Dao cắt gắn hợp kim Tungsten Carbide cho dây chuyền AHSS: Mô hình ROI, quy trình mài lại và kết quả thử nghiệm thực tế.

Quick Answer: Tungsten carbide inlaid shear blades typically deliver 2–3.5× the edge life of D2 blades on AHSS lines, with ROI driven primarily by fewer changeover events and reduced edge-instability scrap—not blade price alone. Clearance control and consistent regrind geometry restoration are the two variables that most determine whether that life multiplier holds in production. […]
Bạc đệm phân cuộn chính xác & Vòng cao su: Độ cứng vững của trục dao, kiểm soát khe hở và độ đảo TIR

What readers will gain: tolerances, setup, verification, and ROI logging: concrete specs to ask for, checks to run before you clamp, and what to track so “better tooling” turns into measurable uptime. High-speed coil slitting doesn’t usually fail because the knives are “bad.” It fails because the clearance you thought you had is not the clearance the […]
Nguy cơ trong việc băm nhỏ pin Lithium-Ion: Kiểm soát lực cắt kéo tốc độ thấp, thiết kế môi trường khí trơ và xử lý khí thải HF
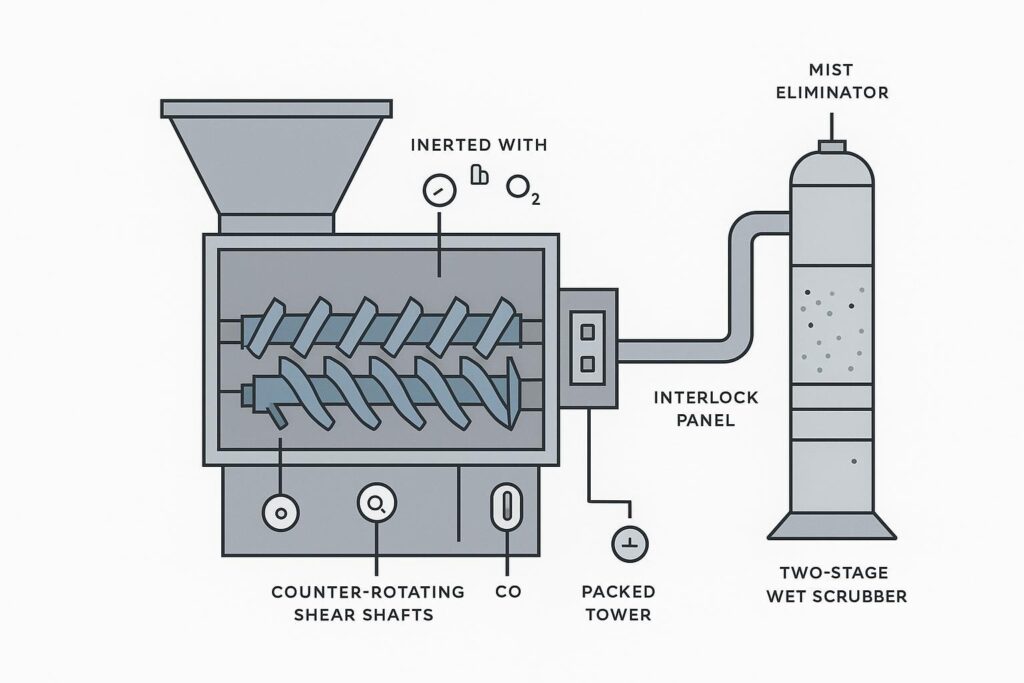
Lithium-ion battery (LIB) size reduction is one of those operations where the “mechanical” and “chemical” worlds collide in the worst way: high stored electrical energy, flammable electrolyte vapors, conductive dust, and corrosive off-gases. This guide focuses on a safety-by-design approach that many facilities are converging on: low-speed, counter-rotating shear in a controlled atmosphere (often inerted, sometimes submerged), […]
Hướng Dẫn Chọn Lớp Phủ DLC vs PTFE Cho Dao Phân Cuộn/Dao Cắt Biên: Giới Hạn Mài Mòn vs Giới Hạn Bám Dính

Slitting performance rarely fails for a single reason. It fails at the interfaces: blade-to-web friction, adhesive transfer, edge micro-chipping, and the heat that builds when any of those drift out of control. This guide is written for process engineers, maintenance teams, and technical buyers selecting or qualifying coated circular slitting knives for film, foil, paper, […]
Tối ưu OEE và lợi nhuận từ việc giảm tần suất thay cuộn phôi: Mô hình tính thời gian sẵn sàng, ví dụ thực tế và dữ liệu thử nghiệm

Quick Answer: Reducing coil change frequency improves OEE primarily by cutting planned downtime—a direct hit to Availability. Secondary gains appear in Performance (fewer ramp-up periods after restarts) and Quality (fewer splice-related defect windows). The effect is quantifiable with four inputs: strip consumption rate, coil length, changeover time per stop, and scrap generated per change. In a […]
Mác vật liệu, thiết kế và kiểm soát dao cắt hạt hợp kim cứng để tối ưu thời gian chạy máy cắt hạt dưới nước

Quick answer: Stable die-face cutting on underwater pelletizer lines depends on four variables working together: carbide grade (HRA 88–92 for most WC–Co inserts), edge geometry (controlled radius, not just “sharp”), contact pressure management (engage → trim, not pressure-chase), and water-loop stability (40–60°C, filtered, degassed). Changing inserts without addressing die-face condition or cutter-head balance is the most […]
Lịch Trình Đảo Lưỡi Dao Cắt Vietnamese 4 Cạnh và Tiêu Chuẩn Mài Lại: Quy Trình SOP Dựa Trên Số Liệu Đo Lường Cho Máy Cắt Tôn Thủy Lực

If you run a guillotine shear on mixed carbon steel, stainless, and high-strength grades, you already know the failure pattern: burrs creep up, operators “chase” the gap, and downtime turns reactive. This article defines a measurement-based protocol for 4-edge reversible blades—when to rotate, when to regrind, and what to log so the process is third-party […]
ROI của dao xả băng tròn: Mô hình TCO & Phân tích tuổi thọ lưỡi cắt giữa PM-HSS vs Thép công cụ

Dao cắt cuộn quay thoạt nhìn có vẻ chỉ là một chi tiết nhỏ, nhưng khi bạn tính toán những tác động của chúng: việc thay dao, phế liệu, xử lý bavia và liệu dây chuyền của bạn có thể duy trì dung sai trên toàn bộ cuộn thép hay không, thì cuốn hướng dẫn này được viết dành cho các nhà lãnh đạo về quy trình, thiết bị, sản xuất và mua sắm tại các nhà máy cắt cuộn thép, những người cần một phương pháp so sánh các lựa chọn một cách hiệu quả, đặc biệt là khi […]
Sai số tích lũy của cụm dao nhiều trục: Kiểm soát GD&T, chọn lắp vòng đệm chính xác và xác minh độ đảo (TIR) sau lắp ráp.
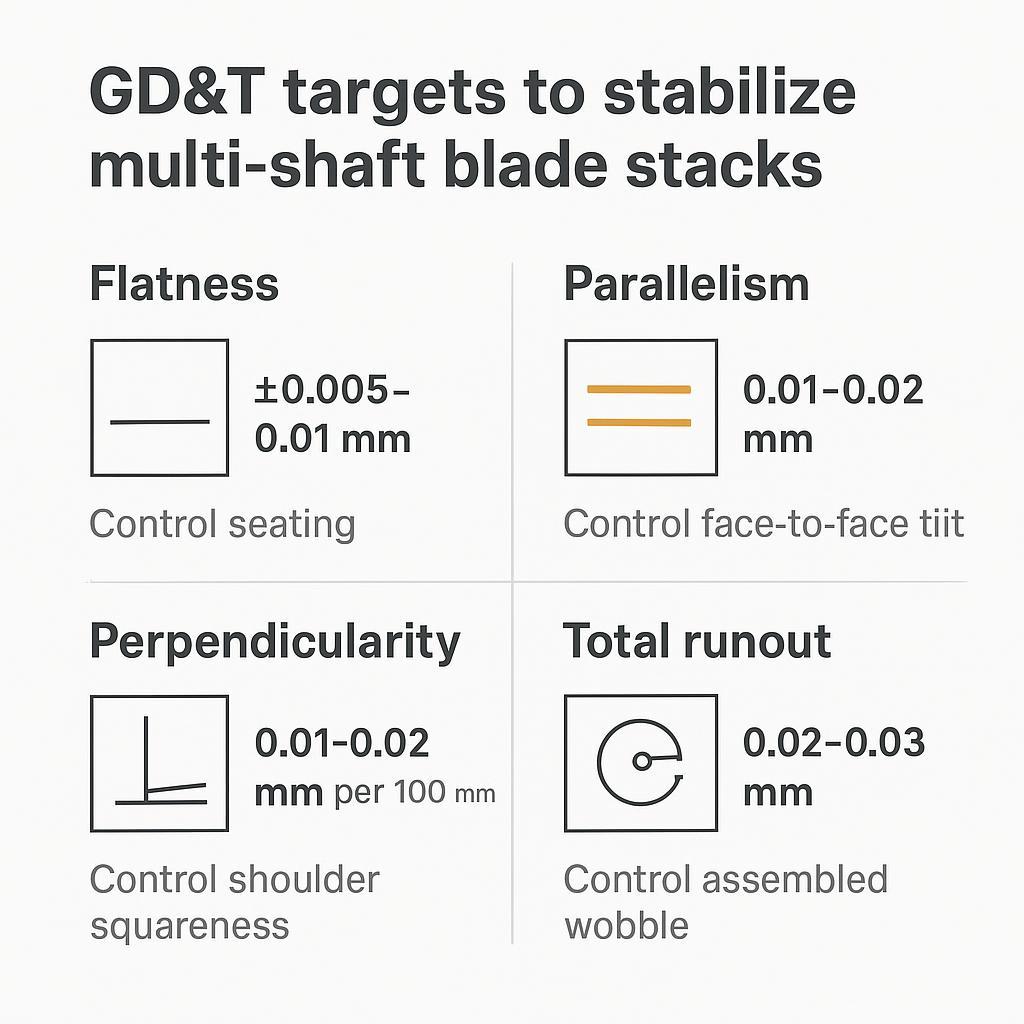
Key takeaways: In multi-shaft shredders, small errors in blade thickness, spacer thickness, face flatness, squareness, and bore/shaft geometry don’t stay small. They add up into shaft tilt and total indicated runout (TIR), which shows up as gap drift, uneven load, vibration, and shorter knife life. This guide gives practical GD&T targets, selective-fit spacer strategy, assembly/QA […]
Cấu hình lò xo cho xẻ cuộn dạng kéo khe hở bằng không (Zero-Clearance): Kiểm soát độ chồng dao, góc nghiêng và lực ép trước

If you’re running thin films or nonwovens at speed, shear slitting stops being “just knife setup” and starts behaving like a stability problem: tiny runout, inconsistent contact, or drifting knifeholder air preload pressure becomes edge defects and downtime. This guide is written in the shop-floor practical approach Maxtor Metal uses when supporting customers on film […]