce at inspection. If you’re engineering or maintaining multi-shaft shredder knives, most “mystery” problems (particle size drift, current spikes, sudden wear) are traceable to stack geometry—not just material. In practice, the drawing, the spacer plan, and the inspection records matter as much […]
隙間ゼロ(ゼロクリアランス)シアスリッティング用スプリング式ホルダー設定:オーバーラップ、キャント角、予圧管理

If you’re running thin films or nonwovens at speed, shear slitting stops being “just knife setup” and starts behaving like a stability problem: tiny runout, inconsistent contact, or drifting knifeholder air preload pressure becomes edge defects and downtime. This guide is written in the shop-floor practical approach Maxtor Metal uses when supporting customers on film and nonwoven slitting lines: define the baselines from measured data, verify with instruments, and document the settings so the result is repeatable across operators and shifts—not locked in one person’s head. For background on circular knife formats and blade families used in slitting, see Maxtor Metal circular knives and blades (linked here only as a reference point […]